Главная / Электроды
Назад
Время на чтение: 2 мин
0
2715
Электроды ОЗЛ-6 — наиболее известная марка среди профессиональных сварщиков. Они универсальны и просты в работе. Эти преимущества делают их незаменимыми как на больших предприятиях, так и при самостоятельной сварке стали.
В статье пойдет речь о тех характеристиках стержней ОЗЛ-6, которые сделали их удобными для разнообразных сварочных работ. Мы расскажем, почему профессионалы выбирают эту марку, в каких областях она используется.
Кроме того Вы сможете узнать, какие аналоги ОЗЛ-6 есть в наших магазинах.
- ОБЩИЕ СВЕДЕНИЯ
- ОБЛАСТЬ ПРИМЕНЕНИЯ
- ОСОБЕННОСТИ И АНАЛОГИ
- ВМЕСТО ЗАКЛЮЧЕНИЯ
Общая информация
При изготовлении стержня применяют легированную проволоку СВ07Х25Н13. Поэтому во время сварки предпочтительно использовать аппараты постоянного тока с обратной полярностью.
Надежная защита сварочной ванны гарантируется основным покрытием.
Еще одним преимуществом стала возможность получения качественного шва в любом пространственном положении.
Расшифровка маркировки
Электроды этой марки разработаны в , а маркировка дает такую информацию:
- ОЗЛ – тип основного покрытия зольное;
- 6 – назначение изготовленного шва.
Электроды ОЗЛ-6.
Классификация и ГОСТ
Российские предприятия, выпускающие подобные изделия, работают в соответствии с ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами».
Общепринятая квалификация продукции:
- сварочные электроды ОЗЛ-6-2;
- ОЗЛ-6-2,5;
- ОЗЛ-6-3;
- ОЗЛ-6-4;
- ОЗЛ-6-5.
Где применяются ОЗЛ-6
Из-за своих особенностей такие расходники используются тогда, когда нужно изготовить швы и соединения низкоуглеродистых сталей, металлов с малым содержанием легирующих добавок, жаропрочных сплавов, литых и катаных конструкций, устанавливаемых в местах с агрессивной средой. Рабочие характеристики сохраняются при температурах до + 1000 °С.
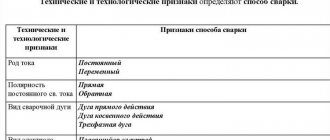
Режимы сварки
Методика работы с электродами представлена в таблице:
| Диаметр электрода | Сила ток при сварке в нижнем положении, А | Сила ток при сварке в вертикальном положении, А | Сила ток при сварке в потолочном положении, А |
| 2 | 40-55 | 30-40 | нет |
| 2,5 | 50-70 | 40-60 | нет |
| 3 | 60-80 | 50-70 | нет |
| 4 | 120-140 | 100-120 | 100-110 |
| 5 | 140-160 | 120-140 | нет |
Почему важно использовать специальные электроды для сварки нержавейки
Нержавейка, с момента ее появления на рынке металлов широко используется для производства деталей и сборочных единиц, которые применяют в различных отраслях. Популярность нержавейки обусловлена не только ее стойкостью к воздействию коррозии, но и рядом других свойств. К ним можно отнести, высокие прочностные параметры, внешний вид, длительность эксплуатации. Но сплавы этого класса обладают одним существенным недостатком – плохая свариваемость. Надо сказать, что такой недостаток существенно осложняет работу с нержавейкой. Она обусловлена рядом причин, в частности:
- Нержавеющие сплавы имеют низкую теплопроводность. Этот показатель в два раза меньше, чем у традиционных углеродистых сталей. Именно поэтому, во время выполнения сварочных работ этот материал хуже отводит излишнее тепло, возникающее в процессе работы. Такое явление привело к тому, что для уменьшения тепла, используют сварочный ток на 15-20% меньший, чем тот, который необходим для сварки черных сплавов.
