Зачистка сварных швов после сварки гост
Сегодня сварка – это одна из наиболее популярных технологий соединения металлических конструкций, так как однородность материала на участках скрепления можно получить только при сваривании.
Получаемые сварные швы обеспечивают надежное соединение отдельных элементов металлических конструкций, не пропускают влагу. Не малую роль для этого играет процедура зачистки сварных швов после сварки.
Зачистка сварных соединений – это обязательный этап после выполнения сварочных работ, который регламентируется ГОСТом 9.402-80. Для проведения работ данного типа могут использоваться разные технологии, по-разному влияющие на обрабатываемые металлические поверхности, к примеру, шлифование механическим способом, химическое протравливание, нейтрализация.
Технологии зачистки сварных швов
Существуют три основных способа зачистки соединений после сварки:
- Обработка термическим способом. Метод позволяет удалять из материала остаточные напряжения, которые формируются в процессе проведения сварки. Термообработка бывает двух типов: местная (осуществляется нагревание/охлаждение исключительно самого сварного шва) и общая (термообработка полностью всей металлической конструкции).
- Обработка механическим способом. Осуществляется снятие с поверхности материала остаточного шлака, зачищенный шов проверяется на прочность. Например, сварочное соединение очищается от шлакообразования, простукивается молотком.
- Очистка химическим способом. На участок соединения металлических элементов конструкции наносится специальный антикоррозионный материал. Например, сварочные швы обрабатываются грунтовочным лакокрасочным составом.
Важно помнить! Остатки шлака на поверхности соединения будут способствовать развитию коррозии металла.
Выбор инструмента
К зачистке сварочных швов после сварки нужно подходить индивидуально, правильно подбирать оборудование, расходные материалы.
Например, в качестве инструмента могут использоваться:
- обыкновенная щетка по металлу;
- специальная шлиф-машинка;
- угловая шлифовальная машина с абразивными кругами.
Пример:
- В судостроительной промышленности эффективно используются шлифовальные машины передвижного типа, так как к металлической конструкции достаточно больших размеров намного проще подъехать, чем постоянно перемещать инструмент от одного участка к другому.
Технология механической обработки
Ручной способ механической зачистки шва сварки является самым простым. Для этого нужно иметь всего лишь обычную металлическую щетку.
Но легче и эффективнее зачищать поверхности при помощи специальной шлифовальной машинки, оборудованной абразивным кругом (специальной шлифовальной насадкой).
Механическая зачистка сварного шва после сварки позволяет устранять с металлических поверхностей следующие дефекты: заусеницы, окислы, окалины, следы побежалости. Среди сварщиков данная методика пользуется особой популярностью благодаря своей дешевизне.
Но чтобы работа была выполнена качественно, важно правильно подобрать шлифовальную насадку.
Для зачистки сварочных соединений изделий из нержавеющей стали в качестве материала лучше всего подходит цирконат алюминия, так как он превосходит по своим прочностным характеристикам оксид алюминия, не подвергает металл коррозирующему воздействию.
Самый эффективный и результативный способ зачистки сварных соединений – это использование одновременно механической, химической обработки (пассивации, травления).
Зачистка травлением
Зачистка сварочных швов травлением, как правило, осуществляется перед выполнением механической шлифовки поверхности. Для этого используется специальный состав, с помощью которого на обрабатываемой поверхности металла формируется однородный слой.
Технологию травления можно применять как для зачистки непосредственно стыка сварного соединения, так и для обработки всей площади металлической заготовки.
Данный способ помогает избавиться от побежалостей на поверхности металла, сформировавшихся в процессе выполнения сварочных работ.
Вывод
Для качественного производства металлических изделий с применением сварки обработка их поверхностей является неотъемлемым процессом, регламентируемым техническими условиями, ГОСТами.
Сергей Одинцов
Как выполняется зачистка сварных швов после сварки
(Last Updated On: 03.10.2017)
Зачистка сварного шва после сварки
Сварка является на сегодняшний день одной из наиболее распространенных технологий скрепления металлических деталей, потому что именно при сваривании поверхностей удается получить однородное соединение, не пропускающее влагу и обеспечивающее прочное скрепление элементов.
Однако сам по себе сварной шов является слабым местом конструкции, которое необходимо защитить от преждевременного повреждения и разрушения. Поэтому обязательным этапом любых сварочных работ является зачистка сварных швов после сварки – необходимость проведения такой работы является нормой, закрепленной в ГОСТ 9.
402-80 «Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей перед окрашиванием».
Для выполнения подобной работы может использоваться различный инструмент, оказывающий различное воздействие на обрабатываемую поверхность – это и обыкновенная механическая шлифовка, и химическое протравливание, и нейтрализация. Каждая из данных технологий имеет свои особенности и показания к применению.
Механическая чистка сварного шва
Наиболее простой вариант механической чистки является ручная зачистка проволочной щеткой. Однако намного проще и эффективнее такая обработка выполняется портативным шлифовальным станком или обыкновенной болгаркой, оснащенной лепестковой шлифовальной насадкой или абразивным кругом. С помощью этого метода можно избавиться от многих дефектов сварного шва:
- окалины;
- окислов и заусенцев;
- следов побежалости.
Данная технология любима многими мастерами сварочных работ также за то, что по соотношению «цена – качество» она едва ли не самая выгодная.
