Для производства монтажных, погрузочно-разгрузочных работ и транспортировки грузов используются специальные приспособления, в комплектацию которых входит рым-болт ГОСТ 4751–73 с проушиной для фиксации цепей, строп, талрепов, монтажных скоб, канатов или тросов. Конструкция, способ изготовления, условия эксплуатации и размерные параметры метиза определены государственным стандартом.
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
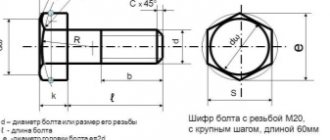
1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1.
Таблица 1
Размеры в мм
| Условное обозначение резьбы d | Применяемость | D1 | d2 | d3 | d4 | b | h | h1 | l | l 1, не менее | r | r1 | Масса 1 шт., кг |
| М8 | 36 | 20 | 8 | 20 | 10 | 12 | 6 | 18 | 12 | 2 | 4 | 0,05 | |
| М10 | 45 | 25 | 10 | 25 | 12 | 16 | 8 | 21 | 15 | 0,12 | |||
| М12 | 54 | 30 | 12 | 30 | 14 | 18 | 10 | 25 | 19 | 6 | 0,19 | ||
| М16 | 63 | 35 | 14 | 36 | 16 | 20 | 12 | 32 | 25 | 0,31 | |||
| М20 | 72 | 40 | 16 | 40 | 19 | 24 | 14 | 38 | 29 | 3 | 8 | 0,50 | |
| М24 | 90 | 50 | 20 | 50 | 24 | 29 | 16 | 45 | 35 | 12 | 0,87 | ||
| М30 | 108 | 60 | 24 | 63 | 28 | 37 | 18 | 55 | 44 | 15 | 1,58 | ||
| М36 | 126 | 70 | 28 | 75 | 32 | 43 | 22 | 63 | 51 | 4 | 18 | 2,43 | |
| М42 | 144 | 80 | 32 | 85 | 38 | 50 | 25 | 72 | 58 | 20 | 3,72 | ||
| М48 | 162 | 90 | 36 | 95 | 42 | 52 | 30 | 82 | 68 | 22 | 5,54 | ||
| М56 | 180 | 100 | 40 | 105 | 48 | 60 | 34 | 95 | 78 | 5 | 25 | 8,09 | |
| М64 | 198 | 110 | 44 | 115 | 52 | 65 | 40 | 110 | 93 | 10,95 | |||
| М72×6 | 234 | 130 | 52 | 135 | 62 | 75 | 45 | 115 | 98 | 35 | 18,54 | ||
| М80×6 | 270 | 150 | 60 | 160 | 70 | 88 | 50 | 125 | 108 | 25,40 | |||
| М100×6 | 324 | 180 | 72 | 190 | 85 | 105 | 60 | 150 | 133 | 40 | 43,82 |
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой M100×6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М100×6.019 ГОСТ 4751-73
(Измененная редакция, Изм. № 1, 2).
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Таблица 2
| Условное обозначение резьбы | Грузоподъемность на 1 рым-болт, кг, + | ||
| при направлении строп | |||
| по вертикальной оси рым-болта | под углом 45º от вертикальной оси рым-болта | ||
| в плоскости кольца | с отклонением от плоскости кольца | ||
| М8 | 120 | 80 | 40 |
| М10 | 200 | 125 | 65 |
| М12 | 300 | 175 | 90 |
| М16 | 550 | 250 | 125 |
| М20 | 850 | 325 | 150 |
| М24 | 1250 | 500 | 250 |
| М30 | 2000 | 700 | 350 |
| М36 | 3000 | 1000 | 500 |
| М42 | 4000 | 1300 | 650 |
| М48 | 5000 | 1650 | 800 |
| М56 | 6200 | 2000 | 1000 |
| М64 | 7500 | 2500 | 1250 |
| М72×6 | 10000 | 3500 | 1750 |
| М80×6 | 14000 | 4500 | 2250 |
| М100×б | 20000 | 6500 | 3250 |
Примечания:
1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8-M12;
— не более половины шага резьбы — под рым-болты с резьбой свыше M12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.