- Во время соединения изделий из нержавеющей стали с большой массой между заготовками необходимо оставлять довольно большой зазор. Если это требование проигнорировать, то в металле, который расположен рядом со швом будут появляться трещины микроскопического размера. Их наличие приведет к тому, что будет снижено качество соединения, в том числе и его надежность.
- При сварке нержавеющей стали, в зоне шва образуется зона высокого электрического соединения. Соответственно это приводит к сильному нагреву инструмента. Именно это и определило то, что для выполнения сварочных работ необходимо использовать специальные расходные материалы по нержавейке, предназначенные для работы с такими сталями. Их выбирают на основании маркировки нанесенной на коробку или на сами расходники.
Технические характеристики
Применение ОЗЛ-6 связано с их техническими характеристиками:
| Название характеристики | Данные или описание |
| Горение дуги | Устойчивое |
| Степень разбрызгивания металла | Малая |
| Формирование получаемого шва | Хорошее |
| Отделимость шлаковой корки | Удовлетворительная |
| Коэффициент наплавления (в нижнем положении шва) | 10,0 – 13,0 г/А-ч |
| Производительность наплавления (для диаметра 4,0 мм) | 1,1-1,7 кг/ч |
| Расход на 1 кг наплавляемого металла | 1,6 кг |
| Склонность металла шва к образованию пор | Склонен при плохой подготовке места соединения и удлинении сварочной дуги |
Рекомендуем к прочтению Правила подбора электродов для сварки чугуна
Размерный ряд
На рынке продают наиболее популярные разновидности сварочных расходников данной марки:
- для работы с током от 60 до 130 А, диаметром 3 мм и длиной 350 мм – по 30 шт. в 1 кг;
- для работы с током от 100 до 2100 А, диаметром 4 мм и длиной 450 мм – по 15 шт. в 1 кг;
- для работы с током от 150 до 280 А, диаметром 5 мм и длиной 450 мм – по 10 шт в 1 кг.
Электроды диаметр 4,0.
Химический состав электродов ОЗЛ-6
Свойства расходников обеспечивает химический состав обмазки, состоящий из таких компонентов:
- Углерода в количестве 0,09%, связывающего свободные молекулы металла и придающего ему прочность. За счет точно выверенной процентной доли получается твердое соединение, исключающее хрупкость.
- Марганца – 1,9%. Он играет аналогичную роль, а еще способствует выводу серы и фосфора. Получаемый шов более ровный и однородный, устойчивый к механическим нагрузкам.
- Кремния – 0,38%, являющегося раскислителем. Он удаляет из стали свободный кислород, способствуя уменьшению химической ликвации и улучшая механические характеристики, увеличивая пластичность и прочность.
- Никеля – 12,8% для сопротивления окислению и повышения жаростойкости соединения. Физические свойства сохраняются в коррозионной среде.
- Хрома – 24,9%. Он становится легирующим компонентом и уменьшает абразивный износ, склонность к появлению ржавчины и улучшает качество стыка после термических нагрузок.
- Серы (0,011%) и фосфора (0,022%), попадающих в основной слой из шихты и лигатур во время изготовления. Их количество удалось минимизировать и уменьшить число трещин во время сварки.
Свойства получаемого шва
Соединение металлов, получаемое при сварке электродами ОЗЛ-6, обладает следующими механическими характеристиками:
- временным сопротивлением 560 МПа;
- относительным удлинением на 25%;
- ударной вязкостью 90 Дж/см²;
- ферритовой фазой 6,1 %.
Рекомендуем к прочтению Описание электродов АНО-21
Сварочный шов.
Особенности наплавки
Отрицательной чертой данных расходников стал высокий расход во время сварки. Создание шва фиксированной длины потребует на 60% больше электродов по сравнению с другими марками.
Поэтому для повышения экономичности необходимо исключить залипание или вскипание стержня, разбрызгивание металла вокруг рабочего места.
