Подающие механизмы (устройства подачи сварочной проволоки) – главное устройство в процессе полуавтоматической сварки. Подающие механизмы для сварочных полуавтоматов – устройства для подачи электродной сварочной проволоки в горелку.
В механизм устанавливается кассета со сварочной проволокой. Подающий механизм имеет редукторный привод для подачи сварочной проволоки с определенной скоростью в зависимости от заданных параметров сварочного процесса. В зависимости от толщины сварочной проволоки, механизмы подачи могут иметь от 1 до 3х пар подающих роликов, проталкивающих проволоку в горелку. Кроме того при больших диаметрах проволоки, могут использоваться сварочные горелки с зацепляющими роликами.
Подающие механизмы для полуавтоматов производства ИТС представлены целой линейкой устройств для работы со сварочной проволокой диаметром от 0,8мм до 5мм. Помимо основных конфигураций по спецзапросу в ИТС может быть изготовлен механизм для работы с более толстыми типами проволоки в т.ч. толстой порошковой проволоки для нестандартных работ по сварке.
В соответствии с используемой проволокой подающие механизмы полуавтоматов ИТС могут быть настроены под работу с необходимыми параметрами сварочного тока. Различные механизмы подачи ИТС настраиваются на работу с токами от 50А до 700А. Подающие механизмы стыкуются с сварочными инверторами, получившееся устройство называется сварочным полуавтоматом. В данном случае имеются в виду комплектные сварочные полуавтоматы, кроме них имеются сварочные моноблоки ИТС, в корпусе которых совмещены подающее устройство и инвертор.
С большим напряжением использование полуавтоматической сварки является задачей сложной, небезопасной и малоэффективной, такие задачи лучше решать автоматической сваркой.
Подающие механизмы полуавтоматов ИТС имеют год гарантии, так же всегда на складе имеются дополнительные комплектующие и запчасти.
Основные модели подающих механизмов производства ИТС:
Подающие механизмы
| Название | Кол-во роликов, шт. | Номинальный сварочный ток, А (ПВ) | Скорость подачи проволоки, м/ч | Диаметр проволоки, мм | Вместимость сварочной кассеты | Размеры, мм | Вес, кг | ||
| Стальная | Порошковая | Самозащитная | |||||||
| ПДГ-312-5 | 4 | 315 (60%) | 40-960 | 0,8-1,6 | — | — | 15 | 630х280х500 | 20 |
| ПДГ-322 | 2 | 315 (60%) | 70-930 | 0,8-1,4 | — | — | 15 | 160х430х270 | 7,5 |
| ПДГ-421 | 4 | 400 (60%) | 60-960 | 0,8-1,4 | 1,2 | — | 5 | 490х185х295 | 12 |
| ПДГО-510* | 4 | 500 (60%) | 120-1100 | 1,0-1,6 | 1,2-2,0 | — | 15 | 640х240х420 | 18 |
| ПДГО-511 | 4 | 500 (60%) | 60-960 | 0,8-2,0 | 1,2-2,0 | 1,6-2,0 | 15 | 440х290х530 | 17 |
| ПДГО-601 | 4 | 630 (100%) | 60-820 | 1,2-2,0 | 1,2-3,2 | — | 15 | 640х240х420 | 18 |
| ПДГО-602** | 4 | 630 (100%) | 104-980 | 1,2-2,0 | 1,2-3,2 | — | 15 | 560х350х360 | 26 |
| ПДГО-603 | 4 | 630 (100%) | 104-980 | 1,2-2,0 | 1,2-3,2 | — | 30 | 1000х500х400 | 28 |
*- в стандартной производственной программе представлена также модификация подающего механизма ПДГО-510 — ПДГО-510А
(поставляется с автономным БУСП-2К-506/24В).
**- ПДГО-602 имеет ступенчатое регулирование скорости подачи электродной проволоки (28 ступеней) с помощью сменных зубчатых шестеренок
Подающий механизм ПДГ-312-5
| Подающий механизм ПДГ-312-5 закрытого типа. Внутри установлен 2-х роликовый редукторный привод CWF 3110, кассета для сварочной проволоки, тормозное устройство, плата управления и электромагнитный клапан. На панели механизма имеются резисторы регулировки скорости подачи сварочной проволоки и напряжения, технологических временных интервалов. Имеется версия ПДГ-312-5 с цифровой индикацией режимов сварки, четырехроликовым приводом подачи. Подробнее: |
Подающий механизм ПДГ-401
| Подающий мехазм ПДГ-401 предназначен для полуавтоматической сварки на постоянном токе плавящейся электродной проволокой в среде защитных газов в комплекте с источниками для МИГ/МАГ сварки. Плавная регулировка выходного напряжения сварочного источника и скорости подачи электродной проволоки с подающего механизма. Обеспечивает стабилизацию скорости подачи сварочной проволоки и обратную связь по напряжению на двигателе подачи сварочной проволоки, что позволяет производить качественную сварку на расстоянии до 40 метров от сварочного источника. Стабильная скорость подачи сварочной проволоки при длине шлейфа горелки 3 — 5 м и изгибах шлейфа. Подробнее: |
Как использовать сварочный инвертор
После запуска полуавтомата, который вы собрали своими руками, на индикаторе инвертора должно высветиться значение силы тока, равное 120 А. Если все сделать правильно, то так оно и произойдет. Однако на индикаторе инвертора могут высветиться восьмерки. Причиной этого чаще всего является недостаточное напряжение в сварочных проводах. Лучше сразу найти причину такой неисправности и оперативно устранить ее.
