Что такое твердосплавные пластины?
Твердосплавные пластины — это инструменты, используемые для точной обработки металлов, включая сталь, нержавейку, чугун, жаропрочные сплавы и цветные металлы. Они сменные и бывают разных стилей, классов и размеров.
Есть несколько основных соображений о том, как выбрать правильные твердосплавные пластины. Одним из них является операция резания, будь то токарная обработка, фрезерование или сверление. Карбид в расчете на единицу дороже, чем другие типичные инструментальные материалы, и он более хрупкий, что делает его подверженным скалыванию и разрушению. Чтобы решить эти проблемы, сам твердосплавный режущий наконечник часто имеет форму небольшой пластины для более крупного инструмента с наконечником, хвостовик которого изготовлен из другого материала, обычно из углеродистой инструментальной стали. Это дает преимущество за счет использования твердого сплава на границе раздела резания без высокой стоимости и хрупкости изготовления всего инструмента из твердого сплава. В большинстве современных торцевых фрез используются твердосплавные пластины, а также множество токарных и концевых фрез.
Вставки используются на высоких скоростях, что обеспечивает более быструю обработку и, в конечном итоге, улучшает чистовую обработку. Выбор правильной твердосплавной пластины имеет жизненно важное значение, поскольку это может привести к повреждению режущих пластин, станка и режущего продукта.
Резцы токарные контурные ТУ РБ 00223728.049-99.
Для черновых и получистовых работ. Система крепления режущей трехгранной пластины – М (прижим).
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| К01.4931.000 MTJNR1616Н16 | К01.4931.000 -01 MTJNL1616Н16 | 16 | 16 | 20 | 100 | 01114-160308 TNUM-160308 | 0,255 |
| -02 MTJNR2016К16 | -03 MTJNL2016К16 | 20 | 125 | 0,375 | |||
| -04 MTJNR2020К16 | -05 MTJNL2020К16 | 20 | 20 | 25 | 0,405 | ||
| -06 MTJNR2520M16 | -07 MTJNL2520M16 | 25 | 150 | 01114-160408 TNUM-160408 | 0,610 | ||
| -08 MTJNR2525M16 | -09 MTJNL2525M16 | 25 | 25 | 32 | 0,830 | ||
| -10 MTJNR2525M22 | -11 MTJNL2525M22 | 25 | 01114-220408 TNUM-220408 | 0,840 | |||
| -12 MTJNR3225P16 | -13 MTJNL3225P16 | 32 | 170 | 01114-160408 TNUM-160408 | 1,130 | ||
| -14 MTJNR3225P22 | -15 MTJNL3232P22 | 32 | 01114-220408 TNUM-220408 | 1,140 | |||
| -16 MTJNR3232P22 | -17 MTJNL3232P22 | 32 | 32 | 40 | 1,490 | ||
| -18 MTJNR3232P27 | -19 MTJNL3232P27 | 32 | 01114-270612 TNUM-270612 | 1,485 | |||
| -20 MTJNR4032R22 | -21 MTJNR4032R22 | 40 | 200 | 01114-220408 TNUM-220408 | 2,210 | ||
| -22 MTJNR4032R27 | -23 MTJNL4032R27 | 40 | 01114-270612 TNUM-270612 | 2,185 |
Резцы в основном варианте поставляются с режущей пластиной производства ОАО «КЗТС» г. Кировоград. * Марка твердого сплава, количество режущих пластин и фирма изготовителя режущих пластин оговариваются при заказе.
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| K01.4932.000 MTNNR1616Н16 | K01.4932.000 -01 MTNNL1616Н16 | 16 | 16 | 9 | 100 | 01114-160308 TNUM-160308 | 0,225 |
| -02 MTNNR2016К16 | -03 MTNNL2016К16 | 20 | 125 | 0,335 | |||
| -04 MTNNR2020К16 | -05 MTNNL2020К16 | 20 | 10 | 0,365 | |||
| -06 MTNNR2520M22 | -07 MTNNL2520M22 | 25 | 150 | 01114-160408 TNUM-160408 | 0,520 | ||
| -08 MTNNR2525M16 | -09 MTNNL2525M16 | 25 | 12,5 | 0,760 | |||
| -10 MTNNR2525M22 | -11 MTNNL2525M22 | 01114-220408 TNUM-220408 | 0,770 | ||||
| -12 MTNNR3225P16 | -13 MTNNL3225P16 | 32 | 170 | 01114-160408 TNUM-160408 | 1,040 | ||
| -14 MTNNR3225P22 | -15 MTNNL3225P22 | 01114-220408 TNUM-220408 | 1,050 | ||||
| -16 MTNNR3232P22 | -17 MTNNL3232P22 | 32 | 16 | 1,370 | |||
| -18 MTNNR3232P27 | -19 MTNNL3232P27 | 01114-270612 TNUM-270612 | 1,365 | ||||
| -20 MTNNR4032R22 | -21 MTNNL4032R22 | 40 | 200 | 01114-220408 TNUM-220408 | 2.060 | ||
| -22 MTNNR4032R27 | -23 MTNNL4032R27 | 01114-270612 TNUM-270612 | 2.035 |
Резцы с ромбической режущей пластиной f=55° для чистового контурного точения. Система крепления режущей пластины – Р (рычагом).
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| K01.4976.000 PDJNR2020К15 | K01.4976.000-01 PDJNL2020К15 | 20 | 20 | 25 | 125 | 13124-150608 DNMM-150608 | 0,49 |
| -02 PDJNR2525M15 | -03 PDJNL2525M15 | 25 | 25 | 32 | 150 | 0,81 | |
| -04 PDJNR3225P15 | -05 PDJNL3225P15 | 32 | 170 | 1,36 | |||
| -06 PDJNR3232P15 | -07 PDJNL3232P15 | 32 | 40 | 1,55 | |||
| -08 PDJNR4032R15 | -09 PDJNL4032R15 | 40 | 200 | 2,23 | |||
| -10 PDJNR4040R15 | -11 PDJNL4040R15 | 40 | 50 | 2,83 |
Что хорошего в твердосплавных пластинах?
Вот некоторые из причин, по которым твердосплавные пластины так хороши по сравнению с другими режущими инструментами:
- Твердосплавные пластины эффективны и экономичны по сравнению с другими подобными режущими инструментами.
- Некоторые твердосплавные пластины, например, вольфрамовые, обладают высокой прочностью и увеличивают срок службы.
