Сварочный кондуктор – это приспособление, значительно облегчающее процесс сварки громоздких деталей; оно представляет собой устройство для сборки и закрепления друг относительно друга свариваемых частей, которые фиксируются в определенном положении. Сварочный кондуктор – это разновидность системы, которая позволяет производить объемную фиксацию деталей для сборки и сварки. Хороший кондуктор значительно повышает производительность, облегчая процесс изготовления изделий, а качество полученной продукции при этом возрвстает.
Применение сварочного кондуктора в производстве имеет много других плюсов, один из которых – высокая точность сварки, а в некоторых отраслях промышленности этот фактор особенно важен (например, в транспортном машиностроении). В процессе обработки деталь расположена либо в самом кондукторе, либо под ним. Еще один плюс такого приспособления – возможность обработки детали в нескольких местах одновременно.
Чтобы надежно закрепить обрабатываемую деталь, кондукторы оснащены зажимами для сварочного кондуктора. Эти зажимы способны удерживать предмет «мертвой хваткой», не подвергаясь воздействию вибраций обрабатываемого изделия. В то же время зажимы не склонны к деформации удерживаемого изделия, так как силу захвата можно регулировать. Еще один плюс использования подобных вспомогательных систем – безопасность, поскольку надежно закрепленные детали предохраняют рабочих от травмирования.
На производстве сварочный кондуктор используются совместно со сварочными роботами, которые и выполняют сварочные работы. По структуре кондуктор – это жесткий металлический каркас, который, кроме зажимов, оснащен упорами и фиксаторами. Упоры и фиксаторы нужны для того, чтобы была возможность подстроить кондуктор под обработку детали любой конфигурации. Зажимы для сварочного кондуктора бывают как ручными, так и механическими. У нас вы можете приобрести различное оборудование для сварочных работ: стол сварочный, сварочный кондуктор, а также зажимы для сварочного кондуктора. – это многолетний опыт поставок только качественного промышленного оборудования.
Источник: vektor-grupp.ru
Досадно бывает, когда после тщательной выверки и установки элементов в нужное положение, собранная с таким старанием конструкция разваливается от прикосновения электрода, и нужно собирать все сначала. Еще хуже, когда элемент приваривается, но не в том положении, которое требуется — незаметно сдвинулся или деформировался после остывания металла. Использование универсальных и специализированных приспособлений для сварки помогает сберечь время и получить качественное изделие на выходе.
Существует множество различных устройств и механизмов, предназначенных для сварочных работ. В промышленности, где имеют дело с серийным и массовым производством, используется специализированное механизированное и автоматизированное оборудование — транспортные устройства, механизмы для укладки и кантовки изделий, технологические сборочные приспособления и пр. В домашних условиях используются, как правило, ручные сварочные приспособления универсального действия, позволяющие осуществить быструю сборку конструкции, надежно закрепить все элементы в нужном положении и добиться минимальной деформации детали.
Основные виды сборочно-сварочных приспособлений
Установочные приспособления
. Установочные приспособления предназначены для установки детали в нужное положение — точно в такое, в котором она будет находиться в готовом изделии. По функциям и конструктивному исполнению они подразделяются на упоры, угольники, призмы, шаблоны.
Упоры служат для фиксации деталей по базовым поверхностям и могут быть постоянными, съемными или откидными (отводными, поворотными). Постоянные упоры, представляющие собой чаще всего обычные пластины или бруски, привариваются или привинчиваются к основанию. Съемные или откидные упоры ставят тогда, когда их постоянное присутствие в детали конструктивно недопустимо.
Угольники служат для установки деталей под определенным (90°, 60°, 30°, 45°) углом друг к другу. Удобны в использовании угольники, грани которых выполнены поворотными и позволяют установить любой необходимый угол межу ними.
Призмы применяются для фиксации в определенном положении цилиндрических изделий. В качестве призмы с успехом может использоваться простейшая конструкция, сваренная из уголков. Шаблоны предназначены для установки элементов сварной конструкции в заданном положении по отношению к другим, ранее установленным деталям.
Закрепляющие приспособления
. С помощью закрепляющих сварочных приспособлений детали после установки в нужное положение прочно закрепляют с целью недопущения их случайного сдвига или деформации после охлаждения. К закрепляющим устройствам относятся струбцины, зажимы, прижимы, стяжки, распорки.