Конструктивные особенности соответственно государственному стандарту
Подробная документация по ГОСТ 4751-13 В предназначенном для регламентирования производства рым-болтов ГОСТе четко прописаны все условия, которым должны соответствовать изготовленные метизы. Они классифицируются по разным критериям:
- размеру проушины;
- диаметру резьбового стержня;
- виду крепления.
К производству болтов с проушиной предъявляются особо жесткие требования. Они должны изготавливаться в строгом соответствии с размерами, прописанными в государственном стандарте:
| Номинальный диаметр резьбы | Диаметр буртика, мм | Внешний диаметр кольца, мм | Внутренний диаметр кольца, мм | Высота буртика, мм | Масса 1 шт., кг |
| М8 | 0,05 | ||||
| М10 | 0,12 | ||||
| М12 | 0,19 | ||||
| М16 | 0,31 | ||||
| М20 | 0,5 | ||||
| М24 | 0,87 | ||||
| М30 | 1,58 | ||||
| М36 | 2,43 | ||||
| М42 | 3,72 | ||||
| М48 | 5,54 | ||||
| М56 | 8,09 | ||||
| М64 | 10,95 | ||||
| М72 х 6 | 18,54 | ||||
| М80 х 6 | 25,4 | ||||
| М100 х6 | 43,82 |
Конструкция должна не только соответствовать критериям, но и изготавливаться строго по чертежам, прорисованным в стандарте. Любое отклонение от нормы недопустимо, так же как наличие на изделиях сколов, лопин, надрезов резьбы стержня, заусенцев. Посадочное отверстие тоже должно быть без повреждений, а размер совпадать. Дополнительно обязательно контролируется твердость и надежность крепежа.
Высокопрочные крепежи, изготовленные по ГОСТ 4751-73, имеют характерную форму, которая отличает их от других изделий. Рым-болты имеют конструкцию в виде хвостовика с наружной резьбой и металлического кольца. Крепежи изготовляются из нержавеющей и углеродистой стали.
Дополнительное покрытие методом оцинкования помогает улучшить эксплуатационные характеристики болтов и предотвратить коррозию. Высокопрочный рым-болт с буртиком и кольцом имеет метрическую полную резьбу. Ее номинальный диаметр составляет от 6 до 100 мм, имеет поле допуска резьбы 8g.
Наиболее распространенные в употреблении крепежи с диаметром 48 мм.
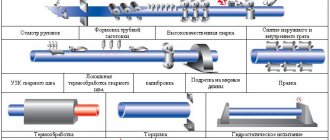
Крепежи по ГОСТ 4751-73 производятся из стали (углеродистой марок 20 и 25, нержавеющей) методами штамповки либо ковки. Стандартно выпускаются в необработанном виде.
По желанию заказчика, с учетом эксплуатационных условий, могут дополнительно пройти обработку техниками термодиффузионного цинкования или гальванической оцинковки.
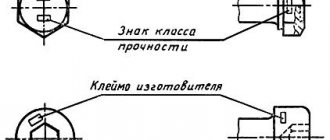
Рым-болты выпускаются с маркировкой, которая содержит товарный знак производителя, обозначение резьбы, регламентирующий стандарт (ГОСТ 4751-73).
В ней указываются условные обозначения, количество изготовленных крепежей и результаты контрольных испытаний.
Особенности эксплуатации рым-болтов с проушиной по ГОСТ 4751-73
Данный тип крепежей используется для подъема машинных узлов и тяжелых деталей. Они удобны при сборке-разборке конструкций и транспортировке. Благодаря наличию особого кольца вместо головки, процесс захвата агрегатов и деталей значительно облегчается.
