Типы
Швы, производимые ручной дуговой сваркой по ГОСТ 5264-80 делятся на типы по расположению состыковываемых элементов. В нормативном документе выделяют соединения:
- стыковое;
- угловое;
- внахлест;
- внакладку.
Соединение встык считается классическим и встречается чаще других видов. Оно соединяет – состыковывает торцы деталей, листов и труб. Соединение получается прочным, выдерживает нагрузки на растяжение, кручение, изгиб. В результате стыковой сварки один элемент детали плавно перетекает в другой, продолжает его.
Применяется стыковое соединение чаще всего, когда прокладывается трубопровод, создаются габаритные плоские детали, типа площадок. Толщина соединяемых элементов может быть одинаковой и разной. В зависимости от толщины материала выполняется разделка кромок. Швы ручной сваркой выполняются в один и несколько слоев.
Угловой стык сможет иметь взаимное расположение под 90⁰, а также острый и тупой угол между соединяемыми элементами.
Область применения
Монтаж трубопроводов, создание каркасных конструкций, перекрытий, ограждений предполагает расположение деталей под прямым углом. Перпендикулярно сваркой обычно крепят укрепляющие элементы: балки, швеллеры, профильный прокат. Детали под углом 90° соединяют тавровой сваркой. Начинающие сварщики в бытовых условиях таких стыков стараются избегать из-за сложности фиксации деталей в заданном положении.
На производстве и в строительстве тавровые соединения применяют часто. Все виды соединений регламентированы ГОСТами для различных типов сварки. Они бывают односторонние и двухсторонние, с разделкой кромок и без нее. Все зависит от предполагаемой нагрузки, сплава, толщины свариваемых деталей.
Виды тавровых сварных соединений
Форма кромок
Для листового материала, толщина которого менее 4 мм, сварка ГОСТ 5264-80 производится без зачистки кромок. Удаляются с соединяемых торцов грязь, окалина, заусенцы. Лист такой же толщины сваривается с отбортовкой или с подкладками.
Пластина толщиной до 60 мм сваривается разделкой одной или обеих кромок. Разделка имеет прямолинейную форму и делается с одной и обеих сторон, в зависимости от наложения шва. При сварке с одной стороны для формирования корня соединения применяются съемные накладки.
Для пластин более 60 мм сварные швы ГОСТ 5264-80 выполняются с криволинейным скосом под многослойную сварку. Двухсторонняя разделка кромок может выполняться одинаковой с обеих сторон в форме буквы V, Что в сечении выглядит как Х. Или делается криволинейная ассиметричная разделка, с нижней стороны меньше.
Преимущества и недостатки
В отличие от других способов сварки, тавровые соединения обладают следующими достоинствами:
- они формируют надежное соединение в труднодоступных местах;
- для них не нужно использовать укрепляющие накладки;
- применяются для сварки заготовок различной толщины;
- выдерживают большую нагрузку.
Недостатки:
- для соблюдения перпендикулярности детали нужно скреплять перед сваркой;
- односторонние швы ненадежны;
- при сварке тонкостенных деталей велика вероятность термодеформации;
- высок риск внутренних дефектов (непроваров, несплошностей, кратеров).
Характер шва
В документе на сварку ручную по ГОСТ 5264-80 определен характер шва как:
- односторонний;
- двухсторонний.
Стыковое одностороннее соединение выполняется по различным технологиям образования корневого шва. Односторонние соединения делятся:
- свободные;
- на подкладке;
- замковый.
Угловые, тавровые и нахлесточные соединения не имеют вариантов выполнения корневого шва. Они могут навариваться с одной или двух сторон.
Различают монтажный и основной сварочный шов. Первый необходим для временного удержания стальной детали в определенном положении. После того, как вся арматура будет сварена, монтажное соединение убирают механическим способом
Разбираем квадраты №2 и 3, виды швов по ГОСТам
Вариантами соединений вплотную занимаются два стандарта: уже знакомый нам ГОСТ 14771-76 и знаменитый ГОСТ 5264-80 о ручной дуговой сварке.
Чем знаменит второй стандарт: он был написан много лет назад – в 1981 году, и это было сделано так грамотно, что этот документ отлично работает до сих пор.
Пример чертежа сварных швов по ГОСТ.
Виды сварочных соединений следующие:
С – стыковой шов. Свариваемые металлические поверхности соединяются смежными торцами, находятся на одной поверхности или в одной плоскости. Это один из самых распространенных вариантов, так как механические параметры стыковых конструкций очень высокие. Вместе с тем этот способ достаточно сложный с технической точки зрения, он по силам опытным мастерам.