Однако очень важно правильно выбрать шлифовальный круг, иначе рассчитывать на отличный результат не приходится.
Наилучшим материалом для обработки сварных швов на нержавеющих сталях является цирконат алюминия, потому что он не оказывает коррозирующего воздействия на металл и значительно превосходит по прочности оксид алюминия, также используемый для производства лепестковых абразивных насадок.
Также важно, чтобы лепестки имели тканевую основу, потому что она надежнее и выносливее, чем бумажная основа, что необходимо для такого агрессивного вида работ, как шлифование сварных швов.
Следует отметить, что насадки с тканевой основой, да еще и с покрытием из цирконата алюминия значительно дороже обычных бумажных насадок с напылением оксидом алюминия, однако цена того стоит – работа будет и легче, и эффективнее.
Кроме того, использование таких насадок минимизирует возможность образования очага коррозии в месте шлифовки, что очень важно для качественного выполнения ответственной работы.
В зависимости от масштабов и тонкости выполняемой работы следует использовать насадки с разным размером абразивного зерна – в продуктовой линейке основных производителей представлены разнообразные размеры зерна, поэтому нужно иметь в арсенале несколько размеров. Тем более, что для выполнения работы высокого качества потребуется последовательная обработка разными насадками с уменьшением размера зерна.
При этом размер нужно менять последовательно, пропускать можно не более одного размера. А если же нужно добиться зеркальной ровности и блеска сварного шва, то запрещается пропускать даже 1 размер. Иначе может проявиться необработанная риска, и всю работу придется начинать с самого начала.
Сложным и в то же время ответственным является шлифование сварных швов в труднодоступных местах – полостях, отверстиях, на тонких кромках, здесь применяются специальные инструменты – борфрезы, которые монтируются в прямую шлифмашину. Борфрезы имеют множество различных форм и размеров, поэтому выбрать подходящий инструмент для работы не составляет никакого труда.
Химическая обработка сварных швов
Как показывает практика, наилучших результатов при обработке сварных швов удается достичь при сочетании механической обработки с химическим воздействием на шов. Такое воздействие может быть различным – это травление и пассивация.
Травление – это стадия обработки шва, предваряющая механическую шлифовку.
Выполняется травление с помощью специальных составов, которые позволяют создать однородное антикоррозионное покрытие на поверхности детали. Также с помощью травления удаляются участки с побежалостью – в таких местах скапливаются окисленные хром и никель, поэтому эти участки быстрее поражаются коррозией.
Травление сварных швов (видео):
Для небольших участков сварных швов травление лучше выполнять простым нанесением состава для травления на шов, в отдельных же случаях выполняется полное погружение детали в емкость с травильным раствором. Необходимое время его воздействия на металл в каждом случае определяется индивидуально.
После травления для придания сварному шву дополнительной прочности выполняется его пассивация.
Пассивация – это обработка металлической поверхности специальным составом, который образует на обработанной детали защитную пленку, пассивную к образованию коррозии – отсюда и название технологии.
Химическая сущность данного процесса заключается в следующем – оксиданты мягкого действия при взаимодействии с нержавеющей сталью удаляют с ее поверхности свободный металл и активизируют образование защитной пленки на поверхности.
Пассивация нержавеющей стали (видео):
После того, как выполнена химическая зачистка сварных швов после сварки, необходимо смыть реагенты водой.
При этом нужно позаботиться о правильной утилизации сточной воды после такой смывки – в ней содержится большое количество кислот и тяжелых металлов, поэтому такие стоки имеют высокий уровень опасности для окружающей среды.
В первую очередь необходимо нейтрализовать кислоты с помощью щелочных соединений, затем ее рекомендуется профильтровать и утилизировать в соответствии с нормами природного законодательства.
Обработка сварных швов — обзор методов
Сварные швы отвечают за целостность металлической конструкции. В частности, соединение должно быть достаточно прочным, устойчивым к ржавлению, влажности. Обработка сварных швов призвана обеспечить выполнение этих задач.
Методы обработки
Существует три методики, с помощью которых защищаются сварные соединения:
- Термическая обработка. Благодаря этому способу можно убрать остаточные напряжения в материале, возникающие вследствие сварочных работ. Термообработка проводится по одной из двух технологий: местной, когда прогревается или охлаждается только само соединение, или общей — температурной обработке подлежит вся деталь.
- Механическая обработка. В данном случае задача состоит в удалении остатков шлака и проверке надежности соединения. Типичный пример механической обработки — простукивание шва молотком или выполнение его зачистки. Если шлак не удалить, возможно развитие коррозии.
- Химическая обработка. Нанесение защитных покрытий на соединение — один из способов борьбы с коррозийными процессами. Наиболее доступный вариант химической защиты — обработка шва грунтовочным лакокрасочным материалом.
Сообщества › Кузовной Ремонт › Блог › Вечный вопрос, обработка свариваемых деталей до или после?