Если же все сделано правильно, то индикатор корректно покажет силу сварочного тока, регулируемого при помощи специальных кнопок. Интервал регулировки рабочего тока, который обеспечивают сварочные инверторы, находится в пределах 20–160 А.
Ориентировочные режимы полуавтоматической сварки стыковых швов
Подающий механизм ПДГ-421
| Подающий механизм ПДГ-421 закрытого типа («Адмиралтеец»), внутри которого установлен 4-х роликовый редукторный привод CWF 4110, электромагнитный клапан, плата управления и газовый тракт. Органы управления сварочным режимом расположены на лицевой панели подающего механизма. Стыковочный узел с горелкой выполнен со втычным соединением. Возможно исполнение с евроразъемом Отличие от подающего механизма ПДГ-322М заключается в том, что плата управления в подающем механизме ПДГ-421 находится внутри корпуса подающего механизма и не имеет таких функциональных возможностей, как у ПДГ-322М. Подробнее: |
Настройка инвертора, используемого для полуавтоматической сварки
Если вы решили сделать своими руками сварочный полуавтомат, используя для этого инвертор, необходимо предварительно обесточить данное оборудование. Чтобы такое устройство не перегревалось, следует разместить его выпрямители (входной и выходной) и силовые ключи на радиаторах.
Силовые диоды на дополнительных радиаторах
Кроме того, в той части корпуса инвертора, где располагается радиатор, нагревающийся сильнее, лучше всего смонтировать термодатчик, который будет отвечать за отключение аппарата в том случае, если он перегреется.
После того как все вышеперечисленные процедуры выполнены, можно соединить силовую часть устройства с его блоком управления и подключить его к электрической сети. Когда индикатор подключения к сети загорится, к выходам инвертора следует подключить осциллограф. С помощью этого прибора надо найти электрические импульсы частотой 40–50 кГц. Время между формированием таких импульсов должно составлять 1,5 мкс, что регулируется изменением величины напряжения, поступающего на вход устройства.
Осциллограмма сварочного напряжения и тока: слева на обратной полярности, справа – на прямой
Необходимо также проверить, чтобы импульсы, отражающиеся на экране осциллографа, имели прямоугольную форму, а их фронт составлял не более 500 нс. Если все проверяемые параметры соответствуют требуемым значениям, то можно подключать инвертор к электрической сети. Ток, поступающий от выхода полуавтомата, должен иметь силу не менее 120 А. Если величина силы тока меньше, это может означать то, что в провода оборудования подается напряжение, величина которого не превышает 100 В. При возникновении такой ситуации необходимо сделать следующее: протестировать оборудование путем изменения силы тока (при этом надо постоянно контролировать напряжение на конденсаторе). Кроме того, следует постоянно контролировать температуру внутри устройства.
После того как полуавтомат протестирован, необходимо проверить его под нагрузкой. Чтобы сделать такую проверку, к сварочным проводам подключают реостат, сопротивление которого составляет не меньше 0,5 Ом. Такой реостат должен выдерживать ток силой 60 А. Сила тока, который в такой ситуации поступает на сварочную горелку, контролируется при помощи амперметра. Если сила тока при использовании нагрузочного реостата не соответствует требуемым параметрам, то величину сопротивления данного устройства подбирают эмпирическим путем.
Подающий механизм ПДГО-510
| Подающий механизм сварочной проволоки ПДГО- 510. Используется в составе комплектного сварочного полуавтомата. Подключается к сварочному источнику для MIG/MAG сварки. Служит для подачи сварочного плавящегося электрода и защитного газа в точку сварки. В качестве плавящегося электрода в подающем механизме ПДГО- 510, допускается использование сплошных типов сварочной проволоки, а так же различных типов сварочной порошковой проволоки. В качестве защитного газа ПДГО- 510 допускает любой тип, в зависимости от типа применяемой проволоки. Плата управления ПДГО- 510 позволяет переключать режимы сварки с 2-хтактного на 4-хтактный, обеспечивает работу функций «мягкий старт» и растяжка дуги», Inter Lock –разрыв дуги. Продувка газа осуществляется автоматически до и после сварки. Подробнее: |
Полуавтоматический сварочный аппарат
Сварочные аппараты этого класса выпускаются в разных модификациях. Специфическое название, «полуавтомат», означает, что отдельные действия придётся выполнять самому. Тем не менее, специальное оснащение позволяет упростить многие операции, поэтому с помощью такого оборудования вполне допустимо создавать качественные сварные соединения без помощников. Разумеется, для этого понадобится изучение соответствующих технологий и приобретение устойчивых практических навыков.
