Масса сплошной детали
Главная > Вычисление масс > Масса сплошной детали
9.05.2013 // Владимир Трунов
Это странное название статьи объясняется только тем, что детали одной и той же формы могут быть как сплошными, так и полыми (т.е. следующая статья будет называться «Масса полой детали»).
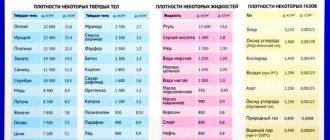
Тут самое время вспомнить, что масса тела — это его объем , умноженный на плотность его материала (см. таблицы плотностей): Объем сплошной детали — это… ее объем и больше ничего.
Примечание. В приведенных ниже формулах все размеры измеряются в миллиметрах, а плотность — в граммах на кубический сантиметр. Буквой обозначено отношение длины окружности к ее диаметру, составляющее примерно 3,14.
Рассмотрим несколько простых форм (более сложные, как вы помните, можно составить путем сложения или вычитания простых).
Масса параллелепипеда (бруска)
Объем параллелепипеда: , где — длина, — ширина, — высота. Тогда масса:
Масса цилиндра
Объем цилиндра: , где — диаметр основания, — высота цилиндра. Тогда масса:
Масса шара
Объем шара: , где — диаметр шара. Тогда масса:
Масса сегмента шара
Объем сегмента шара: , где — диаметр основания сегмента, — высота сегмента. Тогда масса:
Масса конуса
Объем любого конуса: , где — площадь основания, — высота конуса. Для круглого конуса: , где — диаметр основания, — высота конуса. Масса круглого конуса:
Масса усеченного конуса
Поскольку невозможно объять необъятное, рассмотрим только круглый усеченный конус. Его объем — это разность объемов двух вложенных конусов: с основаниями и : , где , . После никому не интересных алгебраических преобразований получаем: , где — диаметр большего основания, — диаметр меньшего основания, — высота усеченного конуса. Отсюда масса:
Масса пирамиды
Объем любой пирамиды равен одной трети произведения площади ее основания на высоту (то же самое, что и для конусов (часто мы не замечаем, насколько мироздание к нам благосклонно)): , где — площадь основания, — высота пирамиды. Для пирамиды с прямоугольным основанием: , где — ширина, — длина, — высота пирамиды. Тогда масса пирамиды:
Масса усеченной пирамиды
Рассмотрим усеченную пирамиду с прямоугольным основанием. Ее объем — это разность объемов двух подобных пирамид с основаниями и : , где , . Исчеркав половину тетрадного листа, получаем: , где , — ширина и длина большего основания, , — ширина и длина меньшего основания, — высота пирамиды. И, оставив в покое остальную половину листа, исходя из одних соображений симметрии, мы можем написать еще одну формулу, которая отличается от предыдущей только заменой W на L и наоборот. В чем разница между длиной и шириной? Только в том, что мы их так назвали. Назовем наоборот и получим: . Тогда масса усеченной прямоугольной пирамиды:
или
Для пирамиды с квадратным основанием (, ) формула выглядит проще:
вычисление массы
Масса кольца, звена
Введение к вычислению масс
Масса пластины
Похожие записи
Определение массы изделия и массы заготовок для его изготовления.
В условиях крупносерийного и массового производства рентабельнее горячая объемная штамповка, литье в кокиль и под давлением, в оболочковые формы и по выплавляемым моделям. Значительно сокращаются припуски на обработку, снижается трудоемкость изготовления деталей.
Б) Материалы и требования, предьявляемые к качеству деталей
Материал заготовки определяется назначением детали или изделия, их конструктивными формами, серийностью производства, техническим уровнем заготовительного производства и экономической целесообразности применения определенного способа изготовления заготовки.
До недавнего прошлого в машиностроении преобладали универсальные материалы, каждый из которых применяли при самых различных условиях работы. По мере расширения номенклатуры марок чугуна, стали и т.д., а также неметаллов, их начали выбирать в соответствии со специальными требованиями, предъявленными к работе детали. Материалы должны обладать необходимым запасом определенных технологических свойств: ковкостью, штампуемостью, жидкотекучестью, свариваемостью, обрабатываемостью.
Необходимым технологическим свойством для деформируемых материалов является технологическая пластичность. Чем ниже пластичность материала, тем сложнее получить качественную заготовку методом обработки металлов давлением, тем сложнее техпроцесс, тем выше себестоимость детали.
