Процедуру литья алюминия можно провести в домашних условиях. Существует множество разных методик, обладающих своими плюсами и минусами, поэтому иногда сделать выбор может быть непросто, именно в этой статье будет разобран вопрос: «Как совершить литье алюминия в домашних условиях?».
Интересный факт, что алюминий является самым популярным металлом в мире. Он широко используется для промышленных производств различных сфер жизни. Не обошел он стороной и различные домашние производства. Чем же обусловлен такой большой спрос? Небольшой вес и отличные характеристики, легко подается ковкости, является пластичным металлом. Но несмотря на обширный спектр методик обработки, этот вопрос иногда создает трудности. Например, изготовление формы иногда оказывается непосильной задачей.
Для начала следует вспомнить некоторые свойства алюминия. Он плавится при температуре 660 градусов, а его температура кипения – 2500 градусов. Главная особенность, на которую стоит обратить внимание – чрезвычайно быстрое окисление в случае контакта с воздухом. Зная свойства алюминия можно заниматься его литьем даже дома, многие люди самостоятельно создают различные устройства, помогающие в этом деле. Но большее количество проблем возникает именно на моменте изготовления формы для заливки.
Как отлить алюминий дома?
Технология домашнего получения алюминия практически идентична промышленным способам. Поэтому при отливе требуют использовать заводские методы с небольшими поправками на масштабы производства и домашние условиях. Наиболее распространенная технология лить алюминия дома – использование форм.
Пресс-форм для литья алюминия
Учитывая все вышесказанное, требуется подобрать необходимое оборудование (печь для лома алюминия) и соорудить форму для литья (как сделать будет рассмотрено позже).
Сам процесс будет состоять из нескольких этапов:
- Очищение лома от грязи, примесей и различных наполнителей, которые могут повлиять на конечную чистоту сплава. На этом же этапе требуется измельчить алюминий до малого размера.
- Проводится процесс плавления при помощи заранее подобранного способа. Полное расплавление металла позволяет убрать из массы металла все ненужные добавки. А также на этом шаге подбирается формовочная смесь.
- Последним шагом станет добавление алюминия в подготовленную форму для плавления. Далее, следует дождаться затвердевания массы и после этого можно освобождать сплав от формы.
На этом процесс литья будет завершен. На протяжении всей процедуры следует соблюдать правила безопасности при работе с раскаленным металлом.
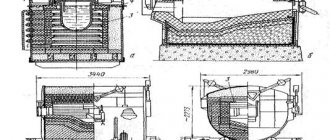
Ревербационный плавильный тигель
Ревербационный плавильный тигель служил эталоном в алюминиевом производстве практически с самого первого дня. Вариации в исполнении невозможно перечислить, также как и все виды лома, подвергавшиеся переработке. Некоторые модели данного устройства являются стационарными моделями, моделями наклонного типа, передней загрузки, вертикальной загрузки, а также многокамерными моделями. Каждая из перечисленных моделей имеет свои сильные и слабые стороны.
Плавильная печь передней загрузки
Сушильный под передней загрузки (рисунок 3) – печь с передней или фронтальной загрузкой представляет собой устройство, оснащенное дверкой по всей ширине печи для обеспечения полного доступа вовнутрь печи. Загрузка производится автопогрузчиком или, что более распространено, при помощи специальной загрузочной машины. Преимуществом данного типа устройства принято считать возможность полной выгрузки печи при непрерывной работе, а также способность работы с максимально высокой производительностью. Слабым местом печи является то, что необходимо произвести несколько операций загрузки для полного ее заполнения по причине внутренней геометрии печи. Данная печь подходит крупным и средним производителям под различные спецификации выплавок.