Рым-болт, болт с проушиной, болт с кольцом по ГОСТ 4751-73 также используется при создании такелажных устройств, приспособлений негрузового и грузового назначения, монтажных работах.
Крепежи предназначены не только для подъема и опускания изделий, но и для удержания их на весу.
Стандарт ГОСТ 4751-73 устанавливает разные уровни грузоподъемности крепежей.
Они, в первую очередь, зависят от расположения стропа относительно плоскости кольца и его направления по отношению к вертикальной оси.
Если вертикальная ось изделия и направление стропа совпадают, рым-болт имеет максимальную грузоподъемность. В случае отклонений в вышеуказанных показателях грузоподъемность уменьшается.
К рым-болтам предъявляются особые требования насчет механических свойств. Недопустим какой-либо брак (сколы, трещины, заусенцы, надрезы на хвостовике, пр.). Дополнительно проверяются твердость крепежей и перпендикулярность оси резьбы по отношению к опорной плоскости. Размер посадочного гнезда и его конструкция должны быть без надломов и других дефектов.
Рым-болт, болт с проушиной, болт с кольцом по ГОСТ 4751-73 имеет особенное техническое исполнение и строгое целевое назначение. С его помощью легко перемещать различные детали, подцепив их на подъемный крюк. Исходя их этого, рым-болты по праву называют монтажными. Они широко применяются в строительстве, на производстве и даже в быту.
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050-88 штамповкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505-89, класс точности — II, степень сложности — С3.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм.
№ 1).
2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п. 2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Таблица 3
| Марка стали | Твердость НВ рым-болтов с размером резьбы | |
| от М8 до М64 | от М72×6 до М100×6 | |
| 20 | 105-149 | 95-121 |
| 25 | 134-187 | 105-149 |
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549-80. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d
на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до M16;
0,05 мм — для рым-болтов с резьбой от М20 до М100×6.
2.13. Допуск симметричности оси резьбы d
относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм — для рым-болтов с резьбой от М16 до М48;
Т 4 мм — для рым-болтов с резьбой от М56 до M100×6.
2.12 — 2.13. (Измененная редакция, Изм.
№ 2).
2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5 %.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий — по ГОСТ 1759.0-87.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301-86.
(Измененная редакция, Изм. № 1).
Сфера применения и особенности
Благодаря очень простой конструкции, изделие рым—болт получило широкое распространение в различных отраслях промышленности. Оснастка считается универсальной, её можно применять для нескольких технологических операций:
Такое крепление монтируется на различные виды оборудования, грузоподъёмность приспособления зависит от угла наклона болта. Если учесть типоразмер изделия и угол каната относительно оси, его грузоподъёмность будет находиться в диапазоне 30—20000 кг. Запрещается поднимать груз, если угол отклонения от вертикали превышает 45 градусов.
Профессионалы рекомендуют выполнять поднятие груза относительно плоскости оси болты. Такой крепёж считается самым надёжным и безопасным.
Действующий ГОСТ классифицирует болты по нескольким основным параметрам:
- Диаметр резьбы.
- Размер кольца.
- Вид крепления — жёсткое, подвижное.
Когда кольцо свободно вращается на стержне, говорят о подвижном соединении. Иногда вместо кольца устанавливают крюк. Он облегчает захватывание груза, а также его последующее удержание.
Рым—болты изготавливаются в полном соответствии с ГОСТ 4751–73 . В нём предъявляются конкретные требования к таким деталям:
- Наличие сертификата.
- Грузоподъёмность.
- Твёрдость — 105—149 НВ.
- Отсутствие окалины.
Методика производства приспособления
Обычно изделия изготавливаются обыкновенной штамповкой. Иногда рым—болты куются. Категорически запрещается пайка такой оснастки. Стальные болты, сделанные из СТ 25 должны обладать твёрдостью 105—149 НВ.
