Когда по условиям чертежа требуется получить гладкую и блестящую зеркальную поверхность детали, но точность размеров может быть грубой, применяют полирование этой поверхности; если же, помимо чистоты и блеска, требуется получить точные размеры детали, применяют доводку или притирку.
Полирование
Полирование производится на токарных станках при помощи наждачной шкурки
. В зависимости от размера зерен наждака различают следующие номера шкурки: № 6, 5 и 4 — с крупными зернами наждака № 3 и 2 — со средними, № 1, 0, 00 и 000 — с мелкими. Самое чистое полирование дает шкурка № 00 и 000. Наждачную шкурку нужно держать так, как показано на рис. 232, а, иначе она может намотаться на деталь и защемить пальцы.
Полирование производится значительно быстрее при помощи простого приспособления, называемого жимками (рис. 232, б). Жимки состоят из двух деревянных брусков, соединенных с одного конца кожаным или металлическим шарниром и имеющих углубления по форме детали. В жимки закладывают наждачную шкурку или засыпают наждачный порошок. Рекомендуется смазать полируемую поверхность машинным маслом или смешать с маслом порошок, тогда поверхность получается более блестящей.
Применение жимков устраняет опасность повреждения рук токаря и захвата рукава вращающейся деталью, хомутиком или патроном.
Полирование ведут при легком нажиме жимков и больших числах оборотов обрабатываемой детали.
Доводка или притирка
Доводка или притирка применяется для окончательной обработки наружных и внутренних цилиндрических и конических, фасонных и плоских поверхностей деталей с целью получить точные размеры и высокое качество (чистоту) поверхности или герметичность соединения.
Этот метод обработки получил широкое распространение в инструментальном производстве (доводка режущих кромок твердосплавных резцов и разверток; доводка калибров цилиндрических, конических, резьбовых; доводка измерительных плиток).
Этот метод обработки широко применяется также и в машиностроении, например, доводка шеек коленчатых валов, плунжеров форсунок, зубьев колес и т. д. Чистоту поверности после доводки можно получить от 10 до 14.
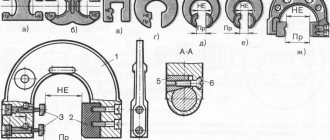
Доводка наружных цилиндрических поверхностей производится чугунными, медными, бронзовыми или свинцовыми втулками (притирами), выточенными по размеру обрабатываемой детали. С одной стороны втулка разрезана, как показано на рис. 233.
Втулку 1 смазывают изнутри ровным тонким слоем корундового микропорошка с маслом или доводочной пастой. Затем ее вставляют в металлический жимок 2 и надевают на деталь. Слегка подтягивая жимок болтом 3, равномерно водят притир вдоль вращающейся детали. При доводке полезно смазывать деталь жидким машинным маслом или керосином.
Припуск на доводку оставляют порядка 5—20 мк (0,005— 0,020 мм) на диаметр.
Скорость вращения детали при доводке — от 10 до 20 м/мин; чем чище должна быть обработанная поверхность, тем ниже должна быть скорость.
Доводка отверстий производится чугунными или медными втулками (притирами), также разрезанными с одной стороны. Втулки устанавливают на точный размер при помощи пологих конических оправок, на которые они насаживаются. На рис. 234 показана втулка 1, насаженная на коническую оправку 2, закрепленную в самоцентрирующем патроне. Для доводки деталь надевают на втулку 1, которая во время доводки вращается с оправкой 2; при этом детали сообщают медленное прямолинейно-возвратное движение по втулке.
Доводку наружных и внутренних поверхностей производят корундовым микропорошком, смешанным с маслом, или специальными доводочными пастами ГОИ. Эти пасты дают лучшие результаты как по качеству поверхности, так и по производительности. Они оказывают на металл не только механическое, но и химическое действие. Последнее состоит в том, что благодаря пасте на поверхности детали образуется тончайшая пленка окислов, которая легко затем снимается.
