Предлагаем построить токарный станок по металлу своими руками с плавной регулировкой скорости вращения шпинделя.
Для создания такого небольшого токарного станка по металлу потребуются запчасти от разных неисправных электроинструментов.
Станок имеет небольшие размеры и мощный двигатель.
Изготовление регулятора скорости будет показано на шаге 5.
На видео ниже показана работа миниатюрного токарного станка по металлу на различной скорости. Соединительная муфта вызывает вибрацию, которая становится тем больше, чем больше число оборотов.
На шаге 9 имеется еще одно видео.
Для чего применяется инструмент
Приспособление для вдавливания применяется во время ремонта тормозной системы.
Когда суппорт снимается с диска, стержень остается в выдавленном положении и не дает установить деталь обратно.
Чтобы закончить ремонт, необходимо вдавить его на место. Многие автолюбители используют для этой цели все, что лежит под рукой: тиски, ключи и т.д. Однако можно изготовить специальный прибор, который значительно облегчит задачу.
Задавливание поршня будет происходить за счет вкручивающегося червячного механизма.
Пошаговый процесс сборки устройства
Когда выточены все необходимые детали, необходимо их собрать в единую конструкцию.
На сборочном столе собирают детали будущего настольного токарного станка.
Решено конструкцию изготавливать из фланцев, выточенных из кругляка диаметром 120 мм. Для облегчения в них просверлено центральное отверстие Ø 55 мм. Имеются три отверстия Ø 20 мм.
С торца просверлены дополнительные отверстия для резьбовых фиксаторов. Винтами М6 можно закрепить остальные детали в заданном положении.
Для будущего ходового винта запрессована бронзовая втулка. Внутренний Ø 16 мм.
Направляющие станины изготовлены из ковкого чугуна. В них изготовлены продольные проточки. Цилиндрическая часть позволяет фиксироваться в отверстиях фланцев.
Вставляется направляющая так, чтобы совместить все имеющиеся элементы.
Чтобы выдержать заданное расстояние используются дистанционные втулки. Их устанавливают в распор между фланцами.
Вторая направляющая изготовлена точно также как и первая.
Собрав основание для передней бабки, приступают к сборке задней.
Каркас стягивают гайками. Создана основа будущей станины.
Станок буде стоять, опираясь на передние упоры. Их крепят винтами к фланцам.
По направляющим перемещаются опорные втулки. На них будут монтироваться суппорт и задняя бабка. Длинная втулка работает направляющей, а короткая – является поддерживающей. Проточки на валиках не позволяют смещаться.
Конструктивно опорные втулки выполнены разной длины. Такое решение позволяет увеличить рабочий ход.
Длина обрабатываемых деталей может быть достаточной, чтобы детали имели размеры до 250 мм.
Площадка для суппорта крепится винтами М6.
Отверстия для площадки сверлят по месту. Эта деталь изготавливается индивидуально. Если попытаться сделать ее только по чертежу, то может проявиться эффект заклинивания.
По аналогии изготавливается площадка задней бабки. Ее также сверлят по месту. Нужно обеспечить скользящее перемещение по направляющим.
Нужно обеспечить жесткость станине. Для передней бабки выточено специальное цилиндрическое полукольцо. Оно крепится болтами к фланцам.
Перемещение инструментов на суппорте или задней бабке осуществляется по ходовому винту. На нем протачивается прямоугольная резьба, имеющая небольшой наклон (12,5 ⁰). При вращении ходового винта детали, закрепленные на нем, перемещаются вперед или назад. Зависит от направления вращения.
Отверстие с запрессованной втулкой создавалось для ходового винта.
Чтобы винт свободно вращался, но сам не смещался вдоль своей оси, используются упорные подшипники. Их ставят спереди и сзади от задней опоры.
Для предотвращения осевого перемещения ходового винта устанавливается фиксирующая втулка. Она крепится болтом М6. Теперь винт не будет смещаться вдоль оси, но вращаться может.
Поверх фиксирующей втулки ставится нониус (приспособление с насечками). Один оборот винта перемещает суппорт или заднюю бабку на 10 мм. Ориентируясь по шкале, можно выполнять точное смещение в продольном направлении.
Чтобы вращать ходовой винт, устанавливается маховичок. Небольшая рукоятка позволяет легко вращать маховик.
Ориентироваться помогает риска. Глядя на нее, задают нужное осевое смещение.
Станина станка собрана. Теперь нужно установить переднюю бабку. В ней будет фиксироваться деталь.
На пластинах устанавливают направляющие поперечного перемещения.
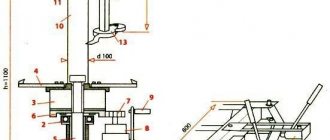
Передняя бабка монтируется сверху. На рисунке видны блок шкивов, трехкулачковый патрон и центральная втулка.
Шкивы можно легко снять и установить на шпиндель.
Сам шпиндель устанавливается внутри центральной втулки.
Между шпинделем и втулкой имеются радиальные подшипники. Они дают свободное вращение.
Центральная втулка крепится болтами к станине.
После установки подшипников монтируется шпиндель с трехкулачковым патроном. Внутри шпинделя проточено отверстие Ø 35 мм. При необходимости заготовки меньшего диаметра могут проходить сквозь него.
Станок готов. Привод осуществляется через клиновые ремни от электродвигателя, установленного в стороне.
Видео: токарный мини станок своими руками.
Как сделать своими руками
Чтобы сделать приспособление своими руками, необходимо подготовить три гайки, длинный болт и старые колодки.
