Главная / Приспособления и детали
Назад
Время на чтение: 4 мин
0
1266
Аппарат для сварки необходим, если нужно крепко соединить металлические элементы. Стоит отметить, что таким сварочником можно как варить резать так и резать стальные детали.
Самое интересное, что состав и плотность элементов такому аппарату не принципиальна. Есть много моделей агрегатов для варки. Обратите внимание на инверторные, трансформаторные и конечно, полуавтоматы.
Многие специалисты по сварочным работам планируют открыть свое дело или подрабатывать в свободное время. Однако цена сварочной машины зашкаливает для среднестатистического рабочего человека.
- Введение
- Основы
- Особенности
- Статическое электромагнитное устройство с переменным током
- Провода в обмотке
- Сердечник
- Намотка
- Постоянный ток
- Подытожим
Введение
Цена качественных агрегатов измеряется в условных единицах, цифра которых стартует от 100. Не каждый бюджет осилит такую покупку.
В такой ситуации есть выход – сделать агрегат своими руками. А когда не хватает знание, то советуем начать с самого простого – со сборки трансформатора.
Трансформатор – статическое электромагнитное устройство, главный орган аппарата для сварки, буквально его сердце. Многие задаются следующими вопросами:
- Как намотать такой трансформатор?
- Как его рассчитать?
- Как собрать агрегат для сваривания?
Без паники. В данной статье мы дадим ответ на вопрос, как своими силами сделать статическое электромагнитное устройство для сварочного аппарата для получения качественной основы для монтажа сварочного агрегата.
Система охлаждения полуавтомата
Чтобы не пришлось менять элементы сварочного оборудования в ходе эксплуатации, необходимо заранее продумать систему охлаждения. При интенсивной работе компоненты агрегата будут перегреваться.
Простейший вариант реализации охладительной системы — монтаж вентиляторов. Эти компоненты фиксируются по бокам корпуса оборудования. Для эффективной работы монтаж вентиляторов производится напротив трансформатора, а фиксация устройств выполняется так, чтобы они работали на вытяжку.
В качестве охлаждения допускается применение вентиляторов из блока домашнего компьютера.
Качественное охлаждение включает в себя удаление теплого воздушного потока и поступление свежего воздуха извне. В корпусе оборудования с помощью дрели выполняется сверление отверстий, их количество может варьироваться от 20 до 50. Что касается диаметра отверстий, то он должен составить не меньше 0,5 см. Слишком большие отверстия тоже делать не рекомендуется, чтобы не допустить попадания грязи внутрь агрегата.
Петр Саюк показал работу самодельного сварочного полуавтомата.
Основы
Как упомянуто выше, трансформатор – главный орган. Принцип работы состоит в изменении входящего напряжения в переменный/постоянный ток, требующийся для работ со сваркой.
Статическое электромагнитное устройство, главным образом – это две обмотки, соединенные индуктивно.
Первая совокупность витков провода, к которой подводится энергия преобразуемого переменного тока, и вторая обмотки расположены на «сердце». Последний производят из динамной стали и служит шунтом.
Вы можете создать трансформатор как для личного применения, так и мощный промышленный агрегат. Отметим, во всех случаях он обязан служить вашим интересам, следовательно, иметь определенные параметры для проведения работ со сваркой.
Более распространена сборка сварочного агрегата с намоткой трансформатора, рассчитанная из ампеража в 150 – 170 и способностью проводить напряжение приблизительно 50 В.
Таких характеристик вполне достаточно для использования в быту. Вы сможете варить большинство металлов с применением электродов до трех миллиметров в диаметре. Конечно можно брать диаметр в 4 миллиметра, но в таком случае вы потеряете качество шва.
Следовательно, чем больший диаметр стержня из электропроводного материала вам придется применять, тем большую мощность должен иметь трансформатор.
Зависимость прямо-пропорциональна. При сборке статического электромагнитного устройства обязательно примите к сведению его предельные очертания.
Размер статического электромагнитного устройства будет увеличиваться с планируемым увеличением мощности сварочного агрегата.
При этом увеличение веса и параметров неизбежно. Рекомендуем сориентироваться с характеристиками которыми должен обладать ваш будущий аппарат — это поможет оптимизировать его вес и параметры.