Накатывание
Цилиндрические рукоятки различных измерительных инструментов, рукоятки калибров, головки микрометрических винтов и круглые гайки делают не гладкими, а рифлеными, чтобы удобнее было пользоваться ими. Такая рифленая поверхность называется накаткой
, а процесс ее получения —
накатыванием
. Накатка бывает прямой и перекрестной.
Читать также: Теплопроводность стали при различных температурах
Для накатывания в резцедержателе суппорта станка закрепляют особую державку 1 (рис. 235), в которой установлены для простой накатки один, а для перекрестной — два ролика 2 и 3 из инструментальной закаленной стали с нанесенными на них зубчиками.
Зубчики на роликах имеют различные размеры и по-разному направлены (рис. 236), что позволяет получить накатку различных узоров.
При накатывании державку прижимают к вращающейся детали. Ролики вращаются и, вдавливаясь в материал детали, образуют на ее поверхности накатку. Она может быть крупной, средней или мелкой в зависимости от размеров зубчиков на роликах.
При накатывании производят подачу в двух направлениях — перпендикулярно к оси детали и вдоль оси. Для получения достаточной глубины накатки можно вести накатывание в 2—4 прохода.
Правила накатывания : 1) начиная накатывание, следует дать сразу сильный нажим и проерить, попадают ли зубчики ролика при следующих оборотах в сделанные ими насечки; 2) ролики должны соответствовать требуемому узору детали; 3) двойные ролики должны быть точно расположены один под другим; 4) перед работой ролики нужно тщательно очистить проволочной щеткой от остатков материала; 5) во время накатывания рабочие поверхности роликов следует хорошо смазывать веретенным или машинным маслом.
Режимы накатывания . В табл. 10 и 11 указаны окружные скорости и продольные подачи при накатывании на токарных станках.
Проверку правильности накатки производят на глаз.
Обкатывание поверхности роликом
Для упрочнения поверхностного слоя детали, предварительно обработанной, например, чистовым точением применяют обкатывание цилиндрической поверхности закаленным роликом с полированной поверхностью.
Обкатываемой детали сообщают вращательное движение со скоростью 25—50 м/мин, а державке с роликом — движение продольной подачи. Величина подачи 0,2—0,5 мм/об — в зависимости от требуемой чистоты поверхности. Обкатывание ведут с небольшим нажимом ролика на обкатываемую поверхность. Число проходов ролика 2—3. Для уменьшения износа ролика применяют обильную смазку поверхностей ролика и детали веретенным или машинным маслом, смешанным в равных количествах с керосином.
Технология
Сам процесс состоит из нескольких этапов. Алгоритм, следующий:
- Подготовительный этап. В это время поверхность изделия шлифуют и удаляют с него всю грязь, пыль, ворс. При шлифовке используется абразив с разными показателями зернистости.
- Грунтовка поверхности. она проводится с использованием льняной ткани и лака. Льняная ткань подходит лучше всего, поскольку не оставляет мелких волокон на заготовке.
- На третьем этапе происходит непосредственно полировка изделия. После нанесения специального вещества тампон изо льна следует пропитать растительным маслом и покрыть изделие равномерным слоем. Каждый новый слой политуры должен высохнуть, после чего его следует протереть ветошью для удаления пыли и придания поверхности идеального внешнего вида.
Финишным этапом является полировка.
Методы отделки поверхностей
Для отделочной обработки поверхностей применяются тонкое точение и растачивание, тонкое шлифование, полирование, хонингование, суперфиниш, притирка, абразивно-жидкостная отделка, методы отделочной обработки профилей зубьев: обкатка зубчатых колес, шевингование зубьев, притирка, зубошлифование и зубозакругление.
Характерной чертой всех отделочных методов обработки резанием является весьма малый размер сечения срезаемой стружки и, следовательно, малое усилие резания. Для рационального применения отделочных методов необходима хорошая предварительная обработка поверхности и оставление очень небольшого припуска.