Вид полуавтоматического сварочного аппарата
Принципы работы
Для соединения деталей с помощью этого метода используется разогрев областей будущего контакта. Расплавленные участки объединяются и после снижения температуры образуют прочное цельное сплочение. Ниже перечислены вопросы, на которые обращают внимание разработчики соответствующих технологий:
- Нагрев должен быть достаточно интенсивным, чтобы металл начал плавиться после обработки.
- С другой стороны, необходимо обеспечить только локальное воздействие, чтобы структура соседних участков не была повреждена.
- Также следует учесть активизацию окислительных процессов, возможное проникновение (в область расплавленного металла) примесей из окружающего воздуха. Такие «добавки» способны ухудшить прочность и другие исходные параметры материалов.
Перечисленные задачи успешно решает сварочный аппарат. Нагрев в нём создаётся электрической дугой. Она образуется между электродом и металлической поверхностью при подаче на них напряжения. Так как для мощного постоянного разряда используется сильный ток, сравнительно небольшой по размерам рабочий разрядник быстро сгорает. Чтобы не выполнять часто его замену, используют тонкую проволоку, которая подаётся с нужной скоростью в рабочую область. Для исключения вредного влияния окружающей среды сюда же обеспечивается подача нейтрального газа.
Строение полуавтомата
Части оборудования, их предназначение и важные особенности:
- Источник питания. При создании дуги образуется напряжение несколько десятков вольт до 200 ампер и более того. Потребляемая мощность многих серийных моделей – диапазон от 5 до 6 кВт. Эти цифры приведены для того, чтобы точнее можно было оценить требования к блоку питания.
- Устройства управления предназначены для регулировки скорости подачи проволоки и установки уровня сварочного тока.
Сигнальные индикаторы оповещают о включении в сеть, возникновении критичных режимов работы и аварийных ситуациях.
- Провод для подключения к соединяемым сваркой деталям оснащается специальным пружинным зажимом.
- Горелка присоединена через гибкий рукав к корпусу. Внутри пропущен трубопровод и шланг. Они предназначены для дозированной подачи в рабочую область проволоки и газа.
- Если конструкция получилась тяжёлой, то для перемещения в днище устанавливают поворачивающиеся колёса.
- Проволока, намотанная на бобину, устанавливается внутри корпуса. Её подача осуществляется толкающим, тянущим, или комбинированным приводом.
Вид полуавтомата со снятой крышкой корпуса
Технические параметры
Прежде чем выяснять, сколько стоит тот или другой сварочный полуавтомат, надо определить круг задач, которые придётся решать на практике. Это поможет подобрать оборудование не слишком дорогое, но вполне подходящее по своим техническим параметрам.
Профессиональной иногда называют технику, которая способна обеспечить ток свыше 300 А. На практике такие значения требуются редко. Многим опытным мастерам, работающим в автомобильных сервисных центрах, вполне достаточно 200-250 А.
Определённый запас по мощности не будет лишним. Он позволит работать в номинальных режимах, без чрезмерных нагрузок, что продлит срок службы оборудования даже при интенсивном распорядке его использования.
Впрочем, если полуавтомат предполагается применять от случая к случаю, для решения личных бытовых задач, то подобные особые требования будут явно лишние. Но в любом случае надо изучить подробнее технические характеристики понравившейся модели техники.
Сеть питания 220 V подходит лучше для бытового применения, не придётся искать специальный источник питания. Но профессионалы отмечают преимущества трёхфазной сети 380 V. Как правило, такая проводка лучше приспособлена к повышенным нагрузкам. Использование трёх фаз позволяет получить разряд с более стабильными параметрами, что позитивно отражается на качестве сварки.
Полуавтомат, который подключается к сети 220 V
Если приобрести универсальный полуавтомат, то он будет способен работать от 220 V, или 380 V при соответствующем подключении. Допустимые отклонения напряжения не превышают 15-20%.
При снижении напряжения будет уменьшаться потребляемая мощность и ток.
Необходимо проверять рекомендованный номинальный ток сети питания. Его величина может составлять 15-25 А. Проводка должна быть рассчитана на соответствующие нагрузки.