- Твердосплавные пластины бывают разных форм и марок, которые можно использовать в различных областях.
- Твердосплавные пластины обеспечивают гораздо лучшее качество поверхности, чем другие инструменты.
Виды и назначение отрезных резцов
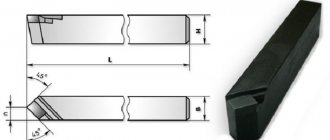
Сборные отрезные резцы можно разделить на два основных вида. К первому относится режущий инструмент, у которого державка и головка выполнены из одного бруска металла, а режущая пластина является отдельным сборочным элементом, смонтированным на конце головки. Существует два основных вида ее крепления, в соответствии с которыми выделяют резцы с механическим и напайным креплением пластин. Второй вид — это получивший в последнее время широкое распространение сборный отрезной инструмент, у которого плоская и длинная головка с режущей частью крепится механическим способом в специальную оправку, выполняющую роль державки (см. рис. ниже). Такие резцы поставляются со сменными пластинами различной ширины и толщины. Кроме того, у некоторых из них регулируется длина вылета головки.
Кроме нормального и усиленного отрезного инструмента традиционной конструкции, существует ряд разновидностей для работы в особых условиях, в том числе и компенсирующих недостатки маломощного и нежесткого токарного оборудования. К ним относятся пружинные и инвертированные резцы, которые в основном используют в домашних мастерских и мелких производствах. Пружинные отрезные резцы имеют дугообразную головку и предназначены для обработки материалов с неровной и твердой поверхностью на небольших станках с нежесткой конструкцией. Такая головка компенсирует динамические удары и сглаживает вибрацию, что позволяет добиться заданного качества поверхности и сохранить режущую пластину от повреждения.
Инвертированные резцы стали популярными пять-шесть лет назад, когда была разработана очень простая в использовании и эффективная в работе режущая пластина.
Особенности и преимущества отрезных инвертированных резцов
Основное достоинство этого резца — облегченный отвод стружки, т. к. при обратном вращении шпинделя она под собственным весом сразу уходит вниз. При таком режиме резко снижается вероятность забивания канавки стружкой, что нередко является причиной заклинивания и поломки инструмента. К другим плюсам этой модели можно отнести:
- простоту заточки лезвия;
- работу на большом вылете;
- улучшение режима охлаждения (стружка снизу, СОЖ сверху);
- большой ресурс даже при многократной переточке пластины.
Кроме того, его оправка имеет систему точной регулировки по высоте, что избавляет от подгонки положения инструмента с использованием прокладок.
Изготовление твердосплавных вставок
Давайте познакомимся с процессом производства твердосплавных пластин, чтобы лучше узнать о его типах и использовании;
Подходящая твердосплавная пластина для конкретных операций обработки помогает оставаться впереди в конкуренции среди производителей режущего инструмента.
Твердосплавные вставки, в основном вольфрам и кобальт, поставляются в виде порошка. Затем сухое сырье смешивается с смесью этанола и воды. В результате получается серая суспензия по консистенции, как у йогуртового напитка. Эта смесь сушится, а затем отправляется в лабораторию для проверки качества. Этот порошок состоит из агломератов, маленьких шариков диаметром от 20 до 200 микрон и затем транспортируется к прессовальным машинам, где изготавливаются вставки.
Геометрия твердосплавных пластин
Геометрию твердосплавных пластин можно разделить на три основных стиля, оптимизированных для нескольких операций, включая черновую, чистовую и среднюю. Вот несколько диаграмм, которые поясняют рабочую зону каждой геометрической формы на основе геометрического стружкодробления с учетом глубины резания.
Черновая обработка
Черновая обработка включает сочетание большой глубины резания и скорости подачи. Этот процесс требует максимальной безопасности краев.
Черновая обработка
Чистовая обработка
Чистовая обработка включает в себя водянистую глубину резания и низкие скорости подачи. Этот процесс требует малых усилий резания.
Чистовая обработка
Общая обработка
Эта операция включает в себя широкий спектр комбинаций глубоких резов и скоростей подачи.
Общая обработка
Угол входа для твердосплавных пластин
Угол в плане KAPR (или угол подъема PISR) — это угол между режущей кромкой и направлением подачи. Для успешной токарной обработки важно выбрать правильный угол въезда / подъема. Угол въезда / упреждения влияет на:
- Формирование стружки
- Направление сил резания
- Длина режущей кромки в разрезе
Роль геометрии в производстве пластин
Когда обсуждается роль геометрии, в основном люди принимают во внимание макрогеометрию и физическую форму карбидов. Здесь не менее важна микрогеометрия, которая касается режущей кромки микроскопической формы.
Геометрия твердосплавной пластины
Геометрия пластины является важным аспектом, поскольку она влияет на форму стружкодробления. Различные формы и углы обеспечивают оптимальные результаты в дроблении стружки в зависимости от материала и области применения.
С помощью передовых технологий режущей поверхности пластины придают круглую, овальную или любую другую геометрическую форму. Существенные преимущества в сроке службы и стабильности пластины были замечены с появлением новых технологий. Можно с уверенностью сказать, что будущий технический прогресс будет стимулировать дальнейшее развитие в этой области, и будут достигнуты еще более существенные достижения.
Обозначение токарных пластин
Обозначение СМП по стандарту ISO состоит из сочетания латинских букв и двузначных чисел, например: CNMG 16 04 08 FN-43.
Запишем это так:
1. Первая буква обозначения символизирует форму пластины, причем она является начальной соответствующего английского слова. Например, для форм пластин: R — round (круглая), S — square (квадратная), T — triangular (треугольная) и т.д. В таблице 7.1 приведено принятое обозначение формы СМП.
Таблица 7.1 — Обозначение формы СМП
| Форма | Обозначение | |
| шестигранная | H | |
| восьмигранная | O | |
| пятигранная | P | |
| круглая | R | |
| квадратная | S | |
| треугольная | T | |
| ромбическая | ε ,º | C |
| D | ||
| E | ||
| M | ||
| V | ||
| Продолжение таблицы 7.1 | ||
| прямоугольная | L | |
| параллелограммная | ε,º | A |
| B | ||
| K | ||
| неправильная трехгранная | W | |
| специальная | Z |
2. Вторая буква обозначения характеризует величину заднего угла на СМП. Необходимость кодирования этого параметра вызвана следующим обстоятельством. При резании материалов с различными физико-механическими свойствами требуется обеспечить оптимальные геометрические параметры режущей части, в том числе и величину заднего угла на СМП, которые приведены в таблице 7.2.