Тонкое обтачивание поверхностей производится твердосплавными резцами при малых сечениях срезаемого слоя (S = 0,02 — 0,5 мм/об, t = 0,05 — 0,3 мм и на высоких скоростях резания V > 100 м/мин). В таких случаях не требуется значительных усилий для закрепления заготовки: усилие резания получается небольшое, тепла выделяется мало и толщина дефектного слоя на обработанной поверхности оказывается очень малой. Так как работы такого рода ведутся обычно на жестких и точных станках, то в результате всех этих условий достигается более высокая точность и чистота поверхности при тонком обтачивании, чем при обычном (точность до 2-го класса и чистота до 9-го класса).
Тонкое растачивание поверхностей дает более высокую точность и чистоту обработки, чем обыкновенное растачивание. Тонкое растачивание производят расточными резцами, оснащенными пластинками из сплавов Т30К4 или Т60К6, на высоких скоростях резания (V = 300 ÷ 1500 м/мин для цветных металлов и 100 ÷ 300 м/мин для черных металлов) и при малых сечениях срезаемого слоя (S = 0,01 ÷ 0,1 мм/об, t = 0,05 ÷ 0,2 мм). Для тонкого растачивания применяют очень точные станки, обладающие значительной жесткостью.
В результате всех этих условий тонкое растачивание позволяет получить весьма высокую точность (до 1 класса по ГОСТу) и чистоту обработки (до 10 класса по ГОСТу), выдержать форму отверстия в пределах 3 мк и координирующие размеры в пределах 0,02 мм на 100 мм длины как на сквозных, так и на глухих отверстиях.
При обработке отверстий в тонкостенных стальных заготовках, а также при обработке очень вязких цветных металлов, тонкое растачивание является наилучшим способом выполнения высоких технических требований.
Тонкое шлифование — способ окончательной отделки поверхностей с высокой степенью точности и чистоты обработки.
Особенностями тонкого шлифования являются:
- применение мелкозернистых мягких шлифовальных кругов;
- шлифование с глубиной резания до 5 мк;
- работа при малой окружной скорости обрабатываемой поверхности (порядка 2÷10 м/мин) и большой скорости вращения шлифовального круга (более 40 м/сек);
- применение максимально интенсивного охлаждения;
- длительное выхаживание, т. е. отделка поверхности без поперечной подачи круга.
Тонкое шлифование на жестких станках дает возможность получить точность обработки по 1-му классу и чистоту поверхности по 11-му классу ГОСТа.
Советы и рекомендации
Чтобы дерево лучше приняло политуру, его необходимо смазать протравкой. Этот состав можно сделать самостоятельно или приобрести готовый. Темное дерево необходимо смазывать протравой несколько раз. Светлое – один раз.
Состав для полировки можно сделать самостоятельно в домашних условиях. Для этого понадобится:
- 60 г смолы шеллака;
- спирт этиловый или винный крепостью 90–95° емкостью 500 мл.
Хранить приготовленную политуру необходимо в закрытой стеклянной емкости. Смесь требуется регулярно перемешивать.
Полировка на токарном станке происходит гораздо быстрее, если использовать жимки. Это приспособление из двух деревянных брусков. туда закладывают наждачную шкурку или засыпают порошок.
Методы отделки поверхностей
Общие сведения. Отделочными называют методы обработки, рассчитанные на получение особенно высокой точности поверхности. К таким методам относятся тонкое точение, хонингование, притирание, полирование, суперфиниширование, выглаживание. Операции отделки отличаются снятием весьма малых припусков.
Малый припуск не позволяет существенно изменять положение поверхности, занимаемое ею до отделки. Поэтому за исключением тонкого точения, все методы отделки характерны самоустанавливающейся конечной связью, т. е. рассчитаны на улучшение только точности обработки. Отделку используют чаще всего для повышения точности поверхности только по форме и по шероховатости, и даже только по шероховатости, так как заданная точность по размеру редко требует отделочных методов. Необходимый малый припуск обеспечивают за счет допуска на окончательный размер поверхности.