Всем привет, собираюсь восстанавливать кузов, и уже неделю голову ломаю, как все-же обрабатывать кузовные детали с полостями, которые будут вариться? Пару идей есть, но все-же какая из них лучше, так и не пойму, помогите, и обьясните пожалуйста =)
1 — Зачистка до голого чистого металла без ржи, после сварки если в полость не подлезть, сверлить отверстие, брызгать мовилем, пытаясь покрыть всю внутреннюю часть в особенности приваренную деталь и точки сварки, тем самым закрыть доступ кислорода, а по сему и ржи, тоесть получаеться чистый голый метал сразу мовилить
2 — Зачистка до голого металла, обработка обеих деталей антикорозийным грунтом ABRO к примеру, либо кисточкой кислотный грунт, после высыхания свариваемые места по миниуму зачистить в местах сопряжения, и варить, а после также полость промовилить
Вроде как естественно второй способ самый умный, но!, самое то, что ломаем мне голову: После сварки кислотный грунт выгорает, на месте его в полости шелуха, пузыри и всякая гадость остается, но не кислотный грунт уже совсем, особенно как раз на местах сварки, тех местах которые больше всего подвержены коррозии, нежели чистый металл…
А первый способ и легче и проще, но! мовиль неизвестно как себя поведет к примеру через год, может потрескаться, свернуться, и получаем туже шелуху, но примерно допустим через год и чистый голый метал, который с радостью начнет гнить, но по сравнению с вторым способом, после сварки мовиль покроет чистый метал полностью, а в примере с кислотным грунтом он все ну никак не покроет, так как образовавшаяся шелуха от сгоревшего кислотника не даст идеально впитаться в швы, и получаеться что мовиль на голый метал даже дольше, чем геморрой с кислотником, сушкой, зачисткой, но не видел что так делают, кто может обьяснит мне дураку?
источник
Зачистка сварных швов
В скреплении металлических конструкций и разнообразных деталей сварка наиболее распространённый и приемлемый в экономическом плане метод.
Соединяя поверхности в итоге можно добиться однородного соединения, которое обеспечивает прочное скрепление отдельно взятых элементов.
Соединение – это слабое звено любого метода сварки. Поэтому зачистка сварных швов является необходимостью.
Не зачищенный сварной шов после сварки
Не зря зачистку сварных швов после сварки регламентируют ГОСТом 9.402-80.
Для очистки используется различный инструмент, задействуют определённые технологии. Это может быть:
- Очистка сварного шва механической шлифовкой.
- Протравливание с использованием химических материалов.
- Метод нейтрализации.
Понятно, что отдельно взятая технология имеет свои нюансы и рекомендации к применению в той или иной ситуации.
Оборудования для зачистки
К выбору техники нужно подходить взвешенно. Нужно правильно подбирать расходные материалы и рабочее оборудование.
Это может быть металлическая щётка, угловая шлиф/машинка с абразивными кругами или шлифовальный станок.
«Важно!
Выбирая шлифовальную технику, следует ориентироваться в первую очередь на отдаваемую мощность. И только потом смотреть на показатели потребления.»
К примеру, в судостроительной отрасли успешно используются передвижные шлифовальные машинки. Проще подъехать к заготовке больших размеров, нежели пытаться перемещать её на новое место.
Передвижная шлифовальная машина
Необходимость зачистки сварных швов
Заключительный этап сварки включает в себя очистку места соединения от шлака и окалины. Зачистка сварных швов после сварки проводится в три этапа:
- обрабатывается место вокруг сварочного соединения;
- полировка после обработки антиоксидом;
- лужение места соединения.
Зачистка сварных швов регламентируется ГОСТ 9.402-80 и выполняется для устранения, в том числе, дефектов рабочей поверхности. Согласно утверждённым стандартам это могут быть:
- Лунки.
- Кратеры.
- Свищи.
- Трещины в швах.
Важно рабочий процесс выполнять в соответствии с принятыми нормами. Нельзя допускать нарушения установленных стандартов. Необходимо в полном объёме использовать возможности шлифовальной техники и других механизмов зачистки.
Механическая чистка стыковочного места
Как зачищать сварочные швы болгаркой? Самый простой способ механического воздействия – это ручная зачистка болгаркой. В этом случае можно избавиться от дефектов, которые неизбежны при сварке:
- От окалины.
- Заусениц и окиси.
- А также следов побежалости.
Зачистка сварного шва болгаркой
Многие отмечают экономичность данного метода, и это подтверждённый факт.
«К сведению!
Зачистка сварных швов будет выполнена профессионально, если правильно подобрать шлифовальный круг.»
Химическая чистка соединения
Как показывает практика взаимодействие двух способов: механического и химического воздействия – это наиболее эффективный и действенный вариант. Зачистка сварных швов может выполняться:
- методом травления;
- методом пассивации.
Давайте рассмотрим оба варианта. Определим отличия и выясним, в чём заключается каждый из вышеуказанных методов.
- Зачистка сварных швов методом травления.
Это одна из стадий обработки сварного соединения, которая выполняется перед механической шлифовкой.
Работа проводится с использованием специального состава, позволяющего создать на рабочей (обрабатываемой) поверхности однородный слой.
Используя метод травления можно удалить участки с побежалостью. Травление допускается как отдельно взятых участков, так и полной заготовки.
Метод травления заготовки
В последнем случае материал лучше всего поместить полностью в ёмкость с травильным раствором. Нет чёткого регламента и времени на процесс травления при полном погружении.
