Often the desire to make their home even more attractive and interesting prompts owners to use very rare and intricate materials in their work. Previously, vinyl records and metal alloys, matchboxes and scorched wood, textiles and leatherette, and much more were used for decoration: an experienced craftsman will find a use for everything. Today, polymer plexiglass has gained wide popularity, which can be used both for decorative purposes and as a material for creating intricate devices for household use. Thanks to a creative approach, skillful hands and certain knowledge, you can create truly unique objects from organic glass, which will later become your pride and home decoration.
Main features of working with organic glass
To achieve good results when working with bending organic glass, you should take into account its features. They will allow you to get rid of possible defects and waste of material. Bending plexiglass at home is not a complicated operation.
Plexiglas in decor
First of all, it is necessary to correctly calculate the dimensions of the future part, taking into account the bending radius. If experience is not enough, it may be advisable to make a mock-up of the future part from cardboard or thick paper (if the part is not large in size).
When choosing a material, it is necessary to clean the workpiece, it is better to rinse it with clean water and remove all small particles that are on the surface. This occurs due to the formation of an electrical charge on the surface. It is necessary to avoid the use of any abrasive materials, even the smallest fractions. This will lead to a significant decrease in the transparency of the future part. After washing, professionals let the plexiglass dry for 24 hours, preferably at room temperature. If time is limited, you can use a hair dryer. In this case, it is necessary to observe the thermal regime. The temperature of the directed air flow should not exceed 80 °C. To get a good result, use an empirical approach that allows you to calculate the drying time. According to this approach, you need to spend one hour for every millimeter of glass thickness. Therefore, if the glass is 3 mm thick, it must be dried for at least three hours.
After drying, you can begin work. However, it should be remembered that it is more expedient to heat the required area on the opposite side from the bend surface. If it is necessary to obtain a given internal angle, the outer side of the glass is heated.
Plexiglas parts
The heating temperature must be taken into account. Plexiglas, as a material made from organic compounds, can not only heat up, but melt and even catch fire. Professionals advise maintaining the heating temperature at approximately 150 °C. If, in addition to the task of changing the surface configuration, there is a need to fill a certain shape with organic glass, it must be heated to a temperature of more than 170 ° C.
An important feature is the need to heat an area of organic glass that is three times the thickness of the glass. When bending glass 4 mm thick, a strip 12 mm wide should be heated. For material with a thickness of more than 5 mm, it is necessary to heat it on both sides along the line of the planned bend.
After completing the work, it is necessary to cool the part, without using quick cooling methods (flow of cold water or air). Such haste can lead to the formation of internal cracks, bubbles, and deformation. Therefore, to obtain the required bending angle, it is necessary to carefully follow the technological sequence.
Specifications
The popularity and widespread use of PMMA is due to its characteristics.
| Characteristics | Meaning |
| Density | Varies between 1.18-1.19 g/cc. cm |
| Tensile Density | 75 MPa |
| Water absorption level | 0,2% |
| Heat resistance level | 110°C |
| Elastic modulus | 3210 MPa |
| Temperature Range | Temperature: ¾ boiling point – 200°C; ¾ melting – 160°C; ¾ ignition – from 460°C to 630°C; ¾ operation – from -40°C to +90°C |
Important: The light transmittance of transparent varieties can reach 93%. For matte ones, the figure decreases to 75%.
Thickness
Separately, it should be said about the thickness of acrylic. The choice of material in the manufacture of certain structures depends on this parameter. There are sheets on sale with the following thickness:
- 1.5 mm. Product weight – 11.2 kg. It lends itself well to any processing. Used to create advertising stands, business card holders, and price tag holders.
- Plexiglas 2 mm. Weight – 13.4 kg. Viewing windows and protective screens for paintings are made from it.
- Plexiglas 3 mm. Weight – 22.3 kg. It is used as lighting to create illuminated signs, light boxes, side windows in cars and windshields in motorcycles.
- Plexiglas 4 mm. Weight – 29.8 kg. Signs, stands with a side of no more than 8 cm, and partitions are made from such acrylic sheets.
