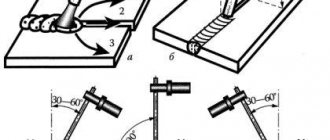
Сварные конструкции отличаются многообразием способов соединения деталей. Итоговая прочность зависит от соблюдения технологических процессов. Поэтому важно правильное обозначение сварных швов на чертежах.
Обозначение сварочного шва на чертеже и его расшифровка зависит от типа соединения.
Необходимость обозначений
Для точного и единообразного чтения чертежей графические символы и текстовые описания должны соответствовать ЕСКД и ГОСТ.
Необходимость обозначений вызвана потребностью в краткой форме донести исполнителю максимальное количество информации, позволяющей сразу приступить к работе.
В описании указываются следующие характеристики:
- тип материала деталей, образующих сварной шов;
- размеры с допусками;
- используемые технологии;
- величина и форма наплавки;
- прочностные свойства и требования к герметичности;
- условия технологических процессов и очередность выполнения.
Варианты обозначений.
Качество сварного соединения проверяется сравнением фактических характеристик с заявленными в технической документации.
Это приводит к необходимости стандартизации обозначений на чертежах для предупреждения разночтений.
Нестандартные случаи
Как обозначается сварочный шов на чертеже, если его габариты не укладываются в рамки ГОСТов? В такой ситуации в конструкторскую документацию следует вписать размеры всех его элементов.
Тогда исполнитель, в процессе непосредственного решения задачи, сможет добиться нужного качества результата даже с учетом действия остаточных напряжений. Последние появляются из-за деформации укорочения (которая возникает из-за неравномерного нагрева поверхностей) и распределяются в зависимости от выбранного режима, геометрии и других факторов. Толщину заготовок тоже нельзя сбрасывать со счетов, ведь она способна спровоцировать плоские или объемные напряжения.
ГОСТ с требованиями к обозначениям сварных швов
Сборка конструкции, использующей сварочные соединения, регламентируется следующими видами технической документации:
- технологической инструкцией;
- проектом производства сварочных работ (ППСР);
- отдельными разделами общего проекта производства работ (ППР).
Пример обозначения по ГОСТ.
Основная цель перечисленных документов – обеспечить единообразное чтение и понимание инженерами, рабочими и представителями контролирующих служб чертежей и технологических карт.
При оценке качества сварных работ используется документация:
- исполнительные чертежи с изменениями, внесенными изготовителем или монтажником конструкций;
- одобрение разработчиком или проектной организацией сделанных изменений;
- сертификаты на свариваемые материалы.
Операционный контроль производится исполнителем, мастером на соответствие результатов работы требованиям, указанным в технологических картах, утвержденных инструкциях и государственных стандартах.
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
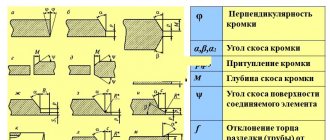
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.
Изображения для разных типов сварки
Каждый сварной шов металлоконструкции должен быть описан и найти отражение в конструкторской документации. Все условные обозначения швов обязаны соответствовать межгосударственному стандарту.
Рекомендуем к прочтению Какими бывают дефекты сварных швов
Виды соединений свариваемых деталей обозначают на чертежах 1 символом. Расшифровка представлена в таблице.
| Тип соединения | Описание свойств | Обозначение на чертеже |
| Стыковое | Элементы конструкции располагаются в одной плоскости и свариваются по торцам. Соединение требует обработки кромок стыка. | С |
| Угловое | Элементы конструкции соединяются под наклоном друг к другу с углом более 30° между торцами. | У |
| Торцевое | Торцы элементов конструкции образуют такое соединение, чтобы их боковые плоскости соприкасались. | С |
| Внахлест | Детали накладываются друг на друга основными плоскостями. Применяется в случаях, не требующих высокой точности подгонки и совпадения торцевых контуров. | Н |
| Тавровое | Одна деталь конструкции приваривается к поверхности другой под углом или вертикально. | Т |
Сварка монтажных стыков
СВАРОЧНЫЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
Как отмечалось выше, при стыковании на монтаже двух секций конструкции условия для выполнения сварки являются наиболее тяжелыми. Выполнение сварки всего сечения одновременно— совершенно невозможно, а поэтому после наложения части швов остальные будут накладываться в условиях закрепления обеих свариваемых секций.
