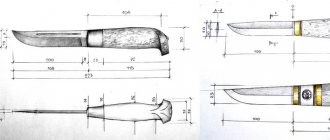
Какую жесть выбрать?
Как из жести сделать трубу? Какая жесть лучше всего подойдет для такой работы?
Тонкая жесть – отличный материал для самодельных бань и коптилен. Жесть – это листовая тонкая сталь, которая подвергается коррозии. Для изготовления красивых водосточных труб, а также флюгеров, козырьков над трубами для дымохода, крышек над печными трубами своими руками или оригинальных филигранных кружев используется кровельное оцинкованное железо.
Совет: из жести трубы также можно использовать как самоварные, они хорошо увеличивают тягу, а также отводят дым.
Какие нужны инструменты?
Перед тем, как начать изготовление трубы из жести своими руками, необходимо позаботиться об инструментах и материалах, которые понадобятся.
Изготовление жестяных труб своими руками подразумевает использование следующего:
- лист кровельного тонкого оцинкованного железа (толщина 0,5-0,7 мм);
- ножницы для резки металла;
- металлическая планка;
- деревянный молоток (киянка);
- простой молоток;
- плоскогубцы.
Ножницы по резке металла
Совет: для того, чтобы труба жестяная получилась красивой и ровной, необходимо взять лист железа с гладкой и ровной поверхностью, а также, чтобы углы были прямыми, а не оторванные или неровно отрезанные.
Инструкция по изготовлению жестяной трубы
Как сделать из жести трубу? С чего начать?
- Изготовление труб из жести начинается из составления рисунка. Нарисовать на железном листе выкройку будущей трубы в развернутом виде.
Совет: выкройку трубы можно нарисовать мелом или любым острым предметом.
- При разметке выкройки необходимо учитывать следующие моменты:
- ширина заготовки должна быть равной диаметру трубы плюс дополнительных полтора сантиметра;
- длина заготовки — немного длиннее прямого участка трубы.
Схема заготовки для шва трубы
- Ножницами по металлу отрезать нарисованную заготовку трубы.
- Положить заготовку на край верстака.
- По длине железного листа начертить с одной стороны линию отгиба фальца, она должна составлять полсантиметра.
- Совместить линию, которая нарисованная с ребром уголка на верстке.
- При помощи киянки загнуть вниз край лист железа.
- Перевернуть лист и легкими ударами киянки подогнуть кромку к листу.
- Перевернуть заготовку и с другой стороны сделать отгиб кромки шириной 1 сантиметр, но уже в другую сторону.
- Подогнуть кромку еще раз, таким образом, в профиль данный загиб будет выглядеть в форме буквы Г.
- Вставьте заготовку в оправку, загнуть аккуратно края трубы друг к другу.
Совет: можно использовать оправку – это сектор или шаблон трубы необходимого диаметра, но можно обойтись и без нее.
- Соединить кромки в замок таким образом, чтобы кромка меньшего размера зацепилась за кромку большего размера.
- Уплотнить кромку с помощью плоскогубцев.
- При помощи молотка и железной планки уложить кромку на лист и хорошо подбить ее.
Загиб фальца на трубе
Края трубы из жести можно скрепить и при помощи стальных, алюминиевых или жестяных клепок.
- Просверлить под заклепки отверстия на расстоянии три сантиметра.
- Загнуть кромку под прямым углом навстречу друг к другу.
- Лист жестяной заготовки загнуть в обратную сторону таким образом, чтобы кромки и были расположены на внешней стороне трубы.
- закрепить кромки заклепками.
Совет: жестяная труба своими руками, скрепленная данным способом, является не очень удобной в использовании. В итоге получается не очень привлекательный внешний шов, который приходится при установке трубы прятать.
Жестяные работы изделия из жести своими руками
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
Способы соединений
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение.
В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3).
Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно.
Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так.
У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону.
Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом.
Как сделать водостоки и кровельные элементы из листового металла своими руками
Последовательный ход работы схематически изображен на следующем рисунке:
Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом.
В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку.
Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.
Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы.
Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится.
Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться.
Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком.
Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.