Рисунок 3 – Плавильная печь передней (фронтальной) загрузки
Плавильная печь вертикальной загрузки
Вертикальная загрузка (рисунок 4) – печь с верхней (вертикальной) загрузкой представляет собой устройство со съемной крышкой для обеспечения полного доступа вовнутрь печи. Загрузка производится с помощью козлового крана и загрузочного ковша. Преимущество данного типа модели составляет возможность ее полной загрузки за очень короткое время. Печь разработана с учетом ее полной выгрузки после каждого плавильного цикла, с возможностью легкой смены выплавок. Слабой стороной данной печи является потеря ею тепла при демонтаже крышки, что требует особого контроля последовательности операций по загрузке и плавлению.
Данная модель хороша для крупных переработчиков алюминия, под большие объемы, для переработки самого разнообразного лома/скрапа.
Рисунок 4 – Плавильная печь вертикальной загрузки
Многокамерная плавильная печь
Многокамерная плавильная печь (рисунок 5) представляет собой комплекс из различных камер, разработанных под специальные задачи по физическому изменению перерабатываемого лома. Загрузка камер производится разными способами, включая подачу через приемник, а также загрузку через основной портал.
Рисунок 5 – Многокамерная плавильная печь
Печь с подачей через приемник включает в себя внешний приемник для подачи загружаемого сырья. Стандартный набор перерабатываемых материалов включает в себя экструзионный скрап, стружку и обрезки, пакетированный лом, а также материал с невысокими параметрами веса и невысокую относительную плотность. Данный вид сырья требует быстрого погружения ниже уровня тигля во избежание окисления и потерь металла.
Данный тип печи рекомендован для использования в производстве ограниченного количества выплавок со стандартной рецептурой сплава. Сложность многопрофильного применения состоит в ограниченной возможности смены рецептуры в данной модели печи. Модель может представлять собой различную комбинацию камер, в зависимости от предполагаемого сырья и доступной площади для размещения печи .
Подготовка материалов для литья
На первом этапе требуется подготовить алюминиевый лом. Важно понимать, что алюминий бывает разных видов, например, если взять проволоку, то может попасться та, что очень легко гнется, а можно выбрать практически не поддающуюся физическому воздействию.
Если вы собрались заниматься литьем алюминия, то выбор следует остановить на той, что более мягкая, именно такой материал содержит малое количество оксидов.
Второй этап заключается в подборе гипса. Именно из него изготавливается форма, если работы идут на дому. Наиболее выгодная марка – гипсовая. Однако стоимость такого продукта довольно высока и найти его бывает непросто, поэтому допускается использование белого гипса.
Его покупка возможна в любом магазине строительных материалов. Но остерегайтесь такого материала, как алебастр. Он крайне похож на гипс и именно его может посоветовать продавец в качестве замены, однако, для наших целей его применение невозможно.
На третьем этапе нужно подобрать воск, именно он является лучшим вариантом для литья деталей малого размера. Чистый воск стоит довольно дорого и его покупка возможна лишь в больших объемах, что не имеет никакого смысла, поэтому лучше всего приобретать обычные свечи, неважно какого вида. Именно при помощи их и будет происходить изготовления пресс форм.
Последнее, что нам понадобится это емкость для растапливания алюминия, сделанная из чего-то прочного, ведь ей предстоит выдержать нагревание до высоких температур. А также нельзя обойтись без главного – источника температуры.
Для этого можно использовать что угодно, хоть газовый горн, хоть самодельную печь, это неважно. Все, что нам требуется – достичь нужной температуры.
Литье алюминия в домашних условиях от формы до плавки
Заливка строительного гипса в формочку
Большое количество гипса замешивать не стоит. Его должно хватить на половину формочки. Но перед тем как его замешать, форму требуется смазать изнутри. Для этого подойдёт любая густая смазка вроде солидола или литола.
Сначала формочка заливается до половины.
ФОТО: YouTube.comФорма заполняется наполовину, после чего немного разравнивается
Теперь в гипс нужно уложить и немного притопить деталь, вылепленную из пластилина. Деталь должна быть притоплена до верхнего уровня гипса. Теперь остаётся ждать, пока алебастр подсохнет. После этого в нём делаются небольшие заглубления при помощи сверла. Впоследствии они не дадут частям опалубки сдвинуться по отношению друг к другу.
