Гибка металла
– это технологическая операция, придающая металлическому листу или профилю изгиб вдоль выбранного направления. Основным преимуществом гибки является то, что при данной операции исключается применение сварки, структура металла остается монолитной. Гибка производится на правильно-гибочных прессах и профилегибочных машинах. Разновидностью гибки является вальцовка.
Вальцовка
– это технологическая операция радиального деформирования листового или профильного проката. Вальцовка производится на листогибочных и профилегибочных машинах с использованием специальных валиков (вальцов).
Мы предлагаем услуги гибки и вальцовки листового металла, трубного, сортового и профильного металлопроката: арматуры, круга, квадрата, уголка, двутавра, швеллера. Все работы выполняются с высоким качеством в короткие сроки.
Гибка и вальцовка металла
Между гибкой и вальцовкой нередко ставят знак равенства. Это не совсем верно, хотя вторая технология, по сути, является более сложной разновидностью первой. И выполняются простейшая гибка и вальцовка на принципиально разном оборудовании.
Возьмем для примера самый популярный в обработке прокат — металлический лист. Чтобы согнуть его обычным способом, потребуется листогибочная машина, а непосредственно выполнять эту операцию будут два ее ведущих элемента — матрица и пуансон. В случае с вальцовкой производится гибка листа на вальцах (валках) — особых валиках. Иногда, чтобы приобрести нужную форму, заготовка проходит через целую систему этих механизмов.
Наше оборудование
На нашем производстве используется следующее листогибочное и профилегибочное оборудование:
- листогибочная машина Sahinler 4R HSS 25-320
- профилегибочная машина Durma PBH 100
- листогибочный пресс И1422
- листогибочный пресс И-134
Листогибочная машина Sahinler 4R HSS 25-320
4-х валковая гидравлическая листогибочная машина Sahinler 4R HSS 25-320 предназначена для вальцовки металлических листов толщиной до 20 мм. Данная машина используется для изготовления деталей цилиндрической формы с постоянным и переменным радиусом.
Технические характеристики листогибочной машины Sahinler 4R HSS 25-32
| Количество валков, шт | 4 |
| Длина валков, мм | 2550 |
| Максимальная толщина листа, мм | 20 |
Профилегибочная машина Durma PBH 100
3-х валковая гидравлическая профилегибочная машина Durma PBH 100 относится к классу роликовых ротационных машин с вращательно-поступательным движением рабочего органа и поступательным движением заготовки. Машина позволяет выполнять операции по радиусной гибке различных видов профилей: прямоугольного профиля, полосы, тавра, двутавра, уголка, прутка, швеллера, трубы круглого, прямоугольного и квадратного сечений.
Технические характеристики профилегибочной машины Durma PBH 100
| Количество роликов, шт | 3 |
| Диаметр роликов, мм | 315 |
| Максимальная высота профиля, мм | 100 |
Листогибочный пресс И1422
Гидравлический листогибочный пресс И1422 предназначен для гибки листового и полосового металлопроката. С помощью универсального V-образного штампа металл перегибается под определенным углом, детали придается необходимая конфигурация.
Технические характеристики листогибочного пресса И1422
| Номинальное усилие, тонн | 16 |
| Максимальная длина сгибаемой поверхности, мм | 1350 |
| Максимальная толщина листа, мм | 10 |
Листогибочный пресс И-134
Кривошипный листогибочный пресс И-134 предназначен для гибки листового и полосового металлопроката.
Технические характеристики листогибочного пресса И-134
| Номинальное усилие, тонн | 100 |
| Максимальная длина сгибаемой поверхности, мм | 2550 |
Цена вальцевания металла
Указывая в прайсах расценки на вальцовку, многие производители уточняют, что эта информация не является публичной офертой и требует уточнения. И здесь нет никакого лукавства, ведь итоговая стоимость проекта будет зависеть от нескольких факторов:
- металла, из которого выпущены заготовки;
- толщины сечения,
- сложности заготовки: пропустить через валки лист не в пример проще, чем выполнить вальцовку круга;
- радиуса изгиба;
- количества заготовок для обработки.
Кстати, последний фактор может повлиять на формирование скидки: чем больше объем заказа, тем на больший процент может быть снижена цена.
Изготовление листогибочного оборудования собственноручно
Чтобы собрать станок для обработки листового металла, необходимо наличие определенных навыков, расходный материал и инструменты.
