Принцип действия
После нажатия на кнопку розжига происходит пуск источника электроэнергии, подающий в рабочий инструмент высокочастотный ток. Возникает дуга (дежурная) между расположенным в резаке (плазмотроне) наконечником и электродом. Температурный диапазон от 6 до 8 тысяч градусов. Стоит заметить, что рабочая дуга создается не моментально, существует определенная задержка.
Затем в полость плазмотрона поступает сжатый воздух. Для этого предназначается компрессор. Проходя сквозь камеру с дежурной дугой на электроде, он подвергается нагреву и увеличивается в объеме. Процесс сопровождается ионизацией воздуха, что переводит его в токопроводящее состояние.
Через узкое сопло плазмотрона полученный поток плазмы подается к обрабатываемой детали. Скорость потока составляет 2 – 3 м/с. Воздух в ионизированном состоянии способен нагреваться до 30 000°С. В этом состоянии значение электропроводимость воздуха близка к проводимости металлических элементов.
После контакта плазмы с разрезаемой поверхностью дежурная дуга отключается и действовать начинает рабочая. Далее осуществляется плавка в точках резки, из которых расплавленный металл продувается подаваемым воздухом.
Подробно про технологию плазменной резки и работу с оборудованием возможно почитать в соответствующей статье.
Купить недорогое оборудование для раскроя листового железа ЧПУ
1. Габариты 3500*2200*1000. 2. Рабочее поле 3050*1550 3. Скорость до 15 000 м в мин. 4. Точность 0,1мм. 5. ТНС — контроль высоты горелки по напряжению дуги 6. Может работать с любым источником. 7. Стол разборный
Цена стола с ЧПУ плазменной резки 220 000 руб. (20% скидка при нал. оплате) При нал оплате стоимость 175 000 руб.
В стоимость входит: 1. Стол разборный, 2. Ящик электроники с автономным контроллером и ТНС 3. Горелка, провода, шланги. Для работы необходимо дополнительно: 1. Аппарат тока плазмы. 2. Компрессор.
Стоимость портала без стола 185 000 руб. (20% скидка при нал. оплате) При нал. оплате цена 145 000 руб.
(это жёлтая штука на верхних видео, в комплекте к ней зубчатая рейка и рельс 3,4м., также в стоимость входит ящик электроники, горелка, провода, шланги) Для работы необходимо дополнительно: 1. Аппарат тока плазмы. 2. Компрессор. 3. Собрать стол, установить на него портал
Ящик электроники в сборе.
В состав входит: 1. Автономный контроллер с ТНС 2. Блок питания 3. Драйвера 3-4 шт. Стоимость 35 000 руб.
Стоимость автономного контроллера 15 000 руб. (подробнее здесь)
Также предлагаю ТНС для Mach3
цена
5 000 руб.
(при заказе от двух штук)
Правила техники безопасности при работе плазморезом
Процесс плазменной резки при несоблюдении правили работы является опасным для здоровья и жизни людей. Основными вредными факторами являются:
- Брызги расплавленного металла. Во время реза поток плазмы расплавляет металл и выдувает его из разрезаемой детали. Попадание расплавленных капель на горючие вещества приводит к их возгоранию, а попадание на кожу вызывает сильные ожоги, вплоть до IV степени (обугливание). Для защиты необходимо направлять поток плазмы в сторону от людей и горючих материалов.
- Вредные газы и пыль. Во время реза металл на только расплавляется, но и горит. Образующийся при этом дым вреден для здоровья. Кроме того горят загрязнения на поверхности деталей. Поэтому рабочее место необходимо оборудовать вытяжной вентиляцией и работать в респираторе.
- Яркий свет. Во время работы электросварки и резки плазмой, образованной электрической дугой, кроме видимого света появляется ультрафиолет. Этот вид излучения приводит к ожогам сетчатки глаз. Для защиты рабочее место огораживается переносными щитами, а резчик должен пользоваться защитным щитком.
- Температура. После завершения работы края детали некоторое время остаются нагретыми до высокой температуры и прикосновение к ним может привести к ожогам. Для того, чтобы избежать подобных травм к разрезанным деталям можно прикасаться только в защитных рукавицах или через некоторое время, достаточное для остывания кромок.
Для любителей выжигать на различных материалах
В сети можно увидеть многочисленные самодельные модели выжигателей, которые способны создавать рисунок на фанере, пластике, металле и даже на стекле. Причем достигается фотографическая схожесть и некоторая объемность изображения. Поверхность очищают, обезжиривают, грунтуют белым акрилом марки Kudo и, применяя лазерный ЧПУ выжигатель, его ещё называют пиропринтер, создают уникальные изображения. Иногда процесс длится 6 и больше часов.
Скорость работы выжигателя – стабильная 10 м/мин, и у программистов есть идеи, как ее поднять, не вмешиваясь в работу блока управления. Управлять выжигателем можно и с ноутбука (ОС Windows XP и 7), отказавшись от LPT кабеля. Это превратит выжигание в увлекательное занятие для детей и подростков с применением возможностей лазерных фрезеров.
Инвертор
Данный узел можно взять из готового сварочного аппарата. Его стоимость относительно невелика, хотя это можно считать самым дорогим вложением в этот проект. Обычно специалисты при выборе этого устройства ориентируются на определенную мощность. Ее определяют, ориентируясь на объем работы и ее специфику.
Некоторые специалисты предпочитают создавать инвертор самостоятельно, подбирая детали под конкретные нужды или используя уже имеющиеся материалы. Однако, как показывает практика, намного проще использовать уже готовый агрегат, поскольку он более надежный, а при его изготовлении использовались определенные стандарты.
Схема
Как любая электроустановка, агрегат плазменной резки собирается согласно электросхемам.
Принципиальная
На этой схеме указаны все элементы установки независимо от их расположения. Основной целью этого чертежа является показать связи между деталями и упростить понимание работы установки.
