Необходимость проведения сварочных работ часто возникает не только на производстве, но и в быту. Сваривание изделий и конструкций из алюминия в домашних условиях проводится достаточно часто, несмотря на возникновение некоторых трудностей. Сложности обусловлены, прежде всего, характеристиками, которыми обладает данный материал. Также при осуществлении бытовой сварки сложно создать необходимые для работы с алюминием условия.
Однако, возникают ситуации, когда необходимо провести ремонт изделий из алюминия. В таких случаях, работы выполняются дома, самостоятельными силами исполнителя. Поэтому в статье мы рассмотрим основные особенности и нюансы сваривания алюминия.
Алюминиевые сплавы – какие виды сварок бывают
Алюминиевые сплавы
Что нужно знать о сплавах алюминия – они имеют разный состав и способны быстро окисляться. Окислы, которые покрывают пленкой поверхность, сложно удалить, а сами они оказываются серьезным препятствием для соединения заготовок. Чтобы процесс сварки шел успешно, необходима определенная среда, препятствующая окислению металла, и флюс, удаляющий пленку. Защитной средой обычно выступает инертный газ аргон.
Еще одной особенностью сплавов алюминия является большой коэффициент расширения металла. При остывании сварной шов подвергается деформации, искажая форму полученного изделия. Поэтому для тонких заготовок нельзя применять слишком толстый шов.
Можно выделить такие основные методы сварки для соединения сплавов из алюминия:
- MMA-метод — применение специальных плавящихся электродов с покрытием под воздействием постоянного тока обратной полярности;
- Метод AC TIG с использованием электродов тугоплавких вольфрамовых, плавящихся от переменного высокочастотного тока в инертном газе;
- MIG-метод сварки полуавтоматическим аппаратом в среде аргона при использовании проволоки из алюминия.
Подготовка деталей
Применение любого из способов сварки алюминия предусматривает тщательную подготовку и обработку детали, даже если нужно заварить небольшую трещину. В первую очередь необходима механическая зачистка от грязевых отложений, технических жиров, масел и прочего. После этого деталь необходимо обезжирить. Можно использовать авиакеросин, уайт-спирит, ацетон или иные растворители со сходными свойствами.
После этого детали необходимо осветлить в течение нескольких минут в растворе азотной кислоты при комнатной температуре. Ее концентрация должна составлять не менее 350 г/л. Когда предстоит сваривать толстые детали, их кромки нужно разделать. При использовании электродов со специальным покрытием — если толщина превышает 20 мм, при иных методах — более 4 мм.
При сваривании тонких алюминиевых листов или профиля (толщиной не более 1,5 мм) торцы необходимо отбортовать.
Один из самых важных подготовительных этапов — снятие пленки оксида алюминия. Для этой цели лучше всего использовать шабер или щетку с волосками из нержавеющей проволоки. Нельзя использовать абразивные круги, шлифовальную ленту, пескоструйные или дробеструйные аппараты из-за высокой вероятности появления шлаковых отложений. От момента окончания подготовительных работ до сваривания деталей не должно пройти больше 3−4 часов.
В чем преимущества сварки алюминия дома
Для тех, кто имеет представление о процессе сварки стали, несложно овладеть навыком соединения алюминиевых конструкций подобным способом. Это даст возможность:
- Не тратить лишнего времени на поиск квалифицированных специалистов;
- Отказаться от заказа дорогостоящих услуг мастерских;
- Расширить свои профессиональные способности, предоставляя услуги;
- Быть более независимым, выбирая материал для изготовления изделий.
Технология сварки алюминия
Особенности процесса
Поверхность алюминиевых деталей покрыта оксидной плёнкой, которая обладает высокой химической стойкостью, а также температурой плавления выше в 2 раза, чем чистого металла. В интервале от +2500С до +3000С алюминий становится неустойчивым и подплавляется. Минимальная температур плавления оксидной плёнки составляет +5000С.
При пайке соединяемые детали под наружным слоем начинают плавится. Поэтому пайщику нужно устранить негативное влияние оксидного слоя. Принцип всех способов основан на удалении плёнки, а также повышении адгезионных свойств.
Методы удаления оксидного слоя:
- механический — использование абразивных инструментов для зачистки;
- химический — применение флюсов со специальными составами;
- электрохимический — основан на процессах электролиза.