Нужно обращать внимание на продолжительность постоянного включения при максимальном токе. Этот параметр указывают в процентах. Если он равен 60% при 180А, то это значит, что при наибольшей допустимой нагрузке полуавтомат может работать 6 минут, после чего понадобится четырехминутный перерыв для охлаждения оборудования. Аналогичным образом определяются временные отрезки стандартного рабочего цикла (10 мин.) при других значениях параметра.
В описаниях используют следующие обозначения:
- MIG – сокращение от «Metal Inert Gaz» (металл-инертный-газ). Оно определяет, что оборудование предназначено для сварки металлов в среде аргона, или другого инертного газа, их смесей в определённых пропорциях. Расходные материалы в этом случае дороже, но сварной шов получается надёжным даже без дополнительной защиты.
- MAG – это аббревиатура от «Metal Active Gaz» (металл-активный-газ). Для этой технологии используют защиту углекислым газом. По сравнению с первым вариантом, в данной среде качество сварного шва несколько хуже. Рекомендуется последующая зачистка созданного соединения, покрытие его антикоррозийными средствами.
Габаритные размеры и вес также надо изучить внимательно. При выполнении сложных работ, в ограниченном пространстве, именно они будут иметь решающее значение.
Как выглядит компактный сварочный аппарат
Длина газового рукава, обратного кабеля с зажимом – эти данные проверяют для определения радиуса рабочей зоны (когда аппарат устанавливается стационарно).
Диапазон, шаг изменения рабочего напряжения и сварочного тока, скорость, с которой осуществляется подача проволоки – определяют возможность применения разных режимов сварки, работы с различными металлами, размерами соединяемых деталей.
Максимальный диаметр электродов (вольфрамовых, щелочных и других). С помощью этой информации и специальных таблиц можно установить, какой толщины изделия из определённых металлов и сплавов способен сваривать этот аппарат.
Классы защиты, изоляции имеют значение при выполнении работ в помещениях с повышенной влажностью, в иных неблагоприятных и опасных условиях.
Если приведён коэффициент полезного действия, то можно будет оценить эффективность использования аппаратом энергетических ресурсов. В современных качественных моделях такой параметр достегает 85% и более.
Виды сварочного оборудования
Понятно, что потенциальные возможности этой техники во многом определяются параметрами электрической силовой части. Ранее использовались только схемы с трансформаторным преобразованием тока и напряжения. Они обеспечивали необходимый результат, но отличались крупными габаритами, недостаточно точной регулировкой и поддержанием рабочих параметров.
В наши дни подобные инженерные решения используются всё реже. Более распространены сварочные аппараты с частотными преобразователями.
Типичный инвертор работает по следующей схеме:
- Для питания используют стандартную сеть (220 V, или 380 V (три фазы) 50-60 Гц).
- Переменный ток выпрямляется, а для удаления оставшихся пульсаций применяют фильтрацию.
- Транзисторами, другими электронными приборами, выполняющими функции коммутаторов, ток преобразуется в переменный. Но, по сравнению с исходным значением, частоту увеличивают многократно, до 40 – 55 кГц.
- На следующем этапе напряжение снижают до 20-80 V, что позволяет получить на выходе сварочного аппарата сильный ток (20 – 300 А), достаточный для сварочных процедур.
Инверторный аппарат гораздо удобнее и функциональнее, сем устаревшие аналоги. Он значительно, в несколько раз, легче. Его вполне может перемещать один человек.
Специалисты ценят следующие преимущества техники этого типа:
- Компактный инверторный сварочный аппарат можно переносить с помощью наплечного ремня. Для его размещения требуется минимум места, поэтому становится доступно выполнение самых сложных рабочих процедур в стеснённых условиях.
- Развитие производственных технологий и удешевление электронных компонентов, позволили снизить цены на оборудование этого класса. Качественный инверторный сварочный аппарат стоит недорого. Он вполне доступен даже для частных пользователей.
- Инвертор точно настраивается для работы с определённой толщиной и материалом деталей. В отдельных моделях ток регулируется плавно, в широком диапазоне. Такие возможности при правильном использовании позволяют получить безупречное качество сварного соединения.
- Установленное значение тока инверторный сварочный аппарат поддерживает точно. Не понадобятся дополнительные подстройки со стороны пользователя, что также положительно влияет на характеристики рабочих процессов.
- Современный инверторный полуавтомат хорошо защищён от бросков напряжения в сети. Он приспособлен к работе в сложных условиях, сохраняет неизменность своих технических характеристик в течение длительной эксплуатации.
Инверторный сварочный аппарат сильно нагревается, поэтому такую технику часто оснащают достаточно мощными системами принудительного воздушного охлаждения. При постоянной работе в пыльных помещениях регулярно выполняют профилактические мероприятия, аккуратно удаляют попавшие внутрь загрязнения, сняв корпус.