На принципиальной схеме аппарата изображены следующие элементы:
- питающий трансформатор с выпрямителем;
- осциллятор;
- токовое реле;
- резистор, ограничивающий ток вспомогательной дуги;
- контактор, отключающий эту дугу;
- пускатель, включающий аппарат;
- кнопка включения реза;
- компрессор с аппаратурой управления.
Управления
В схеме управления показаны все кнопки и регуляторы, которые находятся на пульту или непосредственно на плазмотроне:
- кнопки включения компрессора;
- регулятор давления воздуха;
- при наличии охлаждающей жидкости кнопки и регуляторы ее потоком;
- амперметр;
- вольтметр;
- датчики протока воды и воздуха;
- кнопка управления резом (может находиться на рукоятке плазмотрона).
Информация! Все эти элементы изображены так же на принципиальной схеме.
Подключения
На схеме подключения указаны кабеля и шланги, соединяющие все элементы между собой. На ней указывается сечение и длина проводов, а также место подключения.
Как изготовить сварочный трансформатор
Источником питания плазмы является сварочный трансформатор. Как и некоторые другие элементы его можно изготовить самостоятельно.
Необходимые параметры
Трансформатор для плазменной резки отличается от обычного сварочника напряжением холостого хода и составляет 220-250В. Это необходимо для создания и поддержания дуги между электродом и разрезаемой деталью. Мощность и ток вторичной обмотки зависят от предполагаемой толщины металла:
- 20А, 2,5кВт – 6 мм;
- 50А, 6кВт – 12 мм;
- 80А, 10кВт – 18-25 мм.
Источник питания необходим с “мягкой” характеристикой, напряжение при работе составляет 70В. Для работы вспомогательной дуги достаточен ток 5А. Он ограничивается сопротивлением 30-50Ом, изготовленным из толстой нихромовой проволоки.
Информация! Использовать обычный или инверторный сварочник не получится. У этих аппаратов недостаточное напряжение ХХ.
Как рассчитать
Расчет питающего трансформатора сводится к определению необходимых сечений магнитопровода, первичной и вторичной обмотки и числа витков.
Для аппарата, предназначенного для разрезания металла до 12 мм при токе 50А, напряжении холостого хода 200В и напряжении сети 220В эти параметры составляют:
- сечение магнитопровода – 107 мм²
- первичная обмотка – 225 витков медным проводом Ø4,7 мм;
- вторичная обмотка – 205 витков медной проводом Ø5,04 мм².
Изготовление трансформатора
В связи с тем, что трансформатор должен иметь “мягкую” характеристику, катушки располагаются отдельно друг от друга. При использовании О-образного сердечника они находятся на разных стержнях, на Ш-образном магнитопроводе обмотки располагаются вдоль средней части.
Намотка катушек производится по расчетным параметрам на каркасах их электротехнического картона. Готовые обмотки обматываются стеклолентой или киперной лентой и покрываются краской.
После намотки обмоток и сборки магнитопровода на трансформатор крепится и подключается диодный мост из 4 диодов с радиаторами, собранный на текстолитовой площадке. Собранный трансформатор помещается в корпус, а вывода обмоток и диодного моста подключаются к клеммам на передней панели. Подключение выполняется согласно принципиальной схеме, учитывая наличие амперметров, вольтметров, пускателей и других деталей.
Осциллятор, подключенный последовательно со сварочником, имеет высокое выходное напряжение высокой частоты. Поэтому диоды в выпрямителе необходимо использовать высокочастотные или установить отдельный диодный мост, специально для вспомогательной дуги.
Компрессор
По инструкции использование компрессора подразумевает, что будет применяться кислород, либо инертный газ. На практике же чаще его подключают к баллонам, в которых – специальная смесь. Именно такая смесь обеспечивает сильный пучок плазмы при достойном охлаждении. Если жеплазморез используется в быту, то для экономии и простоты дела рекомендуют использовать простой компрессор. Эту составляющую вполне можно собрать своими силами, где роль ресивера будет выполнять обычный баллон. Компрессор же часто берут из холодильника, либо из машины ЗИЛ
Важно не ошибиться с регулированием давления. Делается это опытным путем, мастерами, на начальном этапе работ
Конструкция
При должном желании и умении самодельный плазморез способен создать любой желающий. Но чтобы он мог полноценно и эффективно функционировать необходимо соблюдать определенные правила. Желательно примерять инвертор, т.к. именно он способен обеспечить стабильную подачу тока и стабильную работу дуги. В результате не возникают перебои и значительно уменьшится расход электричества. Но стоит учесть, что плазморез на основе инвертора способен справиться с меньшей толщиной металла, чем трансформатор.
Необходимые комплектующие
Перед началом сборочных работ необходимо подготовить ряд комплектующих, материалов и оборудования:
- Инвертор или трансформатор с подходящей мощностью. Чтобы исключить ошибку необходимо определиться с планируемой толщиной резания. Уже на основании этой информации подбирать нужное устройство. Однако с учетом ручной резки стоит выбрать именно инвертор, т.к. он меньше весит и потребляет меньше электричества.
- Плазмотрон или плазменный резак. Тоже имеются свои особенности выбора. Прямого действия лучше выбирать для работы с токопроводящими материалами, а косвенного – для не токопроводящих.
- Компрессор сжатого воздуха. Требуется уделять внимание номинальной мощности, т.к он обязан справляться с возлагаемой нагрузкой и соответствовать остальным компонентам. Кабель-шланг. Требуется для соединения всех комплектующих плазмореза и подачи воздуха к плазмотрону.
Подбор блока питания
Работу плазмореза обеспечивает блок питания. Он формирует заданные параметры электрического тока, напряжения и подает их к режущему узлу. Основным питающим узлом может стать:
Подходить к выбору питающего элемента необходимо, учитывая особенности аппаратов, описанные выше.
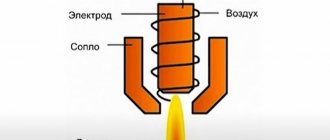
Плазмотрон
Плазмотрон является генератором плазмы. Это рабочий инструмент, в котором формируется плазменная струя, непосредственно разрезающая материалы.