Время в этом случае определяется в индивидуальном порядке. Зачистка сварных швов после сварки будет более эффективной, если после травления выполнить пассивацию. Это придаст месту соединения бонус в виде дополнительной прочности.
Обработка сварных швов после сварки может выполняться методом пассивации. Процесс выглядит следующим образом. Обработка поверхности проводится специальным составом.
Нанесённый ровный слой на рабочей поверхности образует плёнку. Это необходимо для предотвращения старения металла, точнее, коррозии.
Использование метода пассивации
С химической точки это выглядит так: оксиданты, с размягчённой поверхности детали или заготовки, взаимодействуя с нержавеющей сталью, ликвидируют образовавшиеся свободные излишки.
А также активизируют образование плёнки для защиты рабочего объекта.
Зачистка угловых сварных швов выполняется в соответствии с установленными правилами государственного технического надзора. За качество зачистки отвечает сменный мастер. Результаты работы заносятся в технологическую карту ремонта сварных швов.
Техника безопасности
Выполняя сварочные работы независимо от способа необходимо изначально подготовить рабочее место и проверить оборудование.
Процесс подразумевает использование специальных защитных средств и рабочей одежды для сварщика. В том числе, необходимость проведения инструктажа и соблюдения норм противопожарной безопасности.
Перед началом сварки проводится инструктаж, результат которого заносится в рабочий журнал. Допуск имеют лица не моложе 18 лет прошедшие специальное обучение.
Заключение
Для качественного изготовления продукции с использованием сварочных работ обязательным условием является обработка поверхности. Обработка может выполняться разными способами.
Но цель одна: привести рабочий элемент в состояние полной готовности. Важность этого процесса регламентируется положениями ГОСТ и другими документами на государственном уровне.
Можно сделать вывод, что обработка поверхности и удаление остатков сварки – это важный и неотъемлемый процесс, позволяющий в итоге получить желаемый результат.
Виды соединений
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
Рис. 2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
Рис. 3. Угловые соединения
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
Рис. 4. Тавровое соединение
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
Подготовка кромок под сварку: обработка и зачистка сварных швов и нержавейки
Сварка – один из самых распространенных методов, применяемых для соединения металлических деталей. Это обусловлено тем, что она позволяет качественно и надежно скреплять части изделия, формируя однородный шов, не пропускающий влагу.
Тем не менее именно шов является слабым местом любой конструкции, особенно если не была правильно выполнена подготовка кромок под сварку. Поэтому очень важно соблюдать все технологические процессы, чтобы получить надежное соединение деталей.
Особенности зачистки изделий после сварки
Завершающим этапом сварочных работ является очистка места соединения от шлака и окалины.
Данная процедура выполняется в несколько этапов:
- обработка шва;
- полировка антиоксидантом;
- лужение соединения.
Первый этап выполняется с целью устранения дефектов. К ним относятся лунки, кратеры, свищи, трещины в швах.
Основные разновидности сварных соединений.
Существует три основных метода, позволяющих обработать сварочный шов:
- термический;
- механический;
- химический.
Первый метод позволяет существенно снизить или полностью убрать остаточные напряжения в металле после сварки. Термообработка может осуществляться в соответствии с двумя технологиями: местной – нагревается только область соединения, и общей – нагреву подвергается вся деталь.
Кроме снижения напряжений, термический отжиг позволяет сделать структуру шва и область вокруг него более устойчивой к воздействию внешних факторов. Кроме того повышаются эксплуатационные показатели изделия: увеличивается стойкость к коррозии, жаропрочность и т.д.
Суть термообработки заключается в нагреве соединения или детали до определенной температуры. Затем изделие охлаждается с необходимой скоростью, зависящей от типа детали.
Термообработку проводят с помощью специализированного оборудования.
Выделяют четыре типа устройств для выполнения данной процедуры:
- Индукционные агрегаты используются для трубопроводов. Принцип работы подобных устройств заключается в применении медных многожильных проводов с воздушным охлаждением, составляющими индуктор. Индуктор устанавливается на трубопровод на определенном расстоянии от него. Чем больше зазор, тем хуже используется мощность аппарата, поэтому его следует устанавливать заподлицо к сварному шву.
- Гибкие нагреватели сопротивления – одни из самых распространенных устройств.
- Муфельные печи. Данный тип устройств требует особого внимания к контролю равномерности нагрева изделия. Нецентрированная установка детали в печь может привести к нарушению технологии термообработки.
- Обработка с применением газопламенного оборудования. В таком методе используются газопламенные горелки.
Инструменты, позволяющие осуществлять термообработку, выбираются исходя из монтажных условий, доступности и других факторов. Главные критерии, которым должны удовлетворять такие агрегаты – это соответствие поставленным требованиям, четкая стыковка со швами, равномерный прогрев соединений, невысокая масса.
Достаточно часто, чтобы избежать потерь при нагреве, используют разнообразные теплоизоляторы.
Существует несколько технологий обработки металла. Предварительный нагрев применяется как до выполнения сварки, так и во время нее, при работе с низкоуглеродистыми сталями.
Высокий отпуск заключается в нагреве материала до 650-750 °С. Точное значение температуры определяется маркой стали. Такая обработка длится до пяти часов и позволяет снизить напряжения на 80%, а также повышает эластичность и стойкость металла к механическим нагрузками.