ФОТО: YouTube.comОтверстия необходимы, чтобы части формы не сдвинулись по отношению друг к другу
Снова в ход идёт смазка. Она наносится на всю горизонтальную поверхность. Теперь можно снова замешать гипс и долить до верха. Форма для отливки практически готова.
ФОТО: YouTube.comСмазка не даст половинкам формы слипнуться
Изготовление форм для литья
В домашнем производстве невыгодно использовать промышленные пресс-формы для литья алюминия. Процесс получится сложным и дорогим, да и сами приборы занимают очень много места.
Для того чтобы алюминий принял нужную форму, можно прибегнуть к использованию земли или изготовлению формы самостоятельно. Под первым вариантом предполагается, что пользователь должен вырыть яму определенно формы, в которую и будет производиться заливка алюминия.
Но мы пойдем другим путем и изготовим формы своими руками. Для этого можно использовать пенопласт, из которого просто вырезается нужная форма. Литье алюминия в пенопласт является безопасным и эффективным.
Литье алюминия по газифицируемым моделям
А также можно использовать гипс или цемент, но использование второго способа нецелесообразно, так как форма будет иметь только прямоугольный вид. При помощи гипса можно создать любую конфигурацию.
Общая информация #Литье металлов_иннов_описание
2.1 Описание назначения #Литье металлов_иннов_назначение
Литьём под давлением изготавливают:
- детали автомобильных двигателей (в том числе алюминиевые блоки, детали карбюраторов);
- детали сантехнического оборудования;
- детали бытовых приборов (пылесосы, стиральные машины, телефоны);
- детали приборов
- детали кораблей
- детали самолетов
- детали для аэрокосмической промышленности
- детали автомобилей
- корпуса электродвигателей
- детали для энергетической промышленной
- деталей для централизованного отопления квартир и домов
Также литьё под давлением используется при производстве компьютеров, смартфонов и прочей электроники.
Практически любую деталь из алюминия можно отлить на машинах литья под давлением. Поскольку при литье под давлением можно получить детали с высокими допусками по пористости и плотности изделия.
2.2 Используемые материалы #Литье металлов_иннов_материалы
Способ литья под давлением применяется для сплавов цветных металлов (на основе цинка, алюминия, меди, магния, сплав олово-свинец) из-за их низкой температуры плавления, а также для некоторых сталей.Важнейшее свойство металла, который предполагается использовать для литья, – его текучесть. Сплав в расплавленном виде должен максимально легко перетекать из одного тигля в другой, заполняя при этом его мельчайшие выемки. Чем выше текучесть, тем тоньше стенки можно сделать у готового изделия. С металлом, который растекается плохо, намного сложнее. В обычных условиях он успевает схватиться значительно раньше, чем заполнит все промежутки формы. Именно с этой сложностью промышленники сталкиваются, когда выполняют литье сплавов металлов.Наиболее востребованными в промышленности являются металлы, имеющие низкую температуру плавления, так как их производство менее затратное. Чем ниже температура плавления материала, тем легче производится его отливка.
2.3 Описание технологического процесса #Литье металлов_иннов_процессы
Современное литейное производство кроме традиционной технологии заливки жидкого металла в песчаные формы применяют и другие высокотехнологичные, производительные способы литья:
- вакуумный;
- центробежный;
- под давлением;
- центробежный;
- оболочковый;
- многократный;
- ртутный;
- по выплавляемым моделям;
- электрошлаковый.
Чаще всего сегодня в промышленных масштабах используются следующие технологии производства:
- в металлические формы (коколь);
- статическое литье;
- отливка под давлением;
- в оболочковые формы;
- в выплавляемые модели.
Отливка под давлением
- Первый этап, это раскрытие пресс-формы и смазка. Это необходимо для того, чтобы готовая отливка легко отходила от полостей пресс-формы и металл в поршне не застывал до того, как он будет запрессован. Также образуется пленка, которая помогает стабилизировать температуру и защищает поверхность пресс-формы, что увеличивает срок службы оснастки.