Полуавтоматическая сварка из инвертора
Чтобы переделать инвертор в сварочный полуавтомат, потребуются три основных модуля. Электрический, обеспечивающий подачу тока от инвертора и режим сварки, механизм для подвода проволоки и горелка с соплом. Горелка создает газовую среду в виде облака защитного инертного газа, предотвращающего окисление расплавленного металла. Для этого используется баллон с углекислым газом, который подключается к аппарату с помощью шланга и входного штуцера. Если применять присадочный материал со специальным покрытием, образующим защитную среду, то можно обойтись и без баллона. Такой способ распространен среди мастеров.
Рисунок 2 — Полуавтомат из инвертора
Горелка заменяет привычный для сварщиков держатель электродов. Внешне она представляет собой пистолетную рукоятку с клавишей, обеспечивающей подачу проволоки.
Она продвигается по тонкому каналу, проходящему внутри обрезиненного рукава, соединяющего полуавтомат с горелкой. Канал для подачи газа при сварке находится в том же рукаве и заканчивается соплом на конце горелки.
Для качественной сварки полуавтомат из инвертора должен поддерживать на выходе постоянное напряжение, как у заводского оборудования.
Необходимые инструменты и материалы
Для создания полуавтомата из инвертора своими руками потребуется приготовить необходимые комплектующие и оборудование.
Перечень инструментов и материалов:
- Инвертор с силой тока на выходе от 150 А.
- Механизм подачи проволоки, который перемещает ее без рывков и замедлений.
- Газовая горелка для плавления ванны.
- Подающий шланг, который будет служить направляющим рукавом для движущейся к рабочей зоне проволоки.
- Газовый шланг, подающий защитный углекислый газ к месту сварки.
- Катушка с присадочной проволокой.
- Блок электроники для управления работой сварочного полуавтомата. Здесь настраиваются сила тока, напряжение и скорость работы.
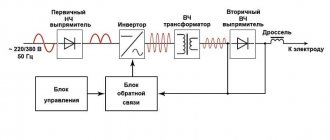
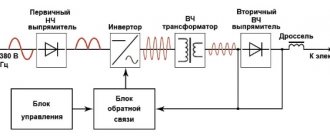
- Схема сварочного полуавтомата.
Рисунок 3 — Схема сварочного полуавтомата
Большая часть компонентов используется без существенных изменений. Переделки потребует механизм подачи проволоки, чтобы процесс соответствовал скорости плавления. В устройстве нужно предусмотреть возможность регулировки, потому что скорость меняется в зависимости от вида свариваемых материалов, типа и диаметра проволоки.
Процесс переделки инвертора
В готовом инверторе сначала необходимо переделать входящий в него трансформатор. Он покрывается дополнительным слоем, состоящим из медной полосы и термобумаги.
Обычную медную проволоку использовать для сварочного трансформатора нельзя. При сварке она сильно перегревается и способна остановить работу всего сварочного полуавтомата.
Вторичная обмотка трансформатора тоже потребует вмешательства. Она закрывается в три слоя жестью, изолированной фторопластовой лентой. Концы нанесенной обмотки спаиваются. В результате манипуляции токопроводимость существенно возрастает.
Важный элемент – это вентилятор, который будет охлаждать аппарат, защищая от перегрева.
Рисунок 4 — Обмотка инвертора
Инвертор для ручной сварки легко превращается в источник питания для полуавтомата. Работоспособный прибор можно не разбирать, а все дополнительное оборудование поместить в отдельный корпус. В нем размещается свободно вращающаяся катушка со сварочным проводом и механизм протяжки. На боковую панель выводятся регулятор скорости перемещения проволоки и гнездо для подсоединения рукава.
Вполне подойдет старый корпус системного блока компьютера. Получается компактно и аккуратно.
Параметры тока могут регулироваться на инверторе, тогда и «плюсовая» клемма подключается к заготовке от него.
«Минусовый» контакт выводится из инвертора и заходит в новый корпус. Здесь его подсоединяют к клемме рукава. Важно, чтобы и сварочная проволока соединялась с этим потенциалом.
