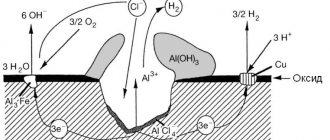
Контактная коррозия происходит при непосредственном контакте двух разнородных металлов. Нельзя, к примеру, соединять алюминиевые листы медной заклепкой, так как при определенных условиях они образуют сильную гальваническую пару.
Разные металлы имеют разные электродные потенциалы. В присутствии электролита один из них играет роль катода, а другой анода. В результате химической реакции, протекающей между ними, начнется коррозионный процесс, в котором медь (катод) будет беспощадно разрушать алюминий (анод).
Почти все пары разнородных металлов, находящиеся в контакте между собой, подвержены коррозии, так как даже влага из воздуха может выступить в роли электролита и активировать их электродный потенциал. Но одни пары уязвимы в большей степени, а другие – в меньшей.
Например, алюминий отлично контактирует с оцинкованной сталью, хромом и цинком, а латунь совершенно не «дружит» со сталью, алюминием и цинком. Чтобы узнать, какие металлы совместимы, а какие нет, обратимся к основам химии.
В ряду электрохимической активности металлы стоят в следующей последовательности:
Электрохимический ряд напряжения металлов
Для примера рассмотрим пару алюминий – медь. Алюминий стоит в ряду слева от водорода и имеет электроотрицательный потенциал равный -1.7В, а медь находится справа и имеет положительный потенциал +0.4В. Большая разница потенциалов приводит к разрушению более активного алюминия. Медь сильнее всех, впереди стоящих элементов, поэтому в паре с любым из них она выйдет победителем. Чем дальше друг от друга в ряду стоят элементы, тем выше их несовместимость и вероятность протекания гальванической коррозии.
Данные о совместимости некоторых металлов представлены в таблице:
| Алюминий | Латунь | Бронза | Медь | Оцинкованная сталь | Железо | Свинец | Нержавеющая сталь | Цинк | |
| Алюминий | Д | Н | Н | Н | Д | О | О | Д | Д |
| Медь | Н | О | О | Д | О | Н | О | Н | Н |
| Оцинкованная сталь | Д | О | О | О | Д | О | Д | О | Д |
| Свинец | О | О | О | О | Д | Д | Д | О | Д |
| Нержавеющая сталь | Д | Н | Н | Н | О | О | О | Д | Н |
| Цинк | Д | Н | Н | Н | Д | Н | Д | Н | Д |
Д
– абсолютно допустимые контакты (низкий риск ГК);
О
– ограничено допустимые контакты (средний риск ГК);
Н
– недопустимые контакты (высокий риск ГК).
Приведенная таблица может служить кратким справочником для определения совместимости некоторых конструкционных металлов. Допустимость и недопустимость контактов разнородных в электрохимическом отношении металлов устанавливает ГОСТ 9.005-72.
Пример недопустимых гальванических пар:
Гальваническое действие может возникнуть, если строительную конструкцию из нержавеющей стали скреплять оцинкованными болтами. В этой нежелательной паре пострадает высоко анодный крепеж, поскольку его электроны будут перемещаться в направлении катодной нержавеющей стали. Поэтому, крепежные детали должны быть изготовлены из менее гальванически активного металла, чем материал металлоконструкции.
На скорость течения гальванокоррозии оказывает влияние площадь поверхности анода и катода. Если большой по размеру анод соединить с маленьким катодом, то анод будет ржаветь медленно, а если сделать наоборот, то быстро. Например, используйте болты из нержавеющей стали для крепления алюминия, но не наоборот.
Степень интенсивности протекания контактной коррозии зависит и от условий эксплуатации соединения. В обычных атмосферных условиях процесс будет протекать менее быстро и возрастает в агрессивной электропроводной среде, например, растворах кислот и щелочей. Присутствие в воде других веществ увеличивает проводимость электролита и скорость коррозии. Поэтому при проектировании конструкций важна оценка окружающей среды.