К углеродистым и низколегированным маркам стали применяется нормализация. Процесс осуществляется при 950 °С. По завершению обработки деталь выдерживается и охлаждается при нормальных условиях. В результате снижается зернистость, напряжения и увеличивается прочность соединения.
Механическая чистка
Важным этапом сварки является не только выполнение подготовительных работ, но и правильная зачистка сварных швов. Данный процесс обязателен и закреплен в соответствующем ГОСТе.
Условные обозначения сварных швов.
Итак, как зачистить сварное соединение? Самым простым способом очистки сварочного шва является простая чистка с помощью металлической щетки. Тем не менее использование портативного шлифовального станка или простой болгарки с шлифовальным кругом для зачистки будет более эффективным.
Такой простой способ обработки позволит избавиться от самых распространенных дефектов, к которым относятся окалины, окислы, следы побежалости, заусенцы. В результате стык обрабатываемой детали получится более качественным.
По соотношению «цена – качество» эта технология относится к наиболее выгодным способам подготовки кромок перед сваркой и после нее. В связи с этим нет ничего удивительного в том, что большинство мастеров используют именно этот метод.
Выбирая шлифовальный круг, чтобы зачистить шов после сварки, важно учитывать некоторые нюансы, в противном случае не стоит ожидать хорошего результата обработки. Следует отдавать предпочтение насадкам с лепестками на тканевой основе.
Она отличается более высокой износостойкостью по сравнению с бумажными вариантами, что необходимо в таком агрессивном виде работ, как шлифование сварочных соединений.
Следует иметь в виду, что насадки на тканевой основе с данным покрытием отличаются высокой стоимостью. Тем не менее в данном случае лучше не экономить, ведь с правильным инструментом работа будет выполняться легче, а конечный результат будет качественнее.
Химическая очистка соединения
Как уже было описано выше, механическая обработка позволяет достичь приемлемых результатов, однако наилучшее качество зачистки сварного шва после сварки достигается при сочетании данного метода с химической очисткой. К нему относится травление и пассивация.
Химическое средство для очистки швов.
Травление осуществляется с использованием специализированных составов. Они позволяют получать однородное антикоррозионное покрытие на поверхности изделия. Кроме того удаляются области с побежалостью – места скопления окислов хрома и никеля, отличающиеся низкой устойчивостью к коррозии.
Небольшие области обрабатываемых швов травятся посредством простого нанесения состава на необходимый участок. В некоторых случаях изделие полностью окунается в емкость со специальным раствором. Время взаимодействия детали со смесью в каждом конкретном случае различно и выбирается индивидуально.
Пассивация – процесс обработки металлического изделия специальным раствором. В результате данного процесса происходит формирование защитной пленки на обработанной поверхности детали. Отличительной особенностью полученного покрытия является его стойкость к коррозии.
Суть данной технологии зачистки кромок под сварку заключается в применении оксидантов мягкого действия. В результате взаимодействия с нержавейкой с ее поверхности удаляется свободный металл и активизируется формирование защитного покрытия на поверхности изделия.
Осуществить пассивацию можно с помощью спреев для обработки нержавейки или специальной пасты.
Дело в том, что в такой воде содержится повышенное количество кислот и тяжелых металлов, поэтому подобные стоки характеризуются повышенной опасностью для окружающей среды. Вначале следует нейтрализовать кислоты с помощью щелочных растворов, а после необходимо отфильтровать воду. Полученные отходы должны быть утилизированы.
Итог
Чтобы понять, как правильно зачищать сварочные швы, необходимо ознакомиться с ГОСТом, в котором подробно описана технология обработки соединений. Выделяют два основных метода, позволяющих очистить сварочный шов: механическая обработка и химическая.
В первом случае металл, например нержавейку, подвергают шлифованию, а также полировке. Во втором случае используют технологию травления и пассивации. Для травления нержавеющей стали после сварки применяют специальные растворы. Чаще всего указанные методы комбинируют, чтобы достичь наиболее качественного результата.
Химическая обработка
Лучшие результаты при обработке сварных соединений достигаются при сочетании механических и химических средств. Применяется два метода работы со швами: травление и пассивация.
Травление выполняется до механической шлифовки. Для проведения этой операции используются химические составы, обеспечивающие однородное покрытие, препятствующее коррозийным процессам. Кроме того, травление позволяет ликвидировать места, тронутые побежалостью. Дело в том, что в таких местах наблюдается скопление окислов никеля и хрома, в результате чего сталь подвергается ржавлению.
На незначительных по площади участках сварных соединений рекомендуется производить травление непосредственным нанесением состава на обрабатываемую поверхность. Если деталь достаточно большая или имеет сложную конфигурацию, ее следует помещать в емкость с раствором для травления. Время нахождения металла в травильном расходе рассчитывается в каждой ситуации индивидуально.
Когда травление закончено, наступает черед пассивации. Процесс представляет собой нанесение на металл особого состава, в результате чего образуется пленка. Данное защитное покрытие препятствует возникновению коррозии. С химической точки зрения, пассивацию можно объяснить следующим образом: оксиданты, взаимодействуя со сталью, удаляют с поверхности свободный металл, при этом активируя возникновение защитной пленки.