Газовый шланг, идущий от баллона к горелке, тоже крепится в корпусе. Если задействовать клапан от автомобильного стеклоочистителя, то появится регулировка подачи газа.
Приведенная компоновка проста в исполнении, а инвертор может одновременно использоваться для ручной дуговой сварки и как источник питания для самодельного полуавтомата.
Узел механизма подачи проволоки
Механизм подачи необходим для равномерного поступления электродной проволоки с нужной скоростью в зону сварки.
Расходный материал подбирают исходя из сорта металла и целей сварочных работ. Отличаться могут материал и размер. Поэтому устройство должно иметь регулировку, чтобы подстраиваться под разные виды проволоки и условия сварки. Ходовые диаметры проволоки: 0,8; 1; 1,2 и 1,6 мм.
Механизм протяжки проволоки приобретается в готовом виде в отделе электротехнических товаров или изготавливается из подручных средств. Для сборки потребуется двигатель от автомобильных «дворников» для стекол, три подшипника, прижимная пружина и ролик, устанавливаемый на валу электродвигателя. И еще пластины толщиной не менее 1 см подходящего размера, на которых крепятся подшипники.
Рисунок 5 — Схема регулятора оборотов электродвигателя
Комплектующие размещаются на пластине из текстолита толщиной не менее 5 мм. Проволока заводится между подшипником и роликом. Место выхода должно совпадать с креплением конца подающего шланга, в который она протягивается. Провод равномерно и тщательно наматывают на катушку, потому что от этого зависит качество будущего соединительного шва. Катушка устанавливается на самодельной опоре и фиксируется. В процессе работы провод будет разматываться и поступать на свариваемый стык. С помощью подающего механизма удается упростить и ускорить сварочные работы, сделать их производительнее.
Рисунок 6 — Подающий механизм
Устройство узла горелки
Сварочная горелка – это рабочий инструмент сварщика для наложения шва в среде защитного газа. Служит она не более полугода и относится к расходным материалам.
Работают горелки по одному принципу, хотя и отличаются размерами, материалами, предельной температурой, мощностью и механизмом подачи газа.
Конструктивные элементы:
- основание с рукояткой;
- сопло;
- держатель;
- наконечник;
- изоляционная втулка.
Рисунок 7 — Устройство узла горелки
Сварка сопровождается перегревом элементов горелки. Больше всего страдает сопло и токоподводящий наконечник. От материала наконечника будет зависеть продолжительность работы. Широко применяется медь, а в более дорогих вариантах – вольфрам. Средний ресурс наконечника составляет 200 часов. Они изготавливаются быстросменными, потому что их приходится часто менять.
Для рукоятки используется термостойкий изоляционный материал, надежно защищающий сварщика от поражения электрическим током. На рукоятке горелки с помощью кнопки контролируется включение и выключение подачи расходника и защитного газа. От рукоятки отходит подающий рукав стандартной длиной 2,5–7 м. Выбор длины рукава зависит от типа выполняемых работ.
Не рекомендуется допускать излишков рукава, сложенных кольцами. От напряжения выходной катушки они сильно нагреваются, что может вызвать короткое замыкание.
Рисунок 8 — Устройство газовой горелки
На рынке представлен широкий выбор газовых горелок. Модели характеризуются следующими параметрами:
- ток нагрузки;
- способ охлаждения: воздушный или водяной;
- длина рукава;
- подключение штекером или евроразъемом;
- способ управления: универсальный, кнопочный или вентильный.
Горелка должна быть компактной и легкой. Для самодельного устройства достаточно штекерного разъема. Пластиковый корпус должен быть прочным и эргономичным. Горелку подбирают по параметрам тока, заниженным относительно полуавтомата.
Для поджига дуги необходимо, чтобы проволока выдвинулась за край горелки на 10–15 см.
Подача расходного материала включается нажатием клавиши на горелке, которая находится в руках у сварщика. Тумблер на корпусе открывает и закрывает подачу газа в зону сварки.
Управление и питание
Управление полуавтоматом выполняет микроконтроллер. Он также отвечает за преобразование и стабилизацию тока.