Таблица 7.2 — Обозначение заднего угла на СМП
| Значение заднего угла на СМП α,º | Специальная конструкция | |||||||||
| Обозначение | A | B | C | D | Е | F | G | N | P | O |
3. Третья буква обозначения характеризует степень точности изготовления СМП. Для оснащения многолезвийных инструментов требуются более точные СМП, чем для однолезвийных. Кроме того, более точные СМП на однолезвийных инструментах позволяют осуществлять бесподналадочную смену при их затуплении.
Стандартом ISO предусмотрено 11 классов точности. Точность СМП для токарной обработки регламентирована в основном тремя классами: G (высокая точность), M (средняя точность) и U (нормальная точность). В таблице 7.3 приведены предельные отклонения на толщину s СМП и диаметр вписанной окружности d, в зависимости от класса точности.
Таблица 7.3 — Предельные отклонения размеров s и d для СМП форм H, O, P, R, S, T, C, E, V, W
| Класс точности | Предельные отклонения размеров, мм | |
| s | d | |
| G | ±0,13 | ±0,025 |
| M | ±0,05 — ±0,15 | |
| U | ±0,08 — ±0,25 |
Предельные отклонения размера d для классов точности M и U зависят от его номинального значения.
4. Четвертая буква обозначения характеризует конструктивные особенности СМП, которые, в основном, касаются элементов для крепления СМП на корпусе инструмента и наличия стружкозавивающих канавок. Буквы кода ISO, обозначающие конструктивные особенности СМП, приведены в таблице 7.4.
Таблица 7.4 — Обозначение конструктивных особенностей СМП
| Обозначение особенностей | Схематическое изображение | Конструктивные особенности |
| A | Без стружкозавивающих канавок и с отверстием | |
| G | С двусторонними стружкозавивающими канавками и с отверстием | |
| M | С односторонними стружкозавивающими канавками и с отверстием | |
| N | Без стружкозавивающих канавок и отверстия | |
| R | С односторонними стружкозавивающими канавками, и без отверстия | |
| T | С односторонними стружкозавивающими канавками, и отверстием с фаской | |
| W | Без стружкозавивающих канавок, и отверстием с фаской | |
| X | Специальная конструкция |
5. Пятый символ в виде двух цифр, характеризующих размер СМП по длине режущей кромки, выражается только целым числом. Так, длина режущей кромки 6,35 обозначается как 06 (знаки после запятой отбрасываются). Причем, если цифра однозначная, то перед ней добавляется ноль. Для СМП круглой формы (R) указывается её диаметр. Обозначение длины режущей кромки в зависимости от формы СМП и диаметра вписанной окружности d представлено в таблице 7.5.
Таблица 7.5 — Обозначение длины режущей кромки
| Диаметр вписанной окружности d, мм | Форма СМП | |||||
| R | S | T | C | D | V | W |
| 5.560 | ||||||
| 6.350 | ||||||
| 9.525 | ||||||
| 12.700 | ||||||
| 15.875 | ||||||
| 19.050 | ||||||
| 25.400 |
6. Шестой символ в виде двух цифр характеризует толщину СМП. Принцип образования этого обозначения такой же, как и для длины режущей кромки. Обозначение толщины СМП представлено в таблице 7.6.
Таблица 7.6 — Обозначение толщины СМП
| Толщина СМП, мм | 1,59 | 1,98 | 2,38 | 3,18 | 3,97 | 4,76 | 5,56 | 6,35 | 7,94 | 9,52 | 12,7 |
| Обозначе-ние | Т1 | Т3 |
7. Седьмой символ в виде двух цифр характеризует радиус при вершине СМП. Эти цифры указывают, сколько десятых долей миллиметра имеет данный радиус. Например, радиус 0,4 мм обозначают 04, радиус 1,6 мм — 16 и т.д. Для пластин круглой формы в этом месте ставят два нуля. Стандартные значения радиусов и их обозначения приведены в таблице 7.7.
Таблица 7.7 — Обозначения радиуса при вершине СМП
| Радиус r, мм | 0,2 | 0,4 | 0,8 | 1,2 | 1,6 | 2,4 | 3,2 | 4,0 |
| Обозначение |
8. Восьмой буквенный символ несет информацию об исполнении режущей кромки. Расшифровка обозначения приведена в таблице 7.8.
Таблица 7.8 — Обозначение исполнения режущей кромки
| Обозначение | Эскиз | Исполнение режущей кромки |
| F | Острые кромки | |
| E | Округленные кромки | |
| T | Кромки с фаской | |
| S | Кромки с фаской и округлением |
Острые режущие кромки F предназначены для чистовой обработки. Исполнения Е, Т, S упрочняют режущую кромку и предназначены для черновой обработки.
9. Девятый буквенный символ характеризует направление подачи, с которым может работать СМП, установленная в резцовую державку. Расшифровка обозначения направления подачи приведена в таблице 7.9.
Таблица 7.9 — Обозначение направления подачи
| Обозначение | Эскиз | Направление подачи |
| R | Правое | |
| L | Левое | |
| N | Правое и левое |
10. Десятый пункт кода СМП предназначен для особых обозначений изготовителя. Как правило, это информация о стружкодробящей геометрии передней поверхности СМП. Стандарт ISO этот пункт обозначения не регламентирует, и он может быть буквенным, цифровым, буквенно-цифровым (максимально возможно три символа).
Рисунок 41 – стружкодробящая геометрия
В курсовой работе в обязательном порядке для токарных пластин необходимо указать форму передней поверхности пластины – стружкодробящую геометрию, которая приводится в справочниках-каталогах фирм производителей. Например, для получистовой обработки углеродистых, легированных, малоуглеродистых и нержавеющих сталей рекомендуется форма передней поверхности показанная на рисунке 42.
Рисунок 42 — Форма передней поверхности
Обозначение СМП по стандарту ISO состоит из сочетания латинских букв и двузначных чисел, например: CNMG 16 04 08 FN-43.
Запишем это так:
1. Первая буква обозначения символизирует форму пластины, причем она является начальной соответствующего английского слова. Например, для форм пластин: R — round (круглая), S — square (квадратная), T — triangular (треугольная) и т.д. В таблице 7.1 приведено принятое обозначение формы СМП.
