Home / Electrodes
Back
Reading time: 2 min
0
2715
OZL-6 electrodes are the most famous brand among professional welders. They are versatile and easy to use. These advantages make them indispensable both in large enterprises and when independently welding steel.
The article will discuss those characteristics of OZL-6 rods that made them convenient for a variety of welding jobs. We will tell you why professionals choose this brand and in what areas it is used.
In addition, you can find out what analogues of OZL-6 are in our stores.
- GENERAL INFORMATION
- APPLICATION AREA
- FEATURES AND ANALOGUES
- INSTEAD OF CONCLUSION
general information
In the manufacture of the rod, alloyed wire SV07X25N13 is used. Therefore, during welding, it is preferable to use DC machines with reverse polarity.
Reliable protection of the weld pool is guaranteed by the base coating.
Another advantage was the ability to obtain a high-quality seam in any spatial position.
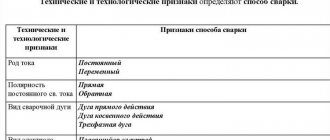
Explanation of markings
Electrodes of this brand were developed in, and the marking gives the following information:
- OZL – ash main coating type;
- 6 – purpose of the manufactured seam.
Electrodes OZL-6.
Classification and GOST
Russian enterprises producing such products operate in accordance with GOST 10052-75 “Coated metal electrodes for manual arc welding of high-alloy steels with special properties.”
Generally accepted product qualifications:
- welding electrodes OZL-6-2;
- OZL-6-2.5;
- OZL-6-3;
- OZL-6-4;
- OZL-6-5.
Where are OZL-6 used?
Due to their characteristics, such consumables are used when it is necessary to make seams and connections of low-carbon steels, metals with a low content of alloying additives, heat-resistant alloys, cast and rolled structures installed in places with an aggressive environment. Performance characteristics are maintained at temperatures up to + 1000 °C.
Welding modes
The method of working with electrodes is presented in the table:
| Electrode diameter | Current strength when welding in the lower position, A | Current strength when welding in a vertical position, A | Current strength when welding in the ceiling position, A |
| 2 | 40-55 | 30-40 | No |
| 2,5 | 50-70 | 40-60 | No |
| 3 | 60-80 | 50-70 | No |
| 4 | 120-140 | 100-120 | 100-110 |
| 5 | 140-160 | 120-140 | No |
Why is it important to use special electrodes for welding stainless steel?
Stainless steel, since its appearance on the metal market, has been widely used for the production of parts and assembly units that are used in various industries. The popularity of stainless steel is due not only to its resistance to corrosion, but also to a number of other properties. These include high strength parameters, appearance, and durability. But alloys of this class have one significant drawback - poor weldability. It must be said that this drawback significantly complicates working with stainless steel. This is due to a number of reasons, in particular:
- Stainless alloys have low thermal conductivity. This figure is two times less than that of traditional carbon steels. That is why, during welding work, this material is less able to remove excess heat generated during the work process. This phenomenon has led to the fact that in order to reduce heat, a welding current that is 15-20% less than that required for welding ferrous alloys is used.
- When joining stainless steel products with a large mass, a fairly large gap must be left between the workpieces. If this requirement is ignored, microscopic cracks will appear in the metal located next to the seam. Their presence will lead to a reduction in the quality of the connection, including its reliability.
- When welding stainless steel, a high electrical connection zone is formed in the weld area. Accordingly, this leads to strong heating of the tool. This is what determined that to perform welding work it is necessary to use special stainless steel consumables designed to work with such steels. They are selected based on the markings on the box or on the consumables themselves.
Specifications
The use of OZL-6 is associated with their technical characteristics:
| Characteristic name | Data or description |
| Arc burning | Sustainable |
| Metal spatter level | Small |
| Formation of the resulting seam | good |
| Separability of slag crust | Satisfactory |
| Deposition coefficient (in the lower position of the seam) | 10.0 – 13.0 g/Ah |
| Deposition performance (for 4.0 mm diameter) | 1.1-1.7 kg/h |
| Consumption per 1 kg of deposited metal | 1.6 kg |
| The tendency of the weld metal to form pores | Prone to poor preparation of the joint and lengthening of the welding arc |
We recommend reading: Rules for selecting electrodes for welding cast iron
Size range
The most popular types of welding consumables of this brand are sold on the market:
- for operation with current from 60 to 130 A, diameter 3 mm and length 350 mm – 30 pcs. in 1 kg;
- for operation with current from 100 to 2100 A, with a diameter of 4 mm and a length of 450 mm - 15 pcs. in 1 kg;
- for work with current from 150 to 280 A, with a diameter of 5 mm and a length of 450 mm - 10 pieces per 1 kg.
