Today, sheet metal is used to make products in various industries. Sheet metal is not always in perfect, ready-to-use condition; it may have burrs, stains, rust and other defects that must be eliminated before using the products. Removal of burrs and other imperfections using automated equipment or hand tools. Automatic devices are becoming increasingly popular and are produced in various configurations, taking into account their specifics. This article will help you understand the work process and choose the most appropriate equipment or tool.
With so much choice, it's obvious to think about how to choose the most suitable sheet metal stripping equipment. However, answering such questions can be difficult unless there is an understanding of the type of surface defects and the available sheet metal cleaning techniques.
Custom metalworking services
Modern metalworking of parts is a popular and actively developing industry. Thanks to it, a faceless blank can take on almost any shape. To carry out these operations, manual labor is used less and less: the main work is performed by program-controlled equipment.
Suppliers and manufacturers of metalworking in Russia, Moscow and the Moscow region
The list of companies offering metalworking services is truly limitless. In each region, enterprises of different sizes, market experience and qualifications are ready to take on this task. Information about them, including metal processing in Moscow, can be found in supplier catalogs and on personal websites.
Using a stripping machine
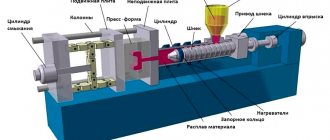
An automatic machine for cleaning and deburring is a device that processes sheet metal products using special tools: sandpaper, brush modules. The Costa Levigatrici company produces wet and dry cleaning devices for removing burrs and burrs, grinding and polishing products using brush modules.
Metalworking services in Moscow
In terms of the number of metalworking services, Moscow, as a rule, is ahead of the Moscow region and other regions of Russia. Alas, this also applies to pricing: sometimes the customer thinks that it is better to spend money on transportation costs and find custom metal processing in a neighboring area than to contact large metropolitan companies.
The reason is that metal processing in Moscow is often based on intermediary services. Not having the necessary equipment in their arsenal, mid-range enterprises order part of the operations from other industries. Accordingly, the cost of work increases.
gallery
Cutting (cutting) is a dividing operation that is performed using hand metal shears, guillotine chair shears (for material over 1.5 mm thick) or a chisel...Segment (cutting) is a separating operation that is performed using hand-held metal shears, guillotine chair shears (for material over 1.5 mm thick) or a chisel. Felling - the operation of separating any figure from a sheet blank. To carry out this operation, a drawing is applied to the cleaned surface of a metal sheet (this can be done using carbon paper) or a template is prepared and glued to the sheet.
If the design is symmetrical, then draw it on the previously marked surface of the sheet and trace it with a scriber (a thin, sharpened steel rod). After this, the fragment is moved to a certain angle, circled again, and so on until the entire drawing is obtained. When the design is completely applied to the metal sheet, they begin to cut it with scissors. If the pattern is complex, then in key areas you can pre-drill holes with a diameter of 3 - 5 mm or carry out the cutting process in parts - from the simplest to the most complex areas. In cases where it is impossible to cut out the entire contour of the design with scissors, use chisels of different sizes and shapes of the cutting edge, and then modify the contour with needle files.
Notching is the formation of internal holes of various shapes in a workpiece, usually carried out with chisels with a straight or radius blade. Larger shapes can be cut with special curved scissors. Notching and punching are the main operations in the manufacture of perforated iron decorations from roofing iron or from thin sheet copper and even from thick strip.
Expanded metal since the 16th century. widely used in decorating household items (chests, headrests, locks, lighting fixtures, etc.), as well as in rural and urban architecture. Valances made of perforated metal decorate the eaves of the roofs and gables of huts, palaces and cathedrals; Openwork ridge trellises complete the roof ridges, smoke turrets and vases cover the chimneys. In addition, the cutting technique was widely used in the manufacture of chest frames, larvae and ax locks and keys, edged weapons, etc.
The pattern of perforated metal was similar to the pattern of saw-cut ornaments on wooden platbands and overhangs and contained mainly plant motifs and repeating geometric elements in the form of circles, triangles, chervonoks, and various curls.
Ridge lattices were usually completed with a rather lush composition of “skates”, “roosters” or “dragons”, characteristic of Russian ornaments. The decorative quality of the hut or building was emphasized by beautifully designed drainpipes. The tops of the pipes were designed in the form of vases, baskets with flowers or a magnificent crown; the pipes themselves had a round or faceted cross-section, and the drain was made in the form of an open dragon's mouth.
Chimneys, gate posts and gates were decorated with finials made of perforated metal. The technology for manufacturing various elements from expanded metal is simple, but it requires painstaking work and skills in working with tin. Initially, you should select or come up with a design and shape of the finished product. It is very important to take into account the scale and distance. If you need to steal a house, a separate gazebo, or a gate using cut metal, then you need to think about the design style of the entire composition.