Таблица 7.1 — Обозначение формы СМП
| Форма | Обозначение | |
| шестигранная | H | |
| восьмигранная | O | |
| пятигранная | P | |
| круглая | R | |
| квадратная | S | |
| треугольная | T | |
| ромбическая | ε ,º | C |
| D | ||
| E | ||
| M | ||
| V | ||
| Продолжение таблицы 7.1 | ||
| прямоугольная | L | |
| параллелограммная | ε,º | A |
| B | ||
| K | ||
| неправильная трехгранная | W | |
| специальная | Z |
2. Вторая буква обозначения характеризует величину заднего угла на СМП. Необходимость кодирования этого параметра вызвана следующим обстоятельством. При резании материалов с различными физико-механическими свойствами требуется обеспечить оптимальные геометрические параметры режущей части, в том числе и величину заднего угла на СМП, которые приведены в таблице 7.2.
Таблица 7.2 — Обозначение заднего угла на СМП
| Значение заднего угла на СМП α,º | Специальная конструкция | |||||||||
| Обозначение | A | B | C | D | Е | F | G | N | P | O |
3. Третья буква обозначения характеризует степень точности изготовления СМП. Для оснащения многолезвийных инструментов требуются более точные СМП, чем для однолезвийных. Кроме того, более точные СМП на однолезвийных инструментах позволяют осуществлять бесподналадочную смену при их затуплении.
Стандартом ISO предусмотрено 11 классов точности. Точность СМП для токарной обработки регламентирована в основном тремя классами: G (высокая точность), M (средняя точность) и U (нормальная точность). В таблице 7.3 приведены предельные отклонения на толщину s СМП и диаметр вписанной окружности d, в зависимости от класса точности.
Таблица 7.3 — Предельные отклонения размеров s и d для СМП форм H, O, P, R, S, T, C, E, V, W
| Класс точности | Предельные отклонения размеров, мм | |
| s | d | |
| G | ±0,13 | ±0,025 |
| M | ±0,05 — ±0,15 | |
| U | ±0,08 — ±0,25 |
Предельные отклонения размера d для классов точности M и U зависят от его номинального значения.
4. Четвертая буква обозначения характеризует конструктивные особенности СМП, которые, в основном, касаются элементов для крепления СМП на корпусе инструмента и наличия стружкозавивающих канавок. Буквы кода ISO, обозначающие конструктивные особенности СМП, приведены в таблице 7.4.
Таблица 7.4 — Обозначение конструктивных особенностей СМП
| Обозначение особенностей | Схематическое изображение | Конструктивные особенности |
| A | Без стружкозавивающих канавок и с отверстием | |
| G | С двусторонними стружкозавивающими канавками и с отверстием | |
| M | С односторонними стружкозавивающими канавками и с отверстием | |
| N | Без стружкозавивающих канавок и отверстия | |
| R | С односторонними стружкозавивающими канавками, и без отверстия | |
| T | С односторонними стружкозавивающими канавками, и отверстием с фаской | |
| W | Без стружкозавивающих канавок, и отверстием с фаской | |
| X | Специальная конструкция |
5. Пятый символ в виде двух цифр, характеризующих размер СМП по длине режущей кромки, выражается только целым числом. Так, длина режущей кромки 6,35 обозначается как 06 (знаки после запятой отбрасываются). Причем, если цифра однозначная, то перед ней добавляется ноль. Для СМП круглой формы (R) указывается её диаметр. Обозначение длины режущей кромки в зависимости от формы СМП и диаметра вписанной окружности d представлено в таблице 7.5.
Таблица 7.5 — Обозначение длины режущей кромки
| Диаметр вписанной окружности d, мм | Форма СМП | |||||
| R | S | T | C | D | V | W |
| 5.560 | ||||||
| 6.350 | ||||||
| 9.525 | ||||||
| 12.700 | ||||||
| 15.875 | ||||||
| 19.050 | ||||||
| 25.400 |
6. Шестой символ в виде двух цифр характеризует толщину СМП. Принцип образования этого обозначения такой же, как и для длины режущей кромки. Обозначение толщины СМП представлено в таблице 7.6.
Таблица 7.6 — Обозначение толщины СМП
| Толщина СМП, мм | 1,59 | 1,98 | 2,38 | 3,18 | 3,97 | 4,76 | 5,56 | 6,35 | 7,94 | 9,52 | 12,7 |
| Обозначе-ние | Т1 | Т3 |
7. Седьмой символ в виде двух цифр характеризует радиус при вершине СМП. Эти цифры указывают, сколько десятых долей миллиметра имеет данный радиус. Например, радиус 0,4 мм обозначают 04, радиус 1,6 мм — 16 и т.д. Для пластин круглой формы в этом месте ставят два нуля. Стандартные значения радиусов и их обозначения приведены в таблице 7.7.
Таблица 7.7 — Обозначения радиуса при вершине СМП
| Радиус r, мм | 0,2 | 0,4 | 0,8 | 1,2 | 1,6 | 2,4 | 3,2 | 4,0 |
| Обозначение |
8. Восьмой буквенный символ несет информацию об исполнении режущей кромки. Расшифровка обозначения приведена в таблице 7.8.
Таблица 7.8 — Обозначение исполнения режущей кромки
| Обозначение | Эскиз | Исполнение режущей кромки |
| F | Острые кромки | |
| E | Округленные кромки | |
| T | Кромки с фаской | |
| S | Кромки с фаской и округлением |
Острые режущие кромки F предназначены для чистовой обработки. Исполнения Е, Т, S упрочняют режущую кромку и предназначены для черновой обработки.
9. Девятый буквенный символ характеризует направление подачи, с которым может работать СМП, установленная в резцовую державку. Расшифровка обозначения направления подачи приведена в таблице 7.9.
Таблица 7.9 — Обозначение направления подачи
| Обозначение | Эскиз | Направление подачи |
| R | Правое | |
| L | Левое | |
| N | Правое и левое |
10. Десятый пункт кода СМП предназначен для особых обозначений изготовителя. Как правило, это информация о стружкодробящей геометрии передней поверхности СМП. Стандарт ISO этот пункт обозначения не регламентирует, и он может быть буквенным, цифровым, буквенно-цифровым (максимально возможно три символа).