Когда проводится контроль прочности детали, даётся нагрузка, превышающая установленную ГОСТом в несколько раз. Не допускается появление трещин и вытянутостей. На поверхности резьбы не разрешается наличие вмятин, заусенцев, появление повреждённых ниток.
Завод, выпускающий болты, обязан подвергать их жёсткому контролю качества. Любая партия должна обязательно подвергаться испытаниям, полученные характеристики должны соответствовать указанным в стандарте.
На дужке болта делается маркировка, состоящая из нескольких обозначений:
- Параметры резьбы.
- Товарный знак предприятия.
Готовые изделия упаковываются в деревянные ящики. На дно укладывается плотная бумага. В каждый ящик кладется только одна партия с одинаковыми параметрами. Вес такой упаковки не должен превышать 60 кг. В коробку вкладывается сопроводительный лист, в котором указывается:
- Наименование детали.
- Количество.
- Результат испытания.
- Качество.
Каждая упаковка обязательно маркируется. Согласно требованиям техники безопасности, если болты используются на морских судах, то перед началом эксплуатации все детали проверяются на наличие коррозии и возможных дефектов.
Если поверхность детали покрыта коррозией, это может стать причиной очень серьёзных негативных последствий. Ведь на кораблях приходится поднимать, а также заниматься транспортировкой тяжёлых грузов. Поэтому от надёжности болта очень многое зависит.
Разновидности оснастки для подъёма грузов
Сегодня рым-крепление используется для изготовления нестандартных систем, механизмов, позволяющих быстро транспортировать грузы. Большой спрос на нестандартные изделия, особенно при строительстве зданий, вынудил изготовителей разрабатывать нестандартные типы болтов.
В настоящее время можно приобрести изделие, оборудованное вертлюгом. Этот шарнир предотвращает любое вращение детали. Приспособление применяется для погрузки:
- Небольших, лёгких деталей.
- Грузов, имеющих удлинённые кольца.
- Нестандартных ёмкостей.
Существуют также специальные приспособления для работы с тяжёлыми нестандартными конструкциями. Каждая новаторская система обязана быть изготовленной в соответствии с действующим стандартом. Никаких исключений не допускается. Эти конструкции предназначены для транспортировки и подъёма очень важных тяжёлых грузов, поэтому очень опасно использовать непроверенные детали.
ПРАВИЛА ПРИЕМКИ
3.1. Предприятие-изготовитель должно проводить приемо-сдаточные испытания рым-болтов. При приемо-сдаточных испытаниях рым-болты проверяют:
до механической обработки
— на соответствие требованиям п. 1.1 в части размеров, получаемых объемной штамповкой или ковкой и пп. 2.3, 2.4: в случае изготовления свободной ковкой в подкладных штампах — каждый рым-болт; в случае изготовления объемной штамповкой — 5 % от партии, но не менее 5 шт.;
— на соответствие требованиям пп. 2.5 и 2.6 каждый рым-болт;
— на соответствие требованиям п. 2.7 10 % от партии, но не менее 5 шт.; после механической обработки:
— на соответствие требованиям п. 1.1 (размеры l, l
1 и
h
l и
d
) пп. 2.8 — 2.14 каждый рым-болт;
— на соответствие требованиям п. 2.15 — по ГОСТ 9.301-86.
Примечание. Партия состоит из рым-болтов одного размера, изготовленных из стали одной марки, совместно прошедших термообработку.
(Измененная редакция, Изм.
№ 1).
3.2. При получении неудовлетворительных результатов испытаний рым-болтов хотя бы по одному из показателей проводят повторные испытания удвоенного числа образцов; взятых от той же партии, по полной программе. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
(Введен дополнительно, Изм. № 2).
МЕТОДЫ ИСПЫТАНИЙ
4.1. На соответствие требованиям п. 2.3 проверяют внешним осмотром без применения увеличительных приборов.
Допускается применение луп до трехкратного увеличения.
(Измененная редакция, Изм. № 2).
