Оправки с односторонней цангой
Оправки с односторонней цангой применяются для легких работ. Базовая поверхность заготовки должна быть обработана с учетом разжима цанги до 0,5 мм. Рекомендуемые диаметры отверстий заготовок 15 мм и выше.
Размеры, мм
| D | d (доп. откл. по А/С) | d1(доп. откл. по А/Г) | d2 | d3 | L | l1 | l2 | l3 |
| 15—20 | 6,5 | 17 | 22 | 27 | 36 | 19 | 7 | 17 |
| 21—25 | 8,5 | 23 | 28 | 33 | 47 | 22 | 10 | 20 |
| 26—30 | 10,5 | 28 | 33 | 38 | 54 | 24 | 12 | 22 |
| 31—35 | 10,5 | 33 | 38 | 43 | 61 | 26 | 16 | 24 |
| 36—40 | 12,5 | 38 | 43 | 48 | 74 | 29 | 20 | 27 |
| 41—45 | 16,5 | 45 | 50 | 55 | 82 | 32 | 20 | 30 |
Особенности цанговых патронов
Главная особенность цангового патрона, которая является его преимуществом перед другими типами зажимной оснастки — это равномерная фиксация рабочего инструмента. Цанга под воздействием гайки соприкасается с большой площадью хвостовика фрезы, что существенно снижает уровень вибрации и отклонения инструмента от оси при боковых нагрузках. Все это в комплексе повышает точность обработки металла, позволяя работать с мелкими деталями, выдерживая необходимые параметры готового изделия.
Еще одно преимущество цанговых патронов для фрезера — универсальность оснастки. Благодаря тому, что в один и тот же патрон можно вставить разные по диаметру цанги, имеется возможность работать с большим ассортиментом фрез, не заменяя сам корпус. Все это расширяет возможности в обработке металла, а также существенно ускоряет рабочий процесс. Сама процедура смены режущего инструмента и цанги также не занимает большого количества времени — гайка достаточно быстро откручивается вручную после ослабления ключом.
Оправки с гладкой цангой
Оправки с гладкой цангой применяют для легких и средних работ. Базовая поверхность заготовки должна быть обработана с учетом разжима цанги до 0,5 мм.
Размеры, мм
| D | d | d1 | L | l1 | l2 |
| 20-25 | 9,8 | M20x1,5 | 40 | 40 | 20 |
| 26—38 | 12,8 | M24X2 | 55 | 55 | 25 |
| 39—54 | 17,8 | M36x2 | 80 | 80 | 32 |
| 55—78 | 27,7 | M48x3 | 115 | 115 | 43 |
Как самостоятельно сделать цанговый патрон
При изготовлении своими руками различных изделий возникают ситуации, когда имеющаяся в наличии оснастка не позволяет выполнить необходимые операции. Требуется изготовить цанговый патрон, отвечающий предъявляемым запросам с выполнением изделия согласно разработанному эскизу.
Все работы необходимо начинать с подготовки эскиза с проработкой всех необходимых деталей. Эскиз патрона позволяет учесть все особенности при изготовлении своими руками необходимой оснастки и зажимного механизма.
При изготовлении цанг своими руками необходимо учитывать несколько особенностей:
- внутренний диаметр цанги равен или меньше минимального диаметра детали;
- в цанге увеличение внутреннего диаметра возможно за счет расширения лепестков;
- для увеличения изготовления разводных цанг после разводки и повышения качественных характеристик необходима дополнительная шлифовка конической и направляющей части цанги;
- необходимо учитывать, что в ходе длительной работы теряется упругость лепестков цанг вследствие чего может произойти поломка.
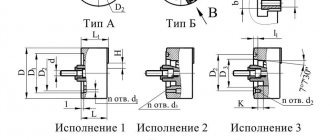
Пробки цанговые самоцентрирующие
Пробки цанговые самоцентрирующие применяют для средних работ. Цанга разжимается давлением центра. Базовая поверхность заготовки должна быть обработана с учетом разжима цанги до 0,5 мм.