Электропитание к механизму протяжки проволоки и клапану, отключающему газ, подается напряжением 12 В. Для этого потребуется установить маленький трансформатор с выпрямителем. Коммутация между двигателем и клапаном происходит через промежуточное автореле на 12 В.
Сборка агрегата
Качественно сделать полуавтомат для сварки поможет инструкция по сборке. Работы осуществляются в следующей последовательности:
- Инвертор подключить к силовому и управляющему устройствам.
- Проволоку заправить в подающий механизм и проверить плавность движения.
- Установить необходимую скорость подачи проволоки.
- Горелку соединить с рукавом, который подключить к устройству подачи.
- Газовый баллон с редуктором и манометром соединить с горелкой.
- Включить инвертор и механизм подачи.
- Проверить поступление газа и проволоки. После подачи газа задержка движения проволоки должна быть 1–2 с. Она поступает уже в готовую защитную среду, иначе будет залипать.
При подготовке самодельного полуавтомата к первому пуску нужно позаботиться об охлаждении собранного сварочного полуавтомата, чтобы он не перегрелся. Для этого входные и выходные выпрямители, силовые ключи монтируют на радиаторах. На корпусе инвертора, где находится радиатор, то есть в самой нагреваемой зоне, рекомендуется установить термодатчик, который обесточит устройство при перегреве.
После этого силовую часть подключить к блоку управления, а затем включить полуавтомат в электросеть. Когда загорятся индикаторы сети, инвертор нужно протестировать. На выходе прибора измеряется ток, который не должен превышать 120 А. Если его величина меньше, то это означает, что по проводам к оборудованию поступает напряжение ниже 100 В. В этом случае меняют силу тока и контролируют напряжение, добиваясь желаемых параметров. При этом инвертор не должен перегреваться.
Под нагрузкой полуавтомат проверяют следующим образом. Сварочные провода соединяют с реостатом, рассчитанным на ток 60 А и сопротивлением не менее 0,5 Ом. Поступающий на горелку ток контролируют амперметром. Если сила тока отличается от нормы, изменяют величину сопротивления.
После включения собранного полуавтомата индикатор должен показать силу тока 120 А. Эта цифра подтверждает правильность проведения работ. Если высвечиваются восьмерки, то причина в недостаточном напряжении в подводящих проводах. Сварочные инверторы работают в диапазоне регулировки рабочего тока 20–160 А.
Контроль в процессе работы
Работоспособность и срок службы полуавтомата зависит от соблюдения температурного режима. Нормальной считается температура на радиаторах 75 °C. При перегреве, поломке или замыкании появляется звуковой сигнал. Электронный блок управления автоматически снизит рабочий ток до величины 20 А, звуковой сигнал сохранится до стабилизации ситуации. Ошибка в системе сопровождается кодом Err на индикаторе.
Особенности
Внешний вид сварочного аппарата состоящего из самостоятельно собранного трансформатора не будет соответствовать производственному образцу, понимайте эту особенность.
Невозможно сделать самому из подручных материалов заводской агрегат. Если экстерьер принципиален, конечно, можно сделать самому, но дешевле это не будет. Проще купить.
Следующую особенность, которую следует учесть – постоянная смена характеристик. Даже установка их вручную не спасает.
Поясню, установив, например, ампераж в 120, агрегат на самодельном трансформаторе каждый раз будет выдавать значение меньше или большее. Такое отклонение будет все время.
Конечно, она не критична, но, если ваша работа предусматривает щепетильности, рекомендуем рассмотреть вариант с покупкой готового аппарата.
Работа на холостом ходу
Выше было описано устройство и назначение сварочного трансформатора. Теперь настало время поговорить о таком функционировании агрегата, как холостой ход.
Во время формирования шва, между металлической деталью и электродом, замыкается вторичная обмотка. Под действием электричества металл плавится, в результате чего части заготовки надежно соединяются между собой. После окончания работы вторичная цепь размыкается. Сварка закончена и аппарат переходит в режим холостого хода.
Электродвижущая сила вначале появляется благодаря магнитному полю. Затем ЭДС поддерживается за счет рассеивания.