Так, например, при сварке монтажного стыка двутавровой балки укорочение первого из свариваемых листов еще может произойти за счет сближения обеих секций и уменьшения зазора между остальными листами, но при наложении последующих швов такого сближения свариваемых секций произойтиуже не может, так как они оказываются распертыми первым листом. Поэтому, если при выполнении сварки не принимаются специальные меры борьбы с деформациями и напряжениями, необходимо первыми заваривать стыковые швы тех элементов сечения, которые дают наибольшую усадку (наиболее толстые швы), с тем, чтобы напряжения, вызванные сваркой последних стыковых швов в закрепленном положении, были наименьшими. Для предотвращения появления в конструкции напряжений лучше применить выгиб свариваемых листов. Например, если первым сварить стык стенки (рис. 216), то при сварке стыка поясов последние необходимо выгнуть, как было указано в § 63. Для возможности осуществления выгиба необходимо, чтобы
| Рис. 216. Сварка монтажного стыка двутавровой балки. |
поясные швы были недоварены на некоторую длину. После выполнения сварки всех стыков должны быть заварены оставшиеся недоваренными участки поясных швов. При этом, чтобы неодинаковое укорочение стенки и поясов (вследствие различного их сечения) не вызвало напряжений встыковых швах, целесообразно сварку поясных швов начинать от стыков (рис. 216), учитывая,
что создание несколько неблагоприятных условий в местах сопряжений углового монтажного шва с заводским менее опасно, нежели создания напряжений в стыковых швах балки.
В тех случаях, когда применение предварительного обратного выгиба по тем или иным причинам невозможно (например, при Х-образном стыковом шве толстых листов), следует применить распирание стыкуемых листов с тем, чтобы за счет упругих деформаций сжатия увеличить зазор в стыке. При этом стягивающие в процессе сварки усилия не будут передаваться через всю конструкцию к закреплениям, а будут восприняты распорными домкратами; после полного остывания шва оставшиеся в нем упругие деформации растяжения будут сняты по освобождении от домкратов за счет упругих деформаций сжатия в остальной части конструкции.
В сложных случаях, помимо применения специальных приемов, целесообразно выполнять сварку швов с проколачиванием.
Последовательность наложения отдельных швов должна быть согласована как с применяемыми методами сваркии приемами борьбы с короблением и напряжениями, так и с характером распределения напряжений от полезной нагрузки в сечении по стыку. Учитывая, что последние стыковые швы обычно выполняются в наиболее тяжелых условиях, следует последними выполнять швы (или участки швов), расположенные в тех частях стыкуемого сечения, которые наименее напряжены от полезной нагрузки. От этого правила можно отклоняться, если выполнение последнего замыкающего шва предположено с применением специальных мер (например, выгиба), обеспечивающих отсутствие в нем опасных напряжений.
| Рис. 217. Схема расположения монтажного стыка на судах типа Либерти. |
Недостаточное внимание последовательности сварки монтажных стыков явилось одной из причин появления трещин в палубе судов типа „Либерти-. Игнорирование специальных мероприятий по борьбе с деформациями и напряжениями (и в частности отсутствие применения предварительных выгибов) привело к тому, что в районе монтажного стыка листы палубы получили весьма большие впадины (рис. 217). Последние исключили значительную часть настила палубы из участия в работе основного расчетного сечения корабля, вызвав перенапряжения в тех частях настила палубы, которые оказались неде — формированными из-за поддерживающих их продольных балок.
Кроме того, отсутствие четких указаний о последовательности наложения швов у люка могло привести к такой последовательности, при которой и так весьма перенапряженный участок (вследствие отсутствия округления углов люка) мог оказаться еще дополнительно ослабленным за счет возникновения в настиле пластических деформаций в процессе сварки и частичного уменьшения деформационной способности металла настила. В итоге всех указанных упущений на большом числе судов типа „Либерти“ появились трещины аварийного характера именно в районе указанного монтажного стыка.
