Home / Consumables
Back
Reading time: 3 min
1
2378
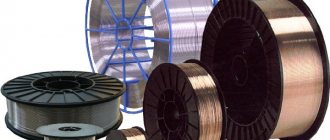
The welding wire used in acetylene gas welding is made by many manufacturers.
The products are presented in the form of filler rods and drawn wire, with or without a sheath of non-ferrous alloys, and metal granules.
Welding material is available in the following types:
- activated - reduces spattering, improves seam quality;
- powder - allows you to obtain a seam with a composition similar to the elements being welded;
- solid section - used in the form of filler rods.
The materials allow you to work with any type of metal.
However, the diameter of the wire must not only correspond to the thickness of the product being welded, but also be similar to its chemical composition.
The material examines some types of welding material used in the process of welding and surfacing of products made of ferrous and non-ferrous metals.
- Wire for steel
- Welding of aluminum and copper alloys
- Welding cast iron
- Nuances of use
Wire for welding steels
Most often, filler wire is purchased in stores for gas welding of steels. Note that this wire is manufactured according to the same standards as for arc welding. Therefore, there is no difference between wire for gas and for RDS welding. For ordinary welding of most types of steel, wire made from low-carbon and alloy steel is used. For welding critical and especially critical structures, it is recommended to use low-alloy wire.
If you need to achieve the best quality of welds or surfacing seams, then use manganese and silicon-manganese wires. These include brands Sv-08GS, Sv-08GA, Sv-08G2S, Sv-10G2. When using these brands, the seams are strong and reliable. They are resistant to mechanical damage.
When working with low-alloy steel, purchase the same low-alloy wire, but with chromium content. The resulting seams have a high tensile strength. But when welding high-alloy steel, wire should be selected with a similar chemical composition.
Fundamentals of theoretical training of gas welding specialists
For students studying the course “Gas Welding Technology”, an abstract can be prepared using the following literature:
- Glizmanenko D. A. “Gas welding and cutting of metals”;
- Bagryansky K.V. “Theory of welding processes”;
- Gevorkyan V. G. “Fundamentals of welding.”
For the “Gas Welding” course, the abstract should reflect the following main points:
- purpose, advantages and disadvantages of this type of creation of permanent connections;
- materials necessary for the welding process;
- equipment and apparatus used;
- main technological aspects of gas welding.
Wire for welding aluminum and its alloys, copper and its alloys
Aluminum welding wire, as well as wire made of aluminum alloys, is manufactured in accordance with GOST No. 7871-75. To work with aluminum, we recommend using the brands Sv-AK-5, Sv-A1 and Sv-AMts. The composition of the wire should be similar to the composition of the part.
For welding copper and copper alloys, wire manufactured according to the GOST standard No. 16130-90 is used. We recommend using wire grades M1 or MSr1. You can also use filler rods of the M1r and M3r brands.
To work with other non-ferrous metals (for example, bronze or brass), use wire with the same composition as the part itself. In this case, the brand of wire is not so important.
Types of fluxes for gas welding
Gas welding of copper, aluminum, magnesium and their alloys is accompanied by the active formation of oxides on the surface of the metals being welded under the influence of oxygen contained in the air. Refractory oxides significantly complicate the welding process.
In order to protect metals from oxidation during welding, fluxes for gas welding are used, which are special welding powders or pastes. Boric acid and calcined borax are used as fluxes. They are applied to the edges of the metal being welded, to the welding wire and rods. At welding temperature, low-melting fluxes form slags that float to the surface of the molten metal and protect it from oxidation.
For those who constantly weld using manual arc welding, the relevant question is how to weld with a semi-automatic machine. Creating a resistance welding machine with your own hands will help you save a tidy sum. You will find detailed instructions in this article.
Do you want to weld aluminum or copper? There is an alternative way! More details at the link.
Features of application
Before use, welding wire for gas welding with acetylene (or any other flammable gas) must be thoroughly cleaned of dirt, oil, traces of corrosion, paint, scale, etc. Form the seams slowly and evenly. Avoid splashing metal while welding. After cooling, the seam bead should be smooth and uniform in appearance. The presence of defects (pores, cracks, slag inclusions, etc.) is not allowed. Watch out for refractory oxides; they should not get into the weld pool. And most often they enter the welding zone with filler material. The oxides themselves are formed due to the reaction of nitrogen with oxygen. Their melting point is higher than that of the base metal. For this reason, the seams become uneven and of poor quality.