Завершается химическая обработка очисткой сварных соединений от реагентов. Смываемая вода содержит множество токсичных веществ, тяжелых металлов и кислот. Кислоты нейтрализуются при помощи щелочей, а затем оставшаяся жидкость фильтруется. Утилизировать отработку нужно только в специально отведенных для этого местах в соответствии с законодательством об охране окружающей среды.
Зачистка сварных швов после сварки ГОСТ — Справочник металлиста
Кузов машины – самая дорогостоящая ее деталь. Сколько жив остов транспортного средства, столько длится и срок его эксплуатации. Все повреждения автомобильного кузова можно разделить на следующие типы:
- Разрушения коррозией;
- Повреждения поверхности вследствие механических повреждений (включая ДТП).
Каждому типу ремонтных работ соответствует своя методика. Для борьбы с коррозией применяются всевозможные грунтовки, которые надежно защищают металл от дальнейшего разрушения.
ВНИМАНИЕ! Найден совершенно простой способ сократить расход топлива! Не верите? Автомеханик с 15-летним стажем тоже не верил, пока не попробовал. А теперь он экономит на бензине 35 000 рублей в год! Читать дальше»
Механические повреждения и дефекты чаще всего сваривают. На этом этапе ремонтных работ зачистка сварного шва играет ключевую роль при контроле качества выполненных операций. В идеале место соединения деталей должно быть незаметным и не привлекать к себе внимания.
Способы сварки и используемое оборудование
Если поверхность кузова сильно «изъедена» коррозией, для ремонта также применяется сварка. Оборудование, которое мастер выбирает для выполнения сварочных работ, может иметь различную производительность и определяет в конечном итоге качество шва. Применяемая в кузовном ремонте сварка может быть нескольких типов:
- Газовая;
- Электродуговая;
- Ручная полуавтоматическая электродуговая (среда с защитным газом);
- Контактно-точечная.
Любители ремонтируют свое «железо» газовой сваркой, это самое демократичное оборудование для частного применения. Ручной инструмент в этом деле – не помощник, так как операция становится очень трудоемкой.
Профессиональные сварщики с долей скептицизма относятся к использованию дуговой ручной электрической сварки, что говорить о любителях? Контактная сварка – дорогой инструмент, которым пользуются квалифицированные мастера.
Критерии качества сварных швов
Проверить качество соединения деталей после сварки можно различными приспособлениями и устройствами. Важная деталь – все места сварки должны быть хорошо зачищены. Только после этого осуществляется качественный контроль.
Применяемые методики:
- Осуществление визуального осмотра. Для этого применяется увеличительное стекло или простой взгляд. Все найденные в процессе осмотра дефекты нуждаются в устранении;
- Выполнение просвечивание шва. Для этого используется гамма-излучение или лучи рентгена. Таким способом выявляются все недоваренные участки в толще металла до 6-ти см;
- Магнитографический способ. Используемый для такой проверки инструмент отличается точностью и рассчитан на работу с металлом не толще 0,4-1,2 см;
- Ультразвуковая проверка чаще применяется для проверки швов сварки стали или цветных металлов;
- Осуществление вскрытия сварного шва – радикальная мера, для которой тоже используется специальное оборудование;
- Химический способ;
- Выполнение цветной дефектоскопии;
- Керосиновая проба;
- Пневматические испытания;
- Создание вакуума;
- Прочие приемы.
Обилие технологий проверки качества сварных швов является отличным стимулом к более тщательному выполнению этого вида работ. Приобретая станок для зачистки сварных швов, мастер обретает массу преимуществ:
- Безупречное завершение обработки заготовки;
- Удаление шва после сварки;
- Подготовка изделия к финальной стадии обработки.
Оборудование, с помощью которого можно правильно и эстетично зачищать сварные швы, может использоваться на производстве или при личном потреблении. Такой инструмент рассчитан на обработку разных материалов:
- Медь;
- Алюминий;
- Нержавеющая сталь и др.
На поверхностях из нержавейки или иного металла оборудование для зачистки успешно заменяет абразивную пасту, шлифовальный круг, специальный фрезер (перечисленные приспособления часто применяются любителями после сварки металлических поверхностей). Профессионалы же рекомендуют применять точный современный инструмент, гарантирующий высокий результат без сюрпризов.
Выбор оборудования для зачистки швов
После сварки все швы нуждаются в зачистке. На черной стали необходимо избавиться от окислов и окалин на сварном шве. Для этого используются специальные проволочные щетки. При этом масштаб зоны зачистки определяет используемый инструмент – ручные щетки или специальные станки.
https://www.youtube.com/watch?v=xqIxVODfGtM
Лидер мирового рынка в сфере производства проволочных щеток – немецкая . Такая щетка может быть установлена в болгарку или шлифовальную машину углового типа. Многие поверхности из нержавейки зачищают таким способом.
Часто зачистка сварного шва сопровождается снятием усиления. В этом случае инструмент и расходный материал выбирается более тщательно. Специалисты рекомендуют применять мобильный вариант шлифовального станка или угловую шлиф-машинку, оборудованную абразивными кругами.
Эффективное и современное оборудование для автомобильного ремонта – мобильный станок. Инструмент хорошо управляем, им может пользоваться 1 человек.
из Германии выпускает 2 модификации такого станка, которые предполагают использование лент различной степени шлифования.