Расклепанный шов
Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.
Отбивка фальца
Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.
Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край.
Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.
Отгиб фальца на кружке
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.
https://www.youtube.com/watch?v=90S6cMb7H50u0026list=PLL_d19CnB7lWHraCvrOIJby9noeJ9dqeT
Закатывание края
Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее.
Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи.
На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием.
Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму.
Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.
Выколачивание на оправке
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка.
Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы.
По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.
Пластинка с продольным углублением
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.
Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок.
Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б).
Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г).
Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений.
Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.
https://www.youtube.com/watch?v=BYckHlEbbTcu0026list=PLL_d19CnB7lWHraCvrOIJby9noeJ9dqeT
Схема раскроя для шва цилиндра или прямоугольной коробки
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения.
Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра.
Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.
Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию.
Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
П.В. Леонтьев
Особенности работы с жестью
- Чтобы придать листовому жестяному материалу необходимую форму трубы, нужно согнуть его при помощи клещей или молотка вокруг предмета соответствующей цилиндрической формы. Трубы жестяные своими руками можно сделать с использованием металлического или деревянного цилиндра.
Совет: сгиб жести должен быть ровным по всей длине, этого можно достигнуть легким постукиванием молотка, при этом удары должны быть как можно ближе один к другому.
- Изготовление жестяных труб невозможно без использования ножниц по металлу. Работать таким инструментом будет намного легче, если к его ручке прикрепить петлю из кожи. Металл режут одной рукой, надев на пальцы кожаную петлю.
- Кромку листа железа после разрезания ножницами можно зачистить стругом, изготовленным из небольшого старого куска ножовочного полотна.
- Водосточная труба из жести, которая уже готова к установке, в некоторых случаях нуждается в разрезании (например, когда необходимо сделать фигурный край трубы для стока). Для этого трубу будет удобно резать ножом, который предназначается для открывания консервов.
Читать также: Камера для термообработки древесины своими руками
Водосточная жестяная труба
Совет: чтобы труба хорошо резалась ножом, для начала ее необходимо надпилить ножовкой, а уж потом применять нож.
Процесс разрезания жестяной трубы
- При работе с жестью иногда приходится использовать напильник. Очень часто он забивается металлическими опилками и быстро выходит из строя. Для того, чтобы вычистить его, можно воспользоваться лопаточкой из меди или трубкой из мягкого металла, при этом сплющив ее конец.
Жестяные трубы своими руками сделать не очень сложно, главное придерживаться данных рекомендаций и быть предельно осторожным, так как можно пораниться отрезанными острыми краями листа жести.
Домашние строители стараются подбирать для решения проблем наиболее бюджетные варианты. Поэтому вопрос, как сделать трубу из жести своими руками, является актуальным для многих мастеров-любителей. Ведь самодельное трубное изделие из жести может вполне сравниваться с водостоками или кожухами, которые лежат на полках в специализированных магазинах.
Следовательно, нужно подробнее узнать процесс изготовления жестяной трубы, имеющей характеристики, как у заводских изделий.
Жестяницкие работы своими руками — Справочник металлиста
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный листогиб – непростительная роскошь. Дело мастера боится – мы расскажем, как сделать своими руками столь полезное в частном домовладении приспособление.
Вальцовый
Второе название – трехвалковый.
Станок применяется для создания плавных согнутых поверхностей – труб большого диаметра, полукруглых водостоков и прочих конструкций без острых углов.
Работает по принципу прокатного станка. Лист профилируется между двумя опорными вальцами и одним упорным, при перемещении которого задается радиус изгиба заготовки.
Листогибочный пресс
Заготовка кладется между двумя пуансонами (шаблонами), под большим давлением они смыкаются, придавая необходимую форму листу металла. Как правило, используется для работы с толстыми заготовками. В бытовом применении бесполезны.
Траверсный механизм
Принцип действия конструкции – заготовка зажимается линейкой-фиксатором, а подвижная траверса загибает край на нужный угол. Пожалуй, самый популярный вид листогибов.