Основными особенностями устройства являются:
- Создание сверхвысокой температуры;
- Простая регулировка мощности тока, запуска и остановки рабочих режимов;
- Компактные габариты;
- Надежность работы.
Конструктивно плазмотрон состоит из:
- Электрод/катод, имеющие в своем составе цирконий или гафний. Эти металлы отличаются высоким уровнем термоэлектронной эмиссией;
- Сопло в основном изолируется от электрода;
- Механизм, закручивающий плазмообразующий газ.
Сопло, электрод являются расходными материалами плазмотрона. Если плазморезом обрабатывается заготовка до 10 миллиметров, то один комплект электродов расходуется в течение 8 часов работы. Износ происходит равномерно, что позволяет менять их одновременно.
Читать также: Как прозвонить плату телефона
При несвоевременной замене электрода может нарушаться качество резки – изменяется геометрия реза или возникают волны на поверхности. В катоде постепенно выгорает гафниевая вставка. Если она обладает выработкой более 2 миллиметров, то электрод может пригорать и перегревать плазмотрон. Это значит, что не вовремя замененные электроды повлекут за собой быстрый выход из строя остальных элементов рабочего инструмента.
Все плазмотроны можно разделить на 3 объемные группы:
- Электродуговой – имеет минимум один анод и катод, которые подключены к источнику питания с постоянным током;
- Высокочастотный – отсутствуют и электроды, и катоды. Связь с питающим устройством основывается на индуктивных/емкостных принципах;
- Комбинированный – функционирует при воздействии высокочастотного тока и горении дуговых разрядов.
Исходя из метода стабилизации дуги, все плазмотроны также можно разделить на газовый, водяной и магнитный типы. Подобная система является чрезвычайно важной для работы инструмента, т.к. она формирует сжатие потока и фиксирует его на центральной оси сопла.
В настоящее время в продаже имеются различные модификации плазмотронов. Возможно, необходимо изучить предложения, и купить готовый. Однако сделать самодельный в домашних условиях вполне возможно. Для этого требуется:
- Рукоятка. Необходимо предусмотреть отверстия для проводов.
- Кнопка.
- Соответствующий электрод, рассчитанный под действующий ток.
- Изолятор.
- Завихритель потока.
- Сопло. Желательно комплект с различными диаметрами.
- Наконечник. Необходимо предусмотреть защиту от брызг.
- Дистанционная пружина. Позволяет выдерживать зазор между поверхностью и соплом.
- Насадка для удаления нагара и снятия фаски.
Проводить работу можно одним плазмотроном за счет сменных оголовков с различными диаметрами, направляющие плазменный поток на деталь. Необходимо обратить внимание, что они, так же как и электроды, в процессе работы станут оплавляться.
Сопло закрепляется прижимной гайкой. Непосредственно за ним находится электрод и изолятор, предупреждающий розжиг дуги в неположенном месте. Далее размещен завихритель потока, позволяющий усилить эффект дуги. Все элементы размещаются во фторопластовом корпусе. Что-то возможно сделать самостоятельно, а что-то придется приобретать в магазине.
Заводской плазмотрон позволит проводить работу без перегрева более длительное время за счет системы воздушного охлаждения. Однако при кратковременной резке это неважный параметр.
Осциллятор
Осциллятор представляет собой генератор, который вырабатывает высокочастотный ток. Подобный элемент включается в цепь плазмореза между источником питания и плазмотроном. Способны действовать по одной из схем:
- Создание кратковременного импульса, который способствует возникновению дуги без прикосновения к поверхности изделия. Внешне представляет собой малую молнию, подаваемую с торца электрода.
- Поддержка постоянного напряжения с высоким значением напряжения, накладываемое на сварочный ток. Обеспечивает сохранность стабильного поддержания дуги.
Оборудование позволяет быстро создавать дугу и приступать к резке металла.
В основной своей массе обладают схожим строением и состоят из:
- Выпрямителя напряжения;
- Блока накопителя заряда (конденсаторы);
- Блок питания;
- Модуль создания импульсов. Включает в себя колебательный контур и разрядник;
- Блок управления;
- Повышающего трансформатора;
- Прибора контроля напряжения.
Основной задачей является модернизация входящего напряжения. Происходит повышение частоты и уровня напряжения, уменьшая период действия менее 1 секунды. Последовательность работы следующая:
- Нажимается кнопка на резаке;
- В выпрямителе ток выравнивается и становится однонаправленным;
- В конденсаторах происходит накопление заряда;
- Ток подается на колебательный контур трансформаторных обмоток, повышая уровень напряжения;
- Контроль за импульсом осуществляет схема управления;
- Импульсом создается разряд на электроде, поджигающий дугу;
- Действие импульса завершается;
- После прекращения резки осциллятором производится продувка плазмотрона на протяжении еще 4 секунд. За счет этого достигается охлаждение электрода и обрабатываемой поверхности.
В зависимости от типа осциллятора он может применяться по-разному. Однако общей характеристикой является повышение напряжения до 3000 – 5000 вольт и частоты от 150 до 500 кГц. Основные же отличия состоят в интервалах действия высокочастотного тока.
Для использования в плазморезе целесообразно использовать осциллятор для бесконтактного розжига дуги. Подобные элементы применяются для работы в аргоновых сварочниках. В них вольфрамовые электроды будут быстро затупляться если производить контакт с изделием. Включение в схему аппарата осциллятора позволит создавать дугу не совершая контакта с плоскостью детали.
Использование осциллятора позволяет существенно снижать потребность в дорогих расходных материалах и улучшать процесс резки. Правильно подобранное оборудование в соответствии с планируемой работой позволяет повышать ее качество и скорость.
Электроды
Электродам отводится немаловажная роль в процессе создания, поддержания дуги и непосредственной резки. В составе присутствуют металлы, позволяющие электроду не перегреваться и преждевременно не разрушаться при работе с дугой в высокотемпературных режимах.