Охлаждение инвертора должно быть достаточно эффективным
Выбор проволоки
Следует учитывать разные значения для проволоки из стали, титана, меди, других металлов и сплавов. В наше время выпускается более 70 разных модификаций изделий, предназначенных для всевозможных видов сварки. Их классифицируют по следующим основным группам:
- Проволока для сварки типа MIG (MAG), которая обладает сплошной структурой и предназначена для выполнения рабочих операций в защитной газовой среде.
- Полые изделия, с наполнителями. При использовании они создают локальную защиту в области нагрева.
- Проволоки для сварки с применением аргонодуговых технологий. В их составе есть специальные присадки
- Изделия, которые предназначены для формирования сварных соединений с применением флюса.
Отдельные виды проволок создают для сварки низколегированных, высокопрочных, нержавеющих и углеродистых сталей, медных, чугунных, никелевых и алюминиевых изделий. В стандартном обозначении первая группа цифр означает процентное содержание углерода («09» – это 0,08%). Чем параметр меньше, тем выше пластичность проволоки.
Проволока для сварочных аппаратов в готовом для установки виде, на специальных бобинах
В сварочный полуавтомат, работающий с токами до 200-250А включительно, устанавливают подающие механизмы, рассчитанные на проволоку с диаметром от 0,6 до 1 мм. При увеличении мощности техники монтируют соответствующее оснащение.
Параметры техники и производительности, которые необходимо использовать на практике для расчётов и настройки
Диаметр проволоки, ммТолщина металлических деталей, в ммНапряжение между электродом и участком сварки, ВСварочный ток (диапазон в А)Скорость подачи защитного газа, л за минСкорость создания сварного шва, м за час непрерывной работы
| 0,6 | 0,5-1,5 | 16-20 | 40-100 | 6-7 | 25-35 |
| 0,8 | 0,8-2,5 | 17-25 | 50-180 | 7-12 | 22-32 |
| 1 | 1,0-4,0 | 18-28 | 60-250 | 8-16 | 20-30 |
| 1,2 | 1,5-8,0 | 18-32 | 70-350 | 9-20 | 18-28 |
| 1,6 | 2,0-20 | 20-36 | 100-500 | 10-22 | 16-25 |
Настройка сварочного аппарата при использовании проволоки с определённым диаметром
Диаметр проволоки, ммНапряжение между электродом и участком сварки, ВСварочный ток (диапазон в А)Расстояние в мм от области сварки до сопла горелкиВылет электрода в мм
| 0,6 | 16-20 | 40-100 | От 5 до 15 | От 6 до 10 |
| 0,8 | 17-25 | 50-180 | От 5 до 15 | От 8 до 12 |
| 1 | 18-28 | 60-250 | От 8 до 18 | От 8 до 14 |
| 1,2 | 18-32 | 70-350 | От 8 до 16 | От 10 до 15 |
| 1,6 | 20-36 | 100-500 | От 15 до 25 | От 14 до 25 |
Стандартно сварочный аппарат такого типа комплектуется для работы со стальными проволоками, приведённых выше типоразмеров. Но если предполагается сварка алюминиевых изделий в аргоновой среде, то используют особые механизмы подачи, рассчитанные на относительно большой диаметр проволоки и невысокую прочность.
Для равномерного продвижения, наконечники покрывают изнутри тефлоном, иными материалами, обеспечивающими низкий коэффициент трения.
Проволока порошкового типа содержит специальные присадки. При образовании электрической дуги и высокой температуры они испаряются, создают защитную среду в рабочей зоне сварки. Это решение позволяет не пользоваться инертным газом. С его помощью можно отказаться от тяжёлых баллонов, устранить заботы и затраты, сопряжённые с применением этих ёмкостей. Их необходимо перевозить и хранить в особых условиях, соблюдать дополнительные меры безопасности при работе. Понадобится потратить время и деньги на процедуру переаттестации.
Виды проволок с наполнителями
Порошковые проволоки создают менее надёжную и равномерную защиту. Они быстро загрязняют атмосферу вредными соединениями, поэтому применение их в закрытых помещениях ограничено.
Сварка с помощью полуавтомата
Эта технология существенно отличается при работе с разными металлами, формой и толщиной деталей. Далее приведён алгоритм основных действий и особенности, которые опытные мастера учитывают в процессе сварки алюминиевых изделий.
Как выглядит сварка полуавтоматом
Этот металл отличается низкой плотностью, небольшой прочностью, высокой электро-, и теплопроводностью. Он плавится при + 660 °С, а плёнка окислов, которая очень быстро образуется на поверхности – при температуре выше + 2000 °С. Приведённые данные определяют основные условия для качественной сварки:
- При высоких показателях теплопроводности необходимо использовать большой ток и малое расстояние от электрода до соединяемых изделий. Это способен обеспечить сварочный инверторный полуавтомат.