Виды коррозии нержавеющей стали
Несмотря на то, что высоколегированные стали называются нержавеющими, при определенных условиях они подвержены коррозии. Рассмотрим виды коррозии изделий из нержавеющей стали, а так же методы ее защиты.
Щелевая коррозия нержавеющих сталей.
Щелевая коррозия – это второй по распространенности вид повреждения нержавеющих сталей после точечной коррозии.
Щелевая коррозия возникает в тех местах, где между стальным изделием и другим предметом образуется небольшой зазор. В роли этого второго предмета обычно выступает изолирующий материал: уплотнитель или резиновая прокладка, хотя это может быть и металлический предмет. Геометрия зазора – решающий фактор начала развития щелевой коррозии. Зазор должен быть достаточно большим для проникновения химически агрессивной жидкости, но не настолько большим, чтобы материал мог вымываться из зазора течением или конвекцией жидкости.
Механизм образования щелевой коррозии хорошо известен. Первая стадия – это накопление в зазоре агрессивных ионов (таких как хлорид-ионы) и вытеснение кислорода из раствора внутри зазора. Это приводит к формированию анода в зазоре, а материал вне зазора становится катодом. Коррозия образуется в зазоре по двум причинам: во-первых, пассивная пленка разрушается из-за вытеснения кислорода, во-вторых, коррозионные реакции в анодной зоне вызывают изменение кислотности среды (со временем кислотность в зазоре возрастает).
Правильное проектирование – один из лучших способов избежать щелевой коррозии. Выбор материалов сравним с ним по важности. Щелевая коррозия наиболее интенсивна в кислотных условиях, в хлоридсодержащих нетекучих средах. Катодная защита может снизить уровень как точечной, так и щелевой коррозии, повышая щелочность анодного участка. Повышение текучести среды также уменьшит последствия обеих форм местной коррозии.
Другие пассивные материалы, такие как алюминий и его сплавы, чувствительны и к точечной, и к щелевой коррозии. Точечная и щелевая коррозия алюминия возникает аналогично коррозии нержавеющей стали.
Точечная коррозия
Точечная коррозия – это вид крайне узко локализованной коррозии, приводящей к образованию небольших отверстий в металле. Движущей силой точечной коррозии служит недостаток кислорода в небольшой области. Эта зона становится анодной, в то время как зона избытка кислорода становится катодной, вызывая узко локализованную гальваническую коррозию. Коррозия этого типа имеет свойство проникать в глубь металла. Ограниченная диффузия ионов сохраняет местный недостаток кислорода. Этот вид коррозии весьма коварен, поскольку он не причиняет значительного вреда поверхности металла, при этом глубоко повреждая его структуру. Питтинги на поверхности металла зачастую скрыты продуктами коррозии.
Развитие питтинга начинается с небольшого поверхностного дефекта: царапины, местного изменения состава или повреждения защитного покрытия. Полированные поверхности демонстрируют более высокую устойчивость к точечной коррозии, если полирование было выполнено правильно. Некачественная полировка может ускорить развитие коррозии.
Точечной коррозии обычно более всего подвержены те сплавы, коррозионная устойчивость которых обеспечивается поверхностным слоем: нержавеющие стали, никелевые сплавы, алюминиевые сплавы. Металлы же, подверженные равномерной коррозии, обычно не страдают от точечной коррозии. Например, обыкновенная углеродистая сталь в морской воде будет равномерно разрушаться под действием коррозии, в то время как на нержавеющей стали будут возникать питтинги. Добавление около 2% молибдена повышает стойкость нержавеющих сталей к точечной коррозии. Присутствие хлоридов (например, в морской воде) значительно повышает образование и рост питтингов через автокаталитический процесс. Стоячая вода также способствует точечной коррозии.
Точечная коррозия является самым распространенным видом коррозийного разрушения нержавеющей стали, приводящий к образованию отверстий в баках, резервуарах и стенках труб. Она встречается в виде небольших в диаметре, но глубоких полостей (питтингов). Их диаметр обычно не превышает 1 мм, но проникновение в глубину металла может быть велико.