- Второй этап, это смыкание пресс-формы. Усилие смыкания пресс-формы эта та характеристика, которая по современной классификации дает название всей машине, то есть например если у машины литья под давлением название C300D, то ее усилие смыкания 3000 кило-Ньютонов или 300 тонн и она является аналогом машины литья под давлением 711А08 по Советской классификации. Другими словами такая машина способна сдержать металл, который создает усилие, стремящееся раскрыть пресс-форму в триста тонн.
- Третий этап, это заливка металла в поршень. После смазки пресс-формы и поршня рабочий зачерпывает из печи необходимое количество металла и заливает его в горловину поршня.
- Четвертый этап, это запрессовка металла. Поршень под воздействием пневматики, в которую как правило закачан азот, совершает поступательное движение и закачивает метал в камеру прессования.
- Пятый этап, это снятие готового изделия.
2.4 Серийность (#Литье металлов_иннов_серийность)
Данный метод изготовления заготовок отличается высокой производительностью. Но иногда чтобы переналадить линию для выпуска новой заготовки требуется вложить значительные средства, так как оборудование и оснастка очень дорогие (литье металлов под давлением).
Самодельные печи
К печам, в которых будет расплавлен алюминий, не предъявляется практически никаких требований, нужно достичь температуры 600 градусов и все. Необходимость печи возникает из-за того, что открытый огонь не обеспечивает такой температуры, именно поэтому приходится создавать закрытое пространство, разогретое до такой температуры.
Можно изготовить печь из старых кастрюль. Делается это довольно просто: нужно взять кастрюлю с проделанным сбоку отверстием для воздуха, подавать воздух (например, при помощи шланга от пылесоса), в устройство закладывается уголь и поджигается, начинается подача воздуха для удерживания пламени, емкость обкладывается углем со всех сторон и для выхода дыма немного открывается крышка.
Независимо от формовки изделия, температура во всей печи будет находиться на одинаковом уровне.
Отличным вариантом будет использование газовой горелки.
Горелка газовая
Следует знать, что такой способ возможно использовать при отливке небольших штучных изделий. Печь можно соорудить при помощи двух консервных банок, вставленных друг в друга. При таком использовании нагревается только нижняя емкость, а наружная выступает в качестве оболочки, удерживающей тепло. Конструкция может быть прикрыта крышкой для отвода продуктов горения.
Второй этап
Обжиг заготовки в муфельной печи. Устанавливаем режим обжига в 350 градусов, необходимо 5 или 6 часов для обжига. По прошествии шести часов вынимаем форму из печи. В данном случае охлаждение не требуется. В печь отправляем плавиться алюминий. Алюминий используется марки АЛ- 9. Это самая подходящая марка алюминия, отлично подходит для отливки изделий. Дно ведра наполняем песком и ставим туда горячую форму. На отверстие для литья устанавливаем литник. Его можно изготовить из песка и жидкого стекла. Заполним ведро песком до границы с литником. В данном случае хорошо подойдет крупный песок, в нем не образуется конденсат, в отличие от мелкого песка. Можно приступать к литью. Все подготовительные этапы выполнены. Не забудьте убрать оксидную пленку перед началом процесса. Часть литника посередине нужно прогреть горелкой. Так металл лучше усядется.
Пришло время разбить конструкцию.
Как мы видим, форма отлично пролилась. Конечно, есть следы от стыков, но это не проблема, их легко можно убрать с помощью дремеля. Литник можно убрать, готовимся к токарной обработке изделия.
Ошибки при литье
Литье алюминия в гипсовые формы часто сопровождается тремя основными ошибками, возникающие при неправильном проведении работ.
- Перед изготовлением гипсовых форм нужно убедиться в том, что вся влага испарилась, в противном случае она исчезнет под давлением и превратится в пар, который останется на алюминии в виде пор.