Особые требования к пластичности металлов предъявляются при холодной обработке металлов давлением: выдавливание, вытяжка, гибка, формовка.
Если материал обладает пониженными литейными свойствами – низкая жидкотекучесть, высокая склонность к поглощению газов и усадке и т.п., не рекомендуется заготовки из этого материала получать литьем в кокиль или под давлением, т.к. могут возникнуть литейные напряжения, корабления отливки, трещины. В таких случаях лучше применить оболочковое литье или литье в песчаноглинистые формы. Сплавы, склонные к повышенному поглощению газов нежелательно применять при литье под давлением; для центробежного литья исключено применение сплавов, склонных к ликвации.
Для ответственных ,тяжело нагруженных деталей, работающих в переменных нагрузках в качестве заготовок используют поковки, при этом значительно повышаются физико-механические свойства материала.
В) Размеры, масса и конфигурация детали
При конструировании изделий необходимо ориентироваться на определенный способ изготовления и предпочитать такие конструктивные формы и элементы деталей, которые наиболее полно соответствуют выбранному способу изготовления деталей, обеспечивая высокие показатели производительности, экономичности и точности.
Удельная стоимость отливок и поковок растет с уменьшением их массы, особенно резко при массе до 20 кг (т.к. трудоемкость формообразования определяют общей площадью поверхностей, подлежащих обработке).
Уменьшение материалоемкости изделия – основной фактор повышения экономичности машиностроительного производства. Затраты на материалы составляют от 20 до 65% себестоимости детали.
Обработку резанием нужно применять как можно меньше, она оправдана при выполнении небольшого объема работ и отделочных операций, а также для повышения качества поверхностей и точности размеров.
Для многих способов литья размеры отливки ограничены техническими возможностями оборудования, поэтому размеры деталей при выборе способа получения заготовок играют решающую роль.
Г)Качество поверхности заготовок, обеспечение заданной точности.
Использование точных прецизионных способов получения заготовок обеспечивает достаточную чистоту поверхности и высокую точность заготовок. Так совершенствование процессов ковки и штамповки позволяет получать заготовки, параметры шероховатости поверхности и точность размеров которых соответствует достигаемым при механической обработке, а в отдельных случаях при финишных операциях (при полировании).
Специальные виды штамповки (калибровка, холодное выдавливание) обеспечивают получение готовых деталей (заклепки, гайки, болты) и деталей машин, пригодных для сборки без дополнительной обработки резанием. Большинство специальных видов литья ( литье в кокиль, в оболочковые формы, под давлением, по выплавляемым моделям, жидкая штамповка и др.) позволяют получить достаточно точные отливки с точностью размеров до 12-15 квалитета и параметром шероховатости Rа = 6,3 – 3,2 мкм.
Д) Возможности имеющегося оборудования
Возможности имеющегося оборудования следует учитывать при изготовлении заготовок центробежным литьем, литьем под давлением, горячей объемной штамповкой и др. Особенно необходимо учитывать возможности оборудования при выборе способа получения заготовок обработкой металлов давлением. Наличие в кузнечном цехе ротационно-ковочных машин позволяет получать ступенчатую заготовку практически без механической обработки; такого же эффекта можно добиться при наличии механических прессов двойного действия или гидравлических много ступенчатых прессов, предназначенных для штамповки деталей в разъемных матрицах. При наличии чеканочных прессов после горячей объемной штамповки можно использовать чеканку (калибровку) как отделочную операцию, что позволит значительно уменьшить припуск на механическую обработку.
Пример. Выбрать заготовку для детали типа фланец с отверстием из стали 40ХЛ, масса готовой детали – 25 кг, большинство поверхностей с шероховатостью Rа = 10 – 2,5мкм, точность размеров 13-14 квалитет. Годовая программа выпуска – 50 000шт.
В данном случае это литье, т.к. задана литейная марка стали. Определяем способ литья. Т.к. масса детали – 25кг, годовая программа выпуска — 50000шт, производство – массовое. Здесь целесообразно использовать специальные способы литья, обеспечивающие заданную точность, шероховатость, размеры. Это литье в кокиль, в оболочковые формы, по выплавляемым моделям и под давлением. Литье под давлением исключаем – не нашел широкого применения при литье стальных заготовок из-за низкой стойкости литейной оснастки. По той же причине нежелательно литье в кокиль ( стойкость кокиля не превышает 500 шт.)