Профессионалы рекомендуют зачищать швы после сварки лентами, которые выпускает производитель самого оборудования.
Болгарки и шлифовальные круги – выбор мастеров, которые предпочитают дешевое и доступное оборудование. Таким методом можно обрабатывать любые швы – из стали, нержавейки и прочего металла.
Выбор инструмента для зачистки сварных швов при осуществлении кузовного ремонта определяет скорость выполнения работ и качество готового покрытия.
Устал платить за штрафы? Выход есть!
Забудьте о штрафах с камер! Абсолютно легальная новинка — НАНОПЛЁНКА, которая скрывает ваши номера от ИК камер (которые стоят по всем городам). Подробнее об этом по ссылке.
- Абсолютно легально (статья 12.2.4).
- Скрывает от фото-видеофиксации.
- Устанавливается самостоятельно за 2 минуты.
- Не видна человеческому глазу, не портится из-за погоды.
- Гарантия 2 года,
Термическая обработка
Помимо уменьшения остаточных напряжений металла, термообработка позволяет добиться следующих целей:
- сделать структуру шва и околошовных зон более приспособленной к воздействию внешних факторов;
- оптимизировать физические и эксплуатационные свойства материала, в частности, повысить стойкость к ржавлению, жаропрочность и т.д.
Термическая обработка сварных соединений предполагает нагрев на определенное время сварного соединения или всего металла до заданной температуры. Далее происходит искусственное охлаждение, которое также производится по определенному сценарию.
Оборудование для термообработки
Для термической обработки стыков может использоваться четыре вида технологического оборудования:
- Индукционные устройства. Индукционный нагрев часто применяется во время прокладки трубопроводов. Суть этого метода состоит в использовании медных индукторов, включающих в себя многожильный медный кабель с воздушным охлаждением. Во время монтажа индуктора на трубопровод нужно принимать во внимание расстояние между трубой и индуктором. Общее правило: чем больше зазор между объектами, тем хуже используется мощность оборудования.
- Гибкие нагреватели сопротивления. Данный способ считается одним из самых удобных и доступных способов обработки сварных швов.
- Муфельные печи. При работе с этим видом оборудования нужно особое внимание уделять равномерности нагрева соединения, что достигается нецентрированной установкой детали в печь.
- Нагрев с помощью газопламенного оборудования. При газопламенном нагреве применяются сварочные и особые многопламенные газовые горелки. Газовые нагреватели выделяют тепловую энергию, возникающую в результате сгорания смеси горючего газа с кислородом.
Текст видео
Приветствую, Вас! Для начала рекомендую хорошие интернет магазины — товары и услуги по доступной цене:
Полезные товары — интернет магазин » Gearbest «: https://goo.gl/riFbzo Нужное и полезное — интернет магазин — » Алиэкспресс «: https://goo.gl/242qIr Множество нужных товаров — интернет магазин — » Banggood «: https://goo.gl/U7l3Kp Магазин ножей — «Ножиков»: https://goo.gl/pPjgRj
Заработок на своем видео с партнерскими программами:
Заработай на своем видео с — » AIR «: https://goo.gl/R7C0pK Заработай на рекламе в видео с — » Аdmitad «: https://goo.gl/1qvZqN
Приветствую Вас! Для начала рекомендации, канал — Автоломатель https://www.youtube.com/channel/UCsrH. И к нашей теме сегодня. В этом видео я расскажу и покажу, как правильно зачистить ( запилить ) швы сварки. Кажется, что это простой процесс, но в нем есть свои нюансы, а именно не пережигать метал, не делать больше чем нужно выборку и конечно пройтись щеткой, чтобы подготовить поверхность к шпаклеванию.. Обо всем этом я детально расскажу в видео. Ну и как обычно ставьте лайки, если понравилось видео, спрашивайте если что-то было не понятно.. Комментируйте и не забывайте подписаться на мой канал! Приятного просмотра!
Мелодия в видео, автор: Routenote Tvoi Rai · Air Tvoi Rai ℗ Air
источник
Брак и швейные дефекты
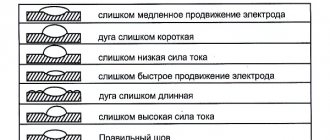
Самый частый дефект в работе новичка – кривой шов с неровным заполнением. Такая картина – результат неравномерного ведения электрода, он буквально пляшет в руках юного мастера. Здесь вам понадобятся упорство и труд: с опытом все это проходит без следа. Вторая по частоте ошибка – неверный выбор силы тока или длины дуги, после чего остаются «подрезы» или неровное заполнение. При одних дефектах больше страдает эстетика, при других – прочность.
Непровар – недостаточное заполнение металлом стыка деталей. Его нужно исправлять, так как речь идет о прочности соединения.
В каких случаях появляется непровар:
- Некачественная обработка (или отсутствие таковой) кромок поверхностей;
- Слишком слабая сила тока;
- Слишком быстрое движение электрода.
Подрез – ненужная канавка вдоль шва. Диагноз простой, это выбор слишком длинной дуги. Лечение тоже понятное: либо дугу покороче, либо силу тока побольше.
Прожог – банальная дырка в шве по следующим причинам:
- Широкий зазор между краями;
- Слишком большая сила тока;
- Низкая скорость движения электрода
И здесь ищем оптимальное соотношение трех составляющих: тока, ширины зазора, движения электрода.
