Профнастил вот уже на протяжении нескольких десятилетий активно используется в области строительства и во многих других сферах. Этот надежный материал, для изготовления которого необходим специальный станок для производства профнастила, применяется в качестве основного элемента ограждающих конструкций, им покрывают крыши строительных сооружений, облицовывают стены, а также решают целый перечень других задач, связанных как с капитальным, так и с частным строительством.
Профнастил изготавливается методом холодного проката
Производство профлиста может осуществляться как на механизированном, так и на ручном оборудовании, которое при желании можно изготовить и своими руками. Зная все нюансы такого производства, можно организовать прибыльный бизнес по изготовлению востребованного на рынке профлиста или с минимальными затратами производить такой материал для собственных нужд.
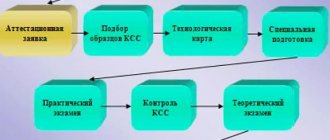
Как производится профнастил
Для получения качественного материала необходимо соответствующее оборудование для профнастила, поэтому организация производства данного кровельного покрытия требует больших первоначальных вложений, но и время его окупаемости минимально.
Производственная линия представляется возможной только, если в цехах:
- есть козловый кран, либо любое аналогичное оборудование;
- соблюдается температурный режим (не ниже +4 градусов);
- для хранения стальных рулонов и другой готовой продукции оборудованы просторные складские помещения.
Профнастил в зависимости от цели применения может иметь специальной покрытие, а может выпускаться и без него. Исходным может быть металл для изготовления профнастила, который для выполнения наружных работ покрывается полимерами, а без покрытия успешно применяется в строительстве бетонных опалубок.
Распространено использование первосортной стали – в этом случае поверх профиля наносится цинковое покрытие в 20-26 мкм. Если толщина напыления заметно снижена, то срок эксплуатации материала уменьшается в несколько раз.
Исходя из этого, изготовление профнастила требует использования сырья высокого качества с дополнительным напылением и производственного оборудования от крупной зарекомендовавшей себя в отрасли машиностроения компании.
Оборудование для формирования покрытия
Для производства профнастила может использоваться профессиональное оборудование или станки, изготовленные своими руками. Согласно технологии, на первом этапе металл пропускается через вальцы, формируя профиль. Затем на гильотинных ножницах отрезаются нужные параметры изделия.
Для изготовления используются 3 вида станков:
- ручные;
- с частичной автоматизацией;
- автоматические линии.
Ручной самодельный и полуавтоматический станок
Ручное оборудование позволяет изготавливать изделие только профилем 1 типоразмера. Связано это с тем, что на станке, работающим в домашних условиях, нет возможности настраивать вальцы. Прокатывается здесь металл небольшой толщины. Изделия получаются невысокого качества и используются только в качестве заборов или ограждений.
Такой станок можно сделать своими руками. Порядок работы следующий:
- Изготавливается металлический каркас, который при помощи анкерных болтов крепится к бетонному основанию.
- Сверху устанавливается рабочий стол. Размеры его должны превышать длину заготовки. По нему идет подача металла в рабочую зону и извлечение готового изделия.
- Болтовыми соединениями крепится планка, которая необходима для фиксации рулона металла.
- С помощью подшипников, уголков и трубы изготавливается инструмент оборудования — вальцы.
- Устанавливаются они на каркасе. Прижим осуществляется при помощи рычага. Затем ведется подача заготовки в рабочую зону.
Вальцы изготавливаются из инструментальной стали со степенью закалки 54−58 HRC .
При использовании частично автоматизированного оборудования, станок дополнительно оснащается электродвигателем. Выпускаемая продукция получается более профессиональная. При этом станок является мобильным благодаря своему малому весу. Его легко переносить. Устанавливается рядом с объектом, для которого изготавливается профнастил. Это может быть малоэтажное строительство, покрытие для сельскохозяйственных складов или ограждений.
Полностью автоматические линии
Автоматическая линия — это комплекс агрегатов. Включает в себя следующие установки:
- прокатный стан с вальцами;
- гильотинные ножницы;
- оборудование для нанесения покрытия.
Для перевозки профлистов используется электрокар. Производительность таких линий в несколько раз превышает любое оборудование и применяется на крупных производствах.
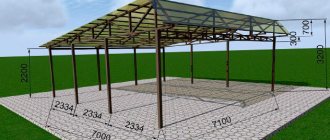
Технология самостоятельного изготовления профнастила (механического листогиба)
Профлист представлен в виде гнутого листового профиля с трапециевидной гофрой. Для изготовления такого металлопрофиля осуществляется прокат с помощью ручного станка, который называется листогибом (читайте: «Ручной станок для профнастила — технология изготовления, правила использования»). Толщина оцинкованного листа в этом случае может быть не более 0,5 мм.
В настоящее время ручное оборудование для изготовления профнастила используется в штучном производстве или для выпуска комплектующих – это могут быть ендовы, коньки, карнизные планки.
Описание технических данных листогиба:
- листы длиной не более 2 м;
- толщиной до 0,5 мм;
- изгиб не более 150 градусов.