В коррозионной реакции в роли анодов выступают питтинги, катодом служит остальная поверхность. Старт образованию питтинга дает повреждение защитной оксидной пленки (пассивного слоя) на поверхности стали. Обычно эти повреждения представляют собой включения в сталь посторонних примесей, таких как сера. Посторонние включения могут приводить к местной нехватке легирующих элементов, тем самым нарушая равномерность защитного оксидного слоя.
Благоприятные условия для точечной коррозии – это умеренно высокая температура, высокая концентрация хлорид-ионов и прочих галогенидов (фторидов, бромидов, йодидов). Кислотные среды также способствуют развитию питтингов, которые сами по себе кислотны.
Кислотность внутри питтинга – это та причина, по которой они, однажды образовавшись, продолжают расти вглубь.
Числовой эквивалент стойкости к точечной коррозии (PREN)
Числовой эквивалент стойкости к точечной коррозии (RREN) – это полезный справочный показатель, отражающий склонность определенных нержавеющих сталей к образованию питтингов. Его следует использовать только в качестве ориентира, а не как гарантированный способ предсказания коррозионной устойчивости в любых обстоятельствах. Было обнаружено, что сплавы, имеющие высокую концентрацию азота (N), хрома (Cr) и молибдена (Mo), демонстрируют высокую устойчивость к точечной коррозии. Сравнительная эффективность сочетания этих элементов выражается следующей формулой:
PREN = (%Cr) + (3.3 x %Mo) + (16 x %N) (обращаем внимание, что в некоторых вариантах используется 32 x %N)
Чем выше значение показателя PREN, тем выше устойчивость к точечной коррозии.
Типичные значения показателя PREN таковы:
| Марка стали | PREN |
| 430 | 16 |
| 444 | 25 |
| 304 | 19 |
| 304LN | 21 |
| 316 | 26 |
| 316LN | 27.5 |
| 904L | 36 |
| Zeron 100 | 41 |
| SAF 2507 | 42 |
Пассивирование нержавеющей стали.
Для условий, где риск возникновения точечной коррозии является критичным фактором, общепринятой практикой для придания большей равномерности поверхности металла служит пассивирование.
Оно выполняется путем нанесения на поверхность окислителей, которые растворяют железо, но не оксиды легирующих элементов. Стандарт ASTM A967-1 в качестве простого и относительно безопасного способа предлагает применять 8%-ную лимонную кислоту в течение 3 часов при комнатной температуре. Пассивирование проходит быстрее при использовании 20%-ной азотной кислоты в течение 30 минут при 55°С.Для улучшения процесса пассивации к азотной кислоте также может быть добавлен 2%-ный дихромат натрия, но это значительно снижает безопасность. Для пассивации нержавеющей стали также может быть использована фтороводородная кислота, но этот процесс очень опасен. В фармацевтической индустрии для пассивации иногда используется особо чистый раствор фосфорной кислоты. В кислотах, используемых для пассивирования, должны практически отсутствовать хлорид- или фторид-ионы, иначе может возникнуть точечная коррозия стали.
Скорость процесса пассивации с использованием как азотной, так и лимонной кислоты можно повысить путем увеличения температуры. Пассивация может длиться от нескольких минут до нескольких дней в зависимости от марки обрабатываемой стали.
Стандарты ASTM – это лишь общие рекомендации. Химикаты, условия и время воздействия должны подбираться в соответствии с предполагаемыми условиями эксплуатации, включая характер коррозионной среды.
Проверка эффективности пассивирования может быть электрохимической, с использованием кривых поляризации и карты потенциалов, или химической, путем проведения анализа на сульфаты меди либо ферроцианиды. Электрохимические методы более совершенны, они выигрывают в точности и предоставляют больше информации.
Там, где положительный участок кривой вертикален или близок к вертикали, находится пассивная область, т.е. на поверхности присутствует высокопрочная тонкая пленка хрома. Диапазон напряжений, в котором пленка остается стабильной, является показателем ее качества.