Не останавливаясь на подробностях, следует лишь отметить, что без надлежащего продумывания последовательности наложения сварных швов не могут быть выбраны рациональные конструктивные формы и не может быть обеспечена надлежащая прочность и работоспособность сооружения. Выбор же последовательности сварки должен базироваться на ясном представлении всех явлений, протекающих в процессе сварки
[1] Иниду того, что в данном труле температура во все* случаях указана б
градусах Цельсия, в дальнейшем условное обозначение шкалы Цельсия —
[3] • 131
[4] = 2S. tg“.
Если на общие деформации сварных конструкций большое влияние оказывает последовательность наложения отдельных швов, то на местные деформации и деформации из плоскости свариваемых листов существенное влияние оказывает метод выполнения каждого шва. …
Как отмечалось выше, при сварке сложных составных сечений и конструкций характер возникающих деформаций зависит от порядка наложения швов. Поэтому одним из основных средств борьбы с деформациями при изготовлении сварных конструкций …
msd.com.ua
Вспомогательные знаки и примечания
Для обозначения видимых сварных швов используются сплошные тонкие линии, а для невидимых – пунктирные. В примечаниях вспомогательные символы должны иметь такую же высоту, как у цифр. Особенности монтажа сварных конструкций в технической документации часто обозначаются с помощью дополнительных знаков. Они облегчают чтение чертежа и уточняют условия обработки торцов деталей.
В разделе 2 ГОСТ 2.312-72 приведен перечень графических символов, означающих:
- Устранение выпуклостей до уровня основной плоскости.
- Обработку неровностей и формирование плавного перехода к поверхности соединяемых деталей.
- Создание шва по разомкнутой линии. Знак применяется когда его положение понятно из чертежа.
- Формирование точечного или прерывистого шва (цепное размещение) и с наклоном, равным 60°.
- Монтаж конструкций с шахматным размещением свариваемых участков.
- Формирование замкнутого сварного контура. На это будет указывать знак диаметром до 5 мм.
- Сварное соединение создается в ходе монтажа конструкции, т. е. в месте ее постоянной эксплуатации.
Вспомогательные знаки и значение.
При необходимости добавить описание оно делается такой же высоты, как сделанные ранее надписи.
Наиболее часто в примечаниях указывается сторона для формирования основного соединения:
- поверхность считается лицевой, если на ней расположен односторонний шов;
- для двустороннего соединения та поверхность считается лицевой, на которой сделан основной шов;
- для двустороннего стыка с симметричными кромками лицевой может считаться любая поверхность.
Рекомендуем к прочтению Существующие виды сварных соединений
ШОВ МОНТАЖНЫЙ — это… Что такое ШОВ МОНТАЖНЫЙ?
- Монтажный шов — – элемент узла примыкания, который представляет собой комбинацию из различных изоляционных материалов, заполняющих монтажный зазор и обладающий заданными характеристиками. [ГОСТ30971–2012] Рубрика термина: Блоки оконные и дверные… … Энциклопедия терминов, определений и пояснений строительных материалов
- Монтажный шов — Монтажный шов: элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками… Источник: ГОСТ Р 52749 2007. Швы монтажные… … Официальная терминология
- Монтажный шов — 78. Монтажный шов Сварной шов, выполняемый при монтаже конструкции Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
- Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий. Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документации
- Эксплуатационное силовое воздействие на монтажный шов — – воздействие на монтажный шов, возникающее в результате деформаций стенового проема и коробки оконного блока вследствие изменения температурно влажностных условий и ветровых нагрузок в период эксплуатации. [ГОСТ30971–2012] Рубрика… … Энциклопедия терминов, определений и пояснений строительных материалов
- Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий… Источник: ГОСТ 30971 2002.… … Официальная терминология
- СТО 75298253-009-2008: Швы монтажные оконные. Технические условия — Терминология СТО 75298253 009 2008: Швы монтажные оконные. Технические условия: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней поверхностью оконного проема. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
- ГОСТ Р 52749-2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия — Терминология ГОСТ Р 52749 2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия оригинал документа: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней… … Словарь-справочник терминов нормативно-технической документации
- узел — 01.04.14 узел (вычислительные сети) (2): Объект, который связан или соединен с одним или несколькими другими объектами. Примечание В топологии сети или в абстрактной компоновке узлы представляют собой точки на схеме. В… … Словарь-справочник терминов нормативно-технической документации
- Узел примыкания — это конструктивная система, состоящая в общем случае из коробки СПК, монтажного шва, системы крепежа, части ограждающей конструкции, ограниченной областью распространения теплотехнической неоднородности на ее внутренней поверхности вблизи проема … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru
Правила нанесения и особенности расшифровки
Пояснения к сварным стыкам на чертежах наносятся по правилам ЕСКД. На стык указывает односторонняя стрелка, идущая от горизонтальной линии с надписями, расположенными сверху и/или снизу от нее.