При покупке электродов для плазмореза необходимо уточнять их состав. С содержанием бериллия и тория создаются вредные пары. Они подойдут для работы в соответствующих условиях, с надлежащей защитой работника, т. е. требуется дополнительная вентиляция. Из-за этого для применения в быту лучше покупать гафниевые электроды.
Компрессор и кабель — шланги
В конструкции большинства самодельных плазморезов включаются компрессоры и шланговые трасы для направления воздуха к плазмотрону. Данный элемент конструкции позволяет разогревать электрическую дугу до 8000°С. Дополнительной функцией является продувка рабочих каналов, очищая их от загрязнений и проводя удаление конденсата. Кроме этого, сжатый воздух способствует охлаждению компонентов аппарата при длительной работе.
Для работы плазмореза возможно применять обычный компрессор сжатого воздуха. Воздухообмен осуществляется тонкими шлангами с подходящими разъемами. На входе размещается электрический клапан, который регулирует процесс подачи воздуха.
В канале от аппарата к горелке размещается электрический кабель. Поэтому здесь необходимо размещать шланг с большим диаметром, в котором может разместиться кабель. Проходящий воздух несет и вентиляционную функцию, так как способен охладить провод.
Масса должна выполняться из кабеля с сечением от 5 мм2. Должен быть зажим. При плохом контакте массы переключение рабочей дуги на дежурную будет проблематичным.
Принцип работы устройства
Установка плазменной резки представляет из себя своего рода гибрид электросварки и газового резака – металл плавится электричеством, а расплав выдувается потоком газа.
Основной частью этого аппарата является плазмотрон. Внутри него находится медный электрод со стержнем из тугоплавкого металла – бериллия, тория, циркония или гафния. На конце головки находится сопло, формирующее поток плазмы. Сопло отделено от электрода изолятором. Рез производится обратной полярностью – электрод является анодом, а сопло и разрезаемый металл катодом.
Работает установка следующим образом:
- при включении агрегата на электрод и сопло подается напряжение от сварочного трансформатора;
- при помощи осциллятора между этими элементами возникает вспомогательная электрическая дуга, ограниченная добавочным сопротивлением;
- эта дуга разогревает газ, подаваемый в плазмотрон до 8000°С, что превращает его в плазму и увеличивает давление внутри головки;
- потоком воздуха или другого газа поток плазмы выдувается из сопла;
- при выходе из него плазма сжимается в узкий пучок, скорость которого может достигать 1500м/с, а температура 30000°С;
- при соприкосновении плазмы и разрезаемой детали ток начинает идти через массу трансформатора;
- токовое реле, установленное последовательно с деталью, отключает осциллятор и вспомогательную дугу.
Толщина разрезаемого металла зависит от силы тока сварочного трансформатора.
Информация! При токе более 100А плазмотрон и подходящий к нему кабель нуждаются в охлаждении проточной водой или другой охлаждающей жидкостью.
Внешний вид
Установка плазменной резки состоит из следующих частей:
- плазменный резак или плазмотрон, создающий поток плазмы;
- сварочный трансформатор, питающий плазмотрон;
- осциллятор или блок поджига дуги, подающий высокое напряжение в момент начала реза для формирования потока плазмы;
- компрессор для создания потока воздуха через плазмотрон;
- кабеля, соединяющие сварочный аппарат, плазменную горелку и разрезаемую деталь;
- шланги, по которым подается воздух или другой газ и, при необходимости, охлаждающая жидкость.
Плазменная головка внешне напоминает горелку для сварочного полуавтомата. К ней также подключаются кабеля и шланги, но из сопла вместо проволоки выходит поток плазмы, разогретой до 8000°С.
Как сделать плазморез своими руками
Основы плазменной резки понятны, конструкция плазмореза тоже ясна, можно приступать к его сборке. Кстати, для этого не нужны специальные чертежи.
Итак, что будет необходимо.
Нужно найти источник электроэнергии. Самый простой вариант – это сварочный трансформатор или инвертор. По многим причинам инвертор лучше. К примеру, у него стабильное значение тока, без перепадов. Он экономичнее в плане потребления электроэнергии
Обратить внимание придется на ток, который выдает сварочный аппарат. Его значение не должно быть меньше 250 ампер. Источник сжатого воздуха
Здесь без изменений – компрессор. Но какой? Основной параметр – давление воздуха. На него и надо будет обратить внимание. 2,0-2,5 атм. – будет нормально. Резак можно приобрести в магазине. И это будет идеальным решением. Если есть в наличии резак для аргонной сварки, то и его можно переделать под плазменную резку. Для этого из меди придется сделать насадку в виде сопла, которая вставляется в резак аргонной сварки. Комплект шлангов и кабелей, для соединения всех частей самодельного плазмореза. Опять-таки комплект можно приобрести в магазине, как единый соединяющий элемент.
Вот четыре элемента, с помощью которых собирается самодельный плазморез.
Вспомогательные элементы и материалы
На что еще необходимо обратить внимание, собирая аппарат плазменной резки своими руками. Как уже было сказано выше, основная характеристика плазменного резака – это диаметр его отверстия
Каких размеров он должен быть, чтобы качество реза было максимальным. Специалисты считают, что диаметр в 30 мм – оптимальный размер. Поэтому, покупая резак в магазине, нужно обратить внимание, есть ли в его комплекте сопло с таким отверстием.
К тому же надо подбирать сопло со значительной длиной. Именно этот размер дает возможность струе сжатого воздуха набрать необходимую скорость. От чего рез металла получается аккуратным, а сам процесс резки быстрым и легким. Но не стоит приобретать сопло уж очень большой длины. Такое приспособление быстро разрушается под действием высоких температур.
Что касается выбора электрода для плазмореза, то тут необходимо обратить внимание на сплав, из которого он изготовлен. К примеру, если в сплав входит бериллий, то это радиоактивное вещество
Работать с такими электродами долго не рекомендуется. Если в сплав входит торий, то при высоких температурах он выделяет токсичные вещества. Идеальный электрод для плазменной резки, в сплав которого входит гафний.
