Берегите глаза | 23.02.2016
Сварка, как вид соединения металлических элементов, получила массовое распространение чуть больше века назад. Однако сегодня применяется во многих сферах деятельности, от производства электроники до строительства гигантских конструкций. Поскольку состав используемых при этом металлов бывает весьма разнообразным, для получения надёжных сварочных швов было придумано и реализовано множество видов оборудования. Наиболее популярными среди них являются сварочные аппараты. Рассмотрим, какие бывают сварочные аппараты, виды, плюсы и минусы каждого.
Трансформаторы
Трансформатор является наиболее традиционным видом электрического сварочного аппарата. Одновременно он один из самых простых по конструкции. Основным элементом конструкции этого типа сварочников служит понижающий трансформатор, преобразующий напряжение электросети до значения, необходимого для сварки. Сила тока при этом изменяется с помощью разных методик, наиболее известный — смещение одной обмотки относительно второй. По мере изменения промежутка между обмотками меняется ток.
Особенностью сварочных трансформаторов считается переменный ток на выходе, что приводит к заметному разбрызгиванию металла и ухудшению качества швов. Чтобы проводить сварку цветных металлов, повысить качество горения дуги, в структуру аппарата нужно добавлять достаточно массивные и громоздкие компоненты. Основной элемент — трансформатор — также не отличается компактностью и малым весом. При использовании аппарата для производства серьёзных работ необходимы специфические (для переменного тока) электроды и немалый опыт сварщика.
КПД прибора достаточно высокий, достигает 90%, однако часть энергии тратится на нагрев. Охлаждение осуществляется при помощи вентиляторов разной мощности, поскольку требуется охлаждать агрегат весом в несколько десятков, а иногда и сотен килограммов. Применение этого вида сварочных аппаратов сегодня сокращается, но они всё же пользуются спросом, из-за низкой стоимости, надёжности и долговечности. Используются трансформаторы для сварки низколегированных типов стали.
Типы электричества
Большинство преподавателей, которые предоставляют студентам информацию об электричестве, говорят в основном о постоянном токе (DC). Он представляет собой поток электронов, которые следуют друг за другом на определенном расстоянии. Наиболее популярная аналогия от опытных учителей — сравнение потока с муравьями, идущими колонной и несущими на себе обычные сухие листья.
Такое представление довольно обобщенное, но основная идея правильная. Схема напоминает сплошную электрическую петлю, приводящую в работу обычный фонарик. Однако в больших бытовых приспособлениях электричество работает по-другому. Розетки, вмонтированные в стену, поставляют приборам источник энергии, основанный на переменном токе (AC). В нем электричество переключается с большой скоростью, составляющей 50−60 раз в секунду, то есть частота таких переключений — 50−60 Гц.
Обычному человеку, который не обладает знаниями в области электроники, не совсем понятно, как такой ток питает приборы, если постоянно меняет направление своего движения. Однако ответ на этот вопрос прост. Например, можно взять обычную настенную лампу, работающую от источника переменного тока. При включении ее в розетку электроны начинают активно двигаться, меняться местами и менять направление движения. Весь процесс происходит очень быстро, поэтому в проводах образуется тепло.
Именно это тепло и будет переходить в лампу, приводя к ее свечению. Переменный ток также эффективно питает приспособления, как и постоянный, но электроны в нем движутся на месте.
Выпрямители
Сварочные выпрямители можно считать усовершенствованием аппаратов-трансформаторов. В сварочных швах, полученных при помощи выпрямителей, практически исключены те изъяны, что обусловлены применением переменного тока. Устройства, кроме понижающего трансформатора, имеют в конструкции диодный блок (выпрямитель), элементы регулирования, запуска и защиты. Переменный ток не только меняет напряжение, но и преобразуется в постоянный. Это даёт возможность получить ровную, устойчивую дугу. Соответственно, снижается разбрызгивание металла, шов получается более качественным. Работать можно любыми электродами.
Расширяется также сфера использования сварочника — можно соединять не только низколегированные «чёрные» стали, но и цветные металлы, нержавейку, чугун (применяя соответствующие электроды). Поскольку постоянный ток обладает полярностью, не следует об этом забывать — при подключении электродов этом параметр следует учесть. Некоторые сварочные работы целенаправленно выполняются на обратной полярности (сварка алюминия).
Многие производители сегодня снижают изготовление этого вида бытовых аппаратов. Если же говорить о профессиональном использовании, они до сих пор используются довольно широко. Недостатками можно считать большой вес, необходимость работы квалифицированного сварщика, серьёзную «просадку» напряжения в электросети в процессе сварки. Достоинства — невысокая цена, надёжность и неплохое качество шва.