Flat products made of perforated metal are already ready to be installed in place, and volumetric ones - chimneys, finials, etc. - are pre-assembled into a single whole, which requires high-tech tinsmithing techniques, and then installed in place. The individual elements are connected to each other with a special lock - a fold: single or double. When connecting cylindrical and conical elements, ring folds (standing or lying) are used.
In the manufacture of drain pipes, cylindrical links are used, as well as elbow bends at right or obtuse angles. The marking of the funnel and knee elements is carried out as a development of the surface of a truncated cone and cylinder. When working with tin, special hammers, mallets (wooden hammers), metal shears and a thick metal rod of square or round cross-section mounted on a workbench in a horizontal position are used.
When making chimneys, it is necessary to remember that in addition to aesthetic and decorative ones, they must also perform their main functions - protect the brick pipe from destruction as a result of rain and wind; prevent moisture from entering the pipe and promote the creation of good draft. Cutting and notching are widely used in the manufacture of artistic products. These operations are performed both on an anvil and in a vice. When cutting sheet metal on an anvil, it is necessary to place a sheet of iron or copper under the workpiece so as not to damage the chisel blade when it comes into contact with the hardened surface of the anvil.
Bending of workpieces at right angles can be carried out in a vice, on the edge of an anvil, or in a special mandrel. Bending of curls and spirals can be done on the conical horn of an anvil or using various devices. Twisting the workpiece along the axis is carried out with a special wrench or simply a gas wrench while the second end of the workpiece is clamped in a vice. If it is necessary to obtain a large number of equally twisted blanks, then first a pipe is put on the measuring blank and the twisting process continues until the key rests on the pipe. When performing all processes involving bending, curling or twisting, it should be kept in mind that cold metal springs back (i.e. straightens or unwinds slightly). Therefore, it is necessary to take into account the springback angle or unwinding angle. The twisting process is also used in the manufacture of “lanterns”, for which the strip is cut in one plane, and the square rod in two planes. In some cases, a lantern can be made from four round or square blanks welded together.
Using these methods of cold processing of sheet materials, products are made from gold, silver, copper, iron: various jewelry, all kinds of utensils - bowls, cups, spoons, goblets, jugs, kumgans and samovars; combat armor - shields, helmets, plank armor, bracers, knight's armor, various architectural elements - balls, pommels, dome design details, metal sculpture. The main tool for hammering is hammers of various shapes, weights and materials, and for hammering - all kinds of support tools: small anvils, shperaks, all kinds of backing support tools inserted into the main anvil; poles driven into ground logs, mares, which, when working while sitting, are placed under oneself, and the other end is used as a support tool.
The principle of deflation is that when hitting sheet metal with a hammer, local flattening of the metal occurs, i.e. its thickness decreases, but its area (or length) increases. Thus, if you take a round flat workpiece, place it on an anvil and begin to hammer its central part, the sheet will begin to bend and take the shape of a sphere. By concentrating the blows in certain places and using a variety of backing tools, it is possible to obtain products of various shapes.
During deep drawing, corrugations are formed along the edges of the workpiece, which must be “planted” during subsequent processing, i.e. straighten. The process of corrugation formation can be controlled by first marking them with round nose pliers or using special hammers and mandrels. In this case, it is necessary to ensure that the corrugations are low and wide and not tilted in any direction. It is necessary to pay attention to the cleanliness of the working surface and tools. The impact surface of the hammer and the supporting surface of the anvil and mandrels must be ground and polished so that marks and dents do not form on the metal surface, which during further processing can lead to rupture of the product. It is known that as the sheet is processed with a metal hammer, it is hardened (hardened), i.e. its surface hardens and becomes more brittle. Therefore, to reduce work hardening during work, you can use hammers with a flat or shaped head made of hard wood (beech, hornbeam, maple, boxwood, etc.). To extend the service life of wooden hammers, they are wrapped with glued tape and varnished on top.
Textolite and rubber hammers, as well as hammers with inserts made of red copper, aluminum or lead, do not leave any traces of impact. When working, craftsmen use over 100 different hammers and a large number of support and backing tools: pointing hammers - for setting corrugations, smoothing hammers - for smoothing the surface, ball hammers - for creating spherical surfaces, neck hammers - for processing the “necks” of vases, goblets and other torus surfaces; supporting and backing tools: anvils, various shperaks, massive stands (ambuses) with a convex surface, various scrapers for bending, undercutting and riveting seams. When working, the support and backing tools are installed in the sockets of the main anvil or clamped in a chair vice, and sometimes driven directly into a wooden block or ground.
To create monumental sculptures, as well as various decorative household products, a drift is used according to models or templates (metal, stone or wood). They first determine into which elements the entire mold should be divided, then they cut the metal (taking into account drawing and fitting) and after annealing according to the model, they begin to hammer out the mold with hammers.