- Такой аппарат пригодится для точной установки оптимальной силы тока, ведь алюминиевые детали можно быстро прожечь.
- Даже опытный специалист не сможет сделать так, чтобы на сварном шве не образовался кратер. Для устранения таких дефектов также хорошо подходит полуавтомат.
Сварку алюминиевых деталей выполняют следующим образом:
- Обеспечивают отсутствие в атмосфере помещения загрязнений, поддерживают температуру воздуха в диапазоне от + 18°С до + 22°С при влажности не более 65-70%.
- Удаляют механически и с помощью специальных химических препаратов окислы, жиры и другие загрязнения с поверхностей.
- Защитную среду создают газом – аргоном. Выбирают проволоку и устанавливают режимы, которые соответствуют параметрам соединяемых элементов.
- При выполнении работ используют маску, рукавицы, иные средства индивидуальной защиты.
Видео. Тест полуавтоматов
Современные полуавтоматы настраивать проще. В них есть блоки управления со встроенными разными режимами работы. После ввода исходных данных, будет задана оптимальная сила тока, иные параметры. Тем не менее, многое зависит от мастерства исполнителя. Именно поэтому для получения качественного и надёжного соединения сваркой нужен не только наиболее совершённый аппарат, но и тренировки, которые помогут накопить необходимый практический опыт.
elquanta.ru
Подающий механизм ПДГО-510А
| Подающие механизмы ПДГО-510А-1, ПДГО-510А-2, в отличие от ПДГО-510-6, работают в комплекте с блоком с ШИМ — управлением типа БУСП-2К — 24 В, его модификациями или аналогичными блоками управления. Полуавтомат ПДГО-510А-1 имеет повышенное усилие проталкивания сварочной проволоки на малых скоростях, за счет использования двигателя повышенной мощности, что важно при сварке проволоками большого диаметра, более 1,6 мм. Подающие механизмы ПДГО-510А-1, ПДГО-510А-2, в отличие от ПДГО-510-6, работают в комплекте с блоком с ШИМ — управлением типа БУСП-2К — 24 В, его модификациями или аналогичными блоками управления. Подробнее: |
В каких случаях используется сварочный полуавтомат
Практика показывает, что полуавтомат лучше использовать в тех случаях, когда требуется получить точные и аккуратные соединения деталей, изготовленных из сталей. При помощи такого оборудования, которое при желании можно изготовить своими руками, выполняют сварные соединения тонкого металла, что очень актуально при ремонте кузова автотранспортного средства.
Научиться работать на таком аппарате тоже несложно: в этом помогут уроки, взятые у квалифицированных специалистов, или обучающее видео.
Подающий механизм ПДГО-510Т
| Подающий механизм ПДГО-510Т полузакрытого типа. ПДГО-510Т предназначен для работы с выпрямителями типа ВД-506ДК. Внутри подающего механизма установлен 4-х роликовый редукторный привод CWF 5110, электромагнитный клапан, плата управления сварочным циклом, плата обратной связи по напряжению на двигателе подачи сварочной проволоки и газовый тракт. Внутри корпуса подающего механизма установлены регулировочные резисторы для регулировки времени продувки газа до и после сварки, вылета сварочной проволоки. Органы управления сварочным режимом расположены на лицевой панели (резисторы регулировки скорости подачи сварочной проволоки и напряжения на дуге). Подробнее: |
Устройство и настройка механизма подачи проволоки в полуавтомат
Сварочные полуавтоматы — удобный и распространенный вид сварочной техники. Производительность сварки полуавтоматом зависит от правильной регулировки всех его технологических параметров, в том числе и режима подачи сварочной проволоки. Эту функцию выполняет специальный механизм подачи проволоки для полуавтомата. Современные конструкции позволяют регулировать скорость в диапазоне 50-600 мм/с.
Конструктивные варианты
Исходными требованиями к рассматриваемому узлу является его универсальность, сравнительно быстрая переналаживаемость, возможность работы с проволокой различного диаметра, компактность и возможность управлять скоростью перемещения проволоки к зоне сварки.
Типовая конструкция данного узла включает в себя:
- Катушку, на которой устанавливается кассета с исходным материалом.
- Приводной асинхронный трехфазный двигатель переменного тока, который рассчитывается на работу со сравнительно небольшим рабочим напряжением (не выше 36 В).
- Многоступенчатый червячный редуктор, при помощи которого можно изменять скорость перемещения проволоки.
- Сменные зубчатые колеса, от которых получают вращение подающие ролики.
- Комплект подающих роликов, которые имеют возможность своего осевого регулирования под различный диаметр сварочной проволоки.
- Подающая втулка, которая, в зависимости от размещения узла, обеспечивает перемещение материала вне его корпуса.
- Опорная рама, на которой размещены все элементы данного узла. Рама может снабжаться транспортирующими колесиками.