- Plexiglas 5 mm. Weight – 37.2 kg. PMMA is found in designer structures, as a protective screen for store displays.
- Plexiglas 6 mm. Weight – 44.6 kg. It is used for glazing industrial and production premises, boats, airplanes, and is used in instrument making.
- Plexiglas 8 mm. Weight – 59.5 kg. It is used for the production of backlit and engraved signs (acrillites), letters, and logos. It has found its place in the glazing of helicopters, airplanes, and yachts.
- Plexiglas 10 mm. Weight – 74.4 kg. Awards, furniture, table stands of complex shapes, presentation stands, and basketball backboards are made from plexiglass of this size.
- 12 mm. Weight – 89.3 kg. Plexiglas is used for transparent stairs, steps, stages, fences, partitions.
- 20 mm. Weight – 148.8 kg. Acrylic has become widespread in the production of pavilions for swimming pools, canopies, and interior elements.
For reference: Plexiglas is produced in the form of pipes, sheets, blocks, rods. Leaf varieties have standard sizes - 2050x3050.
Preparatory stage
This stage involves preparing the necessary tools and the workpiece itself.
Plexiglas cutting
Depending on which method is chosen, the following tools and equipment will be required:
- a vice or several clamps for securing the workpiece;
- a manual or mechanical cutting tool (this could be a hacksaw, an electric jigsaw);
- form for bending (usually a metal pipe, wooden block, tabletop or other equipment is used that can provide the required bending radius);
- abrasive material for smoothing the edges of the structure;
- water container;
- source of electric current (can be alternating or direct);
- soft liners to prevent mechanical marks from a vice or clamps on the surface of the part.
Heated plexiglass
Any operation of bending organic glass involves heating it. This can be heating the immediate bend or the entire part, if its dimensions are not large. For these purposes, various heat sources are used.
Using a hair dryer
If it is necessary to bend a large piece of organic glass or a fairly long part, a powerful hair dryer is used as a heat source. Its power should be such that it allows heating a sufficiently large area of the part.
Bend plexiglass using a hair dryer
The sheet is clamped in a vice, or if this is not possible due to its large size, several clamps are used. With their help, it is fixed to the tabletop. Mark the future fold line and gradually carefully warm up the area adjacent to the future fold line with a stream of hot air. After softening this area of plexiglass, bend it to the required angle. The resulting part is cooled naturally for the required time.
Bending in hot water (boiling method)
This method is considered by professionals to be the simplest and least energy-consuming. To implement it, practically no special tool is required.
Its implementation is as follows:
- the prepared container with water is heated so that the water begins to boil (the size of the container is chosen so that it can be used to freely work with the workpiece);
- immerse a plexiglass part in boiled water and keep it there for five minutes (the time depends on the thickness of the part);
- After the workpiece is well heated, it is necessary to remove it and give it the required shape.
Bending plexiglass by placing it on a heated surface
The peculiarity of this method is that you have to work with a fully heated workpiece. Therefore, it is necessary to provide methods of protection against high temperatures.
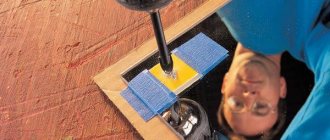
How to drill?
Acrylic lends itself well to drilling, but it is necessary to avoid heating and rough handling of the material during drilling. The heat generated by the drill can lead to melting or cracking, and any careless movement of the material near the drill can lead to breaks.
Use specially ground and polished drill bits designed for acrylic, or reshape a regular twist drill bit on a sander so it can be used for drilling in resin. The shape of a twist drill can be changed by grinding the edges of the drill on both sides so that a scraping action is created when drilling. If the drill is properly sharpened and operated at the correct speed, long, curly stripes will be achieved during the machining process.
Drill speed is also an important factor. Set the drill press to 500 to 1000 rpm. Always start and finish processing at a slow speed. If you are going to drill several holes, let the tool cool down from time to time to avoid heating up the acrylic.
You can put a piece of plywood under the bottom of the acrylic sheet to give the drill more space and not touch the plexiglass when the tool slows down. To prevent cracking, do not machine too close to the edge (1.5 hole diameters from the center would be considered too close).