Электродвижущая сила замыкается между витками катушки в воздушном пространстве и образует показатели холостого напряжения. Холостой ход ограничен величиной в 48 В и считается безопасным для жизни рабочего. Однако в некоторых моделях устройств это значение может быть увеличено и до 70 В.
Если параметры холостого хода превышают установленные величины, тогда используется автоматическое ограничение, которое срабатывает сразу после окончания сварки из трансформатора. Кроме того корпус прибора должен быть заземлен. Такой простой момент увеличит безопасность работы мастера.
Статическое электромагнитное устройство с переменным током
Самостоятельно собранное статическое электромагнитное устройство с переменным током для сварочника – это классика, среди видов трансформаторов.
Конечно, одним из главных преимуществ такого вида статического электромагнитного устройства, в сравнении с работающими на постоянном токе, дешевая сборка и простота ремонта.
Хотя при этом следует отметить несколько недостатков. И первым, можно назвать – проблемный зажег дуги. Горение стабильно и требует огромного опыта мастера или результат не порадует, шов выходит с низким качеством и с множеством дефектов.
Тем не менее, чтобы собрать трансформатор на постоянном токе, вам понадобится сначала собрать статическое электромагнитное устройство на переменном токе, так последний является основой для первого. Все достаточно просто.
Расчет параметров
Для расчета параметров сварочного аппарата берутся такие данные как площадь сечения магнитопровода, площадь «окна», напряжение первичной обмотки — входное и вторичной — выходное, номинальная сила и плотность тока.
Стандартные параметры:
Расчет параметров сварочного трансформатора
- входное напряжение — 220 В;
- выходное — 80 В;
- номинальная сила тока — 180 А;
- сечение магнитопровода — 45 см²;
- «окно» — 100 см².
Планируемая мощность рассчитывается по формуле: Р = 1,5*45*100, где 1,5 — это коэффициент для П-образного сердечника. Итого выходная мощность равна 6,75 кВт.
Далее по соотношению коэффициента 50 к площади сечения определяем число витков на 1 В.
После этого по формуле Iмакс = P/U получаем максимальную силу электрического заряда на первичной оплетке.
Далее по формуле W = U/K, где К — число витков, определяется общее число на первичную и вторичную обмотку. Если делается конструкция со ступенчатой регулировкой выходной мощности, то рассчитывается число витков для каждой ступени, допустим, на 90, 120, 160 и 180 А.
В последнюю очередь рассчитывается сечение провода. Для этого максимальный электрический заряд каждой обмотки делится на плотность тока.
Провода в обмотке
Как уже говорили, чтобы собрать трансформатор, на начальном этапе нужны провода для первой обмотки и собственно второй обмотки. Помним, кроме обмотки нужен «сердечник».
Для создания которого используют исключительно сталь электротехнического типа, а далее наматывают на него провода – создают обмотку.
Начнем с расчетов и необходимых теххарактеристик будущего трансформатора. К примеру, вводные данные возьмем следующие: Напряжение – 60В, Ток – 120-160А. Исходя из этих характеристик, необходимо использовать провода с сечением 4 кв мм.
Мы рекомендуем взять провода с сечением в 7 кв мм, считаем более подходящим именно этот вариант, так как ваш будущий агрегат будет менее чувствителен перепадам напряжения в сети.
При этом оптимальным для первичной обмотки будут провода с медной сердцевиной в сечении составляющие именно 3 кв мм.
Важно при выборе проводов обращать внимание на покрытие. Обязательное условие, оно должно быть из ткани. И никаких полимеров. В связи с тем, что последние подвержены плавлению от большого нагрева и короткому замыканию.
В ситуации, когда нет нужного диаметра провода, рекомендуем брать два тоненьких и накручивать их совместно.
При этом стоит отметить, что такой способ увеличит совокупность витков провода в размере, соответственно корпус трансформатора будет иметь большие предельные очертания. Вся выложенная информация выше касается первичной обмотки.
Сборка корпуса
На следующем этапе можно приступать к сборке корпуса установки. Для этого можно использовать железо, толщина которого равна 1,5 мм, углы предстоит соединить методом сварки. В качестве основания механизма рекомендуется использовать нержавеющую сталь.
