Особенности стали 9ХС
При изготовлении различных строительных инструментов используется специальная сталь 9ХС. Изделия из такого металла будут отличаться максимальной прочностью, надежностью и долговечностью. Сегодня речь пойдет об особенностях данного материала, его преимуществах и недостатках.
Плюсы и минусы
Металл 9ХС отличается рядом преимуществ.
- Уникальные технические характеристики. Данный металл считается довольно прочным. Из него получаются износостойкие изделия, которые практически не подвергаются механическим воздействиям, они очень устойчивы на изгиб, кручение. Даже при постоянной эксплуатации они не станут деформироваться. Кроме того, на их поверхности практически не образуются трещины и прочие мелкие дефекты.
- Повышенная твердость. Она достигается после отжига. Также после этой процедуры материал становится абсолютно податливым к прокаливанию.
- Защита от коррозии. В составе этой стали имеется хром, который защищает материал от негативного воздействия воды.
- Твердость. Инструменты, сделанные из такой стали, смогут легко порезать другие металлы, плотную древесину.
- Одинаковое распределение карбидов. За счет этого обеспечиваются преимущества при применении данного металла в ходе изготовления резьбонарезных приспособлений, у которых мелкий шаг резьбы.
Кроме этого, можно отметить, что металл отличается повышенной прокаливаемостью, упругостью. Он длительное время может держать заточку.
Но сталь марки 9ХС обладает и некоторыми недостатками.
- Внешний вид. Этот металл не будет блестеть, на его поверхности можно будет увидеть своеобразный рисунок.
- Относительно высокая стоимость. Изделия, сделанные из такого металла, производятся путем ковки вручную, поэтому и цена на них довольно большая.
- Сложность обработки. Даже маленькие ошибки при изготовлении такой стали могут привести к снижению ее качеств. Она довольно капризно ведет себя в процессе термообработки, заточки.
- Теряет свои свойства при повышенных температурах. При разогреве свыше 200 градусов снижаются в первую очередь режущие качества инструментов. Также следует отметить, что эта разновидность не подходит для производства сварных конструкций. При термообработке материал потребует соблюдения конкретного оптимального температурного режима.
- Требования к уходу. Хром и кремний не смогут полностью защитить сталь, поэтому необходимо будет тщательно протирать и сушить инструменты после контакта с водой. В противном случае со временем она начнет ржаветь.
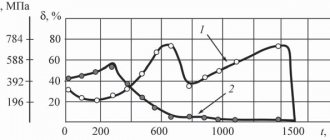
Структурные превращения при термической обработке.
Сталь подвергаем неполной закалке при этом её нагреваем до образования аустенита и цементита вторичного. Далее выдерживаем при данной температуре (840 ºС) для получения однородного аустенита.
Последующее охлаждение в масле со скоростью большей, чем Vкрит (меньшая скорость охлаждения, при которой аустенит превращается в мартенсит ), обеспечивает получение мелкозернистого мартенсита.
Рассмотрим превращение в масле, происходящее в стали 9ХС, при нагреве исходной равновесной структуры Ф+Ц. На практике при обычных скоростях нагрева (электропечи) под закалку перлит сохраняет своё пластинчатое или зернистое строение до температуры Ac1 (770 ºС для стали 9ХС). При температуре Ac1 в стали происходит превращение перлита в аустенит. Кристаллы (зёрна) аустенита зарождаются в основном на границах фаз феррита и цементита. Образование зёрен аустенита происходит с большей скоростью, чем растворения цементита перлита, поэтому необходима выдержка стали при температуре закалки для полного растворения цементита и получения гомогенного аустенита.
Изменения структуры стали при закалке в масло
.
При непрерывном охлаждении в стали с Vохлажд > Vкрит аустенит превращается в мартенсит. Мартенситное превращение развивается в стали с высокой скоростью ( 1000-7000 м/с) в интервале температур Мн…Мк. При этом необходимо учитывать, что с увеличением содержания углерода в стали температуры Мн и Мк понижаются ( точки Мн и Мк изменяют своё положение на графике ). Введение легирующих элементов также изменяет положение точек Мн и Мк . Например, введение кремния и хрома их повышает. В результате закалки стали 9ХС её структура имеет
кроме мартенсита и некоторое количество остаточного аустенита ( 6-8 % ).
Образование в результате закалки мартенсита приводит к большим остаточным напряжениям, повышению твердости, прочности, однако при этом возрастает склонность к хрупкому разрушению, что требует проведения дополнительно последующего отпуска.