Поясняющая надпись состоит из 9 блоков, содержимое которых:
- Обозначает замкнутость контура либо монтажное соединение.
- Указывает ГОСТ, которому соответствуют использованные обозначения.
- Обозначает тип шва (цепной, шахматный, прерывистый).
- Приводит способ сварки по выбранному ГОСТ.
- Дает размеры элементов конструкции и тип, соответствующий стандартам.
- Содержит протяженность свариваемого участка в мм.
- Приводит тип соединения с дополнительными характеристиками.
- Показывает дополнительные характеристики, такие как длина шага и т.д..
- Содержит требования к чистоте поверхности свариваемых деталей, которые изображаются вспомогательными знаками. Этот параметр определяет необходимость механической зачистки торцов.
Рекомендованные стандартами обозначения сварных соединений и примеры производственной практики не всегда совпадают, что требует больших затрат времени на расшифровку описания.
Прием сварки: справочники и ГОСТы
У сваренной арматуры тоже есть специальные условия и порядок приема по установленному ГОСТ. Технические требования к сварке металлов и закладным деталям также задаются по ГОСТ, а затем они проходят некоторые испытания. Качество сварной арматуры и закладных элементов из металлов должны соответствовать ГОСТ 10922-64. Этот справочник называется «Арматура и закладные сварные детали для конструкций из металлов. Технические испытания и методы. Данный ГОСТ распространяется и на закладные детали, стыки железобетонных конструкций и сварные соединения элементов из арматуры.
Технические требования к точечной сварке металлов и арматуры в основном сводятся к следующим показателям. Материалы, которые применяются для изготовления сварной арматы, должны в обязательном порядке соответствовать действующим на данный момент ГОСТам, а также техническим условия. Также сварочные работы изготавливают строго по рабочим чертежам, которые были утверждены в установленном порядке.
Еще одно требование, которое указывается во всех справочниках – это допускаемое отклонение размеров сварочной арматуры. Отклонения в размерах ячеек сеток из стержней, которые имеют диаметр до 10 миллиметров, не должны превышать «+ -» 10 миллиметров.
Расстояние между хомутами (поперечными стержнями) каркасов и между плоскими элементами деталей пространственных изделий из арматуры, а также параметры ячеек сеток из стержней диаметром больше 10 миллиметров не должны быть больше проектных размеров на 10%. Расстояние между пространственными каркасами и стержнями плоских каркасов не должно превышать проектное более чем на 0,5 номинального диаметра (но не больше, чем на 15 миллиметров). При стержнях разного диаметра допуск определяют по стержню малого диаметра.
Примеры обозначения швов
Скорость чтения чертежей существенно возрастает после обучения на образцах приводимых сварных соединений.
Шов таврового соединения
Иллюстрация описания таврового соединения, имеющего 2 стороны шва. Скос кромок отсутствует. Используется аппарат для ручной дуговой сварки с применением неоплавляемого электрода с присадками в атмосфере газа (РИНп согласно стандарту 14806-80). Создается прерывистое соединение с шахматным размещением свариваемых участков (Т3 по требованию государственного стандарта 14806-80). Длина сварки – 50 мм, величина катета – 6 мм (Δ6 ), шаг – 100 мм (Z). На чертеже символами Тш и Тпр обозначены длина свариваемого участка и величина шага.