Как выбрать?
Стационарные, переносные и передвижные сварочные агрегаты подбирают исходя из условий и целей эксплуатации. Модельный ряд аппаратов, представленных на рынке, весьма обширен. Специалисты рекомендуют отдавать предпочтение брендам Европы, США, России и Китая. Следует доверять известным и опытным производителям с хорошей репутацией, честно указывающим в паспорте техники ее реальные параметры.
Перед тем, как принять решение о покупке, важно дать развернутые ответы на следующие вопросы:
- для каких условий эксплуатации приобретается оборудование?
- каковы объемы и количество предполагаемых работ?
- для обработки каких металлов нужен аппарат?
- насколько важны параметры веса, мобильности и эргономичности инструмента?
Если аппарат необходим для профессиональных работ с разными металлами и в различных условиях, следует отдать предпочтение универсальному сварочному агрегату с широким пакетом характеристик. Для бытовых целей нет смысла покупать дорогое и мощное оборудование. С такой задачей вполне справится экономичная установка переменного тока.
Для эксплуатации в холодном климате лучше приобрести технику на бензиновом двигателе, поскольку она легче заводится при низких температурах. Также стоит учитывать, что дизельные установки более безопасные и экономичные, что актуально для объектов, где возможно применение легковоспламеняющихся веществ. При выборе любой модели обязательно следует обратить внимание на доступность комплектующих, гарантийного и сервисного обслуживания.
Полуавтоматы
Полуавтоматические сварочные аппараты в среде инертных или активных газов, или просто полуавтоматы — устройства более сложные, нежели трансформаторы или выпрямители. Однако в использовании более удобны. Часто применяются при кузовном ремонте автомобилей, достаточно широко используются в быту, частном домохозяйстве.
Конструкция состоит из следующих компонентов:
- трансформатора;
- выпрямителя;
- привода, подающего проволоку;
- газового баллона;
- рукава с горелкой.
Сваривание деталей осуществляется плавящейся в электрической дуге проволокой, которая в процессе расположена в среде защитного газа. Регулировка тока осуществляется чаще всего ступенчато, подвержена изменению также скорость подачи проволоки. Соотношением этих параметров устанавливается необходимый режим работ.
Различные модели полуавтоматов работают:
- только с газом;
- с газом или без газа (переключается);
- только без газа.
Если работа производится без газа, применяется специальная проволока (флюсовая). Отличается от обычной флюсовая проволока тем, что в её состав, кроме металла, включается флюс. При горении составляющих флюса образуется облако защитного газа, который предотвращает окисление сварной ванны воздухом. Кроме того, активные элементы состава флюса придают металлу нужные параметры, дуга становится более стабильной. При этом не нужен газовый баллон, что удобно, однако сама проволока существенно дороже.
При работе с различными металлами используют разный газ — углекислый при сварке железа, смесь аргона и углекислоты, если работают со сталью, при сварке алюминия — аргон. Газовые баллоны следует применять промышленные либо фирменные.
Полуавтоматы отличаются высокой производительностью, дают прекрасный качественный шов на различных металлах. Недостатками можно отметить разбрызгивание металла и большой расход материалов на угар.
Классификация устройств
Существует множество моделей инверторов. Они могут быть массивными и оснащенными специальными аккумуляторами. Выпускаются портативные модели, которые имеют небольшие размеры и используются в разных целях. Разделяют приспособления и по мощности, которую они потребляют и производят. Этот параметр считается основным при выборе, особенно если необходим высокий показатель, например, на производстве.
Стоит отметить, что даже самые мощные инверторы не предназначены для длительного функционирования на максимальных показателях. В зависимости от принципа действия устройства делятся на следующие:
- зависимые, которые работают только от сети;
- автономные, оснащенные аккумулятором;
- инверторы напряжения и тока.
Автономные модели обычно используются для кратковременной работы и не зависят от источника тока. Отдельные приборы предназначены специально для постоянного подключения к сети. Иногда устройства оснащают солнечными батареями.
Каждый из вариантов имеет свои преимущества. Например, автономные подойдут любым устройствам и могут выручить в сложной ситуации. Солнечные экономят электроэнергию, а зависимые не нуждаются в подзарядке или других условиях, чтобы функционировать. В ночное время солнечная батарея неуместна и не сможет служить владельцу, поэтому такие модели выбирают редко.
Существуют также универсальные устройства, которые могут работать от сети и в автономном режиме, но не одновременно. Недостатком таких приборов будет большой размер, поскольку для обеспечения функционирования в двух режимах необходимо оснастить агрегат дополнительными деталями.