В роли мотора может выступить та модель, которая применяется в стеклоочистителе машины марки ВАЗ-2101. Необходимо избавиться от концевика, который работает на возврат в крайнее положение. В подкатушечнике для получения тормозного усилия используется пружина, можно для этого применить совершенно любую, которая есть в наличии. Тормозной эффект будет более внушительным, если на это станет влиять воздействие сжатой пружины, для этого предстоит закрутить гайку.
Для того чтобы сделать полуавтомат своими руками, нужно подготовить следующие материалы и инструменты:
- эмальпровод;
- проволоку;
- однофазный автомат;
- трансформатор;
- сварочную горелку;
- железо;
- текстолит.
Изготовление такой установки окажется посильной задачей для мастера, который заблаговременно ознакомился с представленными выше рекомендациями. Этот автомат окажется намного более выгодным в плане стоимости по сравнению с той моделью, что была произведена в условиях завода, а ее качество не окажется ниже.
В самом простом виде дроссель — это катушка из толстого медного провода, намотанного на магнитный сердечник, которая включается в выходную цепь сварочного аппарата последовательно с электродом. Дроссель для полуавтомата необходим для сглаживания токовых пульсаций, которые возникают при краткосрочных изменениях входного напряжения и мгновенных коротких замыканиях на электроде. При выполнении полуавтоматической сварки без этого устройства высока вероятность возникновения дефектов сварного шва, т. к. при таких отклонениях в электрических параметрах проволока продолжает подаваться с неизменной скоростью.
Дроссель для полуавтомата по силам изготовить любому домашнему мастеру. Его расчет производится очень укрупненно (в основном, в части сечения проводов), а параметры самодельного дросселя подбираются регулировкой зазора сердечника в процессе пробных включений полуавтомата на разных режимах. Тем не менее, все же желательно иметь хотя бы общие представления об основных электротехнических принципах, лежащих в основе работы этого устройства, а также о конструктивных особенностях его изготовления.
Работа дросселя сварочного полуавтомата основывается на так называемом «первом законе коммутации», согласно которому в катушке индуктивности ток мгновенно измениться не может. В очень упрощенном виде можно сказать, что дроссель выступает в роли своеобразного накопителя энергии, но в отличие от конденсатора он аккумулирует не напряжение, а ток. При прохождении через катушку поток электронов порождает магнитное поле, величина которого зависит не только от силы тока, но и от параметров сердечника. Путем регулирования зазора между его элементами можно управлять величиной магнитного потока и таким образом регулировать индуктивное сопротивление дросселя.
Величина индуктивности дросселя непосредственно влияет на скорость увеличения силы тока при коротком замыкании. При этом она напрямую зависит от сварочного режима полуавтомата и диаметра проволоки. В случае использования тонкой проволоки требуются более быстрое нарастание тока и, соответственно, меньшая индуктивность, чем при применении толстой проволоки. К примеру, при уменьшении диаметра проволоки в полтора-два раза индуктивность понижается в 2,5–3 раза.
Сердечник
На подготовительном этапе мы взяли нужное количество и тип проводов. Далее следует приступить к созданию сердечника.
На рисунке ниже представлен оптимальный по всем характеристикам сердечник для самостоятельно собираемого трансформатора – тип «стержневый».
Напоминаем, для сборки сердечника берите только пластины из электротехнического металла. Понадобится пластины толщиной от 0,35 мм, но не толще 0,55мм.
Габариты сердечника (А, В, С, D – на рис.) просчитываем исходя из сечения провода. Конечно, с опытом можно и «с закрытыми глазами его собирать, главное – все ветки на своем месте.
Собираем сердечник. Берем пластины Г-образной формы и далее собираем как на рисунке ниже. Когда будет достигнута нужная толщина сердечника, болтами скрепляют пластины по углам.
Рекомендуем обрабатывать пластины тонким напильником. Затем сердечник изолируют.
Технологический процесс изготовления
Эффективность трансформатора зависит от формы и размера магнитопровода. Тороидальный сердечник (в виде бублика) дает лучшие выходные характеристики, но П- или Ш-образный легче в изготовлении, и основу для него найти проще. Устройства контактной сварки имеют, как правило, П-образный магнитопровод. Технологический процесс состоит из расчета необходимого числа витков, изготовления корпусов для катушек, намотки катушек, установки магнитопровода и сборки всего в единое целое.