For complex shapes, the workpiece is annealed several times during the work process and hammered again on the mold. After knocking out all the elements of the form, they are adjusted to each other, cutting with scissors and filing the edges with files, and then they are butt welded or joined with a seam. As the product is knocked out and assembled, the elements of the model are removed, and the product itself is strengthened (if it is a monumental sculpture) with a special frame. It should be noted that after completing the entire assembly, it is necessary to file all the seams and bring the surface to high quality. In the old days, samovar bodies were also made with a punch.
Making basins, teapots, bowls, trays, jugs and kumgans is much simpler than samovars. Shallow drawing with the help of various hammers and mandrels does not require the use of soldering, and the manufacture of complex products, such as jugs, kumgans, cups, also requires soldering. To make products from sheet metal, a supporting tool is used: stand - a thick metal rod driven into a wooden block or ground, on which the edges of the product are folded; gutter - a cast iron plate with a recess for bending the edges of the bottoms of teapots, buckets and other similar products; upsetting and squeezing - thick metal rods 200-250 mm long with recesses at the ends for upsetting and shaping rivet heads. Along with manual manufacturing technology, there is a method of processing sheet materials made of gold, silver, copper and other ductile metals on pressing machines.
To produce products on pressing machines, the neck of which has a smaller diameter than the base (or middle), it is necessary to use collapsible templates and, after finishing work, remove them element by element from the vessel.
Bulk metal can conditionally include sheet and strip metal with a thickness of over 5 mm, rods of round and square sections, and in general bulk metal that cannot be processed without heating...
More details in the article “Technology for manufacturing products from bulk metal” Navrotsky A.G. "Artistic forging"
Metalworking services by type of work
According to the method of influencing the material, custom metalworking can be divided into:
- mechanical. This includes turning, milling, cutting, gear cutting, sharpening, grinding and other works;
- pressure treatment (forging, stamping);
- chemical - treating the surface of the workpiece with chemicals (nitrogen, boron, chromium, etc.). Can be used for any metals and alloys, including stainless steel metalworking;
- thermal. This includes operations on annealing, hardening, and aging of metal;
- electrical (anodizing);
- artistic (engraving, casting, embossing, etc.).
Manual bending
It’s worth starting with the fact that any metal that is subject to bending has elastic properties. For this reason, during sheet metal processing, when a short-term deforming force is applied to the workpiece, the characteristics of the material do not always have time to be fully realized. In other words, after applying force to a metal workpiece, it will partially restore its original shape. In the industry this became known as springback. It is also worth adding that using mechanical type sheet metal bending machines rather than manual ones will not solve this problem, since the contact time of the punch with the workpiece will not change.
Metalworking enterprises in the Moscow region
Metalworking in the Moscow region is increasingly filling the niche of the capital's services market. Production facilities in the Moscow region are ready to offer almost the same types of work, but at a more comfortable cost. However, the apparent savings can be “eaten up” by transportation costs.
The credo of our workshop is metalworking to order in Moscow at favorable prices for the client. Moreover, it is so democratic that among our regular customers there are many enterprises from Moscow and its neighboring regions.
Advantages
Despite the fact that the topic includes a wide range of technologies, a number of general advantages and limitations of using sheet material can be identified.
+ Variety Sheet metal processing offers a wide range of technologies for producing complex parts by cutting, bending, forming and joining sheet metal. At the same time, materials with various characteristics - resistant to atmospheric factors, corrosion and mechanical stress - ensure the use of products in any field.
+ Manufacturability Sheet metal allows you to produce prototypes and parts with high speed and accuracy, while maintaining the ability to test and make changes in the process. Approaching high volume products, sheet metal becomes effective in consistent results, high productivity and low cost of the finished part.
+ Wear resistance Given the low weight of the final products, sheet metal shows excellent strength characteristics that are maintained during the production process, and the absence of welds reduces the risk of corrosion and increases the service life of parts.
Metal processing services
We offer a full cycle of metalworking parts - drawing up technical documentation, any types of operations on workpieces and, of course, finishing work - such as applying coatings. Our workshop has a full set of equipment to solve these problems: from milling and turning machines to laser machines and powder painting machines.
3D metal printing is the future of metalworking
But even today’s modern equipment, which performs custom metalworking, is not the last word in the industry. The world is increasingly introducing 3D metal printing technology, in which it is possible to create any workpiece immediately after computer modeling. To implement the project, all that is required is to equip the workshop with a printer, debiter and furnace. When this technology is introduced into production, a real revolution in metal processing services can occur.
