Гильотинные ножницы — металлорежущий станок, использующий в своей работе комбинированное действие острого лезвия и большого механического давления. Гильотинные ножи приводятся в действие гидравлическими цилиндрами или механическими рычагами, в зависимости от вида ножниц.
Используются гильотины, в основном, для продольной и поперечной резки листового металла, толщина которого может достигать 60 мм. Многие модели промышленных ножниц по металлу могут резать как фольгу и лист толщиной 0,2 мм, так и арматуру и фасонный прокат. Промышленностью производится более 100 типоразмеров ножей для различных видов гильотинных станков.
Ножи гильотинные.
| Поставляем ножи для гильотинных ножниц отечественного и зарубежного производства. Ножи производятся по чертежам Заказчика или по ГОСТ 25306-82. Ножи изготавливаются из стали 6ХВ2С, 6ХС. Допуски на геометрические размеры согласно ГОСТ 25306-82 обеспечивают полную взаимозаменяемость гильотинных ножей без дополнительной подгонки и шлифовки. |
Ножи для гильотины, модели и размеры.
Модель
| Модель
|
Если вы не нашли необходимое? Позвоните нам по телефону 8 (812) 424-18-16. Или отправьте заявку.
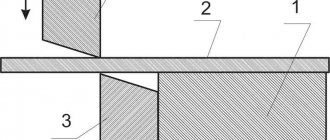
Гильотинные ножницы предназначены для резки листового материала. Поперечная резка листа, толщина и ширина которого соответствует технической характеристике гильотины, производится за один ход гильотинного ножа, продольная резка — рядом повторных резов при продвижении листа вдоль линии реза. Резка на листовых ножницах может проходить по разметке, так и без нее — с помощью заднего упора. Важным критерием правильной работы является регулирование зазора между ножами для гильотин. Зазор должен равняться 1/15 — 1/30. Следует помнить, что точность и надежность работы ножниц зависит от качества заточки и шлифовки гильотинных ножей.
Стали для резки бумаги
Нож является основным рабочим инструментом бумагорезальной машины, определяющим точность и качество резания. Даже при идеальном техническом состоянии машины, высокой квалификации оператора и соблюдении всех других условий невозможно получить высокое качество продукции без качественного и острого ножа.
Учитывая особое назначение ножа и его важную роль, к нему предъявляются такие требования:
идеальное состояние его поверхностей, как режущих, так и крепежных; отсутствие деформаций тела и режущей части; плоскостность его рабочей грани – максимальное отклонение любой точки на ее поверхности не должно превышать ± 0,1 мм; лезвие ножа не должно иметь забоин, трещин, заусениц, зазубрин, рисок, прижогов и выкрошенных мест, а вся поверхность – расслоений, трещин и следов коррозии; надлежащая острота ножа, т.е. минимальный условный радиус закругления лезвия должен быть в пределах 2…25 мк; предельные отклонения режущей кромки ножа от прямолинейности ± 0,1 мм.
нож должен полностью прорезать нижние листы стопы; поверхность среза должна быть чистой и гладкой; твердость режущей кромки ножа должна быть не менее 57 HRC.
Для оценки ножа используются такие показатели:
- геометрические параметры и форма поперечного сечения,материал,
- угол и форма заточки,
- острота ножа,
- режущая способность,
- стойкость и долговечность,
- конструкция ножа.
Геометрические параметры
Геометрическими параметрами, или физическими размерами ножа, являются длина, толщина и высота ножа, подлежащая стачиванию. Они должны обеспечивать его необходимую жесткость и стабильность при разрезке материалов.>
Длина ножа
зависит от модели бумагорезательной машины (определяется форматом обрабатываемой продукции) и составляет сумму максимальной длины реза плюс величина бокового сдвига ножа при сабельном движении. Обычно она составляет 1,2-1,3 максимального формата продукции.
Толщина ножа
выбирается в зависимости от формата машины, на которую он устанавливается, и, как правило, составляет 9…14 мм.
Высота ножа
определяет срок его службы, поскольку является стачиваемой и уменьшается каждый раз в процессе заточки. Верхняя часть ножа имеет от одного до трех рядов резьбовых отверстий для крепления к ножедержателю. Когда нож новый, несточенный, используется нижний ряд отверстий. После уменьшения высоты ножа для крепления ножа используется верхний ряд отверстий, а торцевая грань ножа подпирается эксцентриками.
Материал ножа
Ножи для бумагорезательных машин изготавливаются из высокопрочных сталей (например марок DIN1.2379, DIN1.3343), а их поверхность тщательно отполирована, что гарантирует чистый и точный рез.
DIN1.2379
Применяется для изготовления в т.ч. гильотинных ножей, работающих в условиях повышенного износа. Сталь обладает хорошим сочетанием прочности и ударной вязкости, что позволяет ей прекрасно справляться с большинством задач по резке материалов в условиях умеренных температур. При закалке достигается твердость не более 62 HRC. Широко применяется в промышленности, для изготовления вырубных штампов сложной формы (матриц, пуансонов, просечных штампов), работающих с металлами и другими материалами. Обладает отличной износостойкостью при использовании в ножах гильотинного типа, позволяет выполнять резку (рубку) материалов , вплоть до металлов.
