Резец отрезной — это одна из разновидностей токарного инструмента, предназначенная для сквозного прорезания заготовки узкой и глубокой канавкой. Такие резцы чаще всего используют для отделения обработанной детали от прутка, подаваемого через отверстие в шпинделе. По своей конструкции они отличаются от проходных, расточных, резьбовых и прочих токарных резцов по металлу, что обусловлено спецификой работы их режущей кромки. Отрезная операция занимает небольшую часть общего времени обработки детали, но, как правило, является последней в рабочем цикле, и поэтому от нее зависит качество торца детали. Неправильный выбор углов заточки режущей пластины повышает риск появления на поверхности реза неравномерностей и сколов, что может привести к браку детали или невозможности ее дальнейшей обработки. Одной из главных особенностей отрезного токарного инструмента является то, что его головная часть в процессе обработки погружена в узкую канавку, поперечный размер которой чуть больше ширины лезвия режущей кромки. Это создает определенные сложности для стружкоотвода и охлаждения инструмента и поэтому требует особых конструктивных решений.
Устройство отрезного токарного резца
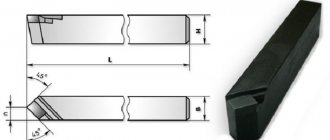
Конструктивно цельнометаллический отрезной токарный резец состоит из массивной державки и плоской головки, оканчивающейся режущей пластиной (см. левый чертеж на рис. ниже). В отличие от других типов резцового инструмента здесь, кроме основной режущей кромки, присутствуют также две вспомогательные, которые расположены по обе стороны от нее и предназначены для подрезки боковых поверхностей прорезаемого паза. У отрезного резца лезвие сужается в сторону державки под углами от 1º до 3º с каждой из сторон. Это сделано для того, чтобы уменьшить трение резца о стенки канавки, а также улучшить стружкоотвод и циркуляцию СОЖ.
Ширина лезвия головки может составлять от 3 до 10 мм, а ее длину необходимо выбирать на несколько миллиметров больше радиуса заготовки. Для увеличения прочности и снижения вибрации используют специальные модели отрезных резцов с увеличенной передней частью.
Сбалансированность такому инструменту придают головки, имеющие округлый выступ вверху («петушковые»), что позволяет расположить режущую кромку на одной линии с осью державки (см. правый нижний чертеж на рис. выше).
Виды и назначение отрезных резцов
По своей конструкции отрезные резцы делятся на цельнометаллические и сборные. Первые изготавливаются из инструментальной стали, а их типоразмеры и правила обозначения регламентируются ГОСТ 18874-73. Максимальные размеры ГОСТ такого резца составляют: общая длина — 80 мм, длина головки — 15 мм, ширина лезвия — 12 мм. У этого инструмента по мере заточки режущей кромки уменьшается длина головки и, следовательно, предельный диаметр отрезки.
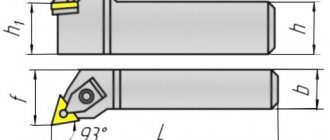
Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки. Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин. Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже). Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.
Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования. К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией. Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.
Инвертированные резцы стали популярными пять-шесть лет назад, когда была разработана очень простая в использовании и эффективная в работе режущая пластина.
Особенности и преимущества отрезных инвертированных резцов
Свое название этот вид отрезного инструмента получил вследствие того, что он работает на обратном (против часовой стрелки) вращении шпинделя. Сама конструкция напоминает канцелярский нож: державка и длинное лезвие в виде пластины со скосом на торце. Лезвие изготовлено из быстрорежущей стали, легированной кобальтом, и в сечении выглядит как перевернутая буква «Т» с короткими перекладинами (см. рис. ниже). Угол заточки торца режущей кромки — 7º, размерный ряд выпускаемых производителем толщин — от 1 до 3.2 мм.
Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
Державки резцовые
Подробности Категория:
ДЕРЖАВКИ РЕЗЦОВЫЕ
, оправки из поделочной стали, в которые вставляются короткие куски быстрорежущей стали, служащие резцами. Применяются они для обработки металлов вместо обыкновенных резцов как в целях экономии дорогой быстрорежущей стали и упрощения точки (однорезцовые державки), так и для уменьшения времени обработки (многорезцовые державки). Ординарные резцовые державки делаются из обыкновенной углеродистой стали, обычно путем отковки в матрицах, и снабжаются приспособлением для зажима короткого куска инструментальной или быстрорежущей стали, служащего резцом. По расположению резца различают три рода резцовых державок: а) с горизонтальным расположением вставного резца, б) с наклоном, равным углу верхней рабочей поверхности резца, и в) с уклоном, равным углу передней заточки. В первом случае приходится шлифовкой вырабатывать всю форму острия, в обоих последних — точат лишь торцовую поверхность вставного резца. Державки резцовые первого типа применяются, гл. образом, для отрезных резцов (фиг. 1, в), а также при поштучном производстве, т. к. они позволяют обрабатывать различными вставными резцами разные материалы. Для массового производства более пригодны резцовые державки двух последних типов, причем, однако, для обработки различного рода материалов требуются различные резцовые державки с соответственным уклоном резца (см. Резцы). Укрепление вставного резца в резцовую державку должно допускать возможность установки его по высоте и обеспечивать достаточную неподвижность резца во время работы; для этого, кроме надежного зажимного приспособления, необходимо уменьшить, насколько возможно, свес резца и резцовой державки.
Число форм резцовых державок весьма велико. На фиг. 1 приведено несколько типичных примеров резцовых державок: а — для тяжелых работ на токарных и строгальных станках, б — с эксцентриковым самозатягивающимся зажимом, в — отрезная, г — пружинная, д — для круглых фасонных резцов, е — для тангенциальных фасонных резцов, ж — державка, в которой зажим резца производится непосредственно инструментальным зажимом суппорта, з — державка для внутренней расточки.
При массовом производстве часто применяются многорезцовые державки, обрабатывающие за один ход суппорта всю поверхность предмета, подлежащую обточке в один зажим. На фиг. 2 изображена обработка осевой шейки переднего колеса автомобиля с помощью двух резцовых державок: одной — для продольной, другой — для поперечной обточки.
Корпус этих резцовых державок делается или из лучшего плотного чугуна или из стального литья. Наиболее широкое применение нашли себе многорезцовые державки в револьверных и автоматических токарных станках.
Преимуществами однорезцовых державок являются: удешевление резца, значительное облегчение точки его и безусловная, не зависящая от рабочего точность углов лезвия. Первое почти утратило свое значение со времени введения резцов с наваренными лезвиями из быстрорежущей стали или стеллита. Недостатком резцовых державок является значительно худший отвод тепла и уменьшенная жесткость сравнительно с цельными резцами равного сечения. Поэтому применение резцовых державок для тяжелых токарных и строгальных работ является нецелесообразным.
Источник: Мартенс. Техническая энциклопедия. Том 6 — 1929 г.
- < Назад
- Вперёд >
Используемые маркировки
Существует три ГОСТ, в которых установлены правила маркировки отрезных резцов. Типоразмеры и кодировка инструмента из быстрорежущей стали регламентируются ГОСТ 18874-73, с твердосплавными пластинами — ГОСТ 18884-73, изогнутого («петушкового») с пластинами из твердого сплава — ГОСТ 18894-73. Определить вид и геометрию по маркировке без использования таблиц ГОСТ невозможно. Во всех трех стандартах каждому типу соответствуют свой код и группа параметров, расписанная в таблицах. Единственный информативный элемент маркировки — это обозначение твердого сплава режущей пластины. К примеру, правый резец из быстрореза сечением 16×16 мм, длиной 80 мм, с головкой 15 м и шириной лезвия 12 мм обозначается как 2120-0519 ГОСТ 18874- 73. Остальные два ГОСТ придерживаются такой же системы маркировки. Подобный по геометрии отрезной резец с твердосплавной пластиной обозначается 2130-0255 Т5К10 ГОСТ 18884- 73, где Т5К10 — это твердый сплав с карбидом титана и кобальтом (цифры — процентное содержание). Некоторые производители в соответствии с международными нормами маркируют вид материала пластины цветом (наносится на торец державки). К примеру, Т5К10 обозначается желтым.
Помимо ГОСТ существует универсальная международная система обозначения режущего инструмента ISO. Это объемный документ с множеством таблиц, содержащих характеристики сменных пластин, поэтому здесь уместно привести только пример маркировки отрезного резца со сменными пластинами, который относится к группе «Наружная отрезка и обработка канавок»: QFGD2525R2252H. Расшифровка позиций кода:
- Q – отрезная державка.