Поиск литературы, чертежей, моделей и прочих материалов
Сообщение от SladJhon: Помогите пожалуйста найти информацию, схемы, эскизы, чертежи раскроечных столов для машин термической резки. Начальник дал задание спроектировать (в целях экономии) и произвести своими силами. поиски в нете ни к чему не привели(((
По запросу «раскройный стол» неужели ничего не попалосьImage ImageImageImage
Если мы возьмём как пример обычный 12 метровый стол с шириной 2,5м, то нам понадобится изготовить примерно 12000 штырей (резка займёт примерно 12ч/ч, это при условии если мы плюнем на обработку торцов). На изготовления такого количества штырей при L=200, нам понадобится примерно 2,4 км материала, что примерно будет весить 4 тонны, если мы возьмём самую дешёвую сталь, то это нам обойдётся примерно в 2000 евро, ну а если чего-то не слишком поддающегося автогену, то это будет стоить уже около 10000 евро. Приваривать эти штыри надо по крайней мере на три жирные прихватки, иначе при работе они очень быстро поотлетают. На то чтобы заменить износившиеся штыри нам потребуется остановить работу машины почти на неделю. И так, подведём итог: Мы получаем циклические издержки с учётом недополученной прибыли, более чем 15000 евро. Два таких цикла и можно купить хороший керамический стол.
А что касается варианта со штырями из бимметала, я затрудняюсь прикинуть сколько это будет стоить, да ещё и с учётом авторских отчислений, думаю не как не меньше вышеупомянутого варианта. Да и вообще это алхимия какая-то, а автор патента, думается мне видел машину термической резки только на картинки и вообще не понимает как она работает. Мощная струя в которой происходит высокотемпературная реакция горения металла с обильным окислением, накроет эти штыри толстым слоем очень твёрдого шлака, который застынет раньше чем штырь начнёт распрямляться и на даст ему этого сделать. Да ещё лист может потерять устойчивость при загибании штыря и сместится, что приведёт к браку.
Что не говорите, но самое рациональное, это использование полос, нарезаются которые обычно из отходов.
SladJhon, если у Вас плазменная резка, возможно стоит присмотреться к резке на поверхности воды. Достоинства: 1. На порядок снижаются выбросы газообразных продуктов резки в атмосферу (многие полностью отказываются от местной вытяжной вентиляции) 2. Отсутствуют термические деформации элементов конструкции стола 3. Снижаются тепловые деформации раскраиваемых деталей 4. Упрощенная чистка стола от шлака (шлак в виде гранул, а не сплошной спекшейся массы) 5. Большая живучесть полос раскройного стола. Недостатки 1. Бо
льшая металлоемкость ванны по сравнению с традиционным столом. 2. Требуется качественная окраска конструкций ванны и кессона. 3. Неудобство в работе с мокрыми деталями. 4. В зимнее время необходимо поддерживать положительную температуру воды в ванне.
P.S. Чертежами не располагаю. Но видел на нескольких судостроительных заводах.
igorni
, правильней будет назвать не резка на поверхности воды, а резка под водой. Так как обрабатываемый лист всё же будет верным погрузить под воду полностью, так в принципе в подавляющем большинстве случаев и происходит. И подводной резкой может быть не только плазменная резка, но и любой другой вид термической резки и в принципе во всех случаях технология одна и та же, за исключением маленьких тонкостей.
Что касается пункта 1 (достоинства), то это неверно. Процесс термической резки, это реакция интенсивного окисления в струе кислорода или сжатого воздуха. Продуктов сгорания не может быть меньше чем при резке на открытом воздухе и без локальной вытяжки при интенсивных режимах резки не обойтись. На всех машинах подводной термической резки должна быть установлена мощная система удаления продуктов горения.
Подводная термическая резка, это отличный вариант, вот только существенным недостатком является более высокая стоимость оборудования и это не только стол. Оборудование для подводной термической резки стоит в 2,5-3 раза дороже. А производительность ниже примерно на 10%. Но зато качество деталей значительно выше, что приводит к существенному снижению стоимости последующей обработке деталей.
Pavel Samofalov, поскольку при подводной резке, оператор не может визуально наблюдать за процессом резки, то для подводной резки необходимы соответствующим образом адаптированные машины — с устройствами аварийного отсоединения и отключения резака при столкновении с деталями/отходами — устройствами позиционирования и отслеживания полжения резака под водой — плазменный резак с устройством инициации плазменной дуги под водой
Рекомендации по работе с аппаратами новичкам
Подобранный правильным образом аппарат и необходимый для сварки режим помогут осуществить работу без трещин и образования раковин даже с таким металлом как алюминий, являющимся достаточно капризным для проведения такого рода работ.
Сварка плазменная. Видео. Неопытные сварщики могут столкнуться в процессе сварки с чрезмерным разбрызгиванием металла из-за сильного давления пара. Начинающим сварщикам лучше подбирать такое оборудование, чтобы оно было с большим соплом и самым большим диаметром отверстия для работы.
Благодаря этому, давление пара будет не столь высоким, а факел одновременно сможет охватить и одну и другую кромки деталей, что увеличит вероятность получения качественного шва.
Отличия аппаратов прямого и косвенного действия
Имеются различные типы аппаратов, отличающихся принципами работы. В оборудовании прямого действия предполагается работа электрической дуги. Она приобретает цилиндрическую форму и непосредственно соединяется с газовой струёй. Подобная конструкция оборудования позволяет обеспечить высокую температуру дуге (до 20 000°С) и высокоэффективную охлаждающую систему для других компонентов плазмореза.
В аппаратах косвенного действия работа предполагается с меньшим КПД. Это определяет их меньшее распространение в производстве. Конструктивная особенность оборудования состоит в том, что активные точки цепи размещаются на особых вольфрамовых электродах или трубе. Применяются они чаще для проведения нагрева и напыления, но для резки практически не используются. Чаще всего применяются в ремонте автомобилей.