Размеры, мм
| D | d | d1 | L | l | l1 | l2 |
| 30—34 | 26 | М20х1,5 | 65 | 32 | 27 | 16 |
| 35—39 | 33 | М20х1,5 | ||||
| 40—44 | 37 | М24х2 | 75 | 38 | 31 | 17 |
| 45—49 | 43 | М30х2 | 80 | 22 | ||
| 50—54 | 48 | М42Х3 | 90 | 48 | 41 | |
| 55—60 | 53 | М42Х3 |
Особенности конструкции
Цанговые патроны различаются по виду и размеру, но все они работают по единому принципу. Оснастка состоит из набора цанг и самозажимной гайки, которая создаёт давление на торец цанги. Из-за усилия давления цанга смещается в конусный проем, одновременно уменьшаясь в диаметре и обеспечивая усилие сжатия детали или хвостовика инструмента. Для съёма детали гайка свинчивается, увеличивая диаметр цанги.
Существуют патроны с втягиваемой, неподвижной и выдвижной цангами. По назначению данный элемент может быть подающим или зажимным. Подающая представляет собой втулку с тремя пружинящими лепестками и концами, направленными в сторону центра. Цанга накручивается на вращающийся шток, подающий заготовку посредством кулачкового механизма или гидропривода. Упругость лепестков обеспечивает плотное сжатие инструмента или детали.
Конструкция цельной зажимной цанги представляет собой пружинящую втулку с лепестками. Количество лепестков зависит от диметра фиксируемой детали:
- трехлепестковые – детали или инструмент диаметром до 3 мм;
- 4-лепестковые – от 3 до 80 мм;
- 6-лепестковые – детали диаметром более 80 мм.
Для крепления деталей и инструмента наименьшего диаметра применяются патроны с зажимными разъёмными цангами. Движение и фиксацию кулачков в данной конструкции обеспечивают специальные пружины.
Оправки с двусторонней цангой
Применяют для легких работ. Базовая поверхность заготовки должна быть обработана с учетом разжима цанги до 0,5 мм.
Размеры, мм
| D | d (доп. откл. по А/С) | d1 | К | l | l1 | L |
| 40—44 | 20 | 28 | 10 | 62 | 35 | 90 |
| 45—49 | 30 | 15 | 70 | 100 | ||
| 50—54 | 25 | 33 | 80 | 45 | 110 | |
| 55—59 | 30 | 38 | ||||
| 60—65 | 46 | 20 | 100 | 125 |
Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность.
Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
Каждая конструкция имеет свои особенности. Подающий тип выполнен в виде стальной втулки с 3-мя разрезами образующими лепестки, которые обладают пружинящим эффектом.
Чертеж № 1 цанги главного шпинделя
Тип F
Цанги типа F – зажимные главного шпинделя используются для закрепления обрабатываемого изделия.
Чертеж № 2 цанги противошпинделя
Тип LN
Цанги типа LN – противошпинделя производятся удлиненными, размер Е зависит от типоразмера.
Чертеж № 3 цанги типа R
Тип R
Типа R – являются цангами тянущего типа.
Чертеж № 4 цанги типа Т
Тип T
Типа Т – зажимные.
Чертеж № 5 цанги BF
Тип BF
Цанга, подающая типа BF — предназначена для подачи прутка.
При установке на станке подающая цанга по резьбе крепится на трубу с помощью, которой подается в рабочую зону. Необходимо учитывать конструктивную особенность – размер и форму цанги, которая в обязательном порядке должна соответствовать профилю обрабатываемого прутка.
В ходе подготовки к обработке пруток продвигается через лепестки, которые за счет конструктивных особенностей плотно удерживают заготовку. В ходе обработки при подаче заготовки за счет вращения увеличивается сила сцепления между лепестками и изделием. Принцип действия зажимных элементов основан на усилении сцепления лепестков с обрабатываемой заготовкой при вращении рабочего механизма. Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.
Цанги на вал 2 мм (0,1-3 мм) для микродерели
При обработке тонкого прутка используются цанги оснащенные пружинами, увеличивающими прижимную силу кулачков. При увеличении диаметра обрабатываемой заготовки применяются конструкции, оснащенные специальными вкладышами подбираемые по габаритам изделия. Цанговый зажим также используются при обработке с помощью сверла, фрезы или метчика. Втулка фиксируется в патроне с помощью гайки, а режущий инструмент непосредственно в цанге. При фиксации гайкой производится уменьшение внутреннего объема отверстия, где устанавливается заготовка тем самым, увеличивается сила удерживающая пруток в неподвижном состоянии.