Приборы, которые устанавливались до 1970 года, использовали в работе специальные ртутно-дуговые клапаны. Современные модели обычно твердотельные и считаются более эффективными и безопасными.
Инверторы
Аппараты этого типа называют также импульсными. Сегодня сварочные инверторы считаются одними из самых распространённых аппаратов из-за своего небольшого веса и общедоступности. И если ещё лет 10 назад инверторы были дороги и не очень надёжны, то сейчас эти недостатки устранены. Использование инверторной методики даёт сегодня уменьшение размеров трансформатора, повышение качественных свойств дуги, оптимизации КПД, снижение разбрызгивания металла при сварке.
Сварочный инвертор состоит из силового трансформатора, назначением которого является снижение сетевого напряжения до нужной величины, блока электросхем и дросселя-стабилизатора, нужного для минимизации пульсаций тока.
Напряжение питающей сети подаётся в инверторе на выпрямитель, на выходе которого блок схем трансформирует постоянный ток в переменный, обладающий высокой частотой. Этот, полученный на выходе силового блока, переменный ток подаётся на сварочный трансформатор высокой частоты, более компактный и лёгкий, чем обычный сетевой преобразователь. Напряжение на выходе сварочного трансформатора снова выпрямляется и подаётся на дугу.
Принцип работы
Действует инвертор по простому принципу, который можно понять, если привести конкретный пример. Обычный аккумулятор работает примитивно и выдает постоянный поток тока, не меняющего своего направления. Если в эту конструкцию добавить переключатель, который на выходе будет менять направление движения электронов, то к прибору будет поступать уже AC. Чтобы сделать его правильным, переключатель должен работать исправно и на протяжении секунды срабатывать не менее 50 раз. В минуту происходит около 3000 изменений в потоке электронов.
Механический инвертор работает несколько иначе и посредством специальных магнитов также быстро изменяет направление тока. Принцип его функционирования напоминает дверной звонок. При нажатии на кнопку человек воздействует на пружину, которая подает сигнал к изменению мощности и потока электроэнергии. При отпускании все возвращается в исходное положение. Устройство также оснащено специальным контроллером, который выполняет и другие функции:
- регулирование напряжения в приспособлении;
- синхронизация частоты переключения;
- обеспечение защиты от перегрузок и поломок.
Благодаря этому даже механическая модель устройства позволяет крупным электроприборам работать бесперебойно.
Аргонодуговой сварочный аппарат
Этот вид оборудования для сварки использует специальные неплавящиеся электроды из вольфрама, газом для защиты служит гелий или аргон.
Аргонодуговой аппарат с использованием вольфрамового электрода содержит следующие компоненты:
- источник, обеспечивающий получение постоянного или переменного сварочного тока;
- приспособление регуляции для работы с током;
- комплект горелок для применения с различными напряжениями;
- управляющая схема, обеспечивающая координацию цикла сварки и защиту;
- стабилизирующее устройство для возбуждения, а также выравнивания дуги.
Агрегаты этого вида применяют, если есть необходимость в качественной сварке цветных металлов.
Особенности эксплуатации
Сварочный инвертор при всей своей востребованности требует тщательного ухода. Агрегат необходимо использовать в хорошо проветриваемом помещении или на улице при температуре 10…25 °С.
- Не используйте оборудование в помещении с высокой влажностью и при большой концентрации пыли.
- Проверить отрегулированные параметры лучше на металлических листах до 3 мм.
Брендовые модели не продаются без инструкции и технического паспорта, не следует надеяться на опыт. Правила безопасности для работы со сварочным агрегатом записаны в паспорте конкретной модели и постоянно меняются.
Аппарат для точечной сварки
Сварка точечным способом является одним из видов контактных сварок термомеханического класса. Сам процесс состоит из нескольких моментов. Для начала детали, сложенные необходимым образом, помещаются между электродами и сжимаются друг с другом, после чего нагреваются до момента достижения пластичности и совместно деформируются. Скорость сварки в условиях завода — до 10 точек в секунду.
Детали разогреваются при помощи мгновенного (0,01–0,1 сек.) импульса тока сварки. Этот быстрый импульс даёт возможность достичь разогрева металла до расплавления, что приводит к возникновению объединённой для обеих деталей жидкой зоны. После прекращения действия тока детали по-прежнему совмещены, прижаты друг к другу до снижения температуры и отвердевания расплавленной точки. Сжатие деталей прекращается с задержкой по времени, для создания условий лучшей кристаллизации металла.