Литье по выплавляемым моделям дорого и трудоемко, его применяют в тех случаях, когда нельзя получить заготовку другими способами. Значит, остается литье в оболочковые формы.
Эта методика выбора очень не точна, поэтому необходим технико-экономический сравнительный анализ выбора заготовки.
⇐ Предыдущая2Следующая ⇒
Рекомендуемые страницы:
Расчет массы медного цилиндра
Рассмотрим простую задачу. Необходимо найти массу цилиндра, сделанного из меди. Для определенности пусть цилиндр имеет диаметр 20 см и высоту 10 см.
Перед тем как приступать к решению задачи, следует разобраться с исходными данными. Радиус цилиндра равен половине его диаметра, значит r = 20/2 = 10 см, высота же составляет h = 10 см. Поскольку рассматриваемый в задаче цилиндр сделан из меди, то, обращаясь к справочным данным, выписываем значение плотности этого материала: ρ = 8,96 г/см3 (для температуры 20 °C).
Теперь можно приступать к решению задачи. Для начала рассчитаем объем: V =pi*r2*h = 3,14*(10)2*10 = 3140 см3. Тогда масса цилиндра будет равна: m = ρ*V = 8,96 * 3140 = 28134 грамм или приблизительно 28 килограмм.
Следует обратить внимание на размерность единиц во время их использования в соответствующих формулах. Так, в задаче все параметры были представлены в сантиметрах и граммах.
Что такое переводной коэффициент
Усложним задачу. Предположим, вам надо купить лист из цветного металла. Воспользуемся переводным коэффициентом, который представляет собой отношение плотности конкретного металла или сплава к усреднённому значению плотности стали. Путём умножения веса стального изделия определённого сортамента и размера на коэффициент нужного металла или сплава получаем вес детали.
| Наименование металла или сплава | Коэффициент |
| Алюминий | 0,34 |
| Медь | 1,14 |
| Латунь ЛС59 | 1,08 |
| Бронза ОЦС 5-5-5 | 1,12 |
| Чугун серый | 0,9 |
Пример – рассчитаем массу бронзового листа толщиной 2 мм и площадью 2 м2.
7,85х2х2х1,12 = 35,2 кг
Внимание! Этот же простой алгоритм можно применять и для неметаллических листовых материалов, для которых также существуют переводные коэффициенты. Например, для резины – 0,17-0,23, органического стекла – 0,15, капролона – 0,15, текстолита – 0,18, резины – 0,17-0,23.
Калькуляторы расчёта веса металла
Если у вас есть доступ к интернету – расчёты массы металлопроката не составляют никакого труда. Калькулятором металла можно пользоваться в режиме он-лайн или скачать его на компьютер.
Как выполняется расчёт:
- В списке выбирают тип металлопроката.
- Заполняют данные в размерности, указанной в программе.
- Нажимают кнопку расчёта.
- В калькуляторах также обычно указывают массу погонного метра конкретного сортамента и количество метров в тонне.
Внимание! Все данные, предоставляемые металлокалькуляторами, основаны на ГОСТ. При отсутствии табличных величин масса рассчитывается по геометрическим формулам с поправкой на особенности изготовления данных изделий. При стандартных подсчётах плотность стали принимается равной 7 850 кг/м3.
Реальная масса металлопроката практически всегда отличается от теоретической.
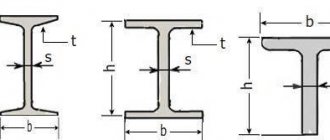
Как рассчитать массу равнополочного уголка, швеллера, двутавра
Масса метра погонного углового металлопроката зависит от ширины и толщины полок.
Внимание! Рассчитанный по геометрической формуле или определённый по таблице вес уголка может сильно отличаться от фактического. Это связано с тем, что некоторые производители в целях удешевления продукции снижают толщину полки уголка в местах, где не предусматриваются проверочные замеры. Такая разница может значительно превышать допуски, предусмотренные ГОСТом.