Сенсибилизация нержавеющих сталей и коррозия сварных швов
Сенсибилизация нержавеющей стали – это вид межкристаллитной (межзеренной) коррозии, который приводит к выпадению кристаллов стали с поверхности металла, как показано на фото выше. Если это явление происходит в зоне сварного соединения, его часто называют коррозией сварного шва. Если сенсибилизация происходит в пределах узкой полосы, это называется ножевой коррозией: в прошлом нагретая область лезвия стального ножа вблизи рукоятки имела свойство терять кристаллы, оставляя чернеющие выемки. Нержавеющая сталь 316 может сенсибилизироваться при нагревании до температур в диапазоне 480-900°С. При более высоких температурах сенсибилизация может начаться по прошествии всего лишь 3-х минут. Если температура ниже, потребуется более часа.
Сенсибилизация вызывает коррозию, так как межзеренные границы теряют хром из-за образования интерметаллических карбидов. Шесть атомов углерода изымают из сплава 23 атома хрома. Это может привести к снижению местного содержания хрома с 18 до 12%. Когда сенсибилизированная нержавеющая сталь встречается с агрессивной средой, центр кристалла становится катодом, а межзеренная граница – очень активным местным анодом. Начальный период развития процесса может затянуться, поскольку разрушение поверхностных кристаллов занимает длительное время. Тем не менее, когда межзеренные связи ослабевают, кристаллы выпадают с поверхности и оставляют черноватые ямки.
Контактная коррозия
Пассивная поверхность нержавеющей стали постоянно преобразуется. Если сталь вступает в контакт с углеродистой или ферритной сталью, частицы могут остаться на поверхности и образовать местные аноды. Образующаяся в результате коррозия выглядит некрасиво. Контакта между этими типами металлов следует избегать. Нужно применять отдельные инструменты для разных типов материалов; рабочие зоны должны быть разделены.
Коррозия и поверхностная обработка нержавеющей стали
Существует много способов обработки поверхности изделий из нержавеющей стали. На фотографии выше показана фрезерованная поверхность. Также распространены зачищенные, отшлифованные и полированные поверхности. Обычно выбор способа поверхностной обработки нержавеющей стали основан на внешних предпочтениях архитекторов или конструкторов, но следует также принимать в расчет соображения коррозионной стойкости. В целом, чем более гладкая поверхность стали, тем устойчивей она к коррозии и появлению пятен ржавчины. Шероховатые поверхности склонны к возникновению точечной коррозии в тех условиях, где более гладкие поверхности проявили бы устойчивость. Шероховатые поверхности накапливают загрязнения и требуют большего ухода. Такие марки стали, как 304 или 316, лишь в малой степени устойчивы к образованию пятен ржавчины при использовании в морских условиях или в пищевой промышленности и определенно уязвимы, если изделия имеют шероховатую поверхность.
Уход за нержавеющей сталью.
Если нержавеющая сталь должна сохранять хороший внешний вид, не стоит полагать, что она может обходиться без ухода. В городской среде или в морских условиях для поддержания достойного облика требуется регулярное мытье теплой водой с содержанием ПАВ. Обычно интервал между чистками составляет порядка полугода, однако в суровом климате может потребоваться более регулярное мытье. Следует строго избегать очистителей, содержащих такие активные ингредиенты, как хлориды или аммиак. При обнаружении на поверхности стали пятен или ямок следует удалить пятна жесткой губкой. С момента появления питтингов потребуется более регулярный уход. С методами очистки нержавеющей стали вы можете ознакомиться в этой статье.
Коррозия нержавейки на строительных объектах
Нержавеющая сталь часто используется с наружной стороны современных зданий, поскольку она привлекательно выглядит и проста в уходе. Коррозия, подобная изображенной на фотографии выше, может иметь место в случае, если нержавеющая сталь в процессе строительства вступала в контакт с агрессивными средами или ферритной сталью. Поверхностные пятна такого рода могут легко возникнуть при несоблюдении режима ухода, если здание располагается в прибрежной(морской) или промышленной зоне. Стали 304 и 316 в таких условиях требуют регулярного ухода.