Струбцина
— универсальный инструмент, используемый практически при любой работе с металлом. Для сварщика она — первое по важности приспособление, обойтись без которого если и можно, то только ценой крайнего неудобства и в ущерб производительности. Струбцины для сварки могут иметь самые разные формы и размеры, быть с постоянным размером зева и регулируемым. Особенно удобны быстрозажимные струбцины, в которых зажим происходит с помощью кулачкового механизма. Вообще, сварщику желательно иметь набор самых разных струбцин, поскольку для сборки одной конструкции их может понадобиться несколько — различных размеров и конфигураций.
Что такое сварочный кондуктор?
Время чтения: 3 минуты
Сварка в условиях цеха разительно отличается от сварки в гараже. Если в случае с домашней сваркой вы просто включаете инвертор и варите штучными электродами, то на производстве применяются не только особые технологии, но и специальные приспособления. Они призваны упростить труд сварщика и ускорить работу. Поскольку зачастую именно от количества выпущенной продукции зависит прибыль предприятия.
Об одном из таких приспособлений мы и расскажем в этой небольшой статье. Речь пойдет про кондуктор для сварки, он не сборочный кондуктор или сварочный кондуктор. Вы узнаете, что собой представляет это приспособление, для чего оно необходимо и как его использовать.
Общая информация
Кондуктор сварочный (сварочно-сборочный кондуктор, сборочный кондуктор, кондуктор для сборки, кондуктор для сварки и т.д.) — это специальное приспособление, предназначенное для фиксации и предварительной сборки металлоконструкций, с которыми вы будете работать. С помощью сборочного кондуктора детали надежно фиксируются на одном месте, их удобно сваривать и следить за ходом выполнения работ.
Название «сварочный кондуктор» является разговорным. В профессиональных кругах и в магазинах это приспособление называется «сварочный cтол-манипулятор». Зачастую его используют для фиксации вращения труб, а также других крупногабаритных деталей. Например, металлических балок.
Зачем нужны кондукторы? Во-первых, они упрощают труд сварщика. Если он использует вращающий кондуктор для труб, то может вращать трубу в заданном направлении, не меняя при этом своего положения и выполняя сварку, по сути, стационарно. Во-вторых, такие приспособления не просто удобны, они также ускоряют сварочные работы, в перспективе увеличивая прибыль предприятия. И, в-третьих, порой без сборочного кондуктора просто не обойтись. Например, при роботизированной сварке.
Кондуктор для сварки: что это такое, где применяется, правила и способы использования
Сварные работы в цеху – это вам не сварка « на коленке» в гаражном боксе. Там, как и дома в огороде сойдут инвертор и электроды «в рассыпуху». Но в заводских условиях картина совсем иная.
Спецтехнологии и высокоточные приспособления выводят сварку на другой уровень.
Они обеспечивают работу сварщика в соответствии с техникой безопасности, а сам процесс протекает быстрее. Это важно, где объем определяет доход работодателя. Охарактеризуем подробней одного из молчаливых помощников сварщика.
Называется кондуктором, но сам не варит. Помогает, чтобы сварка прошла без сучка и задоринки. Как и что надо сделать, чтобы сработать без изъянов?
Общая характеристика
У сварочного кондуктора много «псевдонимов». Его называют просто сварочным, сварочно-сборочным, просто сборочный. Или говорят для сборки или сварки. С помощью сего приспособления фиксируют и наметывают сборку конструкций, которые предстоит варить.
Сборочная модель на удивление прочно состыкует части будущей конструкции. Сварка будет проходить без лишних неудобств, процесс – контролироваться.
Заметим, сварочным кондуктором приспособление зовется в просторечье. На ценнике в торговом заведении будет написано «cтол-манипулятор сварочный».
Профессионалы также больше выбирают номенклатурный термин. С помощью этого устройство фиксируют вращение труб, равно конструкций солидного размера.
Возьмите те же металлические балки. Вообще он, по своему применению, универсальный. В торговой сети можно увидеть ассортимент кондукторов разной формы и габаритов. Им доступно управиться с любым типом конфигураций «от мала до велика».
Разница между самими устройствами может крыться в принципе, на основе которого они работают. Отсюда – разные модели. Могут быть в виде не кухонного, но стола, где расположились тиски, обеспечивающие механическую фиксацию конструкций для сварки.