Using special nichrome wire
This method is considered the most technologically advanced. To implement it, a special nichrome wire and a constant voltage source are used. The power of the source must ensure heating of this wire to the required temperature.
Use of special nichrome wire
The process itself is implemented in several stages.
- The workpiece must be thoroughly dried. Without this operation, moisture bubbles may form in the bending areas, which can have a negative impact on the strength in the bending area, reduce transparency, and significantly worsen the appearance. Drying must be done in accordance with the recommendations given earlier.
- The finished part is fixed on the surface of the workbench. Nichrome wire is pulled over the intended bend line. The height from the surface of organic glass should not exceed five millimeters. It is not advisable to apply preliminary markings to the sheet with a pencil, marker, or other dyes. Heating the bend can cause the dye to diffuse into the surface layer of organic glass. It is almost impossible to remove such a strip.
- The wire is connected to a direct current source. It will be more convenient to work if the source is adjustable. In this case, there is the possibility of a gradual increase in the strength of the electric current passing through the filament, and therefore a gradual increase in the filament temperature. It is necessary to achieve a heating temperature of approximately 150 °C. It is from this temperature that deformation of organic glass occurs.
- Having reached this temperature, the bend line will become plastic and part of the sheet will begin to bend downward under its own weight. All that remains is to give the workpiece the required angle. After completing the process, you must allow the finished part to cool.
Normalization
The main purpose of this heat treatment is to relieve residual stress in the cast acrylic, which under normal circumstances does not affect the behavior of the final products, and to make sheets more stable, which do not change in size after thermoforming. This process also ensures long-term dimensional stability of the product. This allows for more reproducible thermoforming with high dimensional accuracy. The normalization process is carried out at a certain temperature above the plasticity (glass transition) temperature in a group method for several sheets of acrylic in special ovens with natural air convection.
For normalization annealing, precisely controlled temperature and thickness-dependent cycle times are critical parameters. It is also important that the sheets are placed on a flat and smooth surface. The procedure consists of several stages. First, the sheets should be slowly heated to a temperature of 140 °C and maintained until the temperature becomes uniform over the entire sheet area. From this moment the countdown of the first stage of normalization begins. During this time, the temperature must be maintained within ± 2°C. After this, the sheet slowly cools to 105-110 °C, is again maintained for a certain time, and then the temperature decreases at a rate of no more than 4 °C per hour until the temperature is equal to room temperature (less than 29 °C). For different sheet thicknesses, the time intervals for each stage are shown in Table 1.
Table 1. Typical normalization cycle parameters for cast Polycryl acrylic.
| Stage 1 | Stage 2 | Stage 3 | Stage 4 | Stage 5 | |||||
| Thickness | Heat before | Excerpt at | Cooling before | Excerpt at | Cooling before | ||||
| mm | 1400C | 1400C | 105 – 1100C | 105-1100C | 22 - 290C | ||||
| Hour. | Min. | Hour. | Min. | Hour. | Min. | Hour. | Min. | Hour. | |
| 3 | 30 | 50 | 30 | 30 | 21 | ||||
| 4 | 30 | 1 | 30 | 30 | 50 | 22 | |||
| 5 | 30 | 1 | 30 | 30 | 50 | 22 | |||
| 6 | 30 | 1 | 40 | 30 | 50 | 22 | |||
| 8 | 1 | 2 | 15 | 1 | 1 | 30 | 22 | ||
| 10 | 1 | 3 | 1 | 1 | 30 | 25 | |||
| 12 | 1 | 3 | 45 | 1 | 1 | 50 | 25 | ||
| 13 | 1 | 3 | 45 | 1 | 1 | 50 | 25 | ||
| 15 | 1 | 4 | 15 | 2 | 2 | 30 | |||
| 20 | 1 | 30 | 5 | 30 | 3 | 30 | 3 | 30 | |
| 25 | 1 | 30 | 7 | 3 | 30 | 3 | 30 | 30 | |
| 30 | 1 | 45 | 8 | 30 | 4 | 45 | 4 | 30 | |
| 35 | 2 | 9 | 45 | 5 | 5 | 35 | |||
| 40 | 2 | 30 | 11 | 15 | 5 | 30 | 5 | 45 | 35 |
| 45 | 2 | 30 | 12 | 30 | 6 | 30 | 6 | 30 | 35 |
| 50 | 3 | 14 | 7 | 7 | 40 | ||||
| 55 | 3 | 15 | 30 | 7 | 7 | 45 | 40 | ||
| 60 | 3 | 30 | 16 | 45 | 8 | 30 | 8 | 30 | 40 |
In most cases where acrylic is used for thermoformed products for advertising purposes, maintaining high dimensional accuracy and reproducibility is not required and the normalization process is not necessary. However, if the acrylic sheets have been stored in conditions that are not suitable for storage, have become stressed or even have visible deviations in flatness, then it is recommended to carry out a normalization process.