Первое, что понадобится — составить самостоятельно или найти в интернете чертеж. Далее можно приступить к подготовке материалов и к сборке конструктивных узлов, к которым относятся:
- рама вальцов;
- боковые стойки;
- стальные валки (их диаметр и количество зависит от того, какой мощности будет устройство);
- рукоятка, приводящая нижние валки в движение;
- приводной узел (зубчатый или цепной), который обеспечивает синхронное вращение нижних валков;
- нажимной узел пружинного типа.
Начинают сборку вальцов с изготовления рамы. Ее можно сварить из толстых стальных заготовок согласно размерам, указанным в чертежах. Для боковых стоек подойдут мощные швеллеры из низкоуглеродистой стали, которые крепятся к раме при помощи сварки.
На одной из стоек фиксируются элементы приводного узла, для чего предусмотрены специальные отверстия. После монтирования боковых стоек в подшипниковые узлы устанавливаются валки. Их необходимо параллельно выставить и окончательно зафиксировать остальные узлы.
Вальцевание широко востребовано благодаря своим неоспоримым преимуществам. Так как это метод холодной деформации, в процессе обработки материал не подвержен действию высокой температуры. Такая особенность оставляет без изменений свойства материалов. Операция вальцевания дает возможность получить точную заготовку, полноценную деталь или декоративный элемент.
Вальцовка листа
Главная задача листовой вальцовки — получить пространственное изделие, из которого впоследствии можно сформировать цилиндрическую заготовку (трубу), конус, овал другие изделия. От вальцовки цилиндра данная технология отличается большей простотой, так как согнуть предстоит не объемный, а плоский прокат. По сравнению с работами по прессовке и вытяжке эта технология считается:
- экономичной: затраты на оборудование и оснастку минимальны, а сам процесс занимает немного времени;
- эффективной. Она может использоваться как для штучного, так и для массового производства заготовок;
- щадящей для оборудования — его износ незначителен, а ремонтные работы в случае неполадок просты и незатратны;
- точной и аккуратной: в процессе работы вероятность брака сводится к минимуму.
Процесс вальцевания
Благодаря легкой обработке, из листового материала можно сделать изделия любой формы: в виде конуса, цилиндра, желоба, трубы, полукольца или отдельных сегментов. Сама технология вальцевания довольно простая: заготовку пропускают между специальными валами (вальцами), после чего она деформируется и принимает форму цилиндра.
Процесс проходит в несколько этапов:
- подготовка вальцов;
- прокат листа или бруска;
- обработка заусениц и трещин;
Машины для листовой вальцовки
В зависимости от структуры (количества рабочих валков) вальцовочное оборудование делится на:
- двухвалковое,
- трехвалковое,
- четырехвалковое.
Чем меньше оснащенность станка, тем меньше и его функционал. Но даже простейшим двухвалковым машинам доступна гибка металла на вальцах для изготовления элементов дымоходов, вентиляционных систем, воздуховодов, сетей водоотведения и пр.
Возможности оборудования определяются и размерами вальцов: от их величины напрямую зависит радиус гиба. Не менее важна и длина валка: она влияет на пропускную способность по ширине листа. Наконец, мощность приводной системы говорит о потенциале станка в обработке заготовок большой толщины.
Составные части вальцов
Вальцовочное оборудование бывает двух типов:
- станки с нажимным валиком, чаще всего расположенным посередине;
- установки с инструментом, размещенным эксцентрично.
Первый тип применяют для вальцовки толстого металла. Второй вариант используется при деформировании заготовок не более 2,5 мм.
В рассматриваемом оборудовании существенным различием является взаимное расположение валков: симметричное либо асимметричное. Более универсальными являются асимметричные машины. Они используются не только для свертки цилиндров, но и для разнообразного оформления кромки.
На практике чаще применяется схема с тремя симметрично расположенными валками, так как при обслуживании она более технологична. Такого типа вальцовочный станок с внешним приводом имеет следующие узлы:
- электродвигатель;
- клиномерную передачу или редуктор;
- вал с размещенным на нем основным валком;
- боковые стойки с узлами из подшипников: в быстроходных вальцах используют подшипники качения, а для мощности оборудования — скольжения;
- два приводных нижних валка;
- станина с двумя опорными стойками;
- защитный кожух для приемки полуфабриката при работе станка;
- система управления вальцами.
Регулируются технологические параметры оборудования изменением величины зазора между валками. В ручных моделях это выполняется с помощью винтового или храпового механизма, в автоматических станках — программно.
Технология вальцевания металла
Подача заготовки в процессе гибки листа на вальцах может быть продольной, поперечной или винтовой (ее также называют спиральной). Продольную используют для изготовления труб большой длины, поперечным способом выпускают короткие. Спиральной подачей получаются трубы, которые не требуется герметизировать при помощи сварки.