Когда представлены полной электромеханической версией прибора, легко смещают части конструкций, куда требуется. Объединяет все виды кондукторов одна деталь.
Представлена жестким каркасом из металла. А уж на него монтируют все остальные приспособления.
Предназначение
Кондукторы упрощают сварщику сам рабочий процесс. Позволят с их помощью легко справиться с необходимостью вращения трубы. Направит, куда нужно , не сдвинувшись с места.
Дело не только в удобстве в работе. Они интенсифицируют процесс сварки. Времени тратится меньше, а готовой продукции выходит больше.
Выгодно? Конечно! А иногда без сборочного кондуктора «ни туды и ни сюды». Как без него провести, допустим, роботизированные сварные работы.
Правила обращения
Их диктует модель кондуктора. В основном все понятно по умолчанию. Поработать за обыкновенным стационарным столом манипулятором не составит сложностей.
Размещаем, как требуется, части будущей конструкции, зажимаем механическим тисками и приступаем! Для работы с кондукторами уровнем повыше, не лишне почитать прилагаемую конструкцию. Из нее узнаете отличия облюбованной модели.
Если процесс не автоматизирован, вам придется «поиграть мускулами» самим, чтобы прочно состыковать части конструкции. Кто кроме вас – исполнителя лучше знает, как расположить свариваемые поверхности.
На производстве с высокой степенью автоматизации человеческий фактор почти минимизирован. Цеха там оснащены необходимым оборудованием с высокотехнологичными процессорами.
Правда, на менее продвинутых производствах или в кустарных условиях мастера тоже не остались один на один с бездушным металлом. Производители сварного оснащения выпускают немалый ассортимент полезных подручных средств также для них.
Можно обзавестись гидравлическими, пневматическими, электромагнитными, а то и вакуумными зажимами. Тогда понадобится совсем немного усилий, чтобы зафиксировать части будущей конструкции в нужном положении.
Заключение
Тем не менее, мало кто загорится идей установки сборочного кондуктора у себя в гараже или сарае во дворе. Объем работ и размах у домашних умельцев не тот.
Стол-манипулятор – это уже производственный масштаб. В домашних условиях рациональней и дешевле применять фиксаторы поменьше и попроще, те же струбцины.
Без сварочных кондукторов сегодня не может быть серьезного производства. Экономят трудозатраты и расход материалов.
Если у вас есть опыт в этом деле, можете размещать свои комменты на нашем сайте. Работы вам без дефектов!
Требования к сварке металлических конструкций
Процесс сварки в технологическом плане должен обеспечить выполненным соединениям требуемые геометрические параметры, размеры и высокое качество. Конструкция должна получиться прочной и долговечной, а риск ее деформации – нулевым.
Сварка металлических конструкций.
Именно поэтому технология сварки металлоконструкций должна реализовываться с учетом некоторых требований, что во многом определит качество созданных сварных швов:
- Если создаются простые соединения без применения кондуктора, а также при создании сложных швов перед включением данного инструмента важно оставить зазор между скрепляемыми деталями. Тогда при смещении элементов шов не пострадает. Но размеры зазора должны соответствовать допустимой норме, иначе система не будет прочна и долговечна.
- При выполнении сварки ответственных металлоконструкций сварщики проверяют строгое соответствие установленной детали своему местоположению, согласно карте. При поступлении заготовки на стапель стоит подготовить каждую из них к завершающему этапу.
- Все детали должны строго соответствовать по виду и размеру, указанным в проекте частям будущей конструкции. Это позволит сохранить функциональные возможности изделия.
- Корневые слои шва при ручном методе выполнения дуговой сварки важно накладывать электродами с диаметром, не превышающим 3-4 мм.
- Металлоконструкции при укреплении потребуется располагать так, дабы можно было накладывать швы преимущественно в нижнем положении. Это необходимо для обеспечения сварщика безопасными условиями работы.
- Важно взять под строгий контроль углы металлоконструкции, для чего стоит воспользоваться специальными инструментами и кондуктором. Все углы между плоскостями должны быть прямыми, если это предусмотрено проектом. Иначе произойдет перекос деталей, что повлечет за собой нарушение целостности механизма, потере им своей функциональности.