Отпуск – это нагрев закалённых сталей до температур, не превышающих Ac1
При отпуске происходит несколько процессов. Основной – распад мартенсита, состоящий в выделении углерода в виде карбидов. Кроме того, распадается остаточный аустенит, совершаются карбидное превращение и коагуляция карбидов, уменьшаются несовершенства кристаллического строения твёрдого раствора и остаточные напряжения.
Рассмотрим превращения в закаленной стали при отпуске. Первое превращение при отпуске развивается в диапазоне 80. 200ºС и приводит к формированию структуры отпущенного мартенсита. В результате этого уменьшается удельный объем мартенсита, снижаются остаточные напряжения. Второе превращение при отпуске развивается в интервале температур 200. 260 о С и состоит из следующих этапов:
1) превращение остаточного аустенита в отпущенный мартенсит;
2) распад отпущенного мартенсита
3) снижение остаточных напряжений;
4) некоторое увеличение объема, связанное с переходом А ост
М отп.
Третье превращение при отпуске развивается в интервале 300. 400ºС . При этом заканчивается распад отпущенного мартенсита и процесс карбидообразования. Формируется феррито-карбидная смесь, существенно снижаются остаточные напряжения.
Структуру стали после низкого отпуска (до 250 С) называют отпущенным мартенситом; структуру стали после среднего отпуска 350. 500ºС – трооститом отпуска; после высокого отпуска 500. 600 ºС – сорбитом отпуска.
В стали 9ХC после неполной закалки в масле и низкого отпуска при 170ºС образуется структура отпущенного мартенсита.
Сталь 9ХС. Основные данные
.
ГОСТ 5950-73. Инструментальные легированные стали.
Назначение: сверла, развертки, метчики, плашки, гребенки, фрезы, машинные штампели, клейма для холодных работ. Ответственные детали, материал которых должен обладать повышенной износостойкостью, усталостной прочностью при изгибе, кручении, контактном нагружении, а также упругими свойствами.
Основные характеристики
Основные характеристики этой стали можно будет найти в ГОСТ 5950-2000 и ГОСТ 2590-2006. Для начала мы разберем химический состав этого металла. В него входят следующие компоненты:
Хром в составе металла обеспечивает в том числе повышенную твердость и прочность. Также он отвечает и за коррозийную стойкость материала. Таким же свойством обладает и кремний, который имеется в составе. За счет него у стали увеличивается прочность, но при этом снижаются вязкость и пластичность.
Химический состав
В создании стали 9ХС используется 13 веществ, комбинация которых в правильном количестве даёт в результате качественно лучшие физические, механические и эксплуатационные характеристики.
Вот компоненты, которые входят в состав стали 9ХС:
- железо (Fe) – 94%;
- кремний (Si) – до 1,6%, но не менее 0,9%;
- хром (Cr) – до 1,25%, но не меньше 0,95%;
- углерод (C) – 0,9%;
- марганец (Mn) – до 0,6%;
- никель (Ni) – 0,35%;
- медь (Cu) – 0,3%;
- молибден (Mo) – 0,2%;
- вольфрам (W) – 0,2%;
- ванадий (V) – 0,15%;
- сера (S) – 0,03%
- фосфор (P) – 0,03%;
- титан (Ti) – меньше 0,03%.
У разных производителей могут незначительно меняться процентные соотношения. Отклонения не должны превышать 1/10 долю процента, иначе свойства полученного сплава могут отличаться.
Аналоги
Существуют различные аналоги такой стали.
- ХВГ. Этот отечественный заменитель имеет в своем составе в том числе и вольфрам, хром и марганец. Он отличается от стали 9ХВ повышенным содержанием углерода. Данный материал не используется для сварных конструкций.
- ХВСГ. Данный отечественный аналог является сталью глубокого прокаливания. Он имеет повышенную прочность и твердость.
- 90CrSi5. Этот зарубежный заменитель является инструментальной легированной сталью. Производится он на территории Германии.
Следует отметить, что замена ХВСГ и ХВГ обладает более высоким содержанием марганца по сравнению с 9ХС. Это повышает склонность металла к деформациям. Все аналоги создаются таким же образом, но при этом может видоизменяться их химический состав.
Расшифровка маркировки
Для маркировки сталей и других материалов разрабатываются определенные стандарты, применение которых позволяет упростить процесс определения химического состава. Расшифровка данной стали проводится следующим образом:
- У инструментальной группы первая цифра указывает на содержание углерода (в десятых долях процента), то есть в этом случае в составе 0,9% углерода. Этот элемент считается основным, так как определяет особенности кристаллической решетки, твердость, прочность, хрупкость и другие качества.
- Как ранее было отмечено, сталь была легирована для изменения некоторых эксплуатационных характеристик. В качестве легирующих материалов использовались хром и кремний, которых не более 1,5%.