Overview of types of burrs and defects
A burr may look like a sharp edge of a metal sheet that has been pulled up. It occurs during any metal forming process - cutting, welding, coordinate punching of products. They are divided into two types based on their appearance:
Mechanical: These are again divided into two types: those resulting from overturning and those resulting from breaking. The first and last types occur during drilling, trimming, guillotine cutting and cutting. They can be eliminated by using the right tool and setting the correct speed and feed rate.
Thermal: Occurs during the thermal processing process and is caused by heat from plasma or laser cutting. They are easily avoided by properly setting the correct cutting speed on these rigs and using the proper optics and cutting attachments.
During the waterjet cutting process, corrosion may occur which can be removed using brush modules, sandpaper and other similar tools.
Common Mistakes
The main types of errors when cutting metal can be divided into calculation and technological. The first ones appear when the cutting pattern is formed incorrectly; the dimensions of the parts and the order of their arrangement on the sheet are not taken into account. These inaccuracies can be minimized using cutting programs. In paid versions, it is possible to organize stream production; business balances from previous cuttings are taken into account.
Examples of technological errors for various types of metal cutting:
- Plasma cutting. Incorrect operating mode will lead to the formation of defects. Additionally, there will be severe wear of the nozzle, the consequences of which are stretching the arc and widening the cut.
- Laser processing. Rapid passage of the beam can cause burrs to appear - hardening of beads on the edge. It is necessary to adjust the guide frame; its wear affects the accuracy of the cut.
- Mechanical cutting. A common cause of edge bending is a dull edge of a disk, guillotine or blade. Also, sheet fixation is important for machining.
To optimize the process and obtain high-quality workpieces, several cutting technologies can be used. This is relevant for the manufacture of complex-shaped products or for organizing constant flow production. The main advantage of this approach is the reduction of waste, which has a positive effect on product costs.
Sheet metal polishing
This process is intended to give the finished product an aesthetic appearance and shine. In addition, this operation is also used in cases where it is necessary in the future to apply any additional layer of paint, protective substance, etc. to the surface of the workpiece.
This operation can be carried out in the following ways:
- mechanical or abrasive polishing;
- chemical treatment;
- electrochemical method;
- electrolyte-plasma method.
It can also be added that the technology for carrying out some types of polishing does not require special equipment. For example, the mechanical method can be carried out independently at home. However, the natural disadvantage is that it will not be possible to achieve a significant result or high quality grinding.
Results
The choice of metal cutting technology begins with drawing up technical requirements. The thickness, material properties, and configuration of the workpiece are taken into account. Based on this, the optimal cutting technique is determined.
The next important point is the formation of a cutting map. It should make the most efficient use of the entire sheet area and ensure the minimization of non-business waste. To perform this task, specialized software systems are used.
The setup and technical condition of equipment and cutting machines directly affects the quality of the work performed. It is necessary to periodically carry out diagnostics, scheduled repairs and replacement of components.
To effectively cut metal, all factors should be taken into account - from the choice of technology to the actual condition of the equipment. This is important not only for mass production, but also for the manufacture of piece products.
Additional processing methods
In production there are additional processing methods that are considered simplified. Such methods include stamping with elastic materials, pressing, high-speed stamping, etc.
For example, if we consider stamping with elastic materials, then it has its own characteristics. The machine on which such an operation is carried out has only one working element made of metal - it can be a punch or a matrix. The second one is made of rubber, plastic, polyurethane and liquid.
Let's say that the template used for laying the workpiece will be selected as the metal part. This means that a rubber pad will be used in the press slide, which will press the material against the template. It is worth noting here that if the template is characterized by sharp edges, then the free edges of the workpiece are first bent and then torn off along the cutting edge. This way you can cut and punch the material.
Calculation of metal cutting, waste minimization
The first stage is the formation of a cutting map. This is a diagram of the location of the contours of parts (blanks) on sheet metal. This is done manually or using software packages. The latter option is preferable, since the cutting map is optimal. This is important for flow production when business balances need to be taken into account, which will reduce the amount of unrecoverable waste.
Principles of forming a metal cutting map.
- Placing blanks of the same type allows you to use the material as efficiently as possible.
- First, the dimensions of the long and wide parts are marked, then the remaining blanks fill the free space.
- Aligns contours to optimize cutting, with fewer torch or laser head passes.
- Technological cutting width. For heat treatment it is 3-5 mm from the actual width. It is not taken into account during mechanical cutting.
- The larger the steel sheet, the higher the utilization rate. This is the ratio of the area of the blanks to the area of the sheet.
It takes into account which machine or other equipment is selected for cutting metal. The main parameter is the maximum and minimum cutting width, the ability to change this value. The basis for choosing technology is the quality requirements for the resulting workpiece. Thus, for high-precision production, the absence of a cut taper, or the minimum value of this parameter, is important.
Important: to produce parts of different thicknesses, it is recommended to draw up several maps, as well as calculate equipment parameters. This is necessary to optimize the process, increase processing speed, and product quality.