- Блок предварительного натяжения проволоки (устанавливается до роликов).
Компоновка отдельных узлов, из которых состоит подача проволоки для полуавтомата, зависит от способа подачи проволоки. Она может быть тянущей, толкающей и смешанной.
Тянущий вариант предусматривается в том случае, когда мощности приводного электродвигателя недостаточно для того, чтобы протягивать проволоку роликами с максимально требуемой скоростью. Для этого механизм протягивания размещается в ручке сварочной горелки. Это хоть и утяжеляет саму горелку, но способствует более равномерной скорости перемещения, что особенно важно для обеспечения повышенного качества сварного шва и стабильности его габаритных размеров. Для того, чтобы рука сварщика не уставала, предусматривается специальная подставка. Вследствие этого такая конструкция менее распространена, поскольку рассчитана в основном на сварщиков-профессионалов.
При толкающем варианте все подвижные детали располагаются в корпусе самого узла, а точное направление обеспечивается соответствующей регулировкой направляющей втулки, которая располагается после приводных роликов. Такая компоновка требует, чтобы узел подачи располагался рядом с рабочим местом сварщика. В случае возникновения каких-либо проблем с данным механизмом сварка прервется, что неизбежно отразится на ее качестве. Поэтому толкающая подача более требовательна к надежности действия приводного электродвигателя.
Комбинированная подача, когда в узле имеется и толкающий, и тянущий приводы, наиболее безопасна: при возникновении проблем внутри корпуса перемещение продолжится автономным устройством, которое смонтировано в сварочной горелке. Тем не менее такая схема отличается наибольшей сложностью, а потому применяется вынужденно: например, при значительных расстояниях между полуавтоматом и механизмом подачи. Тянуще-толкающей подачей оснащаются наиболее мощные типоразмеры сварочных полуавтоматов.
Таким образом, выбор наиболее подходящей схемы механизма подачи сварочной проволоки для полуавтомата зависит от условий сварки и квалификации работающего.
Как производится настройка узла
Операции предварительной регулировки значительно облегчаются, если сварочный полуавтомат оснащен блоком электронного управления. В этом случае изменение скорости перемещения сварочной проволоки может производиться при помощи так называемого пропорционального управления, когда интенсивность нажатия на управляющую кнопку замедляет или ускоряет вращение подающих роликов.
Происходит это следующим образом. Асинхронный двигатель может изменять скорость вращения ротора несколькими способами:
- Увеличением скольжения ротора. Способ имеет существенный недостаток — повышенные потери мощности с последующим перегревом двигателя. Поэтому он пригоден только при кратковременном режиме управления и с проволокой малых диаметров, когда усилие подачи значительно меньше, чем крутящий момент, который развивает электродвигатель;
- Включением в цепь ротора дополнительных резисторов, которые замедлят его вращение. В этом случае регулировка производится только ступенчато, а габаритные размеры устройства увеличиваются, что не всегда приемлемо;
- Изменением напряжения на статоре, которое выполняется специальным электронным регулятором напряжения. Такой способ наиболее современен — практически отсутствуют электрические потери, а двигатель не перегружается, но и стоимость механизма в этом случае будет наибольшей.
Пропорциональное управление, кроме того, позволяет включать регулятор напряжения постепенно. Из-за этого скорость роликов будет изменяться плавно, а тормозной момент от инерции подаваемого материала оказывается минимальным. Как следствие, прорыв проволоки практически исключается.
Кроме регулировки скорости вращения роликов, современные механизмы подачи сварочной проволоки позволяют управлять и иными параметрами. Например, усилием прижима проволоки роликами.
Плавность подачи обеспечивается за счет увеличения количества подающих роликов. Обычно их пять: два ролика (прижимные) располагаются вверху, а остальные (подающие) располагаются ниже оси подачи проволоки. Исходный зазор между верхними и нижними роликами должен быть равен толщине проволоки: только в этом случае фрикционный захват будет надежным. Однако сварочная проволока в большинстве случаев изготавливается из мягкой, малоуглеродистой стали, которая пластически деформируется, а омедненная проволока, кроме того, еще и уменьшает коэффициент трения. Поэтому перед первым включением устройства передний торец проволоки заостряют, и в таком состоянии вводят в зазор, после чего ролики сдвигают на расстояние, которое гарантированно обеспечит надежный прижим материала к рабочим поверхностям роликов.
Последним этапом регулировки является регулировка натяжения сварочной проволоки, разматываемой с кассеты. Она выполняется при помощи накидной гайки, которая предусматривается на корпусе механизма подачи.
В комплект рассмотренного узла входят также сменные пары зубчатых колес, при помощи которых производится переналадка механизма под другой диаметр проволоки.