Тонкое точение.
Процесс тонкого точения характеризуется незначительной глубиной резания, малой подачей и высокой скоростью резания. Обработку ведут алмазным или твердосплавным резцом.
Тонкое точение применяют главным образом при обработке деталей из цветных сплавов, так как эти сплавы легко обрабатываются резцом, но плохо ведут себя при обработке абразивным инструментом.
Точение алмазным резцом дает возможность при автоматическом получении размеров обеспечивать точность поверхности: по диаметру — до 5 квалитета точности; по форме — овальность и конусность, не превышающие 0,003—0,005 мм; по шероховатости — до Ra 0.16.
Высокая точность получается благодаря малому износу доведенного лезвия резца (стойкость алмазного резца 200—400 ч), небольшим силам в процессе резания и высокой точности оборудования. Большая скорость резания не только компенсирует уменьшение производительности в связи с малой подачей, но и способствует уменьшению шероховатости обработанной поверхности.
Для операций тонкого точения используют станки определенного назначения, но наряду с ними и токарные станки, обладающие необходимыми кинематическими данными и точностью. Резцы из твердых сплавов используют для обработки сталей и чугуна, а также для чернового точения цветных сплавов, когда операцию тонкого точения разделяют на два перехода — черновой и чистовой.
Наиболее широко тонкое точение используют для обработки точных отверстий в деталях из цветных сплавов. Трудности шлифования (засаливание круга) здесь особенно возрастают (малый диаметр круга); развертывание также малопроизводительно и к тому же не позволяет влиять на координаты оси отверстия. Тонкое растачивание позволяет влиять на точность размера и формы, обеспечивает высокую стабильность качества обработки и хорошую производительность. Для этой цели выпускают расточные станки, у которых вращается не деталь, а резец (ввиду быстроходности важно, чтобы нагрузки на шпиндель были меньшими). Для небольших деталей применяют горизонтально-расточные станки, а для крупных — вертикальные.
Самый малый и равномерно распределенный по окружности отверстия припуск позволяют обеспечивать горизонтально-расточные двусторонние станки. На таком станке при одной установке детали производят черновое растачивание с одной стороны, а чистовое — с другой.
Для операций растачивания отверстий с параллельными осями используют многошпиндельные станки, допускающие устанавливать нужное расстояние между осями шпинделей, а также специальные станки, изготовляемые как агрегатные.
Хонингование.
Хонингование находит широкое применение для обработки отверстий. Обрабатывающим инструментом служит разжимная головка — хон, несущая по окружности абразивные (или алмазные) бруски (рис. 5.23). Бруски закреплены в металлических колодках и с помощью механизма головки могут разжиматься в радиальных направлениях. Головку связывают со шпинделем хонинговального станка не жестко, а шарнирно, чтобы она могла самоустанавливаться по обрабатываемому отверстию детали, закрепленной на столе станка.
Головке, введенной в отверстие, сообщается вращение (V = 30 — 60 м/мин) и возвратно-поступательное движение V = 10 — 15 м/мин). Разжатие брусков в процессе обработки осуществляется автоматически или вручную (головка — инструмент специальный, поэтому конструкции их разнообразны). Давление брусков на поверхность — небольшое (0.4 – 0.8 МПа). Во время обработки применяют обильное охлаждение керосином, часто с примесью минерального масла. Обычная длительность хонингования 1—5 мин.
Припуск (слой металла), снимаемый в одной операции хонингования, может быть малым (до 0,01 мм) и сравнительно большим (до 0,2 мм). Он определяется точностью предшествующей обработки и показателями точности поверхности, требуемыми после хонингования.