Рисунок 41 – стружкодробящая геометрия
В курсовой работе в обязательном порядке для токарных пластин необходимо указать форму передней поверхности пластины – стружкодробящую геометрию, которая приводится в справочниках-каталогах фирм производителей. Например, для получистовой обработки углеродистых, легированных, малоуглеродистых и нержавеющих сталей рекомендуется форма передней поверхности показанная на рисунке 42.
Рисунок 42 — Форма передней поверхности
Типы карбидных вставок
В зависимости от формы и материала используются несколько различных типов твердосплавных пластин для различных целей. Эти пластины представляют собой сменные насадки для режущих инструментов, которые обычно состоят из самой режущей кромки.
Вставки имеют разную геометрическую форму. Например:
Круглые пластины
Круглые твердосплавные пластины используются при точении канавок и на фрезерных станках.
Треугольные или трехгранные вставки
Твердосплавные пластины Triangle или Trigon имеют треугольную форму с тремя равными сторонами и тремя вершинами с углами 60 градусов. Это трехгранные вставки, напоминающие треугольник, но с измененной формой, например изогнутыми сторонами или средними углами, которые включают ступени на концах.
Четырехсторонние твердосплавные пластины
Четырехсторонние вставки бывают ромбовидной, ромбической, квадратной и прямоугольной формы. Пластины ромбовидной формы имеют четырехстороннюю форму с двумя острыми углами для снятия материала.
Твердосплавные пластины квадратной формы имеют четыре равные стороны. С другой стороны, прямоугольные пластины имеют четыре стороны. Две стороны длиннее двух других. Эти типы твердосплавных пластин используются для обработки канавок, когда короткие стороны пластин имеют реальную режущую кромку.
Твердосплавные пластины ромбической или параллелограммной формы также бывают четырехсторонними, с углом по бокам для обеспечения зазора режущей кромки.
Твердосплавные пластины другой формы включают пятиугольник с пятью равными сторонами и углами, а восьмиугольные пластины имеют восемь сторон.
Помимо формы, твердосплавные пластины также различаются по углу наклона. Вот несколько твердосплавных пластин с разным углом при вершине:
- Шаровая:
Шаровая фреза со вставками
Твердосплавная пластина для шаровой фрезы имеет полусферический шаровой наконечник, радиус которого составляет половину диаметра фрезы. Эта твердосплавная пластина позволяет обрабатывать внутренние полукруги, канавки или радиусы.
- Фреза с радиусным наконечником:
Фреза с радиусным наконечником
Твердосплавная пластина для фрезы с радиусным наконечником представляет собой прямую пластину с отшлифованной кромкой на концах. Этот тип твердосплавной пластины используется на фрезах.
- Фреза для снятия фаски:
Фреза для снятия фаски
Фреза для снятия фаски имеет на вершине угловую секцию для получения углового среза или скошенной кромки на заготовке.
Обозначение сменных пластин / ISO insert designation chart
Расшифровка обозначения сменных режущих пластин по стандарту ИСО Часть 1 Токарный инструмент Форма пластины Шестигранная Восьмигранная Пятигранная
Расшифровка обозначения сменных режущих пластин по стандарту ИСО Часть 1 Токарный инструмент Форма пластины Шестигранная Восьмигранная Пятигранная _ Квадратная Треугольная с Ромбическая 80 о D Ромбическая 55 Z7 Е Ромбическая 75 о F Ромбическая 50 7 М Ромбическая 86 V Ромбическая 35 Z7 W Три тональная L Прямоугольная о А Ромбическая 85 о В Ромбическая 82 о К Ромбическая 55 R Круглая О X Специальная конструкция Обозначение формы пластины АГ 0D1 S1 Треугольная пластина фаской (Вспомогательная режущая Обозначение класса допуска Особенности допуска пластин класса М Допуск на высоту режущей кромки m (мм) (Киме Допуск на высоту режущей кромки m (мм) Допуск на диаметр вписанной окружности 0D1 (мм) Допуск на толину пластины S1 (мм) Цвтршжй Треугольная Квадратная Ромбическая 80 Ромбическая 55 Ромбическая 35 Круглая А 0.005 0.025 +0.025 F 0.005 0.013 +0.025 6.35 0.08 0.08 0.08 0.11 0.16 С 0.013 0.025 +0.025 9.525 0.08 0.08 0.08 0.11 0.16 Н 0.013 0.013 +0.025 12.70 0.13 0.13 0.13 0.15 Е 0.025 0.025 +0.025 15.875 0.15 0.15 0.15 0.18 G 0.025 0.025 +0.13 19.05 0.15 0.15 0.15 0.18 J 0.005 0.05 0.15 +0.025 25.40 0.18 К 0.013 0.05 0.15 +0.025 31.75 0.20 1 +0.025 +0.05 +0.15 +0.025 Допу ск на ди аметр в писаннс окруж НОСТИ (ft ш) М 0.08 0.18 0.05 0.15 0.13 Цвшрпяш Треугольная Квадратная Ромбическая 80 Ромбическая 55 Ромбическая 35 Круглая N 0.08 0.18 0.05 0.15 0.025 6.35 0.05 0.05 0.05 0.05 0.05 — и 0.13 0.38 0.08 0.25 0.13 9.525 0.05 0.05 0.05 0.05 0.05 0.05 Знаком обозначены поверхности спеченных пластин. 12.70 0.08 0.08 0.08 0.08 — 0.08 15.875 0.10 0.10 0.10 0.10 — 0.10 19.05 0.10 0.10 0.10 0.10 — 0.10 25.40 — 0.13 — 0.13 31.75 — 0.15 — 0.15 Обозначение класса допуска С N М G Обозначение заднего угла ИННН Стандартный угол А 3 В 5 С 7 15 Е 20 F 25 -JV G 30 N 0 Р 11 О Другие значения углов Основные используемые углы Обозначение фиксации стружколома Метрическая система Наличие отверстия Форма отверстия Стружкопом Рис. Обоим Наличие отверстия Форма отверстия Стружкопом Рис. W С Отверстием цилиндрическое + одна зенковка (40-60) Нет И 1 И А С Отверстием цилиндрическое Нет 1111 1 С Отверстием Односторонний ГИ1 VH7 С Отверстием цилиндрическое Односторонний VI 17 Q С Отверстием цилиндрическое + две зенковки (40-60) Нет G С Отверстием цилиндрическое двухсторонний и С Отверстием двухсторонний N Вез отв. — Нет В С Отверстием цилиндрическое + одна зенковка (70-90) Нет П7 R Без отв. — Односторонний ГИГ 7 С Отверстием Односторонний F Без отв. — двухсторонний rm VM7 L J Отверстием цилиндрическое + две зенковки (70-90) Нет X — Специальная конструкция J С Отверстием двухсторонний А002 ОБОЗНАЧЕНИЕ ПЛАСТИНЫ ДЛЯ ТОЧЕНИЯ
Твердосплавные пластины для сложных материалов
Отрасль режущего инструмента радикально изменилась, и эти изменения можно увидеть в пластинах для фрезерования и токарной обработки сложных материалов материалов.