Т – тавровый шов. Поверхность одной металлической заготовки соединяется с торцом другой заготовки. Это самая жесткая конструкция из всех возможных, но за счет этого тавровый способ не любит и не предназначен для нагрузок с изгибаниями.
Н – нахлесточный шов. Свариваемые поверхности параллельно смещены и немного перекрывают друг друга. Способ довольно прочный. Но нагрузки переносит меньше, чем стыковые варианты.
У – угловой шов. Плавление идет по торцам заготовок, поверхности деталей держат под углом друг к другу.
О – особые типы. Если способа нет в ГОСТе, в чертеже обозначается особый тип сварки.
Оба стандарта в рамках ЕКСД хорошо перекликаются друг с другом и справедливо делят ответственность по видам:
Варианты изображения сварных швов на чертежах.
Соединения ручного дугового способа по ГОСТу 5264-80:
- С1 – С40 стыковые
- Т1 – Т9 тавровые
- Н1 – Н2 нахлесточные
- У1 – У10 угловые
Соединения сварки в защитных газах по ГОСТу 14771-76:
- С1 – С27 стыковые
- Т1 – Т10 тавровые
- Н1 – Н4 нахлесточные
- У1 – У10 угловые
В нашей аббревиатуре во втором квадрате указан ГОСТ 14771-76, а в третьем Т3 – тавровый способ без скоса кромок двусторонний, который как раз указан в этом стандарте.
Формы поперечного сечения
В разрезе сварного стыка хорошо видна его форма. Металл электрода или присадки, вместе с расплавленными кромками образует конус, расширяющийся к верху. Боковые границы частично повторяют форму разделки кромок, но проходят дугообразными линиями по основному металлу.
С обратной стороны корневой шов немного выступает за плоскость соединяемых деталей, образуя дугу. Использование подкладок не позволяет металлу из сварочной ванны вытекать. Металл с обратной стороны соединения не вытекает, образует ровную поверхность с плоскостями соединяемых деталей. Кромка перекрывается линией стыка.
Толщина деталей
Стандарт четко разделяет типы разделки кромок и количество слоев в зависимости от толщины деталей. В основной таблице указано, какой формы должна быть разделка и характер шва.
При производстве сварных соединений по ГОСТ 5264-80 с разной толщиной стенок, не превышающих допустимых размеров 1 – 4 мм, детали свариваются как одинаковой толщины. Допускается расположение стыка под наклоном.
В случае большей разницы толщин соединяемых пластин, большая деталь стачивается под углом в 15⁰, до толщины меньшей детали. Механическая обработка производится при необходимости с двух сторон. Режим сварки выбирают по детали с меньшей толщиной.
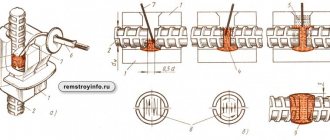
В угловых стыках торец привариваемой пластины может не разделываться и сварка производится с 2 сторон по указанной схеме. В этом случае допускается наличие зазора – b. Он увеличивается пропорционально толщине листа и составляет от 1 мм до 4 мм, без зачистки кромок.
Преимущества
Как у любого другого соединения здесь есть набор положительных моментов, которые делают его более востребованным в определенных областях. К основным преимуществам соединения относятся следующие:
- Позволяет обеспечивать соединение в труднодоступных местах, которое невозможно было бы выполнить другими способами;
- Есть возможность обварить участок соприкосновения с двух сторон, что повысит прочность;
- Может применяться для соединения как толстых, так и тонких деталей;
- Не нужно использовать дополнительные накладки, так как при наличии надежной фиксации шов можно сделать просто встык;
- Конструкция выдерживает достаточно большие нагрузки после обработки такими соединениями.
Недостатки
Здесь есть и специфические недостатки, которые затрудняют применение швов в определенных областях. К ним относятся:
- Сложность выполнения соединения, так как привариваемую деталь нужно зафиксировать, прежде чем сваривать (если это будет сделано недостаточно надежно, то геометрия конструкции будет нарушена);
- При сваривании детали с одной стороны соединения получается не очень надежным, так как воздействие на противоположную сторону действует как рычаг для излома шва;
- Очень тонкие детали становится сложно сваривать из-за неудобства и высокого риска деформации, особенно при двустороннем шве;
- Малая площадь соприкосновения не всегда позволяет обеспечить надежность соединения;
- При использовании в профессиональной сфере всегда требуется точный предварительный расчет таврового сварного соединения, чтобы при эксплуатации не произошло поломок.