Существуют как промышленные стационарные станки, так и ручные настольные приспособления. Фактически не имеет ограничений по углу загиба – от 0 до 180 градусов. Ширина обрабатываемого листа определяется длиной траверзы.
Это единственный недостаток конструкции. Согнуть цельную полосу проката длиной несколько метров в домашних условиях будет проблематично. Зато можно быстро изготовить составную конструкцию любой длины с загибами для сращивания торцов.
Популярное: Угол заточки ножа – самая важная его характеристика
С траверсными конструкциями часто применяется нож для листогиба, который входит в комплект поставки.
Торцевые ножи роликового типа предназначены для качественного выравнивания края заготовки.
Роликовый листогиб
Правильнее будет назвать – листогиб торцовый ручной. Хотя с помощью роликового механизма можно гнуть заготовки и далеко от края. Просто процесс слишком неудобный. Применяются в основном в качестве вспомогательного устройства.
Как изготовить самодельный листогиб
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Рассмотрим сборку пошагово.
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
Уголок нарезаем болгаркой на куски по 1 метру.
Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм. Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
Из стойки стабилизатора – делаем ось, на которую петли будут опираться.
Тщательно измеряем и размечаем на уголке выборку для крепления оси.
Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
Популярное: Рассмотрим несколько способов, как точить керамический нож дома
Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
В результате должна получиться конструкция, с идеальной соосностью в торцах.
Приставляем уголки друг к другу.
Делаем разметку выборки на втором уголке строго напротив осей первого уголка.
Углы относительно друг друга должны быть расположены следующим образом:
Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
Прижимной уголок будет располагаться следующим образом:
Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке.
Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
Рукояти привариваем с нижней части поворотного уголка (траверсы).
Далее изготавливаем станину для листогиба. Четвертый уголок привариваем к нижней неподвижной траверсе с обеих сторон, для прочности. В станине сверлим отверстия. Вся конструкция обязательно должна быть закреплена на устойчивой поверхности, например – на стальном верстаке.
Листогиб прикручиваем к верстаку, проверяем свободный ход подвижной траверсы.
Конструкция позволяет работать с листами железа толщиной до 2 мм и шириной 92 см. Углы загиба можно выбирать любой величины, гнуть заготовку можно как в одном направлении, так и ступенчато. При работе с толстой заготовкой удлиняется рукоятка металлической трубой, прочности уголка всегда хватает.
Работа со стандартной оцинковкой не вызывает сложностей, приспособление гнет ее с легкостью картона.
Дополнительные приспособления
Для удобства работы, прижимной уголок можно подпружинить, а вместо обычных гаек применить барашковые. На таком приспособлении удобно работать роликовым ножом, используя верхний прижим в качестве направляющей линейки.
Временная конструкция по упрощенной схеме
Рассмотренный вариант листогиба делается для регулярных работ, и фактически является стационарным устройством. Если вам необходимо срочно выполнить разовую работу по изготовлению жестяных изделий – можно создать более простое устройство.
Для изготовления понадобятся:
- Три уголка 40-50 мм, ширина по вашим потребностям;
- Пара дверных петель;
- Две мощные струбцины;
- Два прута (круга) в качестве ручек.
Два уголка скрепляются между собой петлями, как можно более плотно.
Третий, более короткий уголок, при помощи струбцин прижимает заготовку и нижнюю траверсу к верстаку. Такой станок не слишком удобен, но это компенсируется простотой изготовления. Вариант изготовления выбирать вам.
инструкция по изготовлению самодельного листогиба
Интересная статья на тему как собрать трубогиб своими руками. Доступные схемы и чертежи, а так же видео и подробное описание сборки.
Труба из жести – изготовление за 3 шага своими силами
Несмотря на множество различных жестяных заготовок, которые продаются в строительных супермаркетах, иногда при монтаже водостоков, вентиляции или других подобных инженерных систем возникает необходимость в установке деталей нестандартной конфигурации или размера. Потому многие домашние мастера интересуются, как сделать трубу из жести своими руками.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.
Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Технология соединения шва
Помимо того что существует несколько способов изготовления корпуса, есть и 2 актуальных и эффективных метода получения шва. Это сварка и пайка. Давайте более подробно разберёмся с каждым из них, где и когда лучше их применять.