В современном мире вставки с покрытием из карбида, металлокерамики, кубического нитрида бора (CBN) и поликристаллического алмаза (PCD) играют жизненно важную роль.
Вставки с уникальной геометрией и покрытием выдерживают механические удары и тепло, а также абразивный износ. Однако для продуктивного использования этих пластин могут потребоваться различные внешние факторы, одним из которых может быть партнерство с хорошо осведомленным поставщиком инструмента.
Твердосплавные пластины используются при производстве различных материалов, например, стальных сплавов. Эти стальные сплавы становятся тверже во многих областях применения. Эта сталь твердеет до 63 RC и обычно используется в красильной и литейной промышленности.
Изготовители пресс-форм раньше вырезали детали перед термообработкой, но теперь прецизионные обрабатывающие инструменты используются в полностью закаленном состоянии, чтобы избежать деформации при термообработке. С помощью этой техники с твердосплавными пластинами можно экономично обрабатывать даже полностью закаленные материалы.
Например, в аэрокосмической обработке используются твердосплавные пластины. Они использовали круглые твердосплавные пластины, когда хотели обрабатывать твердую сталь. Таким образом, профиль обеспечивает более надежный инструмент без уязвимых острых углов.
Твердосплавные пластины для фрезерования
Как и в других отраслях промышленности, твердосплавные пластины также используются в фрезерной промышленности. Они решают все мыслимые прикладные проблемы. К таким твердосплавным пластинам относятся твердосплавные пластины со сферической головкой, твердосплавные пластины с высокой подачей, твердосплавные пластины с тороидальной головкой, твердосплавные пластины с обратным тягом и твердосплавные пластины с плоским дном. Все эти твердосплавные пластины решают специфические проблемы в обработке металла по средствам точения и фрезерования.
Большая часть обработки пресс-форм и штампов сосредоточена на распространенных материалах пресс-форм в фрезерной промышленности. Только геометрия верхней формы отличается друг от друга. Вот некоторые материалы для пресс-форм, которые предпочтительны в обабатывающей промышленности:
Алюминий
Алюминий является предпочтительным материалом для форм фрезеровки для некоторых сегментов. Эти скорости съема металла в восемь-десять раз быстрее, чем при обработке стали.
В последнее время производители алюминия разработали более качественные высокопрочные материалы с характеристиками твердости от 157 до 167 по Бринеллю. На алюминии сложно обрабатывать очень гладкие поверхности, поэтому полировка становится критически важной операцией в конечном процессе.
Для фрезерования алюминия требуются вставки C2 для черновой обработки и C3 для чистовой обработки. Только твердосплавные пластины общего класса со средним зерном с превосходной износостойкостью для черновой и чистовой обработки, где требуются острые кромки.
Резцы токарные проходные.
Применяются для получистового и чистового точения. Система крепления пластины — Р (рычагом).
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| 2102-4036 PSSNR2525M12 | 2102-4036-01 PSSNL2525M12 | 25 | 25 | 32 | 158,3 | 03123-120412 SNMA-120412 | 0,96 |
| -02 PSSNR3225P15 | -03 PSSNL3225P15 | 32 | 180,2 | 03124-150612 SNMM-150612 | 1,08 |
| Обозначение | h=h1 | b | f | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||
| 2102-4035 PCLNR2525M16 | 2102-4035-01 PCLNL2525M16 | 25 | 25 | 32 | 150 | 05124-160412 CNMM-160412 | 0,72 |
| -02 PCLNR3225P16 | -03 PCLNL3225P16 | 32 | 170 | 1,06 |
| Обозначение | h=h1 | b | f | f1 | l | L | Пластины режущие | Масса, кг | |
| Правый | Левый | ||||||||
| 2109-4009 PTFNR2525M16 | 2109-4009-01 PTFNL2525M16 | 25 | 25 | 32 | 17,4 | 20,2 | 150 | 01124-160408 TNMM-160408 | 1,43 |
| -02 PTFNR2525M22 | -03 PTFNL2525M22 | 24,4 | 25,2 | 01124-220408 TNMM-220408 | 1,57 | ||||
| -04 PTFNR3225P22 | -05 PTFNL3225P22 | 32 | 170 | 2,75 |
Карбидные вставки для спеченных металлов
Благодаря развитию технологий порошковая металлургия производит особо твердые спеченные металлы для различных отраслей промышленности. Для таких отраслей промышленности порошковый никелевый композиционный сплав изготавливается путем сочетания вольфрама и карбида титана для достижения твердости от 53 до 60 RC.
Для обработки спеченных металлов выбор пластин зависит от материала и заготовки. Твердосплавные пластины с положительной геометрией переднего края могут эффективно резать тонкостенные металлоконструкции. Однако для толстостенных металлических деталей из спеченного металла требуются керамические вставки с отрицательной геометрией режущей кромки, которые обеспечивают гладкую плоскую поверхность детали.
Частицы карбида и матрица никелевого сплава достигают до 90 RC. При фрезеровании таких материалов твердосплавные пластины, покрытые различными материалами, быстро изнашиваются по задней поверхности с плоскими первичными режущими кромками. Однако сверхтвердые частицы внутри пластины создают «микрочастицы», которые ускоряют износ пластины. Было бы полезно, если бы вы были осторожны, потому что иногда твердосплавные пластины также ломаются под сильным давлением обработки жесткого шока.
Твердосплавные пластины обладают высокой способностью резать твердые металлы, содержащие вольфрам и титан.
Твердосплавные вставки для верхних сплавов
Жаропрочные суперсплавы (HRSA) широко используются в аэрокосмической промышленности и получают признание в медицинской, автомобильной, энергетической и полупроводниковой отраслях. Жаропрочные суперсплавы, такие как Waspalloy и титан 6Al4V, соединены с титановой, магниевой и алюминиевой матрицей, что в целом создает проблемы при обработке.