4.2. Твердость (п. 2.7) определяют по ГОСТ 9012-59 на образующей опорной части кольца.
4.3. Резьбу (п. 2.10) проверяют предельными калибрами.
4.4. Отклонение от перпендикулярности оси резьбового хвостовика к опорной поверхности кольца (п. 2.12) проверяют угловым шаблоном или щупом по просвету между опорной поверхностью кольца и торцевой поверхностью контрольного калибра.
4.5. Соответствие рым-болтов требованиям п. 2.4 проверяют испытанием на растяжение с выдержкой под нагрузкой в течение 10 мин.
Нагрузка должна быть приложена по оси стержня рым-болта.
Приложение нагрузки должно быть плавным, без рывков.
После снятия нагрузки в рым-болтах не должно быть остаточных деформаций, трещин и надрывов.
Отсутствие остаточных деформаций определяют контролем размеров по оси рым-болтов до и после испытания.
Отсутствие трещин и надрывов проверяют внешним осмотром с помощью лупы, имеющей не менее чем четырехкратное увеличение.
4.6. Толщину слоя покрытия (п. 2.15) проверяют на кольце рым-болта. Методы проверки качества и толщины покрытия — по ГОСТ 9.302-88.
4.7. (Исключен, Изм. № 2).
Сфера применения и особенности
Благодаря очень простой конструкции, изделие рым—болт получило широкое распространение в различных отраслях промышленности. Оснастка считается универсальной, её можно применять для нескольких технологических операций:
Такое крепление монтируется на различные виды оборудования, грузоподъёмность приспособления зависит от угла наклона болта. Если учесть типоразмер изделия и угол каната относительно оси, его грузоподъёмность будет находиться в диапазоне 30—20000 кг. Запрещается поднимать груз, если угол отклонения от вертикали превышает 45 градусов.
Профессионалы рекомендуют выполнять поднятие груза относительно плоскости оси болты. Такой крепёж считается самым надёжным и безопасным.
Действующий ГОСТ классифицирует болты по нескольким основным параметрам:
- Диаметр резьбы.
- Размер кольца.
- Вид крепления — жёсткое, подвижное.
Когда кольцо свободно вращается на стержне, говорят о подвижном соединении. Иногда вместо кольца устанавливают крюк. Он облегчает захватывание груза, а также его последующее удержание.
Рым—болты изготавливаются в полном соответствии с ГОСТ 4751–73 . В нём предъявляются конкретные требования к таким деталям:
- Наличие сертификата.
- Грузоподъёмность.
- Твёрдость — 105—149 НВ.
- Отсутствие окалины.
ПРИЛОЖЕНИЕ (Рекомендуемое)ГНЕЗДА ПОД РЫМ-БОЛТЫ
1. Конструкция и размеры гнезд под рым-болты в изделиях из черных металлов должны соответствовать указанным на чертеже и в таблице.
мм
| Условное обозначение резьбы d | d 1 | h | l , не менее | Условное обозначение резьбы d | d 1 | h | l , не менее |
| М8 | 13 | 5 | 19 | М42 | 52 | 14 | 74 |
| М10 | 15 | 6 | 22 | М48 | 60 | 84 | |
| М12 | 17 | 26 | М56 | 68 | 17 | 97 | |
| М16 | 22 | 7 | 33 | М64 | 75 | 112 | |
| М20 | 28 | 9 | 39 | М72×6 | 85 | 117 | |
| М24 | 32 | 10 | 47 | М80×6 | 95 | 127 | |
| М30 | 38 | 11 | 57 | М100×6 | 115 | 152 | |
| М36 | 45 | 12 | 65 |
(Измененная редакция, Изм.
№ 2, 4).
2. Резьба — по ГОСТ 24705 с полем допусков 7Н по ГОСТ 16093.
Резьба не должна иметь сорванных ниток.
