Способы лужения кузова авто
Ремонтные работы, предполагающие правку кузова автомобиля, редко обходятся без специальных операций, связанных с лужением металлических деталей. Пайка кузова оловом – распространённая процедура, требующая умелого владения техникой работы с паяльным инструментом. При её проведении расплавленный припой сначала наносится на соединяемые детали, а затем за счёт диффузии сплавляется с металлом заготовок.
После затвердевания устанавливается надёжный контакт листовых элементов кузова между собой. К специфике операций лужения следует отнести и то, что температура плавления припоя заметно ниже, чем тот же показатель для соединяемых металлов.
Отличия от сварки
Неподготовленному человеку очень сложно увидеть разницу между сваркой и пайкой, ведь соединительный шов практически не имеет визуальных различий. Между тем, принципы действия данных технологий кардинально отличается. Итак, чем отличается сварка металлических деталей от паяния?
Основное отличие заключается в воздействии на поверхность. При сварке на заготовку воздействует электрическая дуга, возникающая при разрыве замкнутой цепи. Под действием высокой температуры создается зона расплава, в которой перемешиваются базовый металл и флюс. При застывании образуется сварочный шов. При пайке зона соединения состоит исключительно из легкоплавкого припоя, без фракций основного изделия. Температура плавления расходных материалов недостаточна для изменения агрегатного состояния заготовок.
Для выполнения сварочных работ необходимо дорогостоящее оборудование, которое зависит от типа сварки. В некоторых случаях необходимы вспомогательные приспособления, такие как подающий механизм для полуавтоматических аппаратов. Оборудование для запаивания отличается простой и низкой стоимостью. Этим и обусловлена популярность пайки при выполнении восстановительного ремонта в домашних условиях.
Вот чем сварка отличается от пайки. Несмотря на массу достоинств, рассматриваемая технология не получила должного распространения, ввиду низкой прочности на отрыв. Для надежного крепления детали стыкуют с перекрытием по плоскости.
Назначение и преимущества
Лужение металла оловом применяется в следующих отраслях промышленности:
- Электроника и радиотехника. Олово защищает платы от коррозии.
- Авиация и машиностроение. Многие элементы конструкции станков и летательных аппаратов подвергают обработке.
- Кабельно-проводниковая. Помимо резиновой изоляции олово предохраняет металлические проводники от воздействия серы, которая содержится в резине и пластике.
- Пищевая. Практические все кухонные принадлежности, имеющие отношение к приготовлению пищи, защищают с помощью специального пищевого олова, которое не несет угрозы для здоровья человека. Также оловом покрывают емкости, предназначенные для изготовления консервов: это увеличивает срок их хранения – многие солдаты срочной службы помнят советскую тушенку пятидесятых годов, которая до недавних пор находилась на военных складах как неприкосновенный запас.
Оловянное покрытие используют в качестве средства предварительной обработки подшипников перед их заливкой баббитом. Также лужение – неотъемлемая часть технологической цепочки выполнения беззазорного соединения, которое называют фальцевым швом.
Однако наибольшую популярность технология лужения приобрела в качестве средства для предварительной подготовки перед пайкой. Это обусловлено следующими причинами:
- Производительность. Современные технологии позволяют выполнить лужение большого числа элементов за короткий промежуток времени – недаром его активно применяют на массовом производстве.
- Надежность. Химическая инертность олова обеспечивает надежную защиту от влаги, солей и органических кислот.
- Стойкость покрытия. Олово и его сплавы обладают высокой адгезией к любой к металлической поверхности. Пластичный слой не разрушается под действием механической обработки детали.
- Термостойкость. Луженое покрытие выдерживает значительные перепады температур.
ГОСТ 17325-79. Пайка и лужение: основные термины и определения
Данный межгосударственный стандарт устанавливает четкие термины и определения, которые надлежит применять в технической документации. Он охватывает все сферы рассматриваемых технологий: от общих понятий до дефектов соединений.
Алфавитный указатель терминов переведен на английский и немецкий языки.
Стандарт имеет статус действующего.
Лужение – это процесс, считающийся предшествующим пайке. После обработки на поверхности образуется тонкий слой олова.
Сферы применения
Различные виды припоев востребованы в разных областях и отличаются по своим физическим свойствам и полезным характеристикам:
- Состав припоя ПОС-18, помимо олова и свинца, содержит такие элементы, как сера, железо, алюминий и т. д. Температура расплава этой смеси составляет от 180 до 285 градусов. В основном сплав используется в жидком виде, при этом обладает некоторыми достоинствами: сниженным уровнем хрупкости, устойчивостью к влиянию влаги. Из недостатков можно отметить наличие свинца и отсутствие серийного производства вещества. Области применения – лужение отдельных частей кузова автомобилей, пайка элементов радиоустройств, использование в ремонте отопительных систем.
- Одинаковым процентным содержанием свинца и олова отличается состав ПОС-50, но также в него входят примеси железа, меди, висмута, цинка и даже мышьяка. Полученный металл обладает высокой текучестью, электропроводностью и хорошими теплопроводящими качествами, однако не подходит для ручной пайки из-за быстрой кристаллизации. Припой этого типа можно применять для обработки швов в деталях, требующих максимальной герметичности, к примеру, в системных блоках ПК небольшой мощности, измерительной технике.