Оба способа проводятся только в среде с отсутствием доступа кислорода.
Какие способы применяют, чтобы сварить алюминий в домашних условиях
Не прибегая к покупке дорогостоящего оборудования в условиях домашней мастерской, можно соединить алюминиевые сплавы. В отличие от стальных деталей, здесь нужна большая сноровка, быстрота действий, так как металл имеет исключительно хорошую теплопроводность, и под воздействием высоких температур легко может потечь, трудно удержать ровный шов. Все это учитывается при выборе способа сварки.
Сварка алюминия электродом в домашних условиях
Способ простой, очень схож с обычной электросваркой на аппарате. Получить в этом случае хороший шов довольно сложно из-за низкой вязкости материала. Монолитность соединения также оставляет желать лучшего. Можно работать с не сильно ответственными участками, элементами. Под силу сварка таким способом для мастеров, имеющих хотя бы небольшой опыт в этом деле.
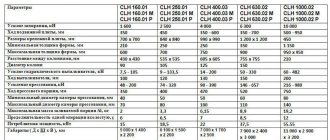
Таблица характеристик электродов для сварки алюминия
Сварка при помощи газовой горелки
Достижение температуры плавления металла и способности участков свариваться друг с другом получают здесь за счет горения газа. Скорость сварки алюминия в домашних условиях при этом падает в три раза, что позволяет успешней ее контролировать, получать более четкий шов. В качестве соединительного элемента применяется сварная алюминиевая проволока. Газ надежней защищает области соединения элементов, чем специальная обмазка на электродах для алюминиевых сплавов.
Сварка алюминия газовой горелкой
Сварка аргонодуговым способом
Это самый лучший вариант для соединения заготовок из сплавов на основе алюминия. Эффективность его в том, что применяется плавящая дуга, а защита от окислов осуществляется газом аргоном. Сам электрод не подвергается плавлению. Он расплавляет специальную присадочную проволоку, соединяющую прогретые рабочие зоны деталей. Шов получается четким, ровным, без наплывов и потеков.
В домашних условиях использовать такой способ сложно, требуется специальное оборудование.
Схема аппарата TIG для аргонодуговой сварки
Подготовительный этап
Прежде чем приступить к непосредственному процессу пайки алюминия, необходимо провести подготовку рабочего места, инструментов и самого материала:
Схема подготовки к пайке алюминия
- Подготовка рабочего места сводится к удалению лишних предметов, особенно при использовании газовой горелки или паяльной лампы.
- Заготовки должны быть надежно закреплены в тисах или струбцинах.
- Инструменты располагаются в легкодоступных местах на расстоянии вытянутой руки.
- Припой нужно заготовить в достаточном количестве, исключающем прекращение процесса пайки для его поиска и доставки.
- Алюминиевые заготовки в местах пайки зачищаются наждачкой или напильником, после чего обезжириваются ацетоном или бензином.
- При работе с крупными деталями, места соединения придется подогревать с помощью открытого огня, поэтому особое внимание следует уделить соблюдению мер пожарной безопасности.
Назначения губки во время пайки
Инструмент и материал для работы
Метод MMA является наиболее доступным в плане необходимого инструмента для сварки алюминия в домашних условиях. Основой здесь выступает сварочный аппарат. Удобнее использовать устройство инверторного типа, нежели обычный сварной трансформатор, не обладающий возможностью регулировок. Все что нужно это:
- Инверторный аппарат для MMA с шиной заземления, кабелем и держателем;
- Сварные электроды для алюминия и сплавов, покрытые специальной обмазкой;
- Защитная маска сварщика;
- Напильник и металлическая щетка;
- Флюс, растворитель;
- Молоток, пассатижи, болгарка.
Более профессиональное и дорогостоящее оборудование необходимо иметь, чтобы осуществить сварку алюминия своими руками с помощью аргона (метод TIG). Значительным преимуществом метода является то, что здесь нет ограничений по толщине и виду алюминиевых сплавов. Для работы понадобятся:
- Аппарат инверторной конструкции для MMA плюс TIG;
- Система автоматической подачи газа;
- Держатель для вольфрамового электрода, встроенный в горелку;
- Манометры контроля давления и редуктор подачи газа;
- Соединительные шланги;
- Проволока алюминиевая сварная с флюсом и присадками;
- Краги и защитная маска сварщика.
