Особенности гибки металла
Качество изделий, полученных при помощи этого метода обработки металла, зависит от применяемой технологии гибки. Для различных вариантов существуют свои технологии:
- одноугловая (V-образная гибка);
- двухугловая (П-образная гибка);
- многоугловая;
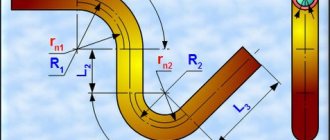
- радиусная, при помощи которой получают изделия типа хомутов, петель и т.п.
Применяемые при гибке металла усилия небольшие, поэтому выполняют этот процесс чаще всего в холодном состоянии. Гибку листов из малопластичных металлов, таких как дюралюминий, титан и его сплавы, высокоуглеродистые сплавы, в состав которых входит большое количество марганца и кремния, а также заготовки толщиной 12-16 мм производят после предварительного нагревания.
Гибка чаще всего сочетается с другими методами обработки листового металла: резкой, вырубкой, пробивкой. В случае изготовления сложных металлических изделий применяют штампы, которые рассчитаны на несколько переходов. Особым случаем гибки является гибка с растяжением. Такой вариант подходит для создания узких и длинных деталей с большими радиусами гибки.
При проведении гибки листового металла могут использоваться в зависимости от размеров и видов заготовок:
- горизонтально-гибочные машины (кузнечные бульдозеры);
- вертикальные листогибочные прессы (с гидравлическим или механическим приводом);
- горизонтальные гидропрессы с двумя ползунами;
- трубогибы и профилегибы;
- универсально-гибочные автоматы.
В некоторых случаях даже применяется гибка стали при помощи энергии взрыва.
Листогибочные машины отличаются сниженными скоростями деформирования, невысокими показателями потребления энергии, увеличенными размерами штампового пространства. При помощи таких машин исходный металл подгоняется под все заданные параметры, в результате чего получается изделие с нужной конфигурацией. Для деформации оцинкованного материала могут применяться даже ручные гибочные станки, которые можно встретить в частных мастерских.
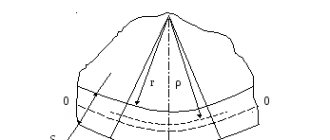
Технология гибки достаточно простая, но баланс деформаций и напряжений в заготовке определить довольно трудно. Во время изгиба в металле появляются напряжения – сначала упругие, а потом пластические. Деформация во время гибки неравномерная: в углах она самая интенсивная, а у торцов заготовки практически незаметная.
При гибке тонколистового металла внутренние слои сжимаются, наружные слои растягиваются. Линию, разделяющую эти слои, называют нейтральным слоем, этот слой не меняет своей первоначальной длины при изгибе заготовки. Такая линия не проходит по середине сечения подвергаемой изгибанию заготовки. Точное определение ее местонахождения – одно из главных условий бездефектной гибки.
Во время гиба металлопрокат получает такие искажения, которые необходимо учитывать при разработке технологического процесса штамповки:
- самопроизвольное изменение конечного угла гибки (распружинивание/пружинение);
- изменение толщины (это касается заготовок из толстых листов);
- появление линий течения металла;
- образование складок на металлическом листе.