Особенности таврового соединения
Оно позволяет без проблем соединять детали различной толщины, так как при соединении одна деталь служит ровной плоской поверхностью и ее толщина не имеет особого значения. Но при сваривании все же есть небольшие особенности, приваривается большая часть к меньшей или наоборот. Если приваривается более мелкая деталь, то при сваривании нужно держать электрод под углом в 60 градусов. Если наоборот, то нужно сделать так, чтобы основная масса углубления шла в более толстую часть, поэтому электрод должен находиться под углом более 60 градусов.
Если конструкцию можно поворачивать, то профессионалы советуют закрепить детали при помощи прихваток и наклонить конструкцию, чтобы сварка шла в нижнем положении «в лодочку». Это существенно повысит качество соединения, так что с ним теперь может справиться сварщик даже начальной квалификации. В промышленных масштабах используют автоматические сварочные аппараты, которые создают сварной шов Т3 и прочие разновидности без непосредственного участия человека.
Внешний вид таврового соединения
«Важно!
В подавляющем количестве случаев шов выполняется всего за один проход, так как тут очень важно избежать подрезов. Любой подрез у основания шва негативно влияет на его качество.»
Виды и параметры
Встречается несколько стандартных разновидностей, которые регламентируются общепринятыми стандартами.
Таблица сварных швов Т3:
| Разновидность шва | Описание |
| Односторонний шов со скосом одной кромки. | Скос делается под углом, который зависит от толщины конструкции. |
| Односторонний шов криволинейным скосом одной кромки. | Криволинейный скос делается сложнее, но помогает обеспечить более сложный шов, если того требует ситуация. |
| Двусторонний шов с двумя симметричными скосами кромки. | Как и в одностороннем скосе здесь делается все под определенным углом. |
| Двусторонний шов с двумя симметричным криволинейными скосами кромки. | Стандартные скосы делаются под определенным углом, а криволинейные обладают неровной поверхностью, скошенной с учетом особенностей конструкции. |
Обозначение на чертеже
Сварочный шов Т3 и прочие разновидности часто можно встретить на чертежах, но не все знают, что могут означать эти цифры и буквы. Расшифровка сварочного шва Т1 выглядит максимально просто:
- Т – тавровое соединение;
- 1 – номер в классификации.
Пример обозначения таврового соединения
Обозначение сварных швов Т1 по разным ГОСТам может совпадать, так как они предполагают лишь различный тип их создания, с применением ручной дуговой или газовой сварки. Сами соединения, включая сварной шов Т6, сварной шов Т4 и прочие также будут одинаковыми. Разница будет заключаться в специфических вариантах, которых нет в одной из классификаций, но они будут присутствовать в другой. Контроль тавровых сварных соединений производится на основе взятой здесь классификации.
Заключение
Сварочный шов Т1 и прочие разновидности широко применяются в современной сварочной практике. Для них нужно использовать специальный подход в плане предварительной обработки кромок, чтобы добиться высокого качества результата. Катет сварного шва таврового соединения также стоит располагать, каждый раз подстраиваясь под условия работы, толщину металла, рабочий материал и прочие факторы.
Условные обозначения
Сварные швы по ГОСТ 5264-80 имеют обозначение на чертеже с указанием характеристики соединения, разделки и варианта исполнения. Буквенно-числовое обозначение располагается на полке стрелки, которая указывает на шов. Расшифровка указывает:
- ГОСТ, по которому изготавливается деталь.
- Буквенно-числовое обозначение.
- Способ сварки, аппарат.
- Катет.
- Для прерывистых швов длина провариваемых участков.
На чертеже видимые швы прочерчиваются жирной линией, невидимые – пунктиром. На боковом изображении прорисовывается форма выступающей за пределы поверхности соединенных элементов части шва.
Буква с числом – обозначение характера стыка электродуговой сварки:
- соединенные встык, С1 – С25;
- торцами под углом, У1 – У10;
- тавровые , Т1 – Т11;
- нахлесточные и накладные, Н1 – Н3.
Для швов, производимых на полуавтоматах, в среде защитных газов и другими способами вид соединения обозначается теми же буквами. Отличие технологии сварки определяется цифрами и выполняется о другим нормативным документам. Например, если применяется защитный газ, указывается ГОСТ 14771-76.
В конце маркировки характеристики соединения при необходимости устанавливают дополнительные обозначения. Наклонная линия характеризует прерывистый шов стыкового соединения. Z ставят на тавровый стык и накладное соединение с шахматным расположением провариваемых отрезков.
Металлоконструкция имеет по контуру замкнутые, незамкнутые соединения. Они обозначаются кругом и квадратом без одной стороны. Марка свариваемого материала может указываться в маркировке или технологической карте.