Достоинствами точечной сварки можно выделить экономичность, надёжность и прочность шва, несложность достижения автоматизации. К сожалению, подобного вида сварочный шов не обладает герметичностью, что ограничивает сферу его использования.
Неприхотливые автономные агрегаты АДД на шасси
Конструкторы пошли по пути упрощения и удешевления. Однопостовая установка монтируется на 2–4-колёсные шасси в цельном каркасе с обвязкой швеллером, накрыта кожухом для подавления шума, защиты в непогоду. Обеспечивает энергией профессиональный сварочный аппарат. Возможно подключение иного электрооборудования и инструмента.
Производитель в угоду безотказности техники исключил электронику.
Результат:
- Допустима эксплуатация при 98% влажности.
- Амплитуда рабочих температур –45–+450 С.
Дизельный 4-цилиндровый двигатель охлаждается потоком воздуха, дополнительная мера предупреждения повреждения мотора. Настройка силы тока доступна огрублённая ступенчатая, плавная, дистанционная с удалением до 20 м. Диапазоны 3-ступенчатого регулирования:
- 60–165 А;
- 150–320 А;
- 300–430 А.
Генератор постоянного тока обеспечивает стабильность розжига, поддержание горения, эластичность дуги. Подтверждено качественное превосходство над дизель-генераторами коллекторного типа.
Рабочее напряжение 36–100 В. Ограничен размер электрода до Ø 6 мм.
Агрегат адаптирован к зацепу и транспортировке автотранспортом, трактором по пересечённой местности. Объёма топливного бака достаточно для непрерывной работы в течение суток. При отрицательных температурах топливная сеть прогревается в автоматическом режиме. Рабочая площадка в непогоду укрывается полипропиленовой непромокаемой палаткой.
Характеристики агрегатов сварочных АДД на одноосной тележке:
| Марка | Дизель | Расход топлива | Ток диапазон | Вид охлаждения | Масса, размеры |
| АДД-4004П | 37 кВт, 1800 об/мин | 4,4 кг/ч. | 60–450 А | Воздушное | 1,03 т, 1,68х1,93х2,85 м |
| АДД-4001 | 36,8 кВт, 1800 об/мин | 5,2 л/час | 45–430 А | Воздушное | 0,82 т, 1,0х1,3х224 м |
Аппарат для газовой резки и сварки
Газовая сварка предполагает нагрев детали до расплава пламенем высокой температуры. При этом применяются горючие газы — водород, природный газ, ацетилен. Отличительным свойством этих газов является хорошее горение на воздухе. Чаще всего в газосварочных аппаратах используют ацетилен, легко получаемый с помощью карбида кальция и воды. Температура горения этого газа 3200–3400 °C.
Достоинства газовой сварки и резки металлов:
- Несложная технология.
- Не требуется доступ к электрической сети, нет необходимости в использовании электрического тока.
- Оборудование, на базе которого выполняется сварка, достаточно несложно.
Следует, однако, отметить, что газовая сварка не обеспечит высокую скорость работ и производительность, ведь выполняется лишь вручную.
Серьёзное внимание при газовой сварке уделяется подготовке деталей, регулированию мощности горелки, установке её в нужное положение.
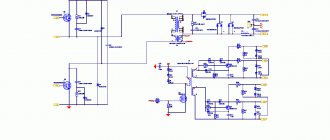
Управление током
Регулирование сварочного тока инвертора производится посредством электронного регулятора с обратной связью, изображённого на схеме. С помощью потенциометра, расположенного на лицевой панели сварочного инвертора, выбирается требуемая величина тока сварки.
При вращении ручки потенциометра, устанавливается некий уровень опорного напряжения на входе логических элементов, построенных на операционных усилителях.
Сигнал, поступающий по линии обратной связи с датчика тока, расположенного на выходе аппарата, сравнивается компаратором с уровнем заданного регулирующим потенциометром напряжения.
При несовпадении уровней напряжения задающей цепи и сигнала датчика тока, происходит изменение амплитуды управляющего импульса, поступающего на контроллер.
При этом происходит изменение скважности импульсов, генерируемых контроллером, что вызывает изменение режима переключения транзисторов и в конечном итоге, величины тока сварки.
То есть, принцип регулирования заключается в том, что схема всегда стремится поддерживать соответствие между значениями заданного и фактического тока, что обеспечивает его стабильность.
В качестве контроллера, формирующего регулируемые сигналы широтно-импульсной модуляции, обычно применяется микросхема TL494, производимая американской фирмой Texas Instruments, либо её аналоги.
Приведённая структурная схема показывает только принцип работы и взаимодействия отдельных функциональных блоков. Детализованная электросхема каждого типа инверторов может иметь индивидуальные особенности.