Сварной шов внахлест
На фрагменте чертежа показано правильное обозначение сварки по ГОСТ. Соединение выполнено внахлест с отсутствующими скосами кромок. Односторонний стык (Н1) варится соответственно требованиям ГОСТ 14806-80 с использованием полуавтомата. Соединение деталей производится дуговой сваркой с плавящейся проволокой в атмосфере углекислого газа (ПИП по ГОСТ). Размер катета полученного стыка не должен превышать 5 мм (Δ5). Контур сварного стыка образует замкнутую фигуру (круг).
Рекомендуем к прочтению Как проводится контроль качества сварных соединений
На современном производстве большая часть сварочных чертежей, полностью отвечающих требованиям ЕСКД, создается в специализированных программах «КОМПАС», AutoCad, SolidWorks, многократно сокращающих время разработки.
Швы сварных соединений
| Сварной шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. | R. | Сварной шов |
| E. | Weld | |
| D. | Schweissnaht | |
| F. | Soudure |
Сварной шов стыкового соединения.
| Стыковой шов | |
| E. | Butt weld |
| D. | Stumpfnaht;Slossnalit |
| F. | Soudure en bout;Soudure bout a bout |
Сварной шов углового, нахлесточного или таврового соединений.
| Угловой шов | |
| E. | Fillet weld |
| D. | Kehlnaht |
| F. | Soudure d’angle |
Сварной шов, в котором связь между сваренными частями осуществляется сварными точками.
| Точечный шов | |
| E. | Spot weld |
| D. | Punktschweissung |
| F. | Soudure par points |
Элемент точечного шва, представляющий собой в плане круг или эллипс.
| Сварная точка | |
| E. | Weld spot;Weld point |
| D. | Schwelsspunkt |
| F. | Point de soudure;Point soude |
Зона сварной точки, металл которой подвергался расплавлению.
| Ядро точки | |
| E. | Weld nugget;Spot weld nugget |
| D. | Schweisslinse |
| F. | Noyau de soudure;Lentille de soudure |
Сварной шов без промежутков по длине.
| Сплошной шов | |
| E. | Continuous weld;Uninterrupted weld |
| D. | Durchlauiende Naht |
| F. | Soudure continue |
Сварной шов с промежутками по длине.
| Прерывистый шов | |
| E. | Interrupted weld;Intermittent weld |
| D. | Unterbrochene Naht |
| F. | Soudure discontinue;Soudure intermittente |
| Многослойный шов | |
| E. | Multi-run weld;Multi-pass weld |
| D. | Mehrlagennaht |
| F. | F. Soudure en plusieurs passes;Soudure a couches multiples; Soudure a plusieurs couches |
Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва.
| Подварочный шов | |
| E. | Sealing bead |
| D. | Gegennaht |
| F. | Cordon support;Cordon a l’envers |
Сварной шов, выполняемый при монтаже конструкции.
| Монтажный шов | |
| E. | Site weld |
| D. | Baustellenschweissnaht;Montageschweissungs |
| F. | Soudure de montage |
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
weldworld.ru
Полное обозначение шва на чертежах
Полное указание согласно ГОСТу включает в себя полную информацию. Схематично отображаются дополнительные знаки, прописывается метод соединения, наименование и артикул шва. Чертеж включает в себя стрелку, которая указывает на линию шва. Отображение может использоваться с применением полки для дополнительной информации. Над полкой отображается информация или условное обозначение в случаях видимого шва, когда сварочный стык невидим, позиционирование устанавливается под полкой.
Виды сварных соединений и структура их обозначения
Лицевой стороной изделия принимается часть, с которой необходимо производить сварку. Штриховой линией описывается невидимый стык при лицевом отображении детали. Информация чертежа должна включать буквенные и цифровые сочетания, указывающие принадлежность к виду, форме сварного стыка. Способы креплений выражаются буквами:
- А – автоматический способ, применяемый с флюсом без проставок, под варочных работ;
- Аф – Использование флюсовой подушки при автоматической сварке;
- ИН – Метод сварки электродом в инертных газах, без применения вспомогательного материала;
- ИП – происходит стыкование плавящимся электродом в среде инертных газов;
- УП – Плавящийся электрод используется совместно с углекислым газом.
Чертежи включают в себя обозначение процесса, наименование типа стяжки и другие параметры.