Electrodes diameter 4.0.
Chemical composition of OZL-6 electrodes
The properties of consumables are ensured by the chemical composition of the coating, consisting of the following components:
- Carbon in an amount of 0.09%, which binds free metal molecules and gives it strength. Due to the precisely adjusted percentage, a solid connection is obtained that eliminates brittleness.
- Manganese – 1.9%. It plays a similar role, and also promotes the removal of sulfur and phosphorus. The resulting seam is smoother and more uniform, resistant to mechanical stress.
- Silicon – 0.38%, which is a deoxidizing agent. It removes free oxygen from steel, helping to reduce chemical segregation and improve mechanical properties, increasing ductility and strength.
- Nickel – 12.8% for oxidation resistance and increased heat resistance of the joint. Physical properties are maintained in corrosive environments.
- Chromium – 24.9%. It becomes an alloying component and reduces abrasive wear, the tendency to rust and improves the quality of the joint after thermal loads.
- Sulfur (0.011%) and phosphorus (0.022%) entering the main layer from the charge and alloys during manufacturing. Their number was minimized and the number of cracks during welding was reduced.
Properties of the resulting seam
The metal connection obtained by welding with OZL-6 electrodes has the following mechanical characteristics:
- temporary resistance 560 MPa;
- relative elongation by 25%;
- impact strength 90 J/cm²;
- ferrite phase 6.1%.
We recommend reading Description of ANO-21 electrodes
Weld.
Features of surfacing
A negative feature of these consumables was the high consumption during welding. Creating a fixed length seam will require 60% more electrodes compared to other brands.
Therefore, to increase efficiency, it is necessary to prevent sticking or boiling of the rod and splashing of metal around the workplace.
To do this you need to do the following:
- calcinate the electrodes before starting to join metals for 1 hour at a temperature of +180-200°C;
- do not work in a vertical plane;
- clean the tip of the rod;
- carefully sand the surfaces to be welded;
- conduct an arc spark along the top of the seam at an angle of 80° and at a distance from the joined edges of no more than 3 mm;
- follow the welding mode, focusing on the instructions printed on the packaging;
- after replacing the electrode, you need to clean the joint and continue welding from a point located slightly higher from the stopping point;
- Do not allow the seam to cool suddenly.
Metal stripping.
Stainless steel electrodes, what are their features?
When performing work with workpieces made from stainless steel, it is necessary not only to choose the right electrodes, but also to use welding equipment skillfully, in particular, to select the operating current, determine the gas flow, etc.
Electrodes for stainless steel welding
Violation of certain technological rules leads to such a phenomenon as intercrystalline corrosion. It reduces the corrosion resistance of the weld and adjacent metal. In addition, upon reaching a certain temperature, chromium and iron carbides begin to form in the structure. They make the metal excessively brittle and reduce its anti-corrosion characteristics.
Electrodes for stainless steel help to avoid this phenomenon, and if used correctly, the quality of the seam will meet all technical requirements.
The best manufacturers of OZL-6 electrodes
Currently, these electrodes are manufactured at the following Russian enterprises:
- "SpetsElectrod" is a leading Russian enterprise in the industry with more than 70 years of experience in the production and development of welding equipment. The plant's products have been awarded numerous diplomas for quality, confirmed by the standards of Russia, Belarus, Ukraine and Kazakhstan. The electrodes have received approval from the Russian River and Sea Shipping Register. NAKS, Gosatomnadzor.
- Frunze-Electrode is a Ukrainian plant operating since 1930 and part of PJSC Sumy NPO. Swiss equipment produces more than 170 types of welding consumables. The products are certified according to ISO 9001:2008 Bureau Veritas Certification No. IA 226095 and UkrSEPRO No. IA2.021.04709-10 and are supplied to leading enterprises in Ukraine,
- "Ecom-Plus", a Ukrainian enterprise that appeared in 2002. The founder was S.M. Kiselev, who previously worked at the IES named after. E.O. Paton. In 2014, reconstruction began, and a year later a new production facility opened on the German line of the Kjellberg Finsterwalde company.