- F – обработка на торце.
- G – размер пластины.
- D – для двусторонних пластин.
- 25 – высота державки.
- 25 – ширина державки.
- R – правое, нейтральное, левое.
- 22 – максимальная глубина обработки.
- 52 – минимальный диаметр врезания.
- H – положение пластины при обработке торцевых канавок.
Стандарт ISO частично или полностью повторяют системы маркировок ведущих производителей режущего инструмента, а также новый российский ГОСТ ISO 5609-2015.
РЕЗЦЫ ТОКАРНЫЕ ОТРЕЗНЫЕ ЛЕВЫЕ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ (Р6М5, Р18) ГОСТ 18874-73
| Резец отрезной 2130-0501/0502 6х6х50, a=1,5 | Цена по запросу Купить |
| Резец отрезной 2130-0503/0504 8х8х50, a=2 | Цена по запросу Купить |
| Резец отрезной 2130-0505/0506 10х10х60, a=2 | Цена по запросу Купить |
| Резец отрезной 2130-0507/0508 12х12х70, a=3 | Цена по запросу Купить |
| Резец отрезной 2130-0509/0510 16х10х100, a=3 | Цена по запросу Купить |
| Резец отрезной 2130-0511/0512 20х12х120, a=3 | Цена по запросу Купить |
| Резец отрезной 2130-0513/0514 20х12х120, a=4 | Цена по запросу Купить |
| Резец отрезной 2130-0515/0516 25х16х140, a=3 | Цена по запросу Купить |
| Резец отрезной 2130-0517/0518 25х16х140, a=5 | Цена по запросу Купить |
| Резец отрезной 2130-0519/0520 32х20х170, a=4 | Цена по запросу Купить |
| Резец отрезной 2130-0521/0522 32х20х170, a=6 | Цена по запросу Купить |
| Резец отрезной 2130-0401/0402 20х12х120, a=4 | Цена по запросу Купить |
| Резец отрезной 2130-0403/0404 25х16х140, a=5 | Цена по запросу Купить |
| Резец отрезной 2130-0405/0406 32х20х170, a=4 | Цена по запросу Купить |
| Резец отрезной 2130-0407/0408 32х20х170, a=8 | Цена по запросу Купить |
Преимущества твердосплавных пластин для резцов
Главные преимущества твердосплавных пластин для отрезных резцов перед инструментом из быстрореза — это возможность работы с высокими скоростями резания (до 500 м/с для стали) и сохранение твердости при высокой (до 900 °C) температуре в зоне обработки. Существуют два основных метода фиксации твердосплавных пластин на головке державки: напайка (а также аналогичные методы) и механическое крепление. Неразъемные соединения конструктивно проще и более устойчивы к вибрации при работе под большими нагрузками. Но, несмотря на более сложную технологию изготовления, отрезной инструмент с креплением пластин механическим способом обладает рядом неоспоримых преимуществ:
- отсутствие термического воздействия на головку державки во время крепления режущей части;
- возможность быстрой замены пластины или поворот другой режущей кромкой;
- использование на одном типе державки различных видов пластин;
- сохранение геометрических характеристик резца после замены пластины.
Помимо режущих элементов из твердых сплавов при обработке особо твердых материалов применяют керамические пластины. Они более хрупкие, но отличаются повышенной износостойкостью режущей кромки и могут работать при очень высоких температурах в зоне резания (до 1200 °C).
Резцы токарные проходные.
Применяются для получистового и чистового точения. Система крепления пластины — Р (рычагом).