Виды магнитопроводов трансформаторов
Намотка
Следующий шаг – намотка будущего трансформатора. Как упоминалось выше, начинаем с первичной обмотки. Она составит около двухсот десяти/пятидесяти витков.
Мотаем, согласно рисунку ниже. В конце наматывания, крепим текстолитовую пластину. На ней же крепим концы нашей обмотки болтами.
Приступаем к вторичной обмотке. Она должна состоять из количества витков в районе 70. Аналогично крепим текстолитовую пластину и закрепляем концы.
Все — ваш трансформатор готов к работе или совершенствованию. Посмотрите на окончательный вид намотанного трансформатора на рисунке ниже.
Полуавтомат Саныча
Народный умелец Саныч предлагает схему сварочного полуавтомата, простую и доступную даже для новичков.
Предложенная конструкция отличается мягким шипением дуги, тогда как в магазинных устройствах наблюдаются треск и щелчки. Жесткий режим там получается из-за выходных характеристик трансформатора 18–25 В.
Трансформатор состоит из четырех соединенных вместе сердечников от ТС-270. В итоге получается почти 2 тыс. Вт. Этой мощности хватает с запасом. Первичная обмотка (180+25+25+25+25) выполнена проводом сечением 1,2 мм. Для вторичной (35+35 витков) используется шина 8 мм². Количество витков вторичной обмотки выясняется в последнюю очередь, поэтому лучше сделать с запасом по паре витков в каждом плече. Лишнее можно будет отмотать.
Схема сварочного устройства:
Схема выпрямителя двухполупериодная. Для переключения тока стоит спаренный галетник. Два диода в маленьком радиаторе. Конденсаторы рекомендуется брать не меньше чем на 30 тыс. мкФ.
Силовая часть включается любым из мощных контакторов, например модели КМ-50Д-В или КП-50Д-В. При паспортных данных 27 В и при 15 В стабильно срабатывают. Контактор позволяет получить большую коммутируемую мощность при наименьшем токе 300–400 мА.
Читать также: Самодельный оборотный плуг для минитрактора
Питающий трансформатор ТС-40 перемотан, чтобы давал напряжение на выходе 15 В.
Для протяжного механизма используется ролик диаметром 25–28 мм. На направляющей нужно сделать канавку шириной 0,5 мм на глубину 1 мм. На вал двигателя он крепится гайкой. На выходе регулятора получается 6 В, и этого достаточно для оптимальной подачи. При превышении нижней границы подбирается стабилизатор с меньшим рабочим напряжением.
Ручка-держатель вытачивается из текстолитовых листов толщиной по 10 мм. Посадочные места сделаны дрелью с применением сверл и торцевой фрезы.
Защитный шланг с обеих сторон удерживается распорными втулками. Для надежности на ответных частях есть проточки.
Для корпуса потребуется лист железа толщиной 1 м с двойным буртиком по краю. Вентилятор для охлаждения устанавливается на задней стенке, как раз напротив силового трансформатора. Перемещается сварочный полуавтомат на колесиках.
Собранный полуавтомат включается в сеть для тестирования. Он должен не перегреваться и четко реагировать на регулировку тока. Также проверяется изоляция трансформатора. В случае неполадок наносится дополнительная. Проконтролировать нужно и подающий механизм: насколько равномерно и быстро он подает проволоку. Устройство отработало верой и правдой уже более 10 лет.
Возможности сварочного полуавтомата значительно выше, чем у аппарата, предназначенного для выполнения ручной дуговой сварки. Полуавтоматом можно сваривать значительно более тонкий металл.
Применение специальной сварочной проволоки позволяет работать с цветными металлами, а использование защитного газа обеспечивает сварной шов более высокого качества. Учитывая эти обстоятельства, желание пополнить свою домашнюю мастерскую таким устройством вполне объяснимо.