- Готовая конструкция должна иметь минимальные усадочные напряжения и деформации, для чего сварные работы нужно осуществлять в стабильном режиме с отклонениями от заданных значений величины тока и напряжения на дуге не более ±5 %.
Описанные рекомендации важно учитывать уже на этапе сборки деталей в целостную конструкцию, а не только перед непосредственным выполнением сварочных работ. Особенно, если выбран автоматический режим, при котором не выйдет откорректировать допущенные ошибки.
В целом же, именно этот вид сварных работ и считается наиболее приемлемым, так как при автоматизировании сварных процессов влияние человеческого фактора на качество выполненных швов сводится к нулю.
Также важно заварить технологическую пробу в условиях, которые полностью совпадают с условиями сварки конструкций на месте производства.
Если работать сварочным аппаратом придется при низкой температуре воздуха, стоит сварить стыковые образцы перед началом операций при отрицательном температурном режиме, предусмотренном технологическим процессом. Это позволит в дальнейшем провести их механические испытания.
Если нужно выполнить сварные работы с особо ответственными металлоконструкциями из новых марок сталей или с применением новых сварных расходников, мастеру потребуется изготовить контрольные образцы в таком же пространственном положении и с теми же материалами, оборудованием, что и при сварке монтируемых конструкций.
Это позволит сварщику оценить ситуацию со всех сторон перед началом работы и не допустить ошибок в процессе ее выполнения.
Классическая технология сварки конструкций из металла
Сварка – уникальный способ получения неразъемных металлических соединений, открывающих человеку широкие возможности по снижению трудоемкости создания и установки металлоконструкций.
Она позволяет использовать рациональные типы сечений в металлоконструкциях, что приводит к снижению показателей металлоемкости в несколько раз, по сравнению с применением иных технологий.
Сегодня сварные работы выполняются с помощью разных методов, но все они создавались на основе знаний о классической технологии. Она проста и может реализовываться, как для бытовых целей, так и в промышленных масштабах.
Углы сварки металлоконструкций.
Если изготавливать сварочные металлоконструкции по классической технологии, потребуется применить следующие источники энергии:
- электрическая дуга;
- газовое пламя.
Оба варианта предполагают три метода выполнения сварных швов:
Автоматический
Не подразумевает человеческое вмешательство в процесс выполнения сварных работ. Сварочный аппарат настраивается на актуальный режим функционирования с учетом конкретного вида выполняемой операции единственный раз перед началом работы.
Поэтому важно понимать основную цель приобретения сварного оборудования при выборе в магазине. Используя автоматический режим, можно применять контактную и электрошлаковую сварку.
Полуавтоматический
При использовании данного метода сварные швы формируются вручную, а электроды подаются в автоматическом режиме. Такое положение дел позволяет повысить производительность работы без ущерба для качества создаваемых металлоизделий.
При полуавтоматической сварке можно применить газовый флюс, неплавкие электроды, сварочную проволоку.
Ручной
Все действия методом ручной дуговой сварки осуществляются сварщиком без применения автоматизированного оборудования: от контроля подачи электрода до формирования самого соединения.
Зачастую при ручном режиме применяют обыкновенную сварку под флюсом, электродуговую сварку или пайку газосварочным устройством. Данный метод рационально использовать в бытовых целях, а не на крупном производстве, потому что он чрезмерно затратный и характеризуется низкой производительностью.
Инновационные сварочные технологии
Со временем классический метод выполнения сварных работ совершенствовался, опытные специалисты разрабатывали инновационные способы соединения металлических деталей в единую конструкцию: сварка с применением лазерных установок, ультразвука, теплового эффекта и т. п.
Подобные новаторские идеи могут помочь сварщику в работе, облегчив выполнение некоторых задач и ускорив весь процесс сборки металлоконструкций в целом. По этой причине и сегодня в этой области не прекращаются научные разработки и исследования.
Способы сварки металлоконструкций.
Также применение инновационных технологий выполнения сварных работ позволяет сварщику получить ряд преимуществ:
- снизить показатели коробления металла;
- повысить скорость выполнения работы;
- сократить расходы зачистку сварного шва;
- снизить траты на закупку расходных материалов;
- выполнять соединения тонколистового металла.