Using a metal pipe
This method is used if it is necessary to give the workpiece not just a bend, but a certain radius of curvature, and is also applicable at home. In this case, a metal pipe is used as a blank of the required radius. To carry out the operation, either the pipe itself or the bend is heated using a powerful soldering iron with a wide tip or a blowtorch.
Bend using a metal pipe
The sequence of implementation of the technological process is as follows:
- A cold sheet of organic glass is placed on top of a pre-fixed pipe. Mark the starting point of the bend.
- Using a blowtorch or soldering iron, gradually heat the bend area. When the material becomes soft, manually carefully turn the sheet along the pipe, bending it to the desired angle. Using a soldering iron allows you to heat the bending area to the maximum temperature. This moment is easily determined by the crackling sound of the material.
If another option is used, the pipe is first heated and then a sheet of plexiglass is applied. A bend is made around the heated pipe.
Using any of the listed methods involves working with such hazardous factors as:
- instruments and devices connected to high voltage;
- high temperatures;
- possible appearance of fragments when glass breaks (with insufficient heating).
Drawing of a bending machine for plexiglass
Therefore, in order to protect yourself during this work, you must follow safety regulations.
Properties of plexiglass
The composition of plexiglass includes various polymers. They give the glass strength; polymer glass is even stronger than silicate glass. Plexiglas is a lightweight material, therefore, when it is used in structures, for example, roofs, canopies, solid supports are not required.
In everyday life, polymer glass can be found in a variety of options; just look at the photo with polymer products: aquariums, decorative design elements, shelves, a TV stand, a coffee table. Artificial glass has excellent transparency, so it can be used to make interior doors and partitions. Probably the only disadvantage of plexiglass is its flammability and thermoplasticity, but the latter disadvantage can be turned into an advantage, because sometimes artificial glass has to be bent at home.
Advantages and disadvantages of organic glass
Organic glass has a number of advantages that have contributed to its great popularity. These include:
- has good anti-shock properties;
- relatively light weight (allows you to create complex and rather bulky structures);
- is an excellent dielectric;
- has high throughput over the entire range of the visible spectrum;
- quite resistant to atmospheric factors (high humidity, various types of precipitation, low temperatures);
- has good environmental performance (when heated, no harmful chemical elements are released);
- sufficiently high resistance to the effects of mildly aggressive agents;
- good mechanical properties (quite easy to process and deformable);
- has a wide range of colors;
- good operational safety (if damaged, no dangerous fragments are formed).
Multi-colored plexiglass
The main disadvantage of this material is its poor resistance to external influences from solid objects (scratches, cuts, and cracks quickly form). In addition, the formation of a surface electric charge due to its electrostatic properties can be considered a negative phenomenon.
Advantages
The advantages of lightweight, transparent plexiglass are beyond doubt. The positive points include:
- Impact resistance. It is 10 times stronger than its silicate counterpart, but does not break into small fragments. According to this criterion, it is inferior to PET and polycarbonate, but there are reinforced options on the market, the strength of which can reach 100 kJ/sq.m.
- Ease of processing. You can perform any operations with it: cutting, bending, sawing, engraving.
- Long service life. Does not turn yellow from exposure to ultraviolet radiation, retains its characteristics for up to 10 years.
- Environmental friendliness. The material can be recycled and is easily recycled.
During any processing, PMMA does not lose its optical properties and does not distort the image.