Работа выполняется следующим образом: лист кладется на станину, сверху на него устанавливается прижимная планка. Рычаг, приведенный в действие, загибает лист под определенным углом – убедиться в правильности выполнения можно, сравнив результат с тем, что предлагается на фото.
Станок предлагается на рынке за относительно невысокую цену, однако он не подходит для работы с материалом, покрытым полимерами, поскольку может быстро выйти из строя.
Размеры профнастила всех марок, технические характеристики, виды трапеций на производстве
| Профнастил С8 Для стен, фасада, забора
| Профнастил С10 Для стен, фасада, забора
| Профнастил С20, МП20 Для кровли, стен, фасада, забора
|
| Профнастил С21 Для кровли, стен, фасада, забора
| Профнастил МП35 Для кровли, стен, фасада, забора
| Профнастил НС35 Для кровли, перекрытий, несущий
|
| Профнастил С44 Для кровли, фасада, стен
| Профнастил НС44 Для кровли, перекрытий, несущий
| Профнастил Н57 Для кровли, перекрытий, несущий
|
| Профнастил Н60 Для кровли и несущих конструкций
| Профнастил Н75 Для кровли и несущих конструкций
| Профнастил Н114 Для кровли и несущих конструкций
|
Характеристики промышленной линии производства профлиста
Благодаря использованию холодного проката обеспечивается выпуск профнастила большими объемами с разнообразной профильной геометрией.
Крупные производители профлиста для создания типовой линии выпуска используют специальные устройства, каждое из которых выполняет определенную функцию:
- разматыватель за счет установленного вала, крепко фиксирует и удерживает листовую сталь в одном положении;
- формующий стан (основной элемент промышленной линии) профилирует подаваемый ленточный материал;
- гильотинные ножницы осуществляют нарезку готового профильного листа на несколько мерных листов определенных размеров, а на строительной площадке используют диск для резки профнастила;
- при помощи приемного стола, размеры которого, как правило, соответствуют выпускаемым профлистам, штабелируется и упаковывается готовая продукция, которая далее отправляется на склад;
- блок управления включает и отключает оборудование для изготовления профнастила, а также отвечает за регулирование размеров как отдельных компонентов на каждом этапе, так и всего процесса.
Внутри прокатного формующего стана есть специальные клети – симметрично установленные на станине пары валов. Механически сжимаемые клети и выполняют формовку гофры (волны). В зависимости от количества задействованных клетей в процессе изготовления, определяется глубина формирующегося профиля. При этом назначение стана не ограничивается лишь выполнением основных технологических этапов, также он выступает в качестве базового компонента для работы других устройств, в частности гильотины и системы управления (полезная статья: «Станок для производства профнастила»).
Неотъемлемым этапом технологии производства является резка материала гильотинными ножницами. Ножницы работают на гидравлическом, электромеханическом или пневматическом приводе (последний вариант используется в редких случаях), их форма должна совпадать с геометрией профиля листов. Используя ножницы с четкой конструкцией, можно быть уверенным в выпуске профлистов высшего качества.
Контроль за правильностью функционирования механизмов и устройств осуществляется блоком управления. В его настройках можно поменять размеры листа, например, толщину основного материала, его длину, типа покрытия. Во многих компаниях производственная линия оснащена автоматической системой безопасности – датчиками, прекращающими работу системы при условии обнаружения аварийных ситуаций (
Коротко о применении профнастила, доставка с завода
Профлист с8 традиционно считается фасадной маркой (стеновой, для забора). Характеризуется самой низкой высотой профиля и одинаковым размером равномерной трапеции с обеих сторон листа. Профнастил с10 также является в большей степени стеновым материалом, но с другой формой трапеции. В отдельных случаях его можно использовать и в качестве кровельного покрытия. Однако профлист с10 нельзя монтировать на больших скатах с низкими уклонами крыши. Профнастил оцинкованный с8 и с10 обладают самым малым весом и поэтому монтаж даже длинных листов выполняется достаточно просто и быстро. Вы можете заказать со склада на заводе профнастил с8 двух метровых длин – это складские позиции. Другие длины изготавливаются на производстве в течение 2-5 дней.
Профлист с20 – самая популярная кровельная марка, применяющаяся как в промышленном строительстве, так и в малоэтажном коттеджном. Такой материал с высотой профиля 18 мм имеет достаточные ребра жесткости, одновременно обеспечивая хороший сток воды с крыши. Возможно использовать профнастил с20 и с более универсальной целью – и на кровле, и в качестве стенового материала. Кровельный профлист с21 является на сегодняшний день не менее востребованной маркой. Размеры более высокого профиля 21 мм и широкий выбор толщин металла дают возможность эффективно использовать его на кровлях производственных и общественных зданий больших площадей. Однако в отличие от профлиста нс35 или нс44, несущих функций у него нет даже при максимальной толщине.
Профнастил нс35 является материалом с минимальной высотой профиля, если Вам необходимо, чтобы профнастил выполнял несущие функции стены и кровли, или кровли и перекрытия одновременно.