Эти сплавы сверхтвердые, и для них требуются более высокие температуры в зоне резания, превышающие 2000 ° F. Если говорить о твердосплавных пластинах, используемых для резки этих сплавов, то они тоже сверхтвердые.
Для обработки жаропрочных суперсплавов (HRSA) выбор пластин зависит от материала и заготовки. Твердосплавные пластины с положительной геометрией переднего края могут эффективно резать тонкостенные жаропрочные суперсплавы (HRSA). Однако для толстостенных деталей из сплава необходимы керамические вставки с отрицательной геометрией режущей кромки, которые обеспечивают гладкую поверхность детали.
Твердосплавные пластины для токарной обработки
Токарная обработка керамики — операция практически безупречная. Обычно это непрерывный процесс обработки, который позволяет одной пластине задействоваться в резании в течение относительно длительных периодов времени. Это отличный инструмент для создания высоких температур, обеспечивающих оптимальную работу керамических пластин.
С другой стороны, фрезерование можно сравнить с прерывающимся механизмом токарной обработки. Каждая твердосплавная пластина на корпусе инструмента входит в прорезь и выходит из нее при вращении каждой фрезы. По сравнению с токарной обработкой для твердого фрезерования требуется гораздо более высокая частота вращения шпинделя, чтобы достичь той же скорости резания для эффективной работы.
Чтобы задействовать скорость резания токарного механизма на заготовке диаметром три дюйма, фреза диаметром три дюйма с тремя зубьями должна работать с как минимум четырехкратной скоростью поворота. В случае керамики объект генерирует потенциал тепла для каждой твердосплавной пластины. Следовательно, при фрезеровании каждая твердосплавная пластина должна перемещаться быстрее, чтобы генерировать тепловой эквивалент одноточечного токарного инструмента.
Преимущества использования токарных пластин
Пластины для отрезных либо расточных резцов производятся на основе разных марок твердых сплавов. Это весьма удобно, поскольку позволит вооружиться большим набором режущих элементов, которые будут обрабатывать заготовки из разных элементов.
А еще применение сменных токарных приспособлений для режущего инструмента можно уверенно назвать выгодным решением с экономической точки зрения, поскольку, если случится поломка или износ, не нужно будет менять весь резец целиком, только лишь его режущую часть. Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы. Это особенно важно при мелком и среднесерийном производстве разных изделий.
Твердосплавные изделия, которые ставят на токарные резцы, имеют ряд своих преимуществ:
- они стоят дешевле по сравнению с цельными резцами;
- заменить твердосплавный режущий элемент на новый можно очень быстро;
- пластины на основе твердых сплавов обладают высокой надежностью даже при интенсивной эксплуатации;
- если нужно, то подобные сменные режущие части можно переналаживать;
- все существующие модели данных режущих элементов для резцов унифицированы, поэтому можно без труда подобрать подходящий вариант для того или иного типа обработки, а также марки материала обрабатываемой заготовки.
А еще использование сменных твердосплавных пластин, оснащенных механическим креплением, можно значительно повысить срок эксплуатации державки токарного резца, а также не потребуется затачивать и паять режущую его часть. Кроме того, в условиях применения данного инструмента температура и сила резания может снизиться до 40 процентов. Твердые сплавы обладают такими свойствами, что их можно применять для производства пластин, а с их помощью можно обрабатывать металлы при условии изменения режимов резания.
В настоящее время выпускаются разные виды твердосплавных изделий. Требования к каждому типу прописаны в государственных стандартах. Они представлены ниже:
- ГОСТ 19086–80 — подразумевает характеристики опорных и режущих пластин, а также стружколомов;
- ГОСТ 19042–80 — прописывает требования к форме, классификации, а также к системе обозначений пластин сменного типа на основе твердосплавных материалов;
- ГОСТ 25395–90 — регулирует производство твердосплавных пластин нескольких типов, их фиксируют на державке резца посредством напайки. Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.
Твердосплавные пластины для нарезания резьбы
Твердосплавные пластины также используются для нарезания резьбы. Твердосплавные пластины треугольного сечения высокого качества позволяют удовлетворить большинство потребностей отрасли нарезания резьбы. Эти твердосплавные пластины подходят для широкого спектра применений, от основных до сложных.
В индустрии нарезания резьбы твердосплавные пластины обладают следующими характеристиками:
- Широкий выбор марок твердосплавных пластин и покрытий, адаптированных к различным материалам и производственным процессам.
- Качественная резьба на вставках
- Возможность резки нитей размером от 0,5 мм
- Доступны пластины для внутренних и внешних работ, а также для правой и левой резьбы
Значение маркировки твердосплавных пластин
Как правило, модель твердосплавных режущих пластин представлена 10 номерами. В этой модели первые четыре буквы представляют характеристики пластин токарного станка, а следующие шесть цифр представляют размер и характеристики модели твердосплавной фрезы.
DNMG150408-MS представляет собой режущие пластины токарные. D представляет собой алмазный диск 55 °, N представляет собой задний угол лезвия 0 °, M представляет степень точности изготовления лезвия, G представляет поверхность передней кромки и тип центрального отверстия, 15 представляет длину режущей кромки, значение 15 мм, 04 представляет толщину лезвия 4,76 мм, а 08 представляет собой радиус дуги вершины инструмента 0,8 мм.
Виды твердосплавных пластин — расшифровка маркировки, обозначений, классификация
Содержание:
- Марки твердосплавных пластин для точения
- Пример расшифровки маркировки токарной пластины
- Маркировка резьбовых пластин
- Пример расшифровки маркировки резьбовой пластины
- Маркировка твердосплавных отрезных и канавочных пластин
- Маркировка фрезерных пластин
- Пример расшифровки маркировки фрезерной пластины
Твердосплавных пластин для токарных и фрезерных станков на рынке сегодня – огромное разнообразие. Разобраться в маркировках пластин, их видах, формах и размерах даже не новичку токарного дела – непростая задача. В статье мы попробуем «разложить по полочкам» все твердосплавные пластины, особенно те, что представлены в нашем интернет-магазине.
Твердосплавные пластины под определенный инструмент
Эта характеристика одна из самых простых – ставятся пластины на токарные резцы, сверла или фрезы, значит, такого назначения и выбираем.