Схема и сущность процесса сварки ТИГ
Чтобы осуществить сварку алюминия дома методом MIG, при котором используется плавящаяся проволока, необходимо иметь специальный автомат подачи ее к области соединения элементов. Конструкция горелки здесь должна быть такой, чтобы плавить именно выдвигающуюся проволоку. Также в наличие должны быть:
- Средства фиксации и удержания соединяемых деталей – тиски, струбцины, пассатижи;
- Инструмент зачистки поверхности от окислов – щетка по металлу, напильник;
- Защитная спецодежда из хлопчатобумажной ткани, рукавицы, маска со светоограничивающим стеклом.
Схема сварки МИГ
Необходимое оборудование
Логично, что для проведения работ подобного рода, обязательно использование оборудования. В первую очередь оно необходимо для обеспечения подходящих условий и предотвращения возникновения травма-опасных ситуаций.
Более того, необходимо, чтобы это оборудование помогало контролировать процесс трансформации энергии.
Для сварки с применением газа понадобится элемент с подачей газа, собственно баллон с необходимым газом, редуктор и шланги для газа.
Специальные электроды с покрытием
Когда к сварке алюминия в домашних условиях не предъявляют особых требований в плане прочности и надежности сварного шва, целесообразно пользоваться специальными электродами для работ с алюминием. Они имеют покрытие, которое выполняет защитную функцию от окисления и роль флюса. Метод не подходит для соединения деталей, рабочая поверхность которых меньше четырех миллиметров.
Электродами марок ОЗАНА и УАНА можно варить чистый технический алюминий, сплавы. Качественные показатели шва:
- Небольшая прочность;
- Наличие пор и раковин;
- Загрязненность шлаками, которые трудно удалить.
Техника безопасности
Данный вид деятельности относится к группе травма-опасных процессов. Поэтому следует неукоснительно следовать предписанным правилам во избежание нанесения вреда окружающим.
Следует запомнить, что:
- На специалисте должны быть надеты: специальный костюм, маска, плотные рукавицы, обувь с резиновой подошвой;
- Электрическая цепь должна быть изолирована и недоступна;
- Сварка может быть проведена только в очищенных помещениях. При наличии легковоспламеняющихся предметов проводить работу запрещено;
- В рабочем помещении обязательно должна присутствовать хорошая вентиляция во избежание газового отравления.
Методы пайки
Существуют такие методы пайки:
- с канифолью;
- с припоем;
- электрохимический.
С канифолью
Пошаговая реализация метода:
- Прогревается паяльник.
- Залуживается жало для удаления грязи или нагара.
- Наносится канифоль на стыковочный шов, расплавляется паяльником.
- После расплавления жалом нужно тереть поверхность до тех пор, пока не будет удалена оксидная плёнка. Одновременно происходит лужение.
- После завершения процесса элементы стыкуют, нагревают до температуры плавления, затем оставляют остывать.
С применением припоев
Метод с использованием припоя для пайки алюминия реализуется следующим образом:
- Стыкуемые поверхности очищаются механическим способом.
- Детали надёжно фиксируются.
- Выполняется локальный прогрев конструкции.
- Стержень с припоем ведут вдоль стыковочного шва, одновременно прогревая его горелкой до расплавления.
Если применяется припой без содержания флюса, то потребуется его использовать отдельно. Он предварительно наносится равномерным слоем на алюминий.
Электрохимический метод
Пошаговая электрохимическая пайка алюминия:
- Поверхность очищается от грязи, частично от оксидной плёнки механическим способом.
- Наносится тонким слоем медный купорос.
- К детали подключается отрицательный электрод источника тока.
- Положительный электрод соединяется с проводом из меди высокой чистоты (диаметр более 1 мм). Располагается над конструкцией на специальной подставке, обеспечивается контакт только с обработанной площадкой.
- Включается источник питания. Начинает протекать процесс электролиза.
- После удаления оксидной плёнки провод убирается, а детали прогреваются паяльником до температуры плавления или используется припой.
Чтобы обеспечить высокое качество пайки, нужно наносить гальванические покрытия специальными инструментами. Они позволят выполнить равномерное омеднение.
Медный купорос