Начальник конструкторского бюро проектирования крупных металлоконструкций завода ХСМК Долгополов С. В.: «Если при изготовлении детали используются однотипные швы, обозначение может быть упрощено до стрелки с небольшой полкой. Она может иметь только схематическое обозначение характеристики шва и даже не иметь полки, только стрелка. Определить расположение соединения, с какой стороны от проекции чертежа оно находится, проще всего по маркировке: над линией видимый шов, невидимый – ГОСТ и все характеристики пишутся под линией полки».
Техника и особенности сварки таврового соединения
Выполняя угловые соединения, контролируют размер шовного катета, внешний вид валика – его делают максимально плоским. Чтобы проварить тавровое соединение равномерно, не делают резких движений держателем. Дуга при сварке не должна обрываться в процессе формирования валика. Подготовительный этап предусматривает:
- зачистку металла в рабочей зоне;
- укладку заготовок под нужным углом с сохранением необходимого размера зазора;
- фиксацию элементов зажимами или прихватками.
Сварка труб
При РДС заглушек, фланцев, запорной арматуры в трубопроводы руководствуются требованиями ГОСТ 16037-80. Он применяется также при врезке патрубков меньшего диаметра. На толстостенных заготовках производится предварительная разделка швов. Затем делают прихватки в 4-х местах, они располагаются попарно симметрично по окружности, делят ее на 4 части. Затем делается угловой шов.
Когда производится врезка, торец патрубка подгоняют под трубу так, чтобы он плотно прилегал к поверхности без образования больших зазоров. Трубы небольшого диаметра «доводят» болгаркой. При раскрое больших заготовок под сварку используют трафареты развертки или стандартные шаблоны.
Когда есть вращательные столы, применяют технологию сварки в поворотном положении. Шов формируется быстрее, получается ровным. Проваривать неповоротные швы сложнее, валик формируется по кривым линиям. В этом случае сварку проводят в несколько приемов, участками. Второй начинают на получившемся валике, внахлест, чтобы тавровое соединение получилось герметичным. В зависимости от толщины стенки, варят трубу в одни проход или несколько. Подобные тавровые соединения обязательно проверяют методами неразрушающего контроля.
Предел текучести
Качество сварного стыка определяется визуальным осмотром и исследованием на макро и микро-структуру, механические свойства. Сталь имеет свой предел текучести – нагрузка, при которой начинается деформация. Контроль осуществляется разрушающим методом. Вырезают фрагмент шва с металлом, который он соединяет. Проверяют механические качества металла шва и сваренных элементов на растяжение, изгиб и другие показатели.
Прочность и предел текучести шва не должны превышать аналогичные показатели основного металла. По таблице выбирается тип электрода, соединение которого будет соответствовать требованиям по прочности и текучести.
Из исследуемого участка вырезают небольшие кубики, со сторонами по 10 мм. После шлифовки и травления кислотой на них структуру зерна и микротрещины, образованные при растяжении на предел текучести.
Минимальный катет условного шва
При сваривании двутаврового соединения, катет берется по наименьшему размеру вписанного треугольника. Поверхность наплавленного металла может иметь выпуклую и вогнутую форму. Кривая не должна отклоняться от прямой линии более чем на 30%.
Минимальное значение катета относительно более толстого элемента определяется по таблице, исходя из текучести стали. Значения делятся на предел текучести до 400 Мпа и свыше этого значения.
К тонкой детали, катет не должен превышать 1,2 ее толщины.
Таблица зависимости катета от сопротивления.
Квадрат №5, размеры шва
Это обязательные размеры шва. Удобнее всего обозначить длину катета, так как речь идет о тавровом варианте с перпендикулярным объединением под прямым углом. Катет определяют в зависимости от предела текучести.
Надо заметить, что, если на чертеже указано соединение стандартных размеров, длина катета не указывается. В нашем чертежном обозначении катет равен 6-ти мм.
Классификация сварных швов.
Дополнительно соединения бывают:
- SS односторонними, для которых дуга или электрод передвигаются с одной стороны.
- BS двусторонними, источник плавления передвигается с обеих сторон.
В дело вступает третий участник нашей чертежно-сварочной тусовки – ГОСТ 2.312-72, как раз посвященный изображениям и обозначениям.
Согласно этому стандарту швы подразделяются на:
- Видимые, которые изображаются сплошной линией.
- Невидимые, обозначаемые на чертежах пунктирной линией.
Теперь вернемся к нашему первоначальному шву. Нам по силам перевести это условное обозначение сварки в простой и понятный для человеческого уха текст:
Двусторонний тавровый шов методом ручной дуговой сварки в защитном углекислом газе с кромками без скосов, прерывистый с шахматным расположением, катет шва 6 мм, длина провариваемого участка 50 мм, шаг 100 мм, выпуклости шва снять после сварки.