Перед началом работы заготовка проходит через специальный калибрующий венец, основное назначение которого — создание нахлёста на краях заготовки, а также подготовка непосредственно к сварке. После того как шов получен, заготовка по технологической линии поступает на специальную установку, где на швы наносится лак, а затем он высушивается.
Безусловно, далее упаковка из жести идёт на отбортовку и соединение с донышком, а далее закатывается двойным швом. После того как банка была сформирована, её необходимо проверить на герметичность. Если воздух проходит, то изделие выбраковывается, если нет, проходит непосредственно в продажу. Пайка используется реже, так как это более дорогостоящий метод, который не получил должного развития.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Какой понадобится материал
Как вы видите, производство жестяных банок — процесс достаточно трудоёмкий и дорогостоящий. Это и дороговизна технологической линии, также усложняет технологию и большое количество этапов во время изготовления. Но это далеко не всё, ведь требуется еще качественный материал, который будет использоваться в производственном процессе. Наиболее оптимальной можно считать белую холоднокатаную жесть. Она может быть как рулонной, так и листовой. Марка: ЭЖК, ГЖК, ЭЖК-Д.
Также можно использовать белую холоднокатаную лужённую или лакированную жесть. В последнее время активно используется белая литографированная листовая и хромированная лакированная жесть марки ХЛЖК. В производстве понадобятся уплотнительные пасты (герметики), лакокрасочный материал и припой. Этих материалов вполне достаточно для того, чтобы наладить производство жестяной упаковки.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.
Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Для определения длины окружности можно воспользоваться рулеткой, а можно вспомнить школьный курс геометрии.
Необходимое оборудование
Комплекс оборудования, а именно произведённая лента, зависит от типа банок, выпускаемых в цеху. Цена на него, также зависит от производственной мощности, используемого сырья и страны производителя станков.
Например, линия по производству консервных банок, мощностью до 10 000 единиц за одну смену, произведённая в Новосибирске, стоит 80 000 рублей. Если в линию входят дополнительные станки, типа голтовочных барабанов и прессов, то линия может стоить до 500 000 рублей. Линия, собранная в Шанхае, может стоить от 5 000 до 360 000 долларов. Ассортимент на станки представлен просто широчайший.
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 90 0 . Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Читать также: Каким током варить электродом 3 инвертор
Сгибать изделие рекомендуется постепенно, проходя молотком вдоль всей длины. При этом начинать сгибание можно с помощью плоскогубцев.
Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
Технология производства
Технология производства банок включает обязательные этапы, которые учитываются при проектировании линии:
- Приём сырья, которое представляет собой слитки, листы, ленты металла.
- Формовка заготовок.
- Нанесение лака и литографии, что придаёт банкам товарный вид.
- Заваривание краев заготовок.
- Упаковка и отправка на склад готовой продукции.
Существуют производственные ленты, включающие в себя ещё ряд технологических операций, но они уже относятся к топовым производствам и поставляются в зависимости от технического задания заказчика.
Линия по производству банок
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.
Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Изготавливаем и монтируем изделия любой сложности из жести и других листовых материалов (медь, титанцинк, аллюминий, жесть с полимерными покрытиями pural, polyester и др.). Производим водосточные системы, дымоходы из нерж. стали, вентиляционные системы, шапочки (флюгеры) на кирпичные дымоходы и столбы, вытяжные зонты, доборные элементы (отливы, карнизы, примыкания, переходы, ветровые планки, капельники и др.), разделки дымохода, различные короба, вентиляционные выводы и любые другие нестандартные изделия из жести в комбинации со сварными конструкциями. Все детали как правило собираются на фалец – гарант механический плотности и водонепраницаемости изделия. Изделия собранные на заклёпках – признак низкого качества.
Изготавливаем и монтируем следующие изделия из жести:
- Доборные элементы ;
- Нестандартные элементы (по размерам Заказчика);
- Оконные отливы;
- Флюгарки на дымоходные трубы и вентиляционные шахты;
- Колпаки на столбы и парапеты на забор;
- Водосточные жёлоба;
- Водосточные трубы;
- Колена для водосточных труб;
- Крепление для водосточного жёлоба;
- Крепление для водосточных труб;
- Вентиляционные короба
- и др.