Для этого необходимо выполнить следующие действия:
- прокаливать электроды перед началом соединения металлов в течение 1 часа при температуре +180-200°С;
- не работать в вертикальной плоскости;
- зачистить кончик стержня;
- тщательно обработать свариваемые поверхности наждачной бумагой;
- вести дуговую искру по верху шва под углом 80° и на расстоянии от соединяемых кромок не более 3 мм;
- соблюдать режим сварки, ориентируясь на инструкцию, напечатанную на упаковке;
- после замены электрода надо зачистить стык и продолжить сварку от точки, находящейся чуть выше от места остановки;
- не допускать резкого остывания шва.
Зачистка металла.
Электроды по нержавейке, в чем особенности
При выполнении работ с заготовками, произведенными из нержавеющих сталей необходимо не только правильно выбрать электроды, но и квалифицированно использовать сварочное оборудование, в частности, подобрать рабочий ток, определить расход газа и пр.
Электроды для сварки нержавейки
Нарушение некоторых технологических правил приводит к такому явлению как межкристаллическая коррозия. Она снижает стойкость к коррозии шва и расположенного рядом металла. Кроме того, по достижении определенной температуры в структуре начинают образовываться карбиды хрома и железа. Они придают металлу излишнюю хрупкость и снижают его антикоррозионные характеристики.
Электроды для нержавейки помогают избежать этого явления, и при их правильном использовании качество шва будет отвечать всем техническим требованиям.
Лучшие производители электродов ОЗЛ-6
Сейчас данные электроды изготавливают на следующих российских предприятиях:
- «СпецЭлектрод» – ведущее российское предприятие отрасли с опытом производства и разработки сварочной оснастки более чем 70 лет. Продукция завода отмечена множеством дипломов за качество, подтвержденное стандартами России, Беларуси, Украины и Казахстана. Электроды получили одобрение от Российского Речного и Морского Судоходного Регистра. НАКС, Госатомнадзора.
- «Фрунзе-Электрод» – украинский завод, работающий с 1930 г и входящий в ПАО «Сумское НПО». На швейцарском оборудовании выпускается более 170 наименований расходных материалов для сварки. Продукция сертифицирована по ISO 9001:2008 Bureau Veritas Certification № ИА 226095 и УкрСЕПРО №ИА2.021.04709-10 и поставляется на ведущие предприятия Украины,
- «Эком-Плюс», украинское предприятие, появившееся в 2002 г. Основателем стал С.М. Киселев, работавший ранее в ИЭС им. Е.О. Патона. В 2014 г. началась реконструкция, и через год на немецкой линии компании Kjellberg Finsterwalde открылось новое производство.
Марка электродов Фрунзе-электрод.
Марка электродов СпецЭлектрод.
Электроды марки ЭкономПлюс.
Полезные советы
Чтобы сварка деталей из нержавейки прошла без каких-либо трудностей, во время работы следует учитывать рекомендации от профессионалов:
- Если во время сварочных работ температура поднялась до отметки +500 градусов Цельсия и выше, то вполне возможно, что на месте будущего сварного шва появятся трещины кристаллизационного типа. Этого допускать нельзя, иначе соединение получится менее прочным и надежным.
- Во время сваривания деталей из нержавейки при температуре от +350 до +500 градусов Цельсия сплав становится менее пластичным, а это может сделать металл более хрупким.
- Для создания качественного сварного шва подготовленные к соединению детали из нержавейки обязательно нужно нагреть до температуры +1200 градусов, а затем охладить естественным путем. Остужать их нужно не менее 3 часов.
- Сварочный шов получается максимально прочным и надежным, когда сварка проходит за минимальный срок. Следует избегать длительного нагрева изделий из нержавейки. При использовании послойного способа сварки новый слой наносят, только когда предыдущий охладится до +100 градусов.