Pereosnastka.ru
Gases, filler wires and fluxes for gas welding
Category:
Gas welding materials
Gases, filler wires and fluxes for gas welding
Oxygen. The high temperature of a gas flame is achieved by burning flammable gas or liquid vapor in oxygen.
Oxygen in its pure form at a temperature of 20 °C and atmospheric pressure is a transparent gas, colorless, odorless and tasteless, somewhat heavier than air. The mass of 1 m3 of oxygen at 20 °C and atmospheric pressure (1 kgf/cm2) is 1.33 kg. Oxygen liquefies at normal pressure and temperature -182.9 °C. Liquid oxygen is transparent and has a bluish color. The mass of 1 liter of liquid oxygen is 1.14 kg; When 1 liter of oxygen evaporates, 860 liters of gas are formed.
Oxygen is obtained by decomposing water by electric current or by deep cooling of atmospheric air.
Technical oxygen is produced in accordance with GOST 5583-68 in three grades: 1st grade, containing at least 99.7% pure oxygen, 2nd grade - at least 99.5% and 3rd grade - at least 99.2% ( by volume). The remainder is nitrogen and argon.
Oxygen purity is of great importance, especially for oxyfuel cutting. A decrease in oxygen purity worsens the quality of metal processing and increases its consumption.
Compressed oxygen, coming into contact with oils or fats, oxidizes them at high speeds, causing them to spontaneously ignite or explode. Therefore, oxygen cylinders must be protected from contamination by oils.
Flammable gases. Combustible gases include primarily acetylene, propane, natural gas and others; Kerosene vapor is also used.
Acetylene is more often used than other flammable materials for welding and cutting; it gives the highest flame temperature when combustion in oxygen (3050-3150 ° C). Without compromising the quality and cutting performance, acetylene is replaced by other combustibles - propane, methane, kerosene vapor, etc. Technical acetylene (C2H2) is colorless, due to the impurities it contains, it has a strong unpleasant odor, is 1.1 times lighter than air, and dissolves in liquids.
Acetylene is explosive; being under a pressure of 1.5-2 atm, it explodes from an electric spark or fire, as well as when rapidly heated above 200 ° C. At temperatures above 530 °C, explosive decomposition of acetylene occurs.
Mixtures of acetylene with oxygen or air at very low! acetylene content can explode at atmospheric pressure. Therefore, welders must comply with the mandatory rules for operating gas equipment, Self-ignition! the mixture of pure acetylene with oxygen coming out of the gas burner nozzle occurs at a temperature of 428 ° C.
In industry, acetylene is produced in three ways: the decomposition of calcium carbide (CaCa) with water, thermal-oxidative pyrolysis (decomposition) of heated natural gas mixed with oxygen, and the decomposition of liquid hydrocarbons (oil, kerosene) with an electric arc. For welding and cutting, acetylene is obtained from calcium carbide. Technical carbide is contaminated with harmful impurities, which pass into acetylene in the form of hydrogen sulfide, ammonia, phosphorous and siliceous hydrogen. They degrade weld quality and must be removed from acetylene by water rinsing and chemical cleaning.
Acetylene substitute gases. Propane-butane mixture is a mixture of propane with 5-30% butane and is sometimes called technical propane. It is obtained during the extraction of natural gases and during oil refining. The temperature of the propane-oxygen flame is low and reaches 2400 ° C; therefore, it can only be used for welding steel with a thickness of no more than 3 mm; with greater thickness, it is impossible to heat the metal of the joint well to obtain reliable penetration.
It is advisable to use low-temperature flames for cutting, heating parts for straightening, for fire cleaning of metal surfaces, as well as for welding low-melting metals. Propane-oxygen welding of steel sheets up to 3 mm thick is not inferior in quality to acetylene-oxygen welding. In all these cases, propane can be replaced with acetylene.
For welding work, the propane-butane mixture is delivered to the consumer in a liquefied state. The transition of the mixture from the liquid to the gaseous state occurs spontaneously in the upper part of the cylinder due to the lower specific gravity of the gas compared to the liquefied mixture.
Technical propane is heavier than air and has an unpleasant specific odor.
Natural gas. Natural gas consists mainly of methane (77-98%) and small amounts of butane, propane, etc. The gas has almost no odor, so special strong-smelling substances are added to detect its leakage.
A methane-oxygen flame has a temperature of 2100–2200 °C. It is lower than the propane-oxygen flame, so natural gas can be used in limited applications, mainly for thermal cutting.