Водосточные системы
Предлагаем водосточные системы двух видов:
- полукруглая водосточная система (здесь цены и э-каталог)
- профилированная водосточная система
Водосточные системы изготавливаем из оцинкованной жести, жести с полимерными покрытиями polyester (PE) и pural (цвета по каталогу RR), а также возможно изготовить из меди и титанцинка. Толщина материала 0,5мм. Водосточные системы изготавливаем и комплектуем под заказ по вашим данным, расчитываем необходимую комплектацию по вашим чертежам.
Профилированная водосточная система
Преимущества профилированной водосточной системы это относительно легкий и быстрый монтаж, хорошая цена. Желоба изготавливаем под заказ по вашим размерам (длинам, макс. длина составляет 5м), тем самым количество обрезков сводится к минимуму, в результате улучшается качество монтажа и увеличивается срок службы, т.к. количество соединений сводится к минимуму.
Цены. Профилированная водосточная система
Полукруглая водосточная система
Изготавливаем и монтируем круглые водосточные системы – классический вариант проверенный временем. На заказ можем изготовить различные нестандартные отводы, переходы с круга на квадрат и т.д.
Водосточные системы изготавливаем из оцинкованной жести, жести с полимерными покрытиями polyester (PE) и pural (цвета по каталогу RR), а также возможно изготовить из меди и титанцинка. Толщина материала 0,5мм. Водосточные системы изготавливаем и комплектуем под заказ по вашим данным, расчитываем необходимую комплектацию по вашим чертежам.
Цены. Круглая водосточная система
Как открыть свое производство жестяных изделий
Упаковка из белой жести до сих пор пользуется большим спросом, несмотря на рост популярности других материалов (преимущественно алюминия и его сплавов и стального листа с покрытиями). Жесть имеет несколько неоспоримых преимуществ: стойкость к коррозии, свариваемость, эластичность и прочность.
Несколько лет назад российские производители начали выпускать декоративно-подарочную жестяную упаковку. На жестяном материале можно выполнять офсетную многоцветную литографию, которая позволяет передать практически все цветовые оттенки. В зависимости от требований заказчика такая упаковка может быть оснащена дополнительной фурнитурой (полимерными ручками, замочками, металлическими шарнирными креплениями) или же украшена рельефными изображениями.
Одним из самых крупных российских производителей жестяной упаковки считается Воронежская упаковочная компания. Определенная часть ее продукции изготавливается на заказ и импортируется в США, Канаду и европейские страны. Она является узкоспециализированным производителем, выпускающим только жестяную тару.
Помимо таких предприятий, на отечественном рынке присутствуют компании, которые производят консервы и упаковку для них («Ист-Вест Инвест», «Гавань»). Эти предприятия также выпускают жестяную тару (около 100 миллионов банок в год до кризиса) и производят резку и лакировку жести. В 2008-2009 году у производителей жестяных банок для пищевых консервов наступили непростые времена.
Спад в консервной промышленности отразился и на объемах производства упаковки. Однако сейчас эксперты отмечают постепенное восстановление рынка. В 2012 году объем производства банок из жести для пищевых консервов увеличился, как и прогнозировалось, на 6 % (в прошлом году рост составил всего 4 %).
В нашей стране белая жесть производится лишь на одном предприятии – Магнитогорском металлургическом комбинате. Конкуренция в этом сегменте производства упаковки сравнительно высока. Эксперты советуют новым компаниям стремиться занять более узкую нишу на рынке – по региону или по виду выпускаемой продукции (например, только сувенирная подарочная упаковка). В этом сегменте работают лишь несколько компаний, хотя спрос на красивую и практичную тару для подарочного чая, кофе, сладостей и т. д. с каждым годом лишь увеличивается.
Для организации собственного производства жестяных изделий понадобится помещения под цеха, а также технологическая линия по производству такого вида упаковки. Машины для производства подобной продукции относятся к классу технологичного оборудования, поэтому для их установки нужны большие площади.