С токарными пластинами тоже несложно разобраться.
По назначению они бывают:
- Пластины для точения
- Отрезные и для обработки канавок
- Пластины для нарезания резьбы
Токарные пластины подбираются под определенные державки (резцы). Нужно знать такие характеристики, как размер и форма твердосплавной пластины, марка пластины, ее радиус, режим и вид токарной обработки (от черновой до финишной). Также перед покупкой сменных пластин нужно определиться, для обработки каких материалов подходит данный сплав. Есть более универсальные сплавы, а есть – узконаправленные пластины.
Как разобраться в маркировке твердосплавных пластин
Марки твердосплавных пластин для точения
Стандартов и производителей много, в среднем маркировки пластин более-менее совпадают (например, по ISO), есть небольшие вариации у некоторых брендов. «Читать» пластину нужно слева направо, название сменного инструмента о многом говорит – форме, углах, допусках, длине режущей кромки, форме стружколома и т. д.
Ниже в табличках представлены расшифровки обозначения токарных пластин.
Что касается стружколомов, то китайская компания GESAC все время их совершенствует. В 2022 году появились новинки – стружколомы LM и LR. Почитать подробнее о новинках можно в нашем Блоге здесь.
Обозначения основных сружколомов GESAC:
Буквы и цифры после обозначения стружколома указывают на вид сплава, из которого сделан инструмент. Тут у каждого производителя свои традиционные обозначения.
Пример расшифровки маркировки токарной пластины
Расшифруем для наглядности пластину для точения CNMG090304-QF GP1115 от GESAC.
Смотрим первые четыре буквы – CNMG. C − ромб, N − задний угол 0°, M – предел допуска по высоте +/- 0,08-+/- 0,18 мм; по толщине +/- 0,13; размер вписанной окружности d +/- 0,05-+/- 0,13 и G обозначает, что пластина с отверстием.
Идем далее – цифры 090304 в названии пластины «говорят» о том, что длина режущей кромки 9,52 мм (09), толщина пластины 3,18 мм (03) и радиус угла 0,4 мм (04). Стружколом у пластины в примере QF, а это значит, что он предназначен для чистовой обработки стали и сплавов на ее основе. Самое последнее обозначение в маркировке – сплав GP1115.
Вы всегда можете обратиться за консультацией к менеджерам CNCMagazine для подбора нужного инструмента для токарных и фрезерных станков. Пишите нам на E-mail: [email protected]cncmagazine.ru. Телефон 8 (800) 555 4116.
Маркировка резьбовых пластин
В обозначении сменных пластин для нарезания резьбы разобраться легко. У основных производителей твердосплавных пластин маркировка более-менее совпадает.
Ниже представлена таблица для расшифровки названия резьбовой пластины:
Резьбовые пластины бывают для нарезания внутренней и наружной резьбы, как правило, с правым или левым исполнением. Важная характеристика инструмента – профиль резьбы. В интернет-магазине CNCMagazine представлен инструмент следующего профиля:
- ISO метрическая резьба полный профиль
- Резьба неполный профиль 60° и 55°
- Трубная резьба Whitworth
- Британская трубная резьба BSPT для паропроводов, газопроводов, водопроводов
- Американская коническая трубная резьба (NPT)
- Американский упорный профиль ABUT
- Трапецеидальная резьба 30°
- Резьба API (круглая)
- Американская унифицированная резьба UN, полный профиль
У каждого профиля свои стандарты, рекомендации, технические характеристики.
Разберем для примера маркировку твердосплавной пластины для нарезания резьбы.
Пример расшифровки маркировки резьбовой пластины
Возьмем пластину 16ER0.75ISO DM215. 16 – это размер пластины (9, 525 мм). ER в маркировке обозначает, что пластина предназначена для нарезания наружной резьбы, с правым исполнением. Цифра следом − 0.75 означает, что шаг резьбы составляет 0,75 мм. ISO – говорит о том, что стандарт резьбы метрический по ISO. Самым последним в названии значится сплав, из которого сделан инструмент.
Коды твердосплавных пластин часто пересекаются у различных производителей. Чаще всего отличаются только названия применяемых сплавов.
Маркировка твердосплавных отрезных и канавочных пластин
Марок инструмента для отрезки и обработки канавок достаточно много, также как и производителей. Маркировка у различных брендов своя. Чтобы быстро и просто расшифровать назначение инструмента и узнать его характеристики, посмотрите таблицы ниже.
Попробуем расшифровать пластину ZTFD0303-MG YBG202. ZT означает, что инструмент предназначен для обработки канавок и точения, буква F говорит, что ширина пластины 3.0, а D – что это двухсторонняя пластина. 03 – ширина режущей кромки 3 мм, а радиус при вершине 0.3. M – это класс точности, а G означает, что пластина с обычным стружколомом. YBG202 – это сплав.
Расшифровка отрезных пластин треугольной формы для обработки прямых и радиусных канавок от одного китайского бренда представлена ниже.
Маркировка фрезерных пластин
Сменные пластины для фрез бывают тригональной (W), квадратной (S), круглой (R), восьмигранной (О), ромбической 86° (M), прямоугольной 85°(A), пятигранной (P) и другой формы (Z). Форму пластины для фрез можно узнать по первой букве в названии. Вторая буква – задний угол пластины, далее идет класс точности, потом тип пластины. Первая цифра после букв в названии пластины – длина режущей кромки в мм.
Потом идет толщина пластины также в мм. По названию фрезерной пластины можно узнать радиус при вершине.
Для примера приведем маркировку фрезерных пластин от производителя SANDVIK.
Пример расшифровки маркировки фрезерной пластины
Попробуем примерно расшифровать по этой схеме пластину для фрез APKT11T308-APM YB9320.
Форма пластины – прямоугольная, задний угол 11°, класс точности K, размер пластины 11, радиус 0,8, сплав YB9320.
На нашем сайте каждый товар подробно расписан, указаны его характеристики, рекомендованные виды обработки, материалы и т.д.
Если Вы затрудняетесь с выбором нужного инструмента для токарной и фрезерной обработки металла, мы всегда рады Вам помочь.
Ждем Ваших вопросов и заявок по инструменту для металлообработки: на E-mail, по телефону 8 или заполните заявку ниже.
Интернет-магазин
ОТПРАВИТЬ ЗАЯВКУ