- В случае малого нагрева формы, алюминий не сможет полностью ее заполнить и некоторые участки могут остаться пустыми.
- Распространенный способ закалки – опускание раскаленного металла в воду. В случае с алюминием этого делать нельзя, произойдет нарушение внутренней структуры металла.
Зная эти ошибки, вы сможете не повторять их и избежать неприятных казусов во время процедуры литья и изготовления пресс формы для литья алюминия.
Тигель и вспомогательное оборудование
Жестяная банка одну плавку выдержит. Дальнейшее ее использование возможно, но уже с риском быть прожженной. В таком случае расплавленный алюминий рискует попасть внутрь плиты, что чревато не только забиванием сопел горелки.
Для работы в печи, работающей на угле или сжиженном газе, да и вообще для многоразовых плавок, желательно изготовить специальную емкость – тигель. Ее делают из стали. Подойдет отрезок трубы с заваренным дном. Хороший вариант получается из обрезанного огнетушителя или малогабаритного кислородного баллона с овальным сводом. Желательно сделать боковой желоб для удобства выливания тонкой струи.
Какое дополнительное оборудование для литья алюминия может понадобиться? Пригодятся надежные пассатижи или их вариант с фиксаций зажима. В идеале тигель можно оборудовать по принципу промышленных образцов: с боковыми захватами съемного подвеса и нижним фиксированным упором для удобства его переворачивания. Нужна ложка с длинной рукоятью для снятия шлака с поверхности расплава.
Особенность работы
- Залитая масса остывает очень долго, причем не следует ускорять этот процесс принудительно. Отвердевание должно идти естественным путем, тогда структура болванки будет однородной по всей толщине. Ждать придется не меньше суток, так как верхняя твердая корка – еще не показатель, что внутри парафин затвердел.
- Используемый материал характеризуется значительной усадкой. Другими словами, в центральной части формы масса в процессе остывания несколько «просядет». Рассчитывая габариты нужной заготовки, это следует учесть и заливать парафин с некоторым запасом по объему.
Так как из готового образца придется вручную вырезать деталь, то понятно, что при отсутствии опыта (может быть, и способностей) все сделать точно и с первого раза не получится, особенно если нужно отлить что-то довольно сложной конфигурации. А у забракованной «болванки» путь один – на переплавку.
Чтобы не тратить зря время, их желательно подготовить две. Если первая и будет испорчена, то уже со второй, учитывая приобретенный опыт, работа пойдет успешнее. Учитывая, что свечи стоят копейки, это не «ударит по карману».
Изготовление формы
Рекомендаций по ее подготовке достаточно. Один из простых способов – сделать ее из оргстекла. Такой «аквариум» собирается скреплением вырезанных кусков оргалита при помощи пластилина. Им же производится и герметизация всех стыков.
Изготовление шаблона детали
На дне «аквариума» помещается «болванка». Чтобы в процессе заливки раствора она не сместилась, ее фиксируют тем же пластилином.
Нужно учесть, что вся остальная работа делается быстро, так как гипс хорошо схватывается. Но в чистом виде этот материал не применяется. Используется его смесь с песком мельчайших фракций (50 на 50). Иначе в массе гипса останется вода, которая после заливки алюминия начнет испаряться. Это приведет к образованию раковин в готовой детали.
Смесь разводят до состояния сметаны средней густоты, после чего раствор загружается в форму. Нужно его готовить столько, чтобы «болванка» была им полностью накрыта. В данном случае экономить на материале не стоит, тем более что и цена на него небольшая. Для удаления воздушных пузырьков, если нет вибростола, форму необходимо хорошенько потрясти вручную.
После застывания залитой массы «аквариум» демонтируется. Остается только удалить из гипса парафин. Вытопить его несложно. Например, положить гипсовый шаблон днищем вверх на лист железа, а его – на открытый огонь. Но это не гарантирует «чистоты» внутренностей формы. Если деталь – не просто металлическая пластина или что-то подобное, а имеет выступы, вырезы и так далее, то используется другой способ.