Поры и наплывы – множественные отверстия малого размера. Это критический дефект, влияющий на прочность соединения.
- Грязь и ржавчина на металле;
- Попадание кислорода к расплавленному металлу (при сквозняке);
- Некачественная обработка кромок;
- Электроды низкого качества;
- Использование присадочных проволок;
Трещины – серьезные нарушения целостности швов. Появляются после остывания металла и по своей сути являются предвестниками разрушения самого шва. В данном случае спасет только новая сварка или полное удаление старого шва и повторное накладывание нового.
Варим трубопроводы, особые требования
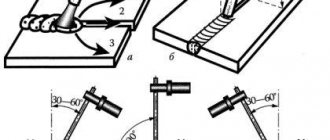
К работе с промышленными трубопроводами допускают лишь опытных сертифицированных мастеров с высокой квалификацией. Трубные соединения относятся к вертикальному способу со всеми «вертикальными» нюансами. Особенность заключается в угле, под которым держится электрод, это угол в 45 градусов.
Ширина трубного шва может достигать 4 см, это зависит от толщины самой трубы. Для этого вида сварки предусмотрены отдельные стандарты, например, в ГОСТе 16037-80 описаны размеры швов для различных соединений конструкций трубопроводов.
Вид соединений ос (бп) ос (сп) дс (бз) дс (зк)
Сварные соединения, подразделяются на следующие виды:
- сварные соединения, выполняемые с одной стороны (односторонняя сварка) — ос (ss) и с двух сторон (двусторонняя сварка) — дс (bs);
- сварные соединения, выполняемые на съемной или остающейся подкладке, подкладном кольце — сп (mb) и без подкладки (на весу) — бп (nb);
- сварные соединения, выполняемые с зачисткой корня шва — зк (gg), без зачистки корня шва — бз (ng);
- сварные соединения, выполняемые с газовой защитой корня шва (поддувом газа) — гз (gb);
Виды соединений ос [сп, бп], дс [бз, зк]
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Вместе с тем нужно помнить, что надежность и экономичность способа не означает простоту его исполнения. Требования к обработке краев, подгонка множества факторов под условия конкретной сварки, определенные ограничения в применении из-за формы – все это требует жесткой профессиональной дисциплины.
Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.
Самые простые для исполнения – соединения внахлест. В них не требуется обработка кромок, общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Швы по положению в пространстве
Следующий критерий классификации – положение поверхностей в пространстве. Таких положений четыре:
- Нижние швы
- Горизонтальные
- Вертикальные
- Потолочные
Если бы можно было выбирать, опытные мастера выбрали бы сварку в нижнем положении. Это самый удобный способ, к тому же лучше контролируется сварочная ванна. Подходящий способ для дебютных работ новичков – здесь практически не встречаются сложности. Зато три остальных пространственных варианта сопряжены с техническими нюансами и специальными требованиями к исполнению.
Подбирайте, пробуйте, главное – чтобы ванна не стремилась вниз. Если металл все-таки стекает, нужно уменьшить его прогрев – это можно сделать, увеличив скорость движения. Второй вариант – отрывать периодически дугу, чтобы металл хоть чуть-чуть остывал. Метод с отрывом дуги больше подходит новичкам
В вертикальных соединениях та же проблема – сила тяжести, но здесь вниз стремится не вся ванна, а капли металла. Обычно в таких случаях берут дугу покороче. Шов варить можно в любом направлении. В Регламенте аттестации сварщиков РД 03-495-02 эти варианты обозначаются как «положение при сварке В1» – вертикальное снизу-вверх (этот способ удобнее). «Положение при сварке В2» – вертикальное сверху вниз, его используют реже, так как здесь необходим жесткий контроль сварной ванны.
Потолочное соединение – самое сложное в подгруппе, для которого понадобится настоящее мастерство. В положении электрода нет никаких других вариантов – держать только под прямым углом к потолку. Дугу взять покороче, скорость круговых движения должна быть постоянной. Выделение газов и шлаков в данном случае затруднено, расплав трудно удержать от стекания. Даже если мастерство на должном уровне, и все технологические требования выполнены верно, потолочный способ уступает по прочности и общему качеству сварочным швам во всех других положениях.
Что такое сварочный шов
Для начала определимся с понятиями «сварочный шов» и «сварочное соединение», потому что некоторые источники рассматривают их как одно и то же, другие разводят формулировки.
Самое короткое определение: сварочный шов – это неразъемное соединение сваркой.
Второй вариант раскрывает физику процесса сварки как таковой: сварочный шов – это участок, в котором соединены две или несколько деталей в результате кристаллизации или деформации вещества, или одного и другого вместе. Так или иначе, сварочные швы и соединения логичнее принимать за один и тот же процесс.
Один из самых старых и известных среди специалистов стандартов – «ГОСТ 5264 – 80 Ручная дуговая сварка. Соединения сварные». Этот ГОСТ был введен в действие еще в 1981 году, он до сих пор прекрасно справляется со своими задачами: четко и ясно перечислены основные виды сварных швов, их размеры, конструктивные элементы и инструкции, как правильно класть сварочный шов. Отличный пример документа, который не нуждается в корректировках в течение долгого времени.