- Иногда перед нанесением основного слоя приходится прихватывать две заготовки. В этом случае нужно по возможности сделать так, чтобы зазор между ними был как можно меньше. Следует стремиться к тому, чтобы прихватки получились максимально длинными.
https://youtube.com/watch?v=Zngv3j_zH4g
Качественные аналоги
Продукцию с характеристиками как у ОЗЛ-6 выпускают такие зарубежные предприятия:
- BÖHLER, Австрия, специализирующееся преимущественно на выпуске качественных марок стали. Отдельное подразделение изготавливает также расходные материалы для их сварки. Аналогом стали электроды FOX CN 23/12-A.
- OERLICON, США с моделями INOX 25/14, VERTINOX 309 Mo, FERINOX. С 2022 г. работает в Москве и Сколково. Заказчиками сварочных комплектующих стали предприятия автомобильной, аэрокосмической, энергетической, нефтегазовой отраслей.
- LINCOLN, США, предлагающее широкий спектр сварочного оборудования для промышленности и домашнего использования. В качестве замены для ОЗЛ-6 производит электроды с маркировкой Arosta 309S, Limarosta 309S, Arosta 309Nb, Arosta 309Mo,
- UTP, Германия – работает с 1953 г. под названием Handelsgesellschaft Universal Tiefpunkt GmbH. Словосочетание universal tiefpunkt переводится как общая «нижняя» точка плавления металлов в эвтектическом сплаве. С 1956 г. началось производство сварочных материалов в Швейцарии, с 1993 г. – в Мексике, с 1969 г. – в Бразилии. В дальнейшем бренд был выкуплен компанией Böhler Welding Group. В качестве заменителя зольных электродов выпускаются изделия UTP 6824, 6824 LC, 6824 MoLC, 6824 Nb, 6824 MoNb.
- ESAB, Швеция – история возникновения началась с получения в 1904 г. патента на электрод с покрытием для сварки электрической дугой, который получил основатель компании Оскар Чельберг. Его инициалы и сейчас украшают продукцию концерна. Предприятия, выпускающие сварочное оборудование работают по всему миру, в т.ч. в России, Беларуси и Казахстане. Аналогами к ОЗЛ-6 стали OK 67.62 и OK 67.60.
- KOBE STEEL ltd., Япония – крупнейший поставщик материалов и оборудования, владелец бренда KOBELCO. Производство материалов для сварки ведется более 60 лет. В качестве замены в ассортименте есть электроды NC39, HIMELT 309, NCA-309, NC-39L, HIMELT-309L,
Швы, изготовленные иностранными аналогами, не отличаются по качеству от сваренных отечественными электродами ОЗЛ-6.
Электроды для нержавеющих сталей и черного металла
Соединение нержавейки и черного металла вполне возможно. Но, этот процесс сопряжён с определенными сложностями. Все дело в том, что у этих металлов разная структура. Для выполнения этой операции можно использовать три метода:
- сваривание с применением расходных материалов с покрытием;
- сваривание неплавящимися стержнями из вольфрама;
- сваривание под защитным газом, как правило, для этого применяют аргон или газовые смеси на его основе.
Для сваривания разнородных металлов используют марку ОЗЛ-312. Для выполнения сборки ответственных конструкций применяют ЭА-395/9. Стержни для сварки нержавеющей стали марки ОЗЛ-312 подходят для сварки сталей с неопознанным составом.
Но, как показывает практика, оптимального качества шва лучше, чем соединение заготовок под защитой газов не придумали. Газ, в этом процессе исполняет роль защиты сварной ванны от воздействия атмосферы, в частности от азота и кислорода. При выполнении сварки аргоном, существует одна тонкость. Для обеспечения качества сварки применяют сварочный пруток, который необходимо держать строго под углом 90 ⁰ к обрабатываемым поверхностям.
На основании вышеизложенного можно сделать следующее заключение – для выполнения сварки разнородных металлов используют материалы широкого применения.