Таким образом, наладка узла подачи выполняется в результате последовательной настройки скорости вращения ротора электродвигателя, усилия прижима роликов к материалу и изменения размеров подающих роликов.
wikimetall.ru
Подающий механизм ПДГО-511
| Подающий механизм закрытого типа ПДГО-511 предназначен для полуавтоматической сварки сплошной и порошковой проволокой на постоянном токе в среде защитных газов в комплекте с источниками для МИГ/МАГ сварки. Подающий механизм состоит из двух блоков рамной конструкции и стандартной 15-кг кассеты, закрытой кожухом. Подающий механизм ПДГО-511 предназначен для работы в тяжелых условиях труда с выпрямителями типа ВД-306ДК, ВД-506ДК, ВДУ-506С-4 и другими имеющими жесткую или комбинированную характеристику. Внутри нижнего блока подающего механизма установлен 2-х роликовый редукторный привод с прижимным регулировочным устройством, электромагнитный клапан и газовый тракт. В верхнем блоке располагается плата управления сварочным процессом и органы управления процессом. Подробнее: |
Принцип действия
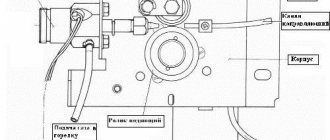
Ординарный механизм подачи состоит из электродвигателя постоянного тока, понижающего редуктора, прижимного и ведущего ролика, направляющего и входного каналов. Кроме этого имеется рычаг с пружиной и винт, выполняющий роль регулятора прижимного усилия.
При подаче напряжения на электродвигатель, его вал начинает вращаться с определенной скоростью. На одном валу с электродвигателем находится редуктор, который понижает количество оборотов до необходимого числа.
Выходной вал редуктора вращает толкающий/тянущий ролик, тот в свою очередь тянет за собой сварочную проволоку, прижатую к нему вторым роликом. Для устранения проскальзывания имеется регулировочный винт, который воздействует на прижимную пружину. Она необходима для более мягкого и постоянного воздействия на ролик.
Подающий механизм в сварочном полуавтомате может иметь отдельный блок регулировки, запускаемый с кнопки на рукоятке горелки. Некоторые модели имеют сменные втулки на направляющих каналах.
Это позволяет переналаживать оборудование под различные диаметры проволоки. Кроме этого, механизмы имеют в своей конструкции клапан и фитинг для подключения горелок с водяным охлаждением.
Часть четырехроликовых устройств имеют дополнительную пару роликов перед подающим блоком. Их задача заключается в выравнивании присадки. Обычно их применяют в случае применения порошковой проволоки толщиной от 0,8 мм до 4 мм.
Подающий механизм А-547У
| Подающий механизм А-547У предназначен для сварки изделий из стали стальной проволокой в среде защитных газов на постоянном токе. Полуавтомат состоит из подающего механизмаА-547, шкафа управления полуавтоматом и выпрямителя ВС-300Б. Подающий механизм А-547У закрытого типа без платы управления. Схема управления смонтирована в отдельном шкафу. В подающем механизме А-547У установлен 2-х роликовый редукторный привод, кассета для сварочной проволоки, тормозное устройство и электромагнитный клапан, резистор регулировки скорости подачи сварочной проволоки. Подробнее: |
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Качественно сделанный своими руками полуавтомат будет долго и надежно служить своему хозяину, а если у вас есть опыт изготовления сварочного полуавтомата своими руками — обязательно делитесь им в комментариях к данной статье.
Сварочное устройство-полуавтомат для бытовых нужд может быть приобретено в уже готовом к применению виде либо полностью собрано своими руками. Самодельный полуавтомат обойдётся исполнителю намного дешевле, но для его сборки потребуются определенные навыки работы с электротехническим оборудованием. Внешний вид такого сварного устройства представлен на размещённом ниже рисунке.
Всем желающим сделать полуавтомат из инвертора своими руками рекомендуем сначала ознакомиться с устройством этого агрегата и особенностями функционирования входящих в его состав модулей.
Универсальная тележка для подающего механизма
| Универсальная тележка для подающий механизмов ПДГ-401, ПДГО-508С, ПДГО-510, ПДГО-510Т, ПДГО-601С. Тележка предназначена для транспортировки подающего механизма в цеховых условиях. Тележка оборудована универсальным размотчиком для размещения бухты сварочной проволоки весом до 50 кг. Подробнее: |
- Подающий механизм ПДГ-312-5
- Подающий механизм ПДГ-322
- Подающий механизм ПДГ-401
- Подающий механизм ПДГ-421
- Подающий механизм ПДГО-510
- Подающий механизм ПДГО-510А
- Подающий механизм ПДГО-510Т
- Подающий механизм ПДГО-511
- Подающий механизм А-547У
- Подающий механизм ПДГО-601
- Подающий механизм ПДГО-602
- Подающий механизм ПДГО-603
- Универсальная тележка для подающего механизма
- Подающий механизм ПДГО-518