Для листов небольшой, до 6 мм, толщины вальцевую гибку выполняют холодным способом. Для более толстых, а также непластичных заготовок (например, на титановой основе) используют нагрев в печи максимум до 300 градусов.
Основные характеристики процесса
Вальцовка листа может выполняться в следующих вариантах:
- В продольном направлении подачи заготовки.
- В поперечном направлении подачи заготовки.
- При винтовой (спиральной) подаче.
Соответственно, в первом случае вальцовка металла применяется для получения длинных незамкнутых труб, а во втором — коротких. Результатом винтовой вальцовки является свертка труб, не требующих впоследствии сварной герметизации стыка.
Последовательность вальцовки
Вальцовка стальных изделий исходной толщиной до 4…6 мм обычно производится без нагрева исходного металла. Однако при формообразовании деталей из толстолистового материала, а также сплавов с низкой пластичностью (в частности, на основе титана), применяется предварительный подогрев до температур 250…3000С. В таких случаях вальцовочная машина устанавливается рядом с нагревательной печью. Нагревательная атмосфера в таких печах — безокислительная, что снижает процессы образования поверхностной окалины. Впрочем, при малых радиусах вальцовки окалина частично осыпается уже в процессе деформирования на вальцовочном оборудовании.
Типовой процесс вальцовки листового металла включает в себя следующие переходы:
- Подачу листа в захватную зону рабочего инструмента.
- Выставление значений рабочего зазора между валками.
- Прокатку плоской заготовки между инструментом в заданном направлении деформирования.
- Извлечение полуфабриката из рабочих валков и закатку одной из кромок обрабатываемой заготовки (выполняется для того, чтобы значение радиуса кривизны детали было одинаковым по всему ее диаметру).
При деформации горячекатаного листового проката перед вальцовкой производится правка листа. Это связано с увеличенными значениями допусков на неплоскостность поверхности такого металлопроката, что специально оговаривается техническими требованиями ГОСТ 16523. Правка обязательна также для холоднокатаного проката, если его толщина превышает 4 мм.
Силовые характеристики процесса листовой вальцовки определяются следующими особенностями:
- Деформирование производится не усилием, а крутящим моментом, значения которого зависят от физико-механических характеристик обрабатываемого материала, диаметра рабочих валков и условий контактного трения;
- Скорость вальцовки практически не оказывает влияние на энергетические затраты при выполнении операции; более того, повышение скорости вращения валков даже несколько снижает рабочее усилие процесса.;
- Трение между валками зависит от состояния их поверхности: при снижении шероховатости оно также снижается. Поэтому при постоянной эксплуатации вальцовочных машин требуется периодическая шлифовка поверхности оснастки (особенно, если вальцуется горячекатаный прокат, либо толстолистовые изделия);
- Вальцевание высокоуглеродистых сталей, а также сплавов алюминия с марганцем часто сопровождается явлением упругого пружинения материала. Относительно вальцовки оно не так заметно, как при гибке, однако во многих случаях требует повторного деформирования.
Диапазон технологических возможностей листовой вальцовки следующий:
- Длина вальцуемого проката, мм — до 12000.
- Толщина, мм — до 60.
- Частота вращения рабочих валков (для приводного оборудования), мин-1 — до 40.
- Практически достигаемая скорость непрерывной вальцовки, м/мин — до 8…10.
- Диаметр рабочих валков, мм — до 500.
Возможности вальцовочных станков с ручным приводом скромнее, но также достаточны для единичного производства операций свертки листа по необходимым значениям радиусов готовых деталей.
Область применения металлической вальцовки
Вальцовая гибка металла используется в разных отраслях. К ним относятся:
- сборка механизмов,
- производство рекламных конструкций,
- строительство,
- коммунальное хозяйство,
- создание оригинальных украшений,
- дизайн интерьеров.
А также многое другое. В зависимости от назначения материалами для деформируемых заготовок могут выступать сталь, алюминий, медь, латунь, титан и другие металлы и сплавы.
Качественная вальцовка нержавеющего листа на заказ
Наш цех металлообработки работает с заготовками из всех вышеперечисленных материалов, в том числе с листовой нержавеющей сталью. Предлагая заказать у нас гибку металла на вальцах, мы гарантируем:
- качественную и равномерную деформацию проката,
- обработку изделий больших длин и толщин;
- отсутствие трещин, заломов и других неприятных последствий неправильной вальцовки,
- выполнение вашего заказа точно в срок.
Листовая обработка
Мы оказываем профессиональные услуги в сфере листовой металлообработки
. В частности, мы принимаем заказы на
гибку, рубку, лазерную резку
изделий из металла по индивидуальным чертежам заказчика.