Кроме вышеприведенных элементов, в составе присутствуют и многие другие, которые являются неотъемлемой частью сталей.
https://youtube.com/watch?v=6x8Jxd0R72M
Это интересно: Сталь марки 30ХГСА — характеристики, расшифровка, применение
Применение
Сталь марки 9ХС может использоваться при изготовлении самых разных приспособлений. Чаще всего ее применяют при создании острых и надежных ножей и клинков. Также она сможет отлично подойти для производства режущих частей инструментов, в том числе и топоров.
Ножи и клинки, сделанные из такого металла, отлично смогут подойти для охоты, рыбалки. Их нередко берут для туристических походов.
Они легко переносят воздействие неблагоприятных условий среды. Такие ножи могут выдерживать сильные ударные воздействия, скручивание. При этом они будут длительное время сохранять отличные режущие свойства. Все они изготавливаются вручную. Иногда эти режущие инструменты используются и для нужд пищевой промышленности.
Иногда сталь 9ХС используют при изготовлении различных сверл. Но при этом их можно будет брать только для работы с мягкими материалами, чаще всего с древесиной различных пород. Также из нее производят цилиндрические развертки. Они применяются для того, чтобы улучшить точность размеров отверстий, для удаления шероховатостей.
Термообработка и заточка
Существуют определенные требования к термической обработке стали данной марки, которые необходимо соблюдать. Предварительно выполняют анализ и рентген структуры. Это позволит своевременно выявить все дефекты, имеющиеся на поверхности. На данном этапе проводится контроль твердости сплава. Чтобы правильно закалить материал, необходимо будет поддерживать рекомендованный температурный режим.
Сама термообработка происходит путем нагрева металла с последующим его охлаждением. Чаще всего ее проводят либо на промежуточном, либо на конечном этапе изготовления. Следует помнить, что она прямо влияет на прочность стали. Охлаждение металла, как правило, происходит в специальном масле.
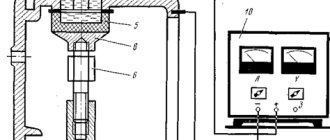
Чаще всего данная закалка проводится в специальных электрических печах, оснащенных герметичным кожухом. Как правило, такое оборудование оснащается специальной системой для регулировки и поддержания оптимального температурного режима. В процессе обработки периодически проверяют твердость стали.
Заточка материала позволяет снять с него небольшой слой и придать необходимую форму.
После такой процедуры на поверхности металла останутся мелкие риски. Как правило, после нее также выполняются полировка и доводки изделия. Они проводятся для того, чтобы придать ему окончательную форму, угол заострения.
Чаще всего для заточки используются разнообразные абразивы. Данную процедуру проводят не только в процессе производства стали, но и в дальнейшем – по мере использования изделий.
После всех обработок сталь выпускается в виде больших листов. Они могут различаться между собой в зависимости от длины, толщины.
Источник
Способы закалки металла на дому
Чтобы осуществить закалку металла в домашних условиях, понадобится источник тепла и емкость с охлаждающей жидкостью. Источником тепла может служить открытый огонь костра, газовая горелка, электрическая печь специальной формы (муфельная печь). Ванночка или емкость должна быть глубиной, достаточной для полного погружения детали внутрь нее.
Закалка на открытом огне
Работу выполняют в следующей последовательности:
Значение цвета металла при закалке на открытом огне
- Разводят костер и дожидаются большого образования горящих углей;
- Наливают в одну емкость масло, в другую — воду;
- По достижении пламенем ярко-малинового цвета раскладывают на углях металлические предметы, требующие закалки;
- Используя таблицу нагрева по цветности, следят за состоянием накала металла;
- По достижении требуемой температуры, при помощи клещей извлекают заготовки и быстрыми движениями опускают в жидкость;
- Оптимальный режим охлаждения — с соблюдением периодичности три секунды, с постепенным увеличением интервала времени;
- Когда металл утратил цвет, продолжают охлаждать его водой.
Закалка в муфельной печи
Муфельная печь – это электрический нагревательный прибор, напоминающий тоннель, вокруг которого расположена нихромовая электрическая спираль. Вся конструкция обмазывается огнеупорной глиной, задний конец тоннеля закрыт наглухо, передний имеет дверцу, через которую внутрь печи можно заложить необходимые заготовки. Желательно дверцу снабдить смотровым окошком из огнеупорного стекла (для контроля процесса нагрева заготовки).
После достижение металлом необходимой температуры весь остальной процесс охлаждения происходит согласно описанию в разделе: «Закалка на открытом огне».