Весь процесс будет состоять из четырех простых шагов:
- Взять сверло по диаметру крепежного изделия и строго по центру просверлить в колодке отверстие.
Данный инструмент подойдет только для передних суппортов. Для задних необходимо добавить на конец крепежа специальный зацеп, который будет вращать стержень.
Центр вращающийся
Токарный центр вращающийся применяется для фиксации заготовок имеющих тела вращения на задней бабке металлообрабатывающего станка. Конструкция данного типа оснастки позволяет производить обработку на высоких скоростях при минимальном биении. Вращающиеся центры могут быть использованы на токарных и шлифовальных станках с ручным, полуавтоматическим и числовым программным управлением.
Конструкция вращающихся центров
На рисунке выше изображена конструкция центра предназначенного для фиксации в конический паз пиноли задней бабки токарного станка. Рабочая часть или центр (1) вращается благодаря шариковым подшипникам (2) и (4), в других вариантах конструкции применяются игольчатые подшипники. Возникающее в процессе работы осевое давление компенсирует упорный шариковый подшипник (5). Крепление в пиноли обеспечивает конический хвостовик (3). Для точного определения осевых усилий некоторые конструкции имеют встроенный прибор.
Более надежную фиксацию заготовок, особенно при работе с тяжелыми деталями на больших скоростях, обеспечивают встроенные в пиноль центры. Данное конструктивное исполнение, приведенное на рисунке ниже, даёт более высокую жесткость фиксации, оптимально при подготовке стружек большого сечения.
В передней части пиноли (1) имеется специально расточенное отверстие. В нем установлены подшипники для втулки (4) – упорный (3) расположенный в передней части для восприятия осевой нагрузки и радиальный (2). Во втулке выточено коническое отверстие под центр (5). Данную конструкцию можно использовать для крепления сверла или любого другого осевого инструмента, для чего втулка соединяется стопором с пинолью.
Сфера применения и особенности
Центры вращающиеся применяются в токарных станках для обточки деталей при скорости вращения более 75 м/мин. При этой скорости начинается процесс повышенного износа конуса центра и центрового отверстия обрабатываемой заготовки. Частичным путем решения проблемы является применение смазки и твердосплавных напаек, но оптимальным вариант – применение вращающегося центра.
Основные преимущества оснастки:
- Универсальность. При использовании центров со сменной насадкой можно обрабатывать детали с различными конусными осевыми отверстиями.
- Высокие характеристики воспринимаемой нагрузки, значительно превышающие показатели упорных фиксаторов.
- Длительная эксплуатация благодаря уменьшенному износу.
- Возможность работы при высоких показателях нагрузки.
Основным недостатком является наличие радиального биения. Данная проблема решается применение оснастки с допустимым показателем биения, либо финишной обработкой на малых скоростях с использованием неподвижного центра.
Виды вращающихся центров
В зависимости от формы фиксирующей части выпускается два типа вращающихся центров:
- с рабочим конусом для крепления заготовок с центровыми отверстиями;
- с грибообразной насадкой для заготовок с внутренним отверстием – труб, полых валов и т. д.
По конструкции оснастка подразделяется на:
- Центр с постоянным валиком (тип А)
- Центр со сменной насадкой (тип Б)
Конус центрового валика проточен под 60° (исполнение 1) или может иметь дополнительную выточку под конус 30° (исп. 2).
Условное обозначение оснастки: Центр А-1-4-НП ГОСТ 8742-75
Тип А, исполнение 1 с конусом Морзе 4 повышенной точности и нормальной серии.
Таблица основных параметров оснастки
| Центры вращающиеся станочные ГОСТ 8742-75Тип А — с постоянным центровым валикомТип Б — с насадкой на центровой валик | |
| Центр вращающийся тип-исполнение-конус морзе-серия | |
| Центр вращающийся А-1-2-Н | Центр вращающийся А-2-2-Н |
| Центр вращающийся А-1-3-Н | Центр вращающийся А-2-3-Н |
| Центр вращающийся А-1-4-Н | Центр вращающийся А-2-4-Н |
| Центр вращающийся А-1-5-Н | Центр вращающийся А-2-5-Н |
| Центр вращающийся А-1-4-У | Центр вращающийся А-2-4-У |
| Центр вращающийся А-1-5-У | Центр вращающийся А-2-5-У |
| Центр вращающийся А-1-6-У | Центр вращающийся А-2-6-У |
Особенности эксплуатации
Приведём основные правила эксплуатации вращающихся центров, необходимые для точной обработки деталей:
- При выборе класса точности оснастки необходимо оставить запас на покрытие погрешностей биения вследствие прочих причин – износ подшипников, малая жесткость и т. д.
- Важную роль играет правильная установка детали. Ось конуса должна с высокой точностью совпадать с осью вращения заготовки.
- Для проверки точности установки можно подложить под вращающийся центр белый лист бумаги и оценить соосность. Более точный контроль производится с помощью индикаторов.
- При наличии биения конус шлифуется по месту с проверкой по шаблону. Обработка осуществляется электроинструментом, расположенным в резцедержателе.
- Биение вращающихся центров приводит к биению полученной детали относительно оси. При установке этой детали на другой станок, имеющий другой показатель биения, может иметь место отклонение от соосности. Для устранения отклонений производится обработка с применением неподвижного центра.
Действующие ГОСТы
Основные параметры вращающихся центров регулирует ГОСТ 8742-75. Общий стандарт, регулирующий центры и полуцентры токарных станков – ГОСТ 13214-79.
Источник: https://MekkaIn.ru/library/czentr-vrashhayushhijsya.html