- Для ремонта бытовых устройств больше подходит состав ПОС-30, относящийся к мягким сплавам, обладающий высокой твёрдостью и тёмным цветом. Основное его преимущество – возможность пайки мелких элементов из-за малого сопротивления, а в некоторых случаях – замена вышедших из строя дорогостоящих деталей. Состав применяется и для лужения цинкового листа.
- Припой ПОС-90, в составе которого 90% олова и только 10% свинец, подходит для ремонта медицинской аппаратуры и реставрации пищевой посуды.
Паять при помощи оловянного сплава можно разные металлы:
- Если это нержавеющая сталь с содержанием хрома, никеля и титана, то вид припоя будет зависеть от условий работы. В сухом помещении применяются составы с добавлением хрома и никеля, при высокой влажности в них должно входить серебро с минимальным количеством никеля.
- Для создания украшений из серебра паять этот металл оловом допускается, но делать это нужно очень аккуратно, применяя для паяльника тонкое жало.
- Что касается никеля, его тоже можно паять оловянными припоями, когда нужно получить отдельные детали приборов и систем, применяющихся в химической промышленности.
- Для прочных соединений изделий из чугуна, включая монтаж трубопроводов разного назначения, используется оловянный припой с добавлением латуни или никеля.
- Посредством припоя оловом можно проводить ремонт топливного бензобака автомобиля при его небольших повреждениях, и для этого не надо заливать в него воду.
Особый вид припоя ПОССу состоит из олова, свинца и сурьмы и нашёл применение в ремонте холодильников, автомобильных цепей, любых изделий с цинковым покрытием.
Подготовка изделий
Чем чище будет поверхность металла, тем прочнее к ней прикрепится припой. Поэтому в зависимости от требований к самой заготовке используются разные способы подготовки к лужению металла.
Первый способ – это очистка поверхности металла щетками. Обычно таким инструментом снимается окалина и ржавчина. Сначала изделие промывается водой, а затем щеткой вычищается. Нередко на этой стадии применяют известь, песок, пемзу.
Следующий способ подготовки к лужению заключается в шлифовании металла шкурками и дисками. Этот этап является доработкой изделия, то есть, доведение его поверхности до максимальной ровности.
Применяют обезжиривание с помощью натриевых составов: едкий натр – 10-15%, фосфорнокислый натрий – 10-15%, углекислый натрий – 10-15%-ный раствор. Добавим, что химические растворы перед использованием надо нагреть до 50-80С.
Применяют также травление. Для этого используют серную кислоту.
Способы нагревания
Существует несколько способов нагрева расходных материалов. В домашних условиях наиболее часто применяют следующие приспособления:
- Паяльник. Применяют для выполнения работ, характеризующихся относительно низкой температурой. Максимальное воздействие не превышает 400 Сº. Современные модели оснащены механизмом для регулировки температуры. Выпускают паяльники аккумуляторного типа питания. Идеально подходит для работы с золотом и прочими мягкими металлами.
- Горелка. Различают газовые и плазменные модели. Они используют один вид топлива – природный газ, а отличаются лишь величиной пламени. Они работают в высокотемпературном режиме, что позволяет спаивать тугоплавкие металлы. Недостаток горелок заключается в сложности регулировки температуры пламени.
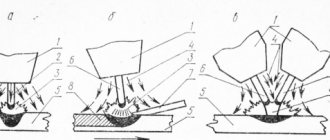
Заплатка своими руками на кузов автомобиля припаянная с помощью припоя и паяльника
Второй вариант установки заплатки можно отнести еще к эре советских автолюбителей, когда в ходу было лужение чайников и тому подобные вполне бытовые процедуры на первый взгляд. Сварочные автоматы тогда были редкость, да и обычные трансформаторные сварочники были не у всех, а дырки образовывались с незавидной частотой. Так что выход искать надо было, и он был найдет. Пайка металла с помощью мощного паяльника и припоя, вот что может ликвидировать отверстия в кузове прогнившего авто. Как и для пайки, здесь нам необходим будет флюс для пайки.
Его роль заключается в создании вокруг места для пайки защитной пленки, которая будет препятствовать быстрому окислению, тем самым улучшая качество соединения припоя и металла, который мы паяем. Для этого прекрасно подойдет паяльная кислота. Последнюю можно приобрести в радиомагазинах. Теперь о паяльнике. Мощности обычного паяльника вроде 25-40 Ваттного паяльника явно не хватит для того чтобы разогреть металл и припой. Здесь нужен паяльник на 1 КВатт или около того. Можно использовать паяльник разогреваемый на паяльной лампе или вовсе газовую горелку. Припой лучше взять твердоплавкий, работать с ним будет несколько сложнее, но зато его стойкость тоже будет повыше. Отверстия очищаем от ржавчины и грязи. а края до металла.