Особенно интересны, с точки зрения продуктивности, качества полученных швов и экономичности, следующие технологии сварки:
- Электронно-лучевая сварка применяется при работе с глубокими соединениями – до 20 см, но только при условии определенного соотношения ширины шва и глубины погружения инструмента – 20:1. Процесс формирования шва осуществляется в вакууме, поэтому использовать такую технологию в быту практически невозможно. Она применяется в сфере узкопрофильных производств.
- Термитная сварка подразумевает нанесение особой смеси на контуры соединения деталей в процессе горения. Технологию применяют для ответственных конструкций из металла в готовом виде, когда с помощью наплавки металла надо устранить имеющийся дефект в виде трещины или скола.
- Плазменная сварка подразумевает применение ионизированного газа, проходящего сквозь электроды с высокими сварочно-техническими характеристиками и выполняющего функцию дуги. Технология имеет более широкие возможности применения по сравнению с электронным типом, так как позволяет выполнить сварщику резку и сварку металлической конструкции с любой шириной металла.
- Орбитальная аргонодуговая сварка с помощью вольфрамового электрода применяется для работы со сложными деталями из металла. Например, для неповоротных стыков труб с диаметром 20-1440 мм. В процессе работы активирующий флюс наносится 1 г/м шва. Это позволяет решить ряд важных технологических задач: уменьшить объем и вес сварной ванны за счет ведения операций пониженным током; благодаря давлению дуги на жидкий металл шов получается качественным в любом пространственном положении; сварку можно автоматизировать без разделки кромки.
- Щадящие технологии сварки в смесях защитных газов Ar+CO2 и Ar+O2+CO2. При использовании такого метода выполнения сварочных работ можно получить более качественные соединения при сравнении со сваркой в СО2. При этом актуальный объем расходных материалов сократиться на 20 % за счет резкого снижения набрызгивания электродного материала, а переход к свариваемым частям металлоконструкции станет плавным.
Какие приспособления помогают проводить сварку
При производстве сварочных работ необходимо надежно закрепить свариваемые детали между собой и удобно расположить. Некоторые виды сварки можно осуществлять только в определенном положении, соответственно должен быть расположен и сварочный стык.
Как использовать?
Использование кондуктора во многом зависит от модели самого приспособления. Но в большинстве случаев в этом нет ничего сложного, все интуитивно понятно. Если вы используете простейший стационарный стол-кондуктор с механическими зажимами, то расположите на нем деталь и зафиксируйте в нужном положении с помощью этих же зажимов, упоров или фиксаторов.
Если вы используете более технологичные кондукторы, то ознакомьтесь с инструкцией к данной модели. Поскольку у каждого приспособления могут быть свои нюансы использования.
Правила обращения
Их диктует модель кондуктора. В основном все понятно по умолчанию. Поработать за обыкновенным стационарным столом манипулятором не составит сложностей.
Размещаем, как требуется, части будущей конструкции, зажимаем механическим тисками и приступаем! Для работы с кондукторами уровнем повыше, не лишне почитать прилагаемую конструкцию. Из нее узнаете отличия облюбованной модели.
Если процесс не автоматизирован, вам придется «поиграть мускулами» самим, чтобы прочно состыковать части конструкции. Кто кроме вас – исполнителя лучше знает, как расположить свариваемые поверхности.
На производстве с высокой степенью автоматизации человеческий фактор почти минимизирован. Цеха там оснащены необходимым оборудованием с высокотехнологичными процессорами.
Правда, на менее продвинутых производствах или в кустарных условиях мастера тоже не остались один на один с бездушным металлом. Производители сварного оснащения выпускают немалый ассортимент полезных подручных средств также для них.
Можно обзавестись гидравлическими, пневматическими, электромагнитными, а то и вакуумными зажимами. Тогда понадобится совсем немного усилий, чтобы зафиксировать части будущей конструкции в нужном положении.
Особенности кондукторов для сварки
Сварочные кондукторы различаются размерами, формой и принципом действия. По функциональному назначению они делятся на два вида:
- Кондукторы, предназначенные только для сборки металлоконструкций с помощью сварочных прихваток. Как правило, их основой является металлический стол или плита с жестко зафиксированными ограничителями, упорами, фиксаторами и прижимами.
- Кондукторы для выполнения сборочных и сварочных работ. Они сочетают функции кондуктора и кантователя. Такие модели чаще всего являются поворотными и обеспечивают доступ к свариваемой конструкции с любой стороны.