Общей чертой является присутствие в конструкции воздушного фильтра (продлевает срок эксплуатации электрода, обеспечивает быстрый запуск оборудования) и охладителя (создает условия для длительной эксплуатации аппарата без перерыва). Отличным показателем является возможность непрерывной работы устройства на протяжении 1 часа с 20-минутным перерывом.
Что нужно для плазмореза?
Наиболее простым вариантом сделать плазморез, будет изготовление устройства своими руками из инвертора. Он отличается достаточно простой конструкцией, работоспособностью и доступностью основных деталей.
Схема устройства плазмотрона.
Самодельное оборудование резки с помощью плазмы не оснащается ЧПУ. Данный факт можно отнести скорее к преимуществам, чем к недостаткам. Конечно, сделать два абсолютно одинаковых изделия будет практически невозможно. С другой стороны нет необходимости приобретать одну из самых дорогих деталей.
Кроме того не каждый квалифицированный специалист способен самостоятельно сделать подобный узел. Покупать же готовые детали – практически тоже самое, что и купить новый инструмент.
Чтобы собрать плазменный аппарат, понадобятся следующие элементы:
- компрессор для подачи газа под давлением;
- плазменный резак;
- инвертор;
- защищенный электрический кабель;
- шланги.
Эксплуатировать компрессоры необходимо с соблюдением ряда правил:
- работа в отрицательных температурах требует предварительного прогрева масла;
- следует регулярно менять воздушный фильтр;
- необходимо контролировать уровень масла;
- раз в полгода следует проводить полную очистку от посторонних примесей;
- по завершению работы делается сброс давления в системе.
Чтобы собрать плазменный сварочный инструмент своими руками, возможно использование простого компрессора сжатого воздуха. По тонким шлангам с соответствующими разъемами осуществляется воздухообмен. На входе устанавливают электрический клапан, регулирующий подачу воздуха.
Провод от устройства к горелке аппарата следует разместить в канале. Тут лучше размещать большой шланг, чтобы в нем мог поместиться кабель. Проходящий поток воздуха помимо своего прямого назначения будет также обеспечивать охлаждение провода.
Работа сварочного плазмореза требует силу тока, соответствующую величине, которая вырабатывается инвертором или трансформатором. Во втором случае установка получится громоздкой. Большой вес трансформатора в совокупности с баллоном или компрессором сделают аппарат немобильным.
Важным фактором является и низкий коэффициент полезного действия трансформатора, в связи с чем будет высокий расход электроэнергии при резке.
Плазменная сварка и резка.
Использование инвертора существенно проще, удобнее и выгоднее по расходам на электричество. В результате с использованием такого узла можно обеспечить приемлемую мобильность инструмента, способного резать металл толщиной до тридцати миллиметров.
Плазмотрон – второй по важности элемент данного приспособления. Этот узел отличается крайне сложным устройством
В связи с этим изготовить его самостоятельно практически невозможно, хотя чертежи подобной детали можно без труда найти в интернете.
Стоит отметить, что плазмотрон работает под высоким давлением и температурой. Если сделать что-либо неправильно, то он становится опасным. Собрать подобную деталь можно из уже готовых элементов, продающихся в специализированных магазинах.
Не стоит забывать и про рабочий газ. Изготавливая устройство резки плазмой, следует определиться с условиями его эксплуатации. В обработке черных металлов достаточным будет использование одного компрессора. Медь, титан и сплавы на основе меди потребуют азота, а алюминий – азота с водородом.
А как насчет взаимодействия
Удивительно слушать заявления некоторых умельцев, что для ЧПУ Ардуино не подходит, тем более, невозможен симбиоз mach3 arduino, якобы они не желают взаимодействовать.
Другие же уверены в противном: ардуину можно реализовать для ЧПУ при помощи трёх вариантов:
- Полностью автономный контроллер.
- Плата-интерпретатор отвечает за движения, но они рассчитываются на компьютере.
- Плата-транслятор (переходник) – выполняет роль виртуального ЛПТ-порта.
Многие пользователи в сети, у которых проблемная электроника, просят посоветовать им программу, чтобы станки под управлением таковой, могли работать чётко и бесперебойно. Фрезеры на станке призваны заготовку обрабатывать равномерно, выполняя сигналы программного блока.
Лазерный фрезер, даже сделанный своими руками, будет демонстрировать соблюдение всех параметров движения.
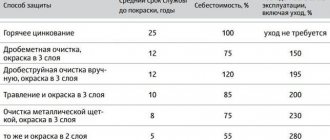
Средняя стоимость оборудования
Сегодня в магазинах представлено большое количество оборудования для ручной резки металлов, которые предлагаются по различным ценам. Причем на стоимость этих аппаратов будут оказывать влияние несколько факторов:
- тип оборудования;
- производитель;
- максимальная толщина необходимого реза;
- модель аппарата.
Избежать ошибок на этапе выбора инструмента для резки металлов можно при условии, что вы посетите несколько магазинов и сравните условия, на которых вам готовы продать это оборудование. Рассматривая различные модели плазморезов, сразу следует поинтересоваться ценами на комплектующие, без которых не обойтись, если придется выполнять ремонт этого оборудования. В среднем цены запасные части к плазморезам с учетом толщины среза находятся в следующем диапазоне:
- При толщине не более 30 мм – 150–300 тыс. руб.;
- При толщине не более 25 мм – 81–220 тыс. руб.;
- При толщине не более 17 мм – 45–270 тыс. руб.;
- При толщине не более 12 мм – 32–230 тыс. руб.;
- При толщине не более 10 мм – 25–20 тыс. руб.;
- При толщине не более 6 мм – 15–200 тыс. руб.
Что выбрать: трансформатор или инвертор?
За счет наличия особенностей и параметров аппаратов для проведения плазменной резки возможно разделить их на типы. Наибольшую популярность завоевали инверторы и трансформаторы. Стоимость аппарата каждой модели будет определяться заявленной мощностью и рабочими циклами.