Если отверстия маленькие, то их просто можно постепенно «затянуть» припоем, от краев к центру. Вначале припой наносится на края, а потом наращивается к середине отверстия.
Далее зачистить и шпаклевать.
Если отверстие большое, то можно использовать жестяную пластину, например от консервы. Пластина припаивается к краям отверстия.
Далее вдавливается чуть внутрь и шпаклюется.
Классификация латунных сплавов
Латунь бывает двойной либо многокомпонентной. В первом случае в состав входит только медь и цинк, повышающий твердость сплава. В роли других компонентов, улучшающих его физические, химические характеристики, выступают алюминий, железо, кремний, марганец, никель, олово, свинец и другие элементы. По этой причине необходимо заранее точно узнать состав латуни, это поможет определить способ, а также специфику пайки.
Латунь классифицируется по химическому составу:
- Двухкомпонентная (двойная, простая). Она состоит только из меди и цинка. Процентное соотношение этих компонентов может быть различным. Эти составы маркируются буквой «Л» и числом, всегда указывающим количество меди. Например, Л90 содержит от 88 до 91% меди, на долю цинка приходится 8,8-12%. Примеси есть, но их количество минимально — около 0,2%.
- Многокомпонентная (специальная). Эта латунь имеет большое количество ингредиентов, повышающих коррозионную стойкость сплава, его прочность, твердость. Его маркируют по-другому: к букве «Л» добавляют еще одну, означающую легирующий элемент, появляется еще одна цифра — процентное содержание легирующего металла. Например, ЛА77-2 — латунь алюминиевая, она содержит 77% меди, около 2% алюминия, а остальное — цинк. Все подобные сплавы называют в «честь» легирующего элемента: железистая, кремнистая, никелевая, марганцовистая, свинцовистая и т. д.
Флюсы
Его – защита контактной поверхности от оксидной пленки. Качественный флюс должен удалить следы ржавчины перед работой, а также препятствовать появлению свежих следов коррозии. Они отличаются по следующим параметрам:
- Химическая активность.
- Температура нагрева.
- Содержание воды в составе (водные/безводные).
- Форма выпуска (паста, гель, жидкость).
Наиболее популярными флюсами являются:
- Борная кислота;
- Бура (натриевая соль борной кислоты);
- Канифоль;
- Ортофосфорная кислота;
- Хлорид цинка.
При необходимости можно изготовить кислоту для пайки своими руками.
Особенности
Такой металл, как олово, известен человеку с древности, его свойства позволили применять его для изготовления оружия и инструментов. Благодаря олову появилась бронза, из которой стало возможным создавать самые разные бытовые принадлежности, а также ювелирные украшения.
Данный элемент обладает многими интересными характеристиками, среди которых:
- высокая степень ковкости, посредством давления, за счёт хорошей пластичности и устойчивости к деформации;
- лёгкая плавкость, температура плавления – 231,9 градуса, что даёт возможность делать сплавы с другими металлами;
- плотность элемента сходна с плотностью железа;
- металл способен закипать при существенно высоких температурах и долго находиться в жидком виде;
- в состоянии кристаллизации олово обладает серебристым цветом с характерным металлическим блеском;
- также изделия из этого химически чистого вещества при воздействии низких температур могут трансформироваться в порошок серого цвета.
Из всех свойств олова, пожалуй, самым важным является его плотность, поскольку она позволяет использовать металл для создания различных сплавов.
Не секрет, что олово применяется для припоя всевозможных частей и микросхем радиоэлектронных приборов, и оно, действительно, идеально для этого подходит, поскольку хорошо плавится, но из-за высокой стоимости состав, основой которого является это вещество, дополняется разными присадками.
Олово для пайки чаще всего включает свинец, но также для этого используются никель, кадмий, серебро, цинк, медь и сурьма. Добавки выбираются в зависимости от металла деталей, которые должны сохранять целостность. Поэтому вещество соединяют с элементами, дающими определённую температуру плавления.
В России особенно востребованным составом для припоя является сплав олова и свинца (ПОС) – это мягкие сплавы с плавлением при 300 градусах.
Выпускается паяльное олово в виде специальной пасты, прутков, шариков и проволоки.
Лужение сварных швов и металла кузова
Автор темы Vityok, 29.11.2004, 11:56
- 5 страниц
- Авторизуйтесь для ответа в теме
#61 D.E.M.O.N
- Пользователи-2
- 2 417 cообщений
- 15
- Offline
- Карточка
- ЛС
Сообщение добавлено 18.11.2010, 22:24
Это называется «Я с детства трудности люблю». Все что угодно, но только не антикор в скрытые полости!
Ага, но облудить получится деталь только с одной стороны — внешней. Если облудить ее с двух сторон, то потом ее не получится нормально приварить. В местах сварки олово потечет и там останется голое железо — очаг будущей коррозии. Если сажать на болты, или что тут еще предлагали, то все равно металл в месте крепления деформируется, счищая олово, да и отверстия сверлить все-же нужно.
В общем как ни крути, а антикорить придется.
- ∧
- Полное редактирование
- Быстрое редактирование