Возможные ошибки
В первую очередь важно закрепить заготовку. Если деталь не будет надежно закреплена, то качество шлифовки и полировки будет низким.
Обязательно соблюдать правила техники безопасности при работе с токарным станком. запрещено допускать к оборудованию детей и лиц, которые незнакомы с устройством токарного станка.
Процесс полировки изделий из древесины на токарном станке состоит из несколько этапов и позволяет придать заготовке конечный внешний вид, сочный цвет и глубину. Важно правильно соблюдать все особенности процесса и подобрать состав для полировки.
Применение полировки для отделки
Для отделки используется несколько методов для чего, применяются вещества:
- лак;
- политура;
- олифа;
- восковая паста.
При отделке изделий из дерева, когда для полировки применяется лак, образуется защитный слой, который придает поверхности товарный вид. Процесс полировки заключается в нанесении специального состава политуры, содержащей в три раза меньше смол, чем в лаке. Покрытие образующиеся на древесине имеет прозрачную структуру и глянцевый оттенок.
При выборе метода отделки и полировки необходимо учитывать вид древесины. Для изготовления мебели наиболее подходят породы древесины:
- красного дерева;
- березы;
- груши;
- самшита;
- клена;
- яблони.
Также широко используются, но достаточно трудоемки в обработке породы:
- дуба;
- сосны.
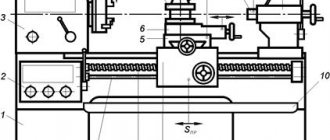
Описание токарного станка
Токарный станок по дереву обладает одной ограничительной функцией: он способен лишь вращать заготовку из дерева. Столяр же способен из обычного куска дерева потихоньку вытачивать законченный предмет, к примеру:
В отличие от иных машин для обрабатывания дерева, использующихся только на тех или иных промежуточных этапах, токарный станок подходит для любых операций: от предварительной обработки до полировки. Необходимый инструмент — это желобчатые (в виде буквы «V» или цилиндрические) и плоские скребки, резцы, стамески всевозможных форм и размеров. Станок вертит заготовку, а рука мастера осуществляет контроль над движением резца. Исходя из того, какой предмет необходимо сделать, выделяют два варианта крепления заготовки.
В первом случае деревянная деталь крепится в горизонтальном положении между средоточиями передней и задней стенок. Второй метод учитывает то, что токарь по дереву крепит установку заготовки только лишь в передней «бабке» при помощи планшайбы или патрона. Если вы новенький в работе на данном станке, будет разумно приступать к работе через первый способ.
Токарный станок с электронной регулировкой (комплектация):
Вариант комплектации:
- желобчатая стамеска,
- резец-майсель (2 мм),
- полукруглый резец,
- отрезной резец,
- скошенная стамеска (косяк),
- полукруглая стамеска — для отделки фасонной поверхности,
- желобчатая стамеска (рейер) — для черновой обработки.
Принцип работы
Все устройство станка укреплено на станине, которая сделана из алюминиевых, чугунных либо профильных балок или двух стальных брусьев. С одной стороны станины токарь по дереву размещает переднюю бабку, а внутри нее расположен электродвигатель (0,5−1,5 лошадиных силы). Он вращает шпиндель, имеющий конус Морзе, по необходимости вставляется поводковый центр (с одним острием и 2-мя, 3-мя или 4-мя ножами), планшайба или патрон. С противоположной стороны станка располагается задняя бабка, а ее центр поджимает заготовку, закрепляя ее в горизонтальном положении.
Подручник, поворачивающийся в любую сторону
, располагается как можно ближе к болванке, направляет резец и поддерживает его.
На станках с ручной регулировкой частота (скорость) движения способна переключаться за счет рычага коробки передач, скорость которой от 450 до 2000 оборотов в минуту. В ней расположены шкивы с подшипниками.
В намного более сложных модификациях станков вместо коробки передач стоит электронный вариатор, дающий возможность мягко регулировать быстроту хода.