Коррозия кухонного оборудования из нержавеющей стали
Фотография демонстрирует последствия несоблюдения режима ухода на кухне заведения общественного питания. Такое оборудование, как полки или рабочие поверхности из нержавеющей стали, часто изготавливают из сталей группы прочности меньше 316, которые проще поддаются формовке(AISI 304). Промышленные холодильники и посудомоечные машины почти всегда изготовлены из более устойчивых к коррозии сталей 316 или 316L .
Кухонные поверхности из нержавеющей стали могут быстро корродировать, если оборудование поступило в некачественном состоянии.
Справа продемонстрирован крайний случай точечной коррозии: хлоросодержащий очиститель вызвал коррозию раковины. Более мягкие формы этого вида коррозии возникают, когда в контакт с нержавеющей сталью вступает неверно выбранный очиститель или отбеливатель.
Коррозия изделий из нержавеющей стали в фармацевтической промышленности
Многие фармацевтические фабрики работают с соляными растворами и используют нержавеющую сталь 316L. Обычно нержавеющая сталь хорошо справляется с такими условиями, но если соединения кромок остаются в контакте с соляным раствором, может возникнуть щелевая коррозия, как показано на фотографии.
При стерилизации паром поверхность нержавеющей стали может покрываться рыжеватыми пятнами. Применяемая в фармацевтической промышленности нержавеющая сталь, также может подвергаться точечной коррозии, если технологическая жидкая среда недостаточно текучая. Нетекучие растворы также могут вызывать коррозию шаровых и поворотных клапанов из нержавеющей стали. Дезинфицирующие пары, такие как пары надуксусной кислоты, также могут приводить к поражению нержавеющих сталей. Там, где используются регулируемые насосы, нержавеющая сталь может подвергаться коррозии под воздействием блуждающих токов.
Коррозия нержавеющих сталей в пищевой промышленности
На этой фотографии видна коррозия стального распылителя из молочного цеха, начавшаяся на внутренней стороне и вышедшая наружу. Молочные и прочие продукты часто содержат соль. Если они долго находятся в контакте с нержавеющей сталью, может возникнуть коррозия.
Конвейеры в пищевой промышленности, подобные изображенному на фотографии, могут быстро корродировать, если состояние поверхности неудовлетворительно. Поверхность этого конвейера подвергалась дробеструйной обработке. Зачищенные поверхности на том же предприятии оставались в хорошем состоянии. В мясной промышленности крайне важна стерильность, поэтому зачастую необходимо использовать хлоридсодержащие очистители. После обработки их нужно тщательно удалять с поверхности.
Коррозия нержавеющей стали в бассейнах
Поручни из нержавеющей стали часто встречаются в бассейнах и в целом устойчивы к коррозии, которую могут вызвать применяемые в бассейнах химикаты. Коррозия, показанная на фотографии выше, возникла из-за неверного выбора средства для мытья полов. Изделия из нержавеющей стали, специально предназначенные для использования в бассейнах, требуют регулярной чистки и мытья.
Заказывая изделия из нержавеющей стали в , Вы можете быть уверены, что они будут изготовлены с учетом условий эксплуатации. Это позволит Вам минимизировать риск повреждения изделия в следствии коррозии.
Рекомендуем ознакомиться со статьями:
Определение стоимости изготовления металлоизделий
Способы уменьшения стоимости изготовления изделия из металла.
Инновационные технологии при сварочных работах
Как защитить конструкцию или узел от контактной коррозии?
Если по конструктивным соображениям невозможно избежать нежелательного контакта разнородных металлов, то можно попытаться уменьшить гальваническую коррозию с помощью следующих методов:
- окраска поверхностей в районе их стыка;
- нанесение совместимых металлических покрытий;
- изоляция соединения от внешней среды;
- электрическая изоляция;
- установка неметаллических прокладок, вставок, шайб в болтовых соединениях.
Практика показывает, что в тех случаях, когда пренебрегают требованиями к допустимости контактов разных металлов, приходится дорого за это расплачиваться. Неправильная компоновка контактных пар выводит из строя узлы крепления, металлоконструкции и может стоять человеческой жизни.
Полезные советы Обновлено: 29.09.2020 10:26:57