Мы производим раскрой листового металла и гибку
точно в соответствии с чертежами заказчиков. При необходимости наши специалисты всегда готовы предложить наилучший вариант допустимых норм и параметров металлообработки.
В нашей компании производится рубка и резка металла, как из собственных складских запасов, так и из давальческого сырья.
Наличие собственного парка современного оборудования по листовой обработке металла, а также опытный штат сотрудников позволяет выполнить заказы в срок и в наилучшем качестве. Особенностью нашей компании в отличие от конкурентов является навык работы с декоративной нержавеющей сталью.
Гильотинная рубка металла
Гильотинная рубка
представляет собой прямолинейный раскрой металла на гильотинных ножницах. Рубка металла обеспечивает гладкий срез без смятых кромок, зазубрин и заусенцев.
Рубка металла гильотинными ножницами
применяется в тех случаях, когда предполагается последующая обработка заготовок.
Как правило, таким способом изготавливаются детали, имеющие простую геометрическую форму.
Рубка металла позволяет в некоторых случаях снизить затраты на промежуточную металлообработку, и, соответственно, уменьшить себестоимость готовой продукции.
Наша компания обладает необходимыми мощностями для выполнения заказов любого уровня сложности и в любом объеме. Мы предлагаем такие услуги, как рубка металла: нержавеющего и стального листа, оцинкованной стали и алюминия.
По сравнению с криволинейным раскроем, таким как лазерная, плазменная или гидроабразивная резка рубка на гильотине уступает по своим возможностям, но значительно выигрывает в цене и часто в скорости.
Гидравлические гильотинные ножницы с ЧПУ SB-K-6/3200
Максимальная толщина:
- сталь обычная— 6мм
- алюминий— 8мм
- нержавеющая сталь — 5мм
Максимальная длина реза 3200 мм.
Угловырубной пресс
Для некоторых операций по раскрою листовой стали
рубка металла производится на
угловырубном прессе
, который позволяет производить
вырубку углов, пазов, каналов в металлических листах с изменением угла вырубки
, а также рубить металл на части.
Лазерная резка металла
Лазерная резка металла
– это один из самых экономичных, быстрых и высокотехнологичных способов обработки металла. Сфокусированный световой луч, представляющий собой лазер, обладает феноменальной силовой ёмкостью и точностью.
После лазерной резки полученное металлоизделие можно использовать незамедлительно, так как оно не требует дополнительных обработок.
Лазерный луч способен производить сложную узорную резку, резку металла высокой точности.
Листовой металл можно резать прямо в защитной плёнке (такая особенность зачастую необходима при резке стали тонкого листа или декоративной стали, которая обычно находится в защитном покрытии).
Для получения так называемого «белого реза» существует возможность лазерной резки металла в азотной среде.
Среди неоспоримых преимуществ лазерной резки металла можно отметить:
- высокое качество
- резка повышенной сложности и точности
- сокращение отходов резки
- отсутствие деформации
- широкий спектр металлов
Максимальная толщина:
- сталь обычная — от 0,8 до 10 мм
- нержавеющая сталь — до 8 мм
Максимальный размер заготовки 1500 х 3000 мм.
Гибка листового металла
Придание определённой формы металлическому листу именуется гибкой металла
. Гибка металла используется при изготовлении металлоконструкций и деталей из металла. Гибка металла, в отдельных случаях, способна заменить сварку, повысив качество изделия и сократив стоимость изделия за счёт экономии трудозатрат.
Наше оборудование предоставляет возможности самых сложных видов гибки металла, требующих особого подхода и высокой точности.
Мы принимаем заказы на гибку различных металлов: нержавеющий лист, стальной лист, алюминий, латунь, медь. Исключение составляют только хрупкие материалы, которые не поддаются гибке.
Гидравлический гибочный пресс с ЧПУ, усилие 100кН, длина — 3200
Максимальная толщина:
- сталь обычная — 6 мм
- алюминий — 8 мм
- нержавеющая сталь — 4 мм
Максимальная длина гиба 3200 мм.
Пресс
производит гибку листовой стали
под заданный угол от 10 до 180 градусов
. Позволяет изготавливать профили разнообразного сечения и форм:
профиль, швеллеры, уголки, доборные элементы
и т.д. Радиус гибки равен двум толщинам металла.
Имеется широкий ассортимент листогибочного инструмента (пуансоны) для изготовления профилей различного сечения, в том числе «неправильной» формы. Также имеется оснастка для изготовления плющенного профиля (угол 180 град.)