Brand of electrodes Frunze-electrode.
Electrode brand SpetsElektrod.
Electrodes brand EconomyPlus.
Useful tips
In order for welding of stainless steel parts to take place without any difficulties, during work you should take into account the recommendations from professionals:
- If during welding work the temperature rises to +500 degrees Celsius or higher, then it is quite possible that crystallization-type cracks will appear at the site of the future weld. This should not be allowed, otherwise the connection will be less strong and reliable.
- When welding stainless steel parts at temperatures from +350 to +500 degrees Celsius, the alloy becomes less ductile, and this can make the metal more brittle.
- To create a high-quality weld, stainless steel parts prepared for joining must be heated to a temperature of +1200 degrees, and then cooled naturally. They need to cool for at least 3 hours.
- The welding seam is as strong and reliable as possible when welding takes place in the shortest possible time. Prolonged heating of stainless steel products should be avoided. When using the layer-by-layer welding method, a new layer is applied only when the previous one has cooled to +100 degrees.
- Sometimes before applying the base layer you have to tack two blanks. In this case, you need to make sure that the gap between them is as small as possible. You should strive to ensure that the potholders are as long as possible.
https://youtube.com/watch?v=Zngv3j_zH4g
High-quality analogues
Products with characteristics similar to OZL-6 are produced by the following foreign enterprises:
- BÖHLER, Austria, specializing primarily in the production of high-quality steel grades. A separate division also produces consumables for welding. Electrodes FOX CN 23/12-A became an analogue.
- OERLICON, USA with models INOX 25/14, VERTINOX 309 Mo, FERINOX. Since 2022 he has been working in Moscow and Skolkovo. Customers for welding components include enterprises in the automotive, aerospace, energy, and oil and gas industries.
- LINCOLN, USA, offering a wide range of welding equipment for industry and home use. As a replacement for OZL-6, it produces electrodes marked Arosta 309S, Limarosta 309S, Arosta 309Nb, Arosta 309Mo,
- UTP, Germany - has been operating since 1953 under the name Handelsgesellschaft Universal Tiefpunkt GmbH. The phrase universal tiefpunkt is translated as the common “lower” melting point of metals in a eutectic alloy. Since 1956, the production of welding materials began in Switzerland, since 1993 - in Mexico, since 1969 - in Brazil. The brand was later purchased by the Böhler Welding Group. As a substitute for ash electrodes, UTP 6824, 6824 LC, 6824 MoLC, 6824 Nb, 6824 MoNb products are produced.
- ESAB, Sweden - the history began with the receipt in 1904 of a patent for a coated electrode for electric arc welding, which was received by company founder Oscar Kjellberg. His initials still adorn the concern’s products. Companies producing welding equipment operate all over the world, incl. in Russia, Belarus and Kazakhstan. Analogs to OZL-6 were OK 67.62 and OK 67.60.
- KOBE STEEL ltd., Japan - the largest supplier of materials and equipment, owner of the KOBELCO brand. Welding materials have been produced for over 60 years. As a replacement, the range includes electrodes NC39, HIMELT 309, NCA-309, NC-39L, HIMELT-309L,
Seams made by foreign analogues do not differ in quality from those welded with domestic OZL-6 electrodes.
Electrodes for stainless steels and ferrous metals
The combination of stainless steel and ferrous metal is quite possible. But this process is fraught with certain difficulties. The thing is that these metals have different structures. There are three methods you can use to perform this operation:
- welding using coated consumables;
- welding with non-consumable tungsten rods;
- welding under protective gas, as a rule, argon or gas mixtures based on it are used for this.
For welding dissimilar metals, the OZL-312 grade is used. To perform the assembly of critical structures, EA-395/9 is used. OZL-312 stainless steel welding rods are suitable for welding steels with an unidentified composition.
But, as practice shows, no one has come up with an optimal quality seam better than joining workpieces under gas protection. In this process, gas plays the role of protecting the weld pool from the effects of the atmosphere, in particular from nitrogen and oxygen. When welding with argon, there is one subtlety. To ensure the quality of welding, a welding rod is used, which must be held strictly at an angle of 90 ⁰ to the surfaces being processed.
Based on the above, we can draw the following conclusion: materials of wide application are used to perform welding of dissimilar metals.