Патроны данной конструкции имеют и свои недостатки. Прежде всего, должно выполняться требование совпадения хвостовиков используемого инструмента с характеристиками используемых цанг. На предприятиях наиболее широко используются цанги типа ER, составляющими наибольшее количество в общем объеме используемого инструмента.
При выполнении сложных работ по изготовлению изделий, используются различные цанги с указанием всех размеров и технологии выполнения рабочих операций, но часто приходится комбинировать оснастку или изготавливать своими руками необходимый цанговый патрон с требуемыми характеристиками.
Видео обзор токарного цангового патрона
Оправки цанговые для ступенчатых отверстий
Применяют для легких работ. Базовая поверхность заготовки должна быть обработана по 2 или 3-му классам точности.
Размеры, мм
| D | D1 | d (доп. откл. по А/С) | d1 | d2 | d3 | К | l1 | l2 | l3 | L |
| 25—29 | По заготовке | 12 | 15 | D— 1 | 22 | 8 | 32 | 24 | 80 | 105 |
| 30—34 | 15 | 18,5 | 28 | 12 | 45 | 33 | 100 | 125 | ||
| 35—39 | 20 | 20 | 33 | 15 | 55 | 41 | 125 | 150 | ||
| 40—44 | 20 | 25 | 37 | 20 | 60 | 51 | 140 | 165 | ||
| 45—48 | 25 | 30 | 42 | 20 | 60 | 61 | 160 | 185 | ||
| 50—54 | 25 | 35 | 47 | 20 | 60 | 66 | 170 | 200 | ||
| 55—60 | 30 | 36,5 | 51 | 20 | 65 | 69 | 182 | 210 |
Оправки с затяжкой цанги через шпиндель
Применяют для средних работ. Базовая поверхность заготовки должна быть обработана с учетом разжима цанги до 0,5 мм.
Размеры, мм
| D | d(доп. откл. А3/С3) | d1 | d2 | d3 | l1 | l2 | l3 |
| 45—49 | 26 | 29,5 | 60 | 40 | 35 | 25 | 175 |
| 50—54 | 35,5 | 60 | 45 | ||||
| 50—59 | 37,5 | 70 | 50 | ||||
| 60—64 | 41,5 | 70 | 54 | ||||
| 65—70 | 45,5 | 80 | 58 | 40 |
Оправки цанговые с регулируемым зажимом
Применяют для легких работ. Базовая поверхность заготовки может быть обработана с большими отклонениями.
Размеры, мм
| D | d | d1 | d2 | d3 | К | L | L1 | l | l1 | l2 | l3 | l4 |
| 48—54 | 19 | 25 | 44 | 38 | 25 | 235 | 170 | 40 | 85 | 30 | 15 | 15 |
| 55—64 | 20 | 25 | 50 | 42 | 25 | 250 | 185 | 100 | ||||
| 65—74 | 25 | 30 | 60 | 50 | 30 | 290 | 220 | 60 | 110 | 45 | 20 | 20 |
| 75—84 | 30 | 40 | 70 | 60 | 35 | 320 | 250 | 130 | ||||
| 85—95 | 35 | 40 | 80 | 70 | 35 | 365 | 275 | 70 | 145 | 25 |
Оправки разжимные с роликами
Применяют для средних работ. Зажим осуществляется заклиниванием роликов между заготовкой и оправкой. Базовая поверхность заготовки может быть обработана по 8—9-му классам точности.
Размеры, мм
| D (доп. откл. по С ) | D1 | D2 | d (доп. откл. по С) | L | l | l1 |
| 25 | 19 | 30 | 6,05 | 100 | 75 | 30 |
| 30 | 22 | 34 | 8,05 | 120 | 90 | 40 |
| 35 | 27 | 40 | 8,05 | 120 | 90 | 40 |
| 40 | 30 | 44 | 10,05 | 135 | 100 | 60 |
| 45 | 33 | 50 | 12,05 | 155 | 120 | 60 |
| 50 | 36 | 54 | 14,05 | 170 | 130 | 70 |