Постоянный ток
Как известно, собрать сварочный агрегат можно как на переменном токе, так и на постоянном. Собственно, для последнего собирают трансформатор постоянного тока (ТПТ). Такой ТПТ рекомендуем изготавливать для полуавтоматических агрегатов и инверторов.
Его преимущество – легко поджигаемая и главное стабильна дуга. Агрегат с таким трансформатором осилит варку деталей любой толщины и любого типа стали, как нержавейку так и чугун.
Для того, чтобы собрать ТПТ нужно запас времени в 10-15 минут, в случае уже собранного трансформатора переменного тока (как описывалось ниже).
Модернизация его в ТПТ состоит в подключении к вторичной совокупности витков провода — выпрямителя. Последний изготавливается на диодах.
Использовать для выпрямителя нужно диоды с адекватным охлаждением и его параметры должны выдерживать силу тока в 200А. Рекомендуем выбрать тип Д161. Далее выравниваем ток.
Берем два конденсатора (С1, С2) со следующими параметрами: 15000 мкФ, напряжение 50V.
Схема для сборки наведена ниже. L1 – индукционная катушка для регулировки тока. Х4 – контакты, для последующего подсоединения держателя электродов. Х5 – контакты для подсоединения массы.
Описанная схема применяется годами и продолжает показывать себя с положительной стороны. Удобная рабочая схема – пользуйтесь!
Алгоритм переделки
Подавляющее большинство компонентов применяется без существенных переделок. Переоборудование потребуется устройству подачи присадочного материала, поскольку скорость подачи присадки по гибкому рукаву должна совпадать со скоростью плавления присадочного металла. В механизме необходимо учесть опцию настройки, потому что скорость варьируется исходя из разновидности свариваемых металлов, типа и сечения присадочного материала.
Не следует использовать обыкновенную проволоку из меди для трансформаторного устройства. В ходе сварочного цикла она нагревается слишком сильно и может застопорить работу всего сварочного полуавтоматического агрегата.
Вторичная обмотка трансформаторного устройства также требует доработки. Она покрывается в 3 слоя тонкой листовой сталью, изолированной лентой из фторопласта. Концы навитой обмотки соединяются посредством паяния. После выполнения этих действий электропроводность значительно увеличивается.
Важным компонентом является вентилятор, который будет осуществлять охлаждение агрегата, предохраняя от излишнего нагрева.
Преобразователь тока для ручной электросварки очень просто становится источником электропитания для полуавтоматического агрегата. Рабочее устройство можно не разбирать, а всё вспомогательное оснащение локализовать в другом корпусе. В нём располагаются бобина с присадочным материалом, беспрепятственно крутящаяся на барабане, и подающее приспособление. На обшивке сбоку устраиваются преобразователь скорости движения присадочного материала и разъём для присоединения направляющего шланга.
Параметры электротока могут настраиваться на инверторе, следовательно, и «плюсовая» клемма подсоединяется к детали от него.
«Минус» выводится из инвертора и заводится в новую несущую оболочку. Тут его присоединяют к клемме подающего шланга. Главное, чтобы и присадочный материал соединялся с данным потенциалом.
Шланг для подвода защитной газовой смеси, следующий от баллона к пистолету-горелке, также фиксируется в корпусе. Если применить клапан от «дворников» автомашины, то появится настройка подачи газовой смеси.
Представленная сборка несложная в реализации, а инвертор может параллельно практиковаться для ручной электродуговой сварки и как источник электропитания для сделанного в домашней обстановке сварочного агрегата, функционирующего в полуавтоматическом режиме.
Видео перемотки трансформатора
Время разных этапов этого видео:
26 мин 28 сек
— экран из фольги между первичкой и вторичкой
27 мин 52 сек
— как правильно последовательно соединить обмотки
36 мин 43 сек
— как узнать направление витков при помощи батарейки и мультиметра
44 мин 14 сек
— расчет и намотка новой вторичной обмотки
1 ч 24 мин 20 сек
— просадка сетевого напряжения и другие потери
1 ч 30 мин 01 сек
— ток холостого хода
1 ч 32 мин 14 сек
— пайка алюминия
1 ч 33 мин 42 сек
— итог
Рекомендую читать далее только после просмотра видеоролика. В нем намного больше важных подробностей.