Обычная жестяная тара, которая имеет небольшое количество вариантов форм и размеров (консервные банки, простая тара для чая и кофе, крышки, бочки и т. д.), производится на автоматических линиях. Сувенирные банки выпускаются на полуавтоматических линиях. Это связано с особыми требованиями к форме. Подобная упаковка может быть совершенно различных видов и размеров, оборудование необходимо быстро перенастраивать, поэтому большой объем работы на производстве осуществляется вручную. Для подготовки сырья и печати на готовой упаковке специалисты рекомендуют использовать английское оборудование Grabtree. Для изготовления самих банок подходит немецкие линии Krupp или Karges-Hammer.
Для производства упаковочной продукции из жести понадобится: машина для роликовой сварки, эксцентриковый пресс, машина точечной сварки, гильотинные и дисковые ножницы, кромкозагибочный станок, станок для запаивания, формирующая машина, машина для придания цилиндрической заготовке другой, помимо круглой, формы, коническая машина, выравнивающая и загибающая машины.
Как правило, банки свариваются с помощью медной проволоки. Это считается самым современным и экологически чистым способом сварки. Толщина жести может составлять от 0,15 до 0,4 мм. Для отдельных видов упаковки допускаются следующие предельные отклонения массы нетто: 3 % в ту или иную сторону для тары массой нетто до 1 кг, 2 % для тары массой нетто более 1 кг и 1 % для транспортной тары. К качеству самой жести, из которой производятся изделия, требования сравнительно небольшие.
Хорошее оборудование может работать практически с любым сырьем. Можно приобрести как всю технологическую линию, так и отдельные машины. Высокопроизводительным считается оборудование, выпускающее до 400 банок в минуту. Производительность полуавтоматической линии намного ниже – около 10 единиц в минуту.
Также вам понадобится машина для печати на жести или флексографическое оборудование для печати этикеток. Кроме того, на крупных заводах используется дозирующее и упаковочное оборудование для сыпучих и жидких продуктов. Минимальная стоимость оборудования составляет около трех миллионов рублей (полуавтоматическая линия и машина для печати на жести).
Хорошее оборудование – это лишь одно из условий высокого качества выпускаемой на нем продукции. Но оно не будет работать без помощи и контроля наладчиков технологической линии. В нашей стране наблюдается нехватка таких специалистов.
Спрос на квалифицированные кадры возник сравнительно недавно, а подготовка их занимает много времени: после обучения выпускник должен пройти четырехгодичную практику под руководством опытного наладчика. Недостаточная квалификация и ошибки в работе такого специалиста (а, следовательно, и простои в работе линии) обходятся слишком дорого. Технологичное оборудование часто выходит из строя, а определить и устранить проблему в кратчайшие сроки может лишь профессионал.
На самом же производстве обычно работают женщины-становщицы. Срок обучения нового работника составляет до трех месяцев. Процесс производства состоит из нескольких этапов (до десяти), которые осуществляются по конвейерному типу. На китайских заводах, напротив, производственный процесс состоит из нескольких десятков операций. С одной стороны, это значительно увеличивает сроки производства, а с другой стороны, позволяет производить изделия самых сложных форм.
Из-за высоких транспортных расходов китайская продукция из жести в низком и среднем ценовом сегменте не может конкурировать с российской упаковкой. Однако если речь идет о сложном заказе, то здесь отечественные производители уступают китайским. Строгий контроль качества – еще одно условие успеха нового предприятия. Банки с отверстиями, трещинами, черными пятнами, с нарушениями целостности швов, имеющие острые изгибы жести, помятость фальцев, ржавчину на внешней поверхности, с неправильно оформленным закаточным швом считаются браком и не допускаются к реализации.
Такие факторы, как высокий спрос на продукцию и узость рынка жестяной упаковки, позволяют производителям обходиться без регулярного размещения рекламы в изданиях. Тем не менее, компании активно принимают участие в отраслевых выставках, где находят новых клиентов и партнеров.