DIN1.3343
Применяется для изготовления в т.ч. гильотинных ножей, работающих в условиях повышенного износа, при высоких температурах. Прекрасно справляется с резкой любых материалов вплоть до металла, сохраняет свои характеристики при нагреве до 500 градусов Цельсия. При закалке достигается твердость не более 63 HRC. Широко применяется для изготовления металлорежущего инструмента (сверла, фрезы, токарные пластины). Обладает повышенной износостойкостью при работе в условиях трения и нагрева. Уступает по своим характеристикам только твердому сплаву.
Как правило, нож имеет составную конструкцию: тело изготавливается из обычной конструкционной стали, а режущая часть – вставка из специального материала повышенной твердости и износостойкости. Поэтому под материалом ножа, как правило, понимают материал его тонкой вставки, который при заточке обеспечивает лезвию высокие режущие качества.
Ножи для пресс-ножниц.
| Производим ножи для комбинированных (сортовых) пресс-ножниц, ножниц для резки металлолома, плоских ножей кромкокрошителей, дробилок, производственных линий по утилизации резинотехнических отходов и автопокрышек. Ножи производятся по чертежам Заказчика или ТУ заводов изготовителей. Ножи изготавливаются из поковок стали 6ХВ2С (выдается сертификат завода-изготовителя). |
Ножи для комбинированных ножниц, модели и размеры:
Модель ножниц
| Модель ножниц
|
Если вы не нашли необходимое? Позвоните нам по телефону 8 (812) 424-18-16. Или отправьте заявку.
Ножи для арматурных станков.
| Производим ножи для рубки и для резки арматуры к станкам СМЖ-172, СМЖ-172А, СМЖ-172БМА, СМЖ-175, СМЖ-172БА. Ножи изготавливаем разных видов и типоразмеров — любой формы, ширины по чертежу и техническому заданию Заказчика. Применяемая при изготовлении сталь — 6ХВ2С, 6ХС, твердостью 54…58 HRCэ. | ||
Основные размеры:60х60х20, 110х40х18, 110х50х42,5, 110х110х24, 110х60х15, 110х40х24, 110х60х42, 110х110х13, 110х40х13, 160х50х42,5 и т.д. | С посадкой под болт с резьбой М10, М12, без резьбы с отверстием 12 мм, под головку потай. | |
Операция по гибке труб, что это?!
Под гибкой трубных изделий подразумевается процессы «холодной» деформации, происходящей в результате воздействия на трубу четко рассчитанной нагрузки, которая приводит к изменению оси наклона трубы. Такие деформации могут быть упругопластическими и […]
читать далее
Технология процесса производства
Ножи для дробилок.
| Ножи для дробилок роторного, молоткового и агломераторного типов производства для отечественного и импортного оборудования изготавливаются по ГОСТ, отвечают всем требованиям технического регламента. Изготовим как стандартные, так и нестандартные ножи для дробилок. | |||||||||||||||||
Предлагаем следующие виды стандартных ножей:
| Изготавливаем ножи по чертежам Заказчика: Дробильные ножи для роторных дробилок ПЭТ (измельчителей пластмасс) и машин вторичной переработки полимеров. Ножи для дробилок используются при переработке материалов неметаллического характера — для измельчения картона, бумаги, дерева, пластмасс. Дробильные ножи для шредера. Шредерные ножи, ножи корончатые применяются для измельчения и переработки крупногабаритных отходов термопластов: пленки, труб. Дробильные ножи для агломератора. Агломераторные ножи предназначены для измельчения ПЭТ-бутылок, тонкостенных полимерных упаковок, для переработки отходов пленки. | ||||||||||||||||
Ножи дисковые.
| Ножи дисковые, ножи круглые применяются как для резки металла, так и бумаги, полиэтилена, ткани, марли. Мы поставляем все основные виды стандартной продукции. Дисковые ножи отличаются повышенным сроком службы, благодаря качественным материалам, используемым при изготовлении. |
Основные типоразмеры выпускаемых ножей:
|
|
Обслуживание
Постоянный контакт с твердыми материалами, и в особенности с металлом, неизбежно приводит в постепенному затуплению ножей в процессе эксплуатации. Даже ножи из стали высокой твердости имеют ограничения в сроке использования. Чтобы восстановить режущие свойства гильотинных ножей, их необходимо своевременно и регулярно затачивать. Эту работу следует доверять профессионалам, располагающим необходимым оборудованием и знаниями. Заточка и шлифование ножей на специальных станках позволяет полностью восстанавливать рабочие характеристики инструментов, главное при этом – не нарушить изначальный угол заточки, предусмотренный производителем, ведь это может напрямую сказаться на эффективности разреза и сроке службы изделия.