3. Допуск перпендикулярности оси резьбы d
на длине 100 мм относительно опорной поверхности гнезда:
0,2 мм — для рым-болтов с резьбой от М8 до М16;
0,1 мм — для рым-болтов с резьбой от М20 до М100×6.
(Измененная редакция, Изм. № 2, 3).
4. Гнезда под рым-болты должны быть чистыми, без раковин и подрезов.
5. Размер опорной плоской поверхности гнезда, имеющий обозначение шероховатости Ra 12,5 мкм должен быть не менее диаметра опорной поверхности рым-болта.
(Измененная редакция, Изм.
№ 1, 4).
Виды стальных рым-креплений
Кроме прямого назначения крепления специальной конструкции также используются при формировании нестандартной грузоподъемной системы. Такими изделиями являются рым-болты с шарниром (вертлюгом), предотвращающим вращение груза с продольными кольцами или стержнями в момент подъема тяжелых, негабаритных и легких объектов.
Любая новаторская конструкция изготавливается по условиям государственного стандарта, обеспечивающего безопасность персонала и целостность груза. ТУ и ГОСТ в разных странах производителях отличаются, но основным показателем надежности изделия считается соответствие «Международному стандарту DIN 580», адаптированному к межгосударственному ГОСТу 4751−73. Все изделия должны иметь буквенно-цифровую маркировку и товарный знак производителя на дужке головки (М8, М16 и т. д. ).
Технические характеристики болтов формируются способом изготовления:
- Штамповка
- Ковка.
Готовое изделие подвергается обжигу при высокой температуре.
При маркировке используется метод:
- Штамповки
- Ударное нанесение.
Каждая партия изделий оснащается Сертификатом соответствия с логотипом завода изготовителя, номером партии, количеством креплений, результатом экспертизы. Упаковка продукции должна осуществляться послойно, с прокладкой промасленной бумагой между слоями.
ИНФОРМАЦИОННЫЕ ДАННЫЕ*
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 10.05.73 № 1169
2. Срок проверки — 1993 г., периодичность — 5 лет.
3. ВЗАМЕН ГОСТ 4751-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 9.014-78 | 5.6 |
| ГОСТ 9.301-86 | 2.15, 3.1 |
| ГОСТ 9.302-88 | 4.6 |
| ГОСТ 515-77 | 5.3 |
| ГОСТ 1050-88 | 2.1 |
| ГОСТ 1759.0-87 | 2.15 |
| ГОСТ 2991-85 | 5.3 |
| ГОСТ 7505-89 | 2.3 |
| ГОСТ 9012-59 | 4.2 |
| ГОСТ 10549-80 | 2.10 |
| ГОСТ 14192-96 | 5.8 |
| ГОСТ 15150-69 | Вводная часть |
| ГОСТ 16093-81 | 2, приложение |
| ГОСТ 24705-81 | 2, приложение |
5. Проверен в 1988 г. Ограничение срока действия снято Постановлением Госстандарта СССР от 16.12.88 № 4162
6. ПЕРЕИЗДАНИЕ (июнь 1998 г.) с Изменениями № 1, 2, 3, 4, утвержденными в мае 1979 г., январе 1983 г., декабре 1988 г., августе 1990 г. (ИУС 7-79, 5-83, 3-89, 11-90)
Переиздание (по состоянию на апрель 2008 г.)
* См. примечания ФГУП «СТАНДАРТИНФОРМ» (с. 8).
Фасовка, хранение, транспортировка
Стандарт предусматривает также правила фасовки крепежных изделий этого вида. Они послойно укладываются в деревянные ящики, дно и стены которых застилаются промасленной упаковочной бумагой. Масса брутто ящика с метизами не должна превышать 60 кг.
У каждой партии должны быть сопроводительные документы, включающие:
- маркировку завода-изготовителя;
- количество изделий в партии;
- условное обозначение;
- итоги тестовых проверок.
Логотип компании-изготовителя, масса в кг также наносится на каждую упаковку с метизами.