Берется ненужная металлическая тара, в которую ставится гипсовый шаблон и наливается вода. Посуда помещается на огонь, и при закипании жидкости парафин начнет собираться вверху (всплывать). Но отмыть емкость потом вряд ли получится.
После окончания процесса вытапливания гипс высушивается. Температура должна быть небольшая, иначе материал может «перегореть» и деформироваться, особенно тонкие части шаблона.
Нам понадобятся:
- емкость для формовки;
- песок;
- пенопласт;
- печь с горелкой;
- инструмент для обработки пенопласта и готовой отливки.
Прежде всего начинаем работу с шаблона или чертежа, я буду рассказывать на примере отливки сувенира. Готовим шаблон и вырезаем его. Это нужно для того что бы быстро перенести его на наш пенопласт. Если вы хорошо рисуете, то нарисовать деталь вы можете сразу на пенопласте, это не принципиально. После чего, нам нужно вырезать нашу заготовку. Это и занимает большую часть времени, так как работа кропотливая, а брак практический не поправим (можно вырезать испорченную часть и приклеить на клей кусок нового пенопласта и попытаться вырезать снова).
Дальше я воспользовался бормашинкой (гравером) и обработал грани уже более четко, вырезал отверстия и изделие приобрело узнаваемый вид. Тут, кстати, у меня вышло не с первого раза, так как фреза режет пенопласт как нож масло и из-за кручения утягивается дальше в глубь, поэтому будьте аккуратны и не переусердствуйте. А то придется начинать с начала, что и пришлось сделать мне!
Что можно сделать из алюминия своими руками — Металлы, оборудование, инструкции
В наши дни очень большое разнообразие упаковочной продукции мы ежедневно выбрасываем в мусорное ведро, однако некоторая продукция способна быть хорошим исходником при выполнении разного рода поделок своими руками.
Так в качестве примера можно взять пустую банку из жести от лимонада либо пива. В большинстве своем поделки из жестяных банок выполняют функцию декора, однако если включить свое воображение и фантазию, то можно соорудить нечто полезное и пригодное в использовании для дома.
Что можно отливать
Отливать можно массу полезных вещей, которые люди с удовольствием покупают.
Таблички «ОСТОРОЖНО ЗЛАЯ СОБАКА» или «ВЕДЕТСЯ ВИДЕОНАБЛЮДЕНИЕ»
Таблички «ПОЧТА»
Таблички «АДРЕСА И НОМЕРА»
Таблички «КАФЕ, БАРЫ, ОФИСЫ» и т.д.
Это далеко не полный перечень того, что можно изготовлять. Можно даже лить формы для отливки свинцовых изделий (грузила, грузики для автомобилей, аккумуляторные клеммы и т.д. и т.д.)
Мне даже попалось видео, где какой-то товарищ из Кении вполне профессионально на коленке льёт посуду.
Я конечно посуду лить не планировал, а вот вопрос изготовления всякого рода табличек и форм для отливки свинцовых изделий меня очень даже заинтересовал.
Ни когда не рекламировал свои изделия, люди сами оценили и стали просить сделать для них такие же.
Вот так бизнес и начался. Городок у меня не большой, но заказов вполне хватает.
Типовые цены
| Изделие | Срок изготовления | Цена |
| Бронзовая заготовка 3 кг | 2-3 дня | 1620 руб. |
| Литые заготовки подставок | 5 дней | 450 руб. |
| Литье из чугуна | 5 дней | 90 руб/1 кг |
| Литье из аллюминия | 5 дней | 290 руб/ 1 кг |
| Литье из бронзы | 5 дней | 540 руб/ 1 кг |
Старший специалист. Помощь в оценке стоимость и сроках производства изделий из бронзы, алюминия и чугуна.
На используются несколько технологий, которые хорошо зарекомендовали себя в производстве алюминиевых сплавов по всей России. Они позволяют нам получать как единичные отливки, так и наладить серийный выпуск деталей из алюминия под заказ.