Вес погонного метра наиболее распространённого сортамента равнополочного уголка
| Ширина полки, мм | Толщина полки, мм | Вес 1 м уголка, кг | Ширина полки, мм | Толщина полки, мм | Вес 1 м уголка, кг |
| 20 | 3 | 0,89 | 40 | 3 | 1,85 |
| 20 | 4 | 1,15 | 40 | 4 | 2,42 |
| 25 | 3 | 1,12 | 45 | 3 | 2,08 |
| 25 | 4 | 1,46 | 45 | 4 | 2,73 |
| 32 | 3 | 1,46 | 50 | 3 | 2,32 |
| 32 | 4 | 1,91 | 50 | 4 | 3,05 |
| 36 | 3 | 1,65 | 63 | 4 | 3,9 |
| 36 | 4 | 2,16 | 63 | 5 | 4,81 |
Самостоятельно просчитать массу швеллера и двутавра затруднительно из-за сложной формы сечения. В данном случае пользуются таблицами.
Таблица весов швеллера
| Номер профиля | Вес 1 м, кг | Номер профиля | Вес 1 м, кг | Номер профиля | Вес 1 м, кг |
| 5 | 4,84 | 12 | 10,4 | 20 | 18,4 |
| 6,5 | 5,9 | 14 | 12,3 | 22 | 21,0 |
| 8 | 7,05 | 16 | 14,2 | 24 | 24 ,0 |
| 10 | 8,59 | 18 | 16,3 | 27 | 27,7 |
Таблица весов двутавра
| Номер профиля | Вес 1 м, кг | Номер профиля | Вес 1 м, кг | Номер профиля | Вес 1 м, кг |
| 10 | 9,46 | 18 | 18,4 | 27 | 31,5 |
| 12 | 11,5 | 20 | 21,0 | 30 | 36,5 |
| 14 | 13,7 | 22 | 24,0 | 33 | 42,2 |
| 16 | 15,9 | 24 | 27,3 | 36 | 48,6 |
Считаем вес листового проката
Определение! Во всех наших расчётах базовой величиной является усреднённая плотность стали – 7 850 кг/м3 по системе СИ.
Проведём для начала несложное действие – узнаем массу квадратного метра стального листа толщиной 1 мм. Выглядит это так – 1 м х 1 м х 0,001 м х 7850 кг/м3. То есть, мы перемножили длину, ширину и толщину листа (все величины взяли в метрах), и получили объём изделия. Произведение объёма и плотности даёт массу – 7,85 кг. Таким образом, мы выяснили, что метр квадратный стального листа толщиной 1 мм весит 7,85 кг.
А далее все вычисления производят умножением величины 7,85 кг на площадь и толщину реального листа. Например, вам надо купить лист толщиной 4 мм и площадью 2 м2. Массу такого изделия определяют по формуле 7,85х4х2= 62,8 кг. Лист такого же размера, но толщиной 2 мм весит 7,85х2х2=31,4 кг.
Если вас устраивает приблизительный расчёт – округлите значение 7,85 кг до 8 кг. Тогда вычисления можно проводить даже в уме без калькулятора, а погрешность составит менее 2%.
Приведём веса стальных листов наиболее популярных размеров.
| Толщина листа, мм | Размеры листа, м | Вес листа, кг | Вес 1 м 2 , кг |
| 0,35 | 1,0х2,0 | 5,5 | 2,75 |
| 0,35 | 1,25х2,5 | 8,59 | |
| 0,5 | 1,0х2,0 | 7,85 | 3,93 |
| 0,5 | 1,25х2,5 | 12,27 | |
| 0,8 | 1,0х2,0 | 12,56 | 6,28 |
| 0,8 | 1,25х2,5 | 19,63 | |
| 1,0 | 1,0х2,0 | 15,7 | 7,85 |
| 1,0 | 1,25х2,5 | 24,53 | |
| 1,5 | 1,0х2,0 | 23,55 | 11,78 |
| 1,5 | 1,25х2,5 | 36,8 | |
| 2,0 | 1,0х2,0 | 31,4 | 15,7 |
| 2,0 | 1,25х2,5 | 49,06 | |
| 2,5 | 1,0х2,0 | 39,25 | 19,63 |
| 2,5 | 1,25х2,5 | 61,33 | |
| 3,0 | 1,0х2,0 | 47,1 | 23,55 |
| 3,0 | 1,25х2,5 | 73,59 | |
| 3,5 | 1,25х2,5 | 85,86 | 27,48 |
| 4,0 | 1,5х6,0 | 282,6 | 31,4 |
| 5,0 | 1,5х6,0 | 353,25 | 39,25 |