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| 2102-4036 PSSNR2525M12 | 2102-4036-01 PSSNL2525M12 | 25 | 25 | 32 | 158,3 | 03123-120412 SNMA-120412 | 0,96 |
| -02 PSSNR3225P15 | -03 PSSNL3225P15 | 32 | 180,2 | 03124-150612 SNMM-150612 | 1,08 | ||
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| 2102-4035 PCLNR2525M16 | 2102-4035-01 PCLNL2525M16 | 25 | 25 | 32 | 150 | 05124-160412 CNMM-160412 | 0,72 |
| -02 PCLNR3225P16 | -03 PCLNL3225P16 | 32 | 170 | 1,06 | |||
| Обозначение | h=h1 | b | f | f1 | l | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||||
| 2109-4009 PTFNR2525M16 | 2109-4009-01 PTFNL2525M16 | 25 | 25 | 32 | 17,4 | 20,2 | 150 | 01124-160408 TNMM-160408 | 1,43 |
| -02 PTFNR2525M22 | -03 PTFNL2525M22 | 24,4 | 25,2 | 01124-220408 TNMM-220408 | 1,57 | ||||
| -04 PTFNR3225P22 | -05 PTFNL3225P22 | 32 | 170 | 2,75 | |||||
Рекомендации по выбору отрезных резцов по металлу
Отрезной токарный резец является узкоспециализированным инструментом и применяется для выполнения только двух видов операций: отрезания и проточки узких пазов. Поэтому для домашних и небольших ремонтных мастерских одним из основных критериев при его выборе, скорее всего, будет цена. В случае разового использования этого инструмента вполне подойдет российский отрезной резец с напайкой, цена которого в полтора-два раза меньше, чем у одной твердосплавной пластины с механическим креплением. В серийном производстве, особенно на станках с ЧПУ и токарных автоматах, или операция отрезки является завершающей, или после нее следует передача детали в контршпиндель для дальнейшей обработки. В этих условиях к геометрии и качеству работы отрезного инструмента предъявляют особые требования, поэтому в таких производствах альтернативы высокотехнологичным резцам со сменными пластинами попросту нет.
Как установить отрезной резец
Чтобы правильно выполнить отрезание без повышенного износа режущей пластины, а также обеспечить требуемое качество торца после отрезки, необходимо выставить резец строго перпендикулярно к детали. Кроме того, он должен быть установлен напротив оси вращения с отклонением по вертикали не более ± 0,1 мм. Размещение кромки лезвия даже на несколько десятых миллиметра выше может привести к поломке режущего лезвия, а при установке ниже уровня на заготовке может остаться непрорезанная ступенька. Отрезку необходимо производить максимально близко к кулачкам патрона, используя резец с минимальным вылетом.
Для облегчения обработки сложных материалов на настольных станках применяют пружинные и инвертированные резцы. Но, вероятно, народные умельцы для этих целей используют и другие конструкции, а также различные усовершенствования «штатных» резцов. Если вы что-нибудь знаете об этом, поделитесь, пожалуйста, информацией в комментариях к данной статье.
Резцы токарные контурные.
| Марка режущей пластины – Композит 09 ПТНБ. Применяется при чистовом точении сталей HRC 55…65. |
| Обозначение | Размеры,мм | Режущая пластина | Масса, кг | |||||||
| Правый | Левый | λ° | γ° | h | b | L | h1 | f | ||
| 2102-4052К MCLNR 2022 K12 | 2102-4052К -01 MCLNL 2022 K12 | -6 | -6 | 20 | 20 | 125 | 20 | 25 | CNMM-120408 ПНТБ | 0,9 |
| -02 MCLNR 2525 М12 | -03 MCLNL 2022 М12 | 25 | 25 | 150 | 25 | 32 | 1,3 | |||
| -04 MCLNR 3232 Р12 | -05 MCLNL 3232 Р12 | 32 | 32 | 170 | 32 | 40 | 1,8 | |||
Отличием современного Композита 09 ПТНБ является отсутствие примесей и высокая дисперсность материала, выпускаемого в двух модификациях: ПТНБ-микро зернистостью 1,0мкм; ПТНБ — нано зернистостью 0,1мкм. Новые инструменты обеспечивают повышение производительности обработки труднообрабатываемых материалов в 5-10 раз, точности обработки до 0,5 мкм и чистоты поверхности до Ra 0,1 мкм без последующих шлифовально-доводочных операций. Эксплуатационные характеристики инструмента ОАО «ОИЗ» не уступают аналогичным инструментам зарубежных фирм, так как оснащены композитами значительно более мелкой зернистости, имеющими в своем составе меньше связующей фракции и соответственно более высокие физико-механические свойства. По отдельному заказу возможно изготовление пластин любых других форм. оснащенных композитами на основе кубического нитрида бора и поликристаллического алмаза.