Производство профнастила с21 возможно двух видов – кровельный (с кровельной канавкой на каждом листе) или фасадный (такая же высота и форма трапеции, но без кровельной канавки) и в толщине металла до 0,8 мм.
Профнастил н60 и профлист н75 – самые распространенные проектные марки для строительства любых несущих конструкций. Эту продукцию характеризует наличие на каждой из сторон трапеции дополнительного ребра (шва) жесткости, который и обеспечивает несущие свойства. Если Вы выбираете, заказать профнастил н75 750 или профлист н60 для монтажа кровли с несущими свойствами, то следует иметь в виду, что рабочая ширина первого 750 мм, а второго 845 мм. Профнастил н114 рекомендуется СНиП для обеспечения конструкции перекрытия или кровли максимальной жесткости и прочности. При изготовлении профлиста н114 на заводе используется оцинкованный металл не менее 0,8 толщины. Технические характеристики такого профнастила и эксплуатационные свойства позволяют свободно использовать металлическое перекрытие до 50 лет – 70 лет.
Итог:
Начиная с ХIХ века профнастил стал одним из наиболее востребованных стройматериалов. У есть все, что нужно для производства профлиста. Мы делаем надежный профилированный лист для кровель, фасадов и ограждений. Квалифицированные сотрудники и наличие своей лаборатории гарантируют контроль качества профлиста на каждом этапе его изготовления. Благодаря собственному производству мы имеем возможность предоставить доступные цены на профнастил. Выберите нужный профлист и закажите его в нашем интернет-магазине.
* Подробную информацию о гарантийных сроках на продукцию можно получить на сайте metallprofil.ru в разделе «Документы».
Нарезка и упаковка
В последнюю очередь происходит нарезка листов нужной длины. Все габариты профнастила зависят от типа профиля, необходимая длина листов указывается заказчиком.
Наше оборудование позволяет делать листы любого размера в диапазоне от 0,5 до 12 метров.
Современное высокоточное оборудование позволяет исключить из производства «человеческий фактор». Все необходимые параметры изготовления изделия задаются оператором в автоматической системе управления. В цехах для производства профнастила трудится высококвалифицированный персонал.
Качество готовой продукции контролируется ОТК. Перед тем, как начать производство и на выходе готовой продукции отбирают пробы. Оператор входной секции (с помощью электроножниц) берет образец от первого рулона новой партии и передает его контролеру ОТК. Контроль качества также проводится по ГОСТУ.
Современное оборудование позволяет исключить из производства «человеческий фактор».
Готовый профлист кладется на поддоны, накрывается воздушно-пузырчатой пленкой и укрепляется металлическими стяжками.
После упаковки заказы раскладывают на складе, откуда потом отправляют к конечному потребителю.
Профлист хорошо подойдет для кровель, фасадов и ограждений.
Пассивация и грунтовка
Затем на полосу теперь уже оцинкованной стали наносится хроматное конверсионное покрытие и консервационное масло. Это тип покрытия, используемый для пассивации изделий из стали. Он нужен, чтобы сталь служила еще дольше.
Сталь покрывается специальным слоем солей и оксидов, которые не дают ей разрушаться.
Далее специальной окрасочной машиной наносят грунтовочное покрытие.
Оно дополнительно защищает сталь от разрушения, обеспечивая прочное сцепление между полимерным покрытием и металлом, нивелируя на нем дефекты.
Завершающим этапом является нанесение полимера.
Профилирование
Автоматизированный процесс изготовления профнастила из листовой стали можно описать в несколько фраз. Рулон устанавливают на разматыватель, который обеспечивает правильную и равномерную подачу листа. Конец листа вставляют в формовочную машину прокатного стана. В систему автоматического управления вводят основные параметры, к которым относят скорость прокатки и количество листов профнастила. Отрегулировав параметры, запускается оборудование. Профиль на листе появляется постепенно, проходя через множество валов. К концу прокаточной линии он превращается в полноценный профилированный лист. После профилирования изделие обрезают гидравлическими ножницами согласно требуемым параметрам. Выпускаясь на высокотехнологичных линиях и пройдя все стадии жесткого контроля профнастил соответствует самым высоким стандартам качества.
Проверка качества
Далее следует этап контроля качества. Это то, что нужно для производства надежного профнастила. располагает собственной лабораторией. Здесь проверяют прочность при ударе и при изгибе, твёрдость полимерного покрытия, сцепление покрытия со сталью, цветовое различие в сравнении с эталоном, блеск и толщину покрытия. Работы проводят опытные и высококвалифицированные сотрудники. Благодаря постоянному контролю наши клиенты могут быть уверены в качестве продукции .
Рабочее место инженера-технолога для проведения тестов.
выпускает профлист с полимерным покрытием (окрашенный и оцинкованный) и без него (только оцинкованный). Окрашенный профнастил более эстетичный материал, чем оцинкованный. Его используют в разных сферах применения: от облицовки фасадов до возведения долговечных капитальных ограждений. Декоративный слой профлиста с покрытием защищает от внешних природных воздействий – солнца, дождя и снега.