Инверторы обладают малым весом, компактными габаритами и минимально потребляют электроэнергию. К недостаткам оборудования можно отнести повышенную чувствительность к перепадам напряжения. Не каждый инвертор способен функционировать в особенностях режима нашей электрической сети. Если выходит из строя система защиты аппарата, то необходимо обращаться в сервисный центр. Также инверторные плазморезы обладают ограничением по номинальной мощности – не более 70 ампер и малым периодом включения оборудования при большом токе.
Трансформатор, по традиции, считается более надежным, чем инвертор. Они даже при ощутимом падении напряжения теряют только часть мощности, но не ломаются. Это свойство определяет более высокую стоимость. Плазморезы на основе трансформатора могут работать и включаться в рабочий режим на больший срок. Подобное оборудование применяется в автоматических линиях с ЧПУ. Отрицательным моментом трансформаторного плазмореза будет значительная масса, высокое энергопотребление и размеры.
Наибольшее значение толщины металла, которое способен резать плазморез составляет от 50 до 55 миллиметров. Среднее значение мощности оборудования равняется 150 – 180 А.
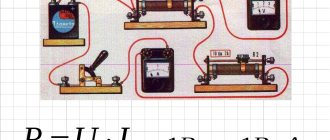
Схема плазмореза и ее работа
Как сделать плазморез хорошо показано на некоторых видео в сети. Там же можно найти и важные схемы, по которым собирается устройство. Чтобы прочитать обозначения, необходимы элементарные навыки электротехники и умение понимать условные обозначения.
Схема плазмореза обеспечивает в реальности возможность выполнения работы аппаратом. Происходит это следующим образом:
- Плазмотрон имеет кнопку пуска процесса. Нажатие кнопки включает реле (Р1), подающее ток на блок управления.
- Второе реле (Р2) пускает ток на инвертор, и одновременно подключает электроклапан, выполняющий продувку горелки. Поток воздуха высушивает камеру горелки и освобождает ее от возможных окалин и мусора.
- Через 3 секунды срабатывает третье реле (Р3), питающее электроды.
- Одновременно с третьим реле запускается осциллятор, ионизирующий воздух между катодом и анодом. Возбуждается дуга, называемая дежурной.
- Когда пламя подносят к изделию, подключенному к массе, зажигается дуга между плазмотроном и поверхностью, называемая рабочей.
- Реле геркона отсекает подачу тока, работающего на розжиг.
- Ведется резка или сварка материала. Если контакт с поверхностью был потерян (дуга попала на уже вырезанное место), то реле геркона снова срабатывает на розжиг дежурной дуги.
- После отключения кнопки на плазмотроне, любой вид дуги гаснет, а четвертое реле (Р4) запускает кратковременную подачу продувочного воздуха для удаления с сопла нагоревших элементов.
Для чего нужны шилды?
Использование шилдов позволяет значительно расширить функционал фрезера. Чаще всего их делают под форм-фактор платы. Можно одновременно применять и несколько шилдов. Спектр применения весьма широк:
- Обеспечение независимой работы от компьютера.
- Подключение периферийных устройств.
- Вывод информации на периферийные устройства непосредственно с «Ардуино».
- Одновременное управление большим количеством двигателей.
- Хранение и обработка объемной информации.
- Подключение к Wi-Fi.
- Подключение антенн мобильной сети.
- Воспроизведение музыки на «Ардуино» и др.
ВАЖНО . Во время подключения шилдов необходимо быть осторожным, чтобы не повредить плату «Ардуино».
Сборка плазменного резака
Схема плазменной сварки открытой и закрытой плазменной струей.
Для плазмотрона необходимо подобрать электрод, можно приобрести из тория, бериллия, циркония либо гафния. Такие материалы являются оптимальными для обеспечения резки воздушно-плазменного типа. На поверхности электродов в процессе резки возникают так называемые тугоплавкие оксиды, они не дают электроду разрушаться. При выборе следует помнить, что некоторые их этих металлов опасны для сварщика. Бериллий вызывает образование радиоактивных оксидов, а торий – токсичных. Лучше всего использовать гафний, он абсолютно безопасен для оператора.
При сборке внимание следует уделить соплу, при помощи которого формируется струя для резки. От диаметра сопла зависят характеристики струи, время резки, ширина резки
Лучше всего использовать изделия диаметром в 3 см, длина его должна быть значительной, чтобы рез получился более качественным и аккуратным. Однако брать слишком длинное сопло нельзя, оно быстро разрушается.
Для подачи воздуха конструкции необходим компрессор. Особенности работы резака предполагают, что использоваться будут газы для защиты и плазмообразования, при этом работа проводится при силе тока в 200 А, но не больше. Для функционирования устройства используется сжатый воздух, он необходим для охлаждения оборудования в процессе работы и для формирования плазмы. Такой вариант позволяет резать заготовки, толщина которых составляет 50 мм. Для промышленного оборудования сжатый воздух не используется, здесь применяются кислород, гелий, водород, аргон, азот, их смеси.
Для соединения источника питания, плазмотрона и компрессора применяется специальный кабель-шланговый пакет. Порядок сборки такой:
- Инвертор (или трансформатор) электрическим кабелем соединяется с электродом для создания дуги.
- Через шланг от компрессора подается сжатый воздух, он образует плазменную струю внутри плазмотрона.
Рабочий стол
Плазменная резка металла применяется для обработки листового проката довольно больших размеров. Стол должен иметь большие размеры и регулироваться по высоте. Для самодельного станка воздушно-плазменной резки достаточно размеров 1300х1300 мм или чуть больше. Как правило, в непрофильных мастерских более крупные листы не используются. Но при постройке станка своими руками чертежи можно изменить под конкретные потребности.
Платформа сваривается из профильной трубы (квадрат) 80х80х4 мм или 10х10х4 мм. Можно использовать и прямоугольный профиль, но квадрат получается дешевле, и варить его проще. Форма основания — обычный стол на четырех ножках. Каждая ножка должна быть оборудована винтовой системой регулировки высоты — для точного горизонтирования.
