Если для применения в промышленности главными являются коррозионная стойкость, прочность и другие физико-химические характеристики нержавеющей стали, то при изготовлении строительных материалов, посуды, мебели и других товаров народного потребления важную роль играет также и внешний вид металла.
поставляет зеркальный нержавеющий лист (BA) толщиной 0,5, 0,8, 1, 1,2 и 1,5 мм размером 1000х2000 мм или 1250х2500 мм, изготовленный из стали марок AISI 304 и AISI 430 и применяемый в строительстве, дизайнерском оформлении помещений, пищевой, химической, фармакологической и других отраслях промышленности.
Цели и способы обработки
Обработка нержавеющего стального проката преследует несколько целей:
- Устранение мелких дефектов (царапин, шероховатостей, окалины, сварных швов и других), образовавшихся в процессе производства продукции.
- Сведение отклонений от требуемого размера к минимуму.
- Повышение гигиенических характеристик – гладкая поверхность не способствует накоплению соприкасающихся с ней продуктов, а также легко поддается очистке.
- Придание изделию привлекательного внешнего вида.
Обработка выполняется вручную, с применением шлифовальных машин или на шлифовальных станках при помощи абразивных материалов на тканой основе, шлифовальных кругов или специальных щеток. Качество поверхности зависит от размера зерна абразивного материала. На финальном этапе, для получения зеркальной поверхности, для обработки применяются материалы на войлочной основе и специальные полировочные пасты.
В зависимости от степени обработки различают матовую, шлифованную и зеркальную поверхность. Матовые листы обычно применяются для изготовления корпусов техники, отопительного оборудования и приборов, отделки фасадов зданий, обивки противопожарных дверей. Шлифованный прокат – для производства различных типов продукции для пищевой, фармацевтической и химической промышленности. Зеркальный – для производства мебели и фурнитуры, предметов декора, облицовки стен и выполнения других задач.
Самые распространенные марки
Каждая из марок имеет свои характеристики, что и обусловливает сферу ее применения:
- AISI 304. Легко поддается сварке и электрополировке, сохраняет прочность при низких температурах. Применяется в фармацевтике, текстильной, химической промышленности.
- AISI 310S. Максимальный нагрев – полторы тысячи градусов. Сваривается любым способом, не намагничивается. Используется для производства оборудования для печей.
- AISI 316Ti. Выдерживает максимум 300 градусов, зато отличается высокой устойчивостью. В химической промышленности и судостроении незаменима.
- AISI 321. Применяется при температуре до 800 градусов, не намагничивается. Отлично поддается сварке, поэтому из нее делают разные сварочные конструкции.
- AISI 430. Выдерживает нагрев до 150 градусов, намагничивается. Используется в производстве машин, изготовлении оборудования.
Наиболее востребованы марки ферритной (13–17% хрома) и аустенитной (18% хрома) нержавеющей стали.
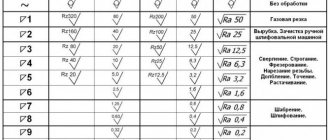
Маркировка
Согласно европейскому стандарту EN 10088 выделяют следующие состояния поверхности нержавеющей стали:
По цифровым обозначениям можно определить способ производства проката: горячий прокат обозначают цифрой 1, а холодный – 2. Продукция с обработкой поверхности согласно стандартам BA, 3N, 4N и DECO после обработки упаковывается в защитную пленку с целью предотвращения повреждений.
Наиболее распространены способы декоративной обработки поверхности, соответствующие стандартам 2B (гладкая матовая поверхность), BA (зеркальная поверхность, обеспечивающая нечеткое отражение объектов) и 4N (шлифованная, не обладающая отражающими свойствами поверхность, переливающаяся разными цветами).
Химическая полировка нержавейки
Электрохимическое и химическое полирование применяется как для декоративной обработки поверхности после нанесения покрытий, так и в процессе обработки деталей.
Электрохимическое полирование
При электрохимическом полировании микрорельеф поверхности получается значительно более гладким, чем при механической обработке.
Покрытия, получаемые при электрохимическом полировании беспористые и мелкокристаллические, что способствует снижению коэффициента трения и позволяет придать деталям специальные оптические свойства. В процессе электрохимического полирования поверхность металла становится блестящей в результате различной скорости растворения микровыступов и углублений.
Эффект электрохимического полирования объясняется образованием на металле поверхностной тонкой оксидной пленки, предотвращающей травление. Толщина пленки неодинакова на микровыступах и микровпадинах, вследствие чего раствор при электрохимическом полировании сильнее действует на те участки, где пленка тоньше, т.е. на микровыступы.
Качество электрохимического полирования зависит от плотности тока, температуры электролита, состава раствора и времени электролиза.
Наибольшее распространение при электрохимическом полировании нашли электролиты на основе фосфорной кислоты, серной и хромовой. Для повышения вязкости растворов вводят глицерин, и метилцеллюлозу. В качестве ингибиторов травления в электролиты электрохимического полирования добавляют сульфоуреид, триэтаноламин и др.
Химическое полирование
Химический способ полирования имеет много общего с электрохимическим. Возникновение блеска на поверхности деталей здесь, как и при электрохимическом полировании, также связан с наличием тонкой пленки, предотвращающей травление в углублениях металла.
Преимущественное растворение выступов при химическом полировании достигается как за счет их повышенной химической активности, так и вследствие большей скорости диффузии ионов металла и свежего электролита.