Other gases and flammable liquids. To form a gas flame, other gases (hydrogen, coke oven, petroleum gases) and flammable liquids (kerosene, gasoline) can be used as fuel.
Liquid fuels are less scarce, but require special containers compared to gaseous ones. For welding and cutting, a flammable liquid is converted into vapor by heating the tip of a torch or cutter. The temperature of a kerosene-oxygen flame is 2400-2450° C, a gasoline-oxygen flame is 2500-2600° C. Liquid fuel vapors can be used mainly for cutting and surface processing of metals 2.
Technical calcium carbide contains up to 90% pure carbide, the rest is an admixture of lime. After cooling, crushing and sorting, calcium carbide is packaged in 100-130 kg into hermetically sealed roofing steel drums or returnable containers - cans with a capacity of 80 and 120 kg, which after using the carbide are returned to the carbide plant.
Theoretically, to decompose 1 kg of CaCg, 0.562 kg of water must be consumed, which produces 0.406 kg (372.5 l) of acetylene and 1.156 kg of slaked lime Ca(OH)2. The reaction occurs with the release of heat (about 475 kcal/kg of calcium carbide). To prevent heating of acetylene, which can cause its explosive decomposition, practically 5 to 15 liters of water are consumed, depending on the design of the acetylene generators in which acetylene is produced.
Calcium carbide greedily absorbs water vapor from the air, releasing acetylene.
According to GOST 1460-76, calcium carbide is produced in pieces of the following sizes (granulation): 2X8; 8x15; 15X25; 25X80 mm. The larger the calcium carbide pieces, the greater the acetylene yield.
Taking into account the impurities contained in calcium carbide and various granulations, the practical yield of acetylene from calcium carbide averages from 250 to 280 liters per 1 kg of CaCg.
Sometimes a lot of dusty calcium carbide* accumulates in the carbide drum. Carbide dust can only be used in specially designed generators. Pulverized calcium carbide must not be used in generators designed to work with coarsely granulated calcium carbide to avoid an explosion.
The welding wire for gas welding must have the same chemical composition as the metal of the product being welded. The grades of welding wire used are the same and according to the same GOST 2246-70 as for arc welding. The wire diameter (dnp) is set depending on the thickness of the steel being welded and the type of welding. Usually they take dnр = b/2, where b is the thickness of the metal being welded in mm. When the metal thickness is more than 16 mm, rods with a diameter of 8 mm are used. To weld aluminum, copper and their alloys, use wire of the same composition as the metal being welded. However, the best results when welding copper are obtained by using wire containing deoxidizers - phosphorus, manganese and silicon - up to 0.2% each. For welding aluminum and its alloys, it is also advisable to use wire with silicon and manganese.
Fluxes are used to remove non-metallic inclusions from the weld metal that enter the welding bath, to protect the edges of the welded metal and welding wire from oxidation. Flux dissolves non-metallic inclusions and oxides, forming a relatively fusible mechanical mixture with a low specific density, which easily rises into the welding slag. Fluxes are introduced into the weld pool in the form of powders or pastes.
When welding low-carbon steels, fluxes are not used, since the oxides formed in this case are low-melting oxides. iron freely extends to the surface of the seam.
Fluxes are used for welding non-ferrous metals, cast irons and some high-alloy steels. The compositions of these fluxes are given in the description of the welding technology for the corresponding metals.
Read more:
Acetylene generators and water seals
Related articles:
pereosnastka.ru
Classification
The types of welding wire are varied. They differ in the direction of application, surface condition, structure, and internal composition of chemical elements.
Brands of welding wire for solving a wide range of production problems are designated by a combination of the letters OH (general purpose) or OK (general quality).
These products are widely used in welding and for the manufacture of various wire products. Ordinary wire is used as a structural and knitting material.
Special-purpose grades are used when welding complex pipes with forced formation of a seam, carrying out the process under water, and under other specific circumstances.
The surface condition of the filler material also varies: with and without copper coating. Copper-plated wire protects the seam from the oxidative action of the environment, promotes stable arc formation, and is most often used in gas welding technology.
In general, gas welding wire is produced using the same technologies as products for electric arc welding.
Based on their internal structure, welding wire is divided into three categories:
- solid with a uniform cross-section;
- powder (tubular);
- activated.
Solid section products are welding wires for semi-automatic and fully automated processes. Filler rods and electrodes are made from it.
The powder product is a tube containing from 15% to 40% powder (flux, or metal particles) inside. The structure of activated wire is similar to that of tubular products. The specificity lies in the reduced content of powder filler. Its mass fraction does not exceed 7%.