Конструктивные особенности кондуктора для рам «СЛОТ-СТОЛ»
Кондукторы универсальны в применении и подходят для сборки, сварки вручную и модель 4500 может быть приспособлено для роботизированной сварки. Кондуктор для сварки тяжелых рам может быть оснащен электромоторным приводом вертикального поворота со скрыто расположенными подшипниками качения в направляющих профилях. Кондукторы для сварки рам дают возможность быстро и с точным соблюдением прямых углов выставлять длину и ширину различных рам и сваривать их со всех сторон. Углы рам расположены на специальной оснастке и доступны для сварки с верхней и нижней сторон. Передний левый зажимной угол образует 0- пункт осей Х и Y. Левая траверса фиксируется и одна или несколько траверс передвигаются с помощью двойного зубчатого ременного привода. Для установки размеров рамы могут применяться цифровые счетчики.
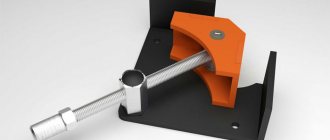
Применение зажимных углов
Для соединения, сборки и сварки деталей рамных конструкций под прямыми углами используются специальные зажимные углы. Крепежные элементы с шпиндельным зажимом устанавливается в непосредственной близости от наносимого сварочного шва, благодаря чему определенные неровности в пределах шва могут быть осторожно устранены. Передний левый зажимной уголок образует 0- пункт осей Х и Y. Зажимные углы (по x- и y-осям) передвигаются параллельно и могут быть совмещены с цифровым счетчиком или расстояния могут отмеряться по рулетке вручную.
Требования к сварочным кондукторам
У нас можно купить кондукторы для сварки любой конструкции и назначения. Такие изделия должны соответствовать нескольким требованиям:
- Обеспечивать прочное и точное закрепление деталей.
- Препятствовать их деформации при наложении сварочных швов.
- Иметь удобное расположение фиксирующих и зажимных элементов.
- Обеспечивать доступ ко всем частям металлоконструкции для выполнения сварочных работ.
- Исключать возможность неправильной сборки металлоконструкций.
- Быть простыми в использовании.
- Обеспечивать безопасность выполнения сборочных и сварочных работ.
Технические характеристики кондуктора «СЛОТ-СТОЛ»
| Тип кондуктора | 4100 | 4200 | 4300 | 4400 |
| Размер рам, м. | 3.0 x 1.5 | 3.0 x 1.5 | 3.0 x 2.0 | 3.0 x 2.5 |
| Максимальная нагрузка, кг | 50 | 100 | 100 | 100 |
| Диапазон вертикального поворота | 360° | 360° | 225° | 225° |
| Выравнивание нагрузки | — | пневматическое | пневматическое | пневматическое |
| Тормозной механизм | ручной | ручной | ручной | ручной |
При соблюдении инструкции по эксплуатации сборочно-сварочных столов производитель гарантирует долговечность и высокую износостойкость сборочно-сварочных столов.
Как заказать сварочные кондукторы
Заказать изготовление сварочных кондукторов можно одним из способов:
- По электронной почте
- По телефонам или.
- Нажав на кнопку «Расчет стоимости».
У нас Вы можете заказать изготовление кондукторов для сварки. Мы имеем многолетний опыт в изготовлении таких металлических изделий и предлагаем лучшие изделия по привлекательной цене.
Кондуктор для сверления отверстий
Кондуктор для сверления отверстий представляет собой оборудования для облегчения процесса сверления деталей и исключения брака. Он представляет собой некое лекало, по которому движется режущий инструмент. Такие кондуктора широко используются на машиностроительных станках, и представляют собой высокоточные изделия. Кондуктор для сверления отверстий применяется на различном сверлильном оборудовании. Мы готовы предложить изготовление кондукторов для сверления отверстий накладного и коробчатого типа, а также комбинированные варианты. Применение кондукторов для сверления отверстий позволяет уменьшить трудоемкость и увеличивать скорость изготовления деталей. Кроме того, использование кондукторов позволяет производить отверстия сразу в нескольких местах детали одновременно.
Кондукторы чаще используются в серийном производстве. Мы предлагаем изготовление кондукторов различного вида. Звоните нам, мы готовы предложить лучшие условия для сотрудничества.
Источник: metallokonstrukciy.ru