Электрохимическое полирование стальных деталей.
Сравнительная характеристика процессов электрохимического и химического полирования
Основными преимуществами процесса электрохимического полирования являются высокая производительность, хорошее сцепление гальванических покрытий с электрополированной поверхностью, возможность исключить операцию обезжиривания, необходимую при механической полировке.
К недостаткам процесса электрохимического полирования относятся необходимость в частой смене электролитов из-за отсутствия универсального для различных металлов; необходимость механической полировки поверхности перед электрохимическим полированием; повышенный расход электроэнергии.
Преимущество химического полирования перед электрохимическим в том, что не требуется применение источников постоянного питания. Химическому полированию подвергаются в основном латунные или алюминиевые детали любой сложной конфигурации и размеров, которые не требуют зеркального блеска.
Недостатки химического полирования по сравнению с электрохимическим — меньший блеск, большая агрессивность растворов и их недолговечность.
Составы электролитов для химического и электрохимического полирования металлов
Большинство электролитов для электрохимического полирования стали, основаны на смесях растворов ортофосфорной и серной кислот с добавкой хромового ангидрида.
Электролит электрохимического полирования с содержанием 500–1100г/л фосфорной кислоты, 250–550г/л серной и 30 г/л хромового ангидрида является универсальным для электрохимического полирования всех видов стали, включая 12Х18Н9Т. Режим электрохимического полирования: температура 60–800С, плотность тока 15–80 А/дм2, время 1–10 минут.
Для электрохимического полирования стали 12Х18Н9Т возможно применять электролиты, содержащие ПАВ. Съем металла при электрохимическом полировании происходит интенсивнее в электролите: фосфорная кислота 730 г/л, серная – 580–725, триэтаноламин 4–6 г/л, катапин 0,5–1,0 при 60–800С, плотность тока 20–50 А/дм2, время 3–5 минут.
Химическое полирование стали, в отличие от электрохимического, применяют реже, хотя проще в применении и имеет ряд преимуществ. Раствор для химического полирования стали 12Х18Н9Т содержит (г/л): серную кислоту 620–630, азотную 60–70, соляную 70–80, хлорид натрия 1-12, краситель кислотный черный 3М 3–5. Температура 70–750С, время 5–10 минут.
Для электрохимического полирования меди и ее сплавов применяют растворы фосфорной кислоты с хромовым ангидридом: фосфорная кислота 850–900 г/л, хромовый ангидрид 100–150 г/л, температура 30–400С, плотность тока 20–50 А/дм2.
Химическое полирование меди проводят в растворе (г/л) фосфорной кислоты 930–950, азотной 280–290 и уксусной 230–260 при комнатной температуре (в отличие от электрохимического) в течение 1–5 минут.
Электрохимическое полирование алюминия и его сплавов происходит в том случае, если скорость растворения оксидной пленки на поверхности превышает скорость ее образования.
Электролит электрохимического полирования содержит смесь фосфорной кислоты (730–900г/л), серной (580–725г/л) и ПАВ (триэтаноламин 4–6 г/л, катапин БПВ 0,5 – 1,0 г/л).
Режим электрохимического полирования: температура 60–800С, плотность тока 10–50 А/дм2, время 3–5 минут.
Для электрохимического полирования сплавовалюминия с высоким содержанием кремния рекомендуется состав (масс. доли): плавиковая кислота 0,13; глицерин 0,54; вода 0,33. температура 20–250С, плотность тока 20 А/дм2, время 10–15 минут.
Химическое полирование алюминиевых деформируемых сплавов проводят в растворе фосфорной кислоты 1500–1600 г/л с добавкой нитрата аммония 85–100 г/л при 95–1000С до 5 минут.
Электрохимическое полирование никеля проводят в электролите: 1000-1100 г/л серной кислоты при 20-300С и плотности тока 20-40 А/дм2 в течение 2-х минут.
Качество электрохимического и химического полирования деталей, как и всех гальванических процессов, зависит от подготовки поверхности (см. «Первые шаги в гальванике часть 2.») и точности выполнения технологических операций (состава электролита электрохимического полирования, режимов процесса).
При выполнении процессов электрохимического и химического полирования необходимо соблюдать технику безопасности (см. «Безопасная гальваника»).
По разработке новых электрохимических технологий обращайтесь к нам.
Внимание! Учебный курс по гальванике! Узнать подробнее…
- «Анодирование алюминия.»
- «Декоративные покрытия.»
Электрохимическая полировка металлов: описание процесса, область применения
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки.
Описание процесса
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется.
Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной.
Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
Уход за обработанной поверхностью
Для сохранения внешнего вида и эксплуатационных свойств продукции из нержавеющей стали с обработкой нужно придерживаться ряда правил:
- Не применять для очистки химически агрессивных веществ. Большинство видов загрязнений хорошо отмываются теплой водой или слабощелочным (pH 9-11) мыльным раствором. Также допускается применение не содержащих хлор растворителей с обязательным последующим смыванием их водой.
- Не снимать защитную пленку с поверхности, соответствующей стандартам BA, 3N, 4N и DECO до окончания монтажа изделия.
- Не использовать для удаления загрязнений абразивные губки, щетки или ткани.
- Избегать контакта поверхности с содержащими хлор веществами.
При правильном и регулярном уходе поверхность сохраняет свой первоначальный внешний вид на протяжении всего срока эксплуатации.