Оптовая стоимость одной жестяной банки составляет около 50-60 рублей за единицу (в зависимости от объема, формы, наличия дополнительной фурнитуры и т. д.). Средние объемы производства – около 600-700 тысяч банок в год. Предполагаемый срок окупаемости проекта такого масштаба составляет от двух лет.
Сысоева Лилия (с) www.openbusiness.ru — портал бизнес-планов и руководств
Шапочки (флюгарки, колпаки, дымники) на кирпичный дымоход
Цены. Шапочки на кирпичный дымоход
Изгатавливаем под заказ по вашим размерам шапочки на дымоход. Все соединения собираются на фалец, ножки шапочки изгатавливаем из металлической полосы 4 мм. Такая шапка надежно защитит кирпичный дымоход от атмосферных осадков.
Читать также: Полная закалка доэвтектоидной стали
Флюгарками называются дымники, или колпаки, которые устанавливаются на трубы, вентиляционные выводы, газоходы, одним словом – на любые воздушные выводы из дома через крышу, чтобы предотвратить попадание в них осадков.
Материалы, из которых изготавливают флюгарки – медь или металл с полимерным покрытием (например, полиестер). Бывают флюгарки из оцинкованного железа или нержавеющей стали – тоже очень надежные материалы, не нуждающийся в особом уходе и окрашивании.
Флюгарки должны быть надежно закреплены к трубе. Для этого просверливают отверстия в юбке флюгарки и межкирпичной кладке и вставив в отверстия дюбеля, крепят их специальными кровельными саморезами. Для надежности дюбеля обмакивают в цементный раствор, непосредственно, перед тем как вставить их в отверстия. Второй вариант крепления – анкерами, предусмотрен для очень тяжелых флюгарок. Этот способ возможен в случае, если кирпич на трубе не пустотелый
Заказчик может выбрать шапочку с прямыми или изогнутымы ногами (см. фото). На заказ изгатавливаем нестандартные шапки по вашим чертежам. Изгатавливаем более простые и дешевые модели, предназначенные для установки в больших количествах на многоквартирные жилые дома, торговые центры, большие промышленные объекты.
Колпаки (шапочки) на столбы
Цены. Шапочки на столбы
Для защиты и оформления забора, колпак является весьма конструктивным решением. Если забор не защищен, со временем на нем появляются растрескивания и разрушения кладки. Колпаки на забор, используемые для столбов, являются не только великолепным декоративным элементом, но и превосходно защищают от всевозможных атмосферных осадков. Для большей эксплуатации забора, вместе с заборными колпаками используют заборные планки. Такое сочетание обеспечивает защиту забора, и сохраняют его от механических повреждений.
Материал и цвет колпаков на столбы и на забор выбирают аналогичными материалу кровли основного здания. Абсолютно недопустимо использовать для накрытия забора горизонтальные плоские элементы. Это необходимо, чтобы не произошла протечка воды в нахлестках, тем самым предотвратить коррозию, не дать возможности воде застояться.
Изгатавливаем под заказ колпаки на столбы и заборные планки.
Разделка кирпичного дымохода
Цены. Разделка кирпичного дымохода
При относительной простоте монтажа современных кровельных материалов наиболее сложным местом является правильная разделка кирпичного дымохода. Как правило непрофессиональный кровельщик затрудняется сделать правильную разделку дымохода. В таком случае вы можете прибегнуть к нашим услугам и заказать деталь «разделка дымохода» у нас. Для заказа вам необходимо знать угол крыши, размеры дымохода, материал (цвет) кровли.
Заказанная у нас разделка дымохода состоит из двух частей и проста в монтаже.
Несколько причин выбрать «Дилявер» для приобретения красивой упаковки
Наши конкурентные преимущества:
- большой выбор товаров: от эконом-сегмента до премиум-класса;
- высокая эстетическая привлекательность продукции;
- оптовым покупателям предоставляются индивидуальные скидки, размеры которых зависят от видов и ценовой категории заказанных изделий;
- продуманная логистика, большие складские площади.
Заказать жестяную упаковку от производителя можно находясь в Москве, МО и регионах РФ. Наши цены – одни из самых привлекательных в России.