Рабочая поверхность стола — прямые параллельные ламели
Направляющие делаются из трубы диаметром 1 или 1,5 дюйма. На них установлены ролики на подшипниках, которые можно без труда выточить самостоятельно из мягкой стали. Станок плазменной резки металла с ЧПУ будет отличаться высокой производительностью только в том случае, когда подача и перемещение заготовок не будет вызывать затруднений.
Резак на основе трансформатора
Как и другие компоненты системы, источник питания собирают или дорабатывают своими руками. Подробная инструкция помогает легко справиться с этой задачей.
Схема устройства
В электрическую цепь аппарата входят такие узлы:
- сварочный трансформатор с выпрямителем;
- пусковое реле;
- осциллятор;
- резистор, понижающий напряжение вспомогательной дуги;
- кнопка запуска;
- контактор, деактивирующий изначальную дугу;
- компрессор с элементами управления.
На правильно составленной схеме должны отображаться все элементы вне зависимости от мест их расположения.
Какие детали будут необходимы
Помимо сварочного инвертора, для создания аппарата потребуются:
- Держатель со сменным стержнем. При силе тока до 100 А и толщине обрабатываемой детали до 5 см элемент изготавливают из меди. Держатель более мощного агрегата снабжают каналами для жидкостного охлаждения. Для розжига дуги оставляют расстояние в 2 мм между соплом и электродом. Главный стержень делают подвижным.
- Изолятор из фторопласта. По причине быстрого износа деталь является сменной.
- Корпус с соплом.
- Кабели: силовой и для розжига дежурной дуги.
- Шланги. В аппаратах с жидкостным охлаждением неизолированный провод находится в трубке, подающей воду к горелке. Также потребуется отдельный шланг для вывода газа в сопло.
Рекомендуем к прочтению Особенности настройки сварочной маски Хамелеон
Сборка плазменного резака
Работу начинают с переделки сварочного трансформатора. Количество витков обмотки выбирают с учетом будущих характеристик оборудования и разрезаемых деталей.
При толщине листа до 1,2 см, силе тока 50 А и напряжении холостого хода 20 В устанавливают такие значения:
- сечение сердечника – 107 мм²;
- число витков первичной обмотки – 225, вторичной – 205.
После переделки трансформатора подсоединяют другие элементы:
- Компрессор производительностью 140-190 л в минуту. Давление, создаваемое агрегатом, должно составлять более 4,5 бара.
- Кабели и шланги для объединения компонентов. Сечение питающего провода зависит от мощности плазмореза. При силе тока 50 А оно составляет 6 мм². Сечение провода для дежурной дуги – 1,5 мм². Рекомендованный диаметр воздушного шланга – 1 см.
- Осциллятор. При создании плазмореза из трансформатора в качестве этого блока можно использовать автомобильную систему электронного зажигания.
Воздушный шланг соединяют с отводом компрессора. Провод клавиши пуска подключают к управляющему блоку.
Особенности использования
При работе с резаком из трансформатора от сварочного полуавтомата тщательно соблюдают правила безопасности, что объясняется воздействием следующих вредных факторов:
- Брызг расплава. Под влиянием плазмы металл нагревается до экстремальной температуры. Воздушный поток выдувает его из линии разреза. Попадание брызг на некоторые материалы приводит к их возгоранию. Контакт расплава с кожей человека приводит к глубоким ожогам. Поэтому плазменную струю направляют в противоположную от сварщика и легковоспламеняющихся материалов сторону.
- Запыленности и загрязненности воздуха вредными газами. Металл при плазменной резке начинает гореть. Дым опасен для органов дыхания человека. Поэтому над рабочим столом устанавливают вытяжку. Мастер надевает респиратор.
- Яркого света. Плазмотрон является мощным генератором ультрафиолетового излучения, вызывающего ожог сетчатки глаза. Поэтому резчик надевает защитную маску, оборудует рабочую зону передвижным щитом.
- Температуры. Края полученных заготовок длительное время сохраняют тепло. Прикасаться к ним можно только в рукавицах после остывания деталей.
Направляющие и управление
Плазморез с ЧПУ своими руками практически ничем не отличается от заводского по возможностям. Режущая головка должна иметь возможность двигаться по трем осям. Мобильную раму можно без особого напряжения сделать своими руками. Купить придется только шаговые двигатели и экранированные кабели.
Защита кабеля необходима — сигнал от ЧПУ очень чувствительный и помехи даже от инвертора могут повлиять на работу системы. Если станок работает от трансформатора, то защита кабелей необходима вдвойне. Программный блок тоже подвержен влиянию посторонних электрических полей, установить его лучше всего в заземленном металлическом ящике. Схема простая, но очень действенная.
Купить двигатели, блок питания и остальные комплектующие для координатной системы можно в интернет-магазинах. Стоимость среднего по качеству набора из 5-ти двигателей, блока питания и контроллера (пятиосевого) составляет около 20 тысяч рублей (по ценам eBay). По сравнению со стоимостью заводского станка — цена мизерная.
Ходовые винты, концевики и прочие принадлежности тоже придется покупать. В качестве концевых выключателей можно использовать автомобильные датчики Холла. Они на порядок дешевле стандартных промышленных, хотя по надежности и действенности находятся на одном и том же уровне.
Платы управления можно смонтировать и самостоятельно, если есть навыки работы с паяльником и некоторые познания в электронике. Но дешевле и быстрее будет воспользоваться заводской сборкой, например AVR ATmega16 или аналогами. По цене они вполне доступные, а по работоспособности — вполне уместны на станках промышленного уровня.
Сложность схемы и настройки управления делает уместным покупку готовой системы. Адаптировать ее под готовый рабочий стол и плазморез достаточно сложно, лучше поступить наоборот — сначала приобрести систему управления, а затем разрабатывать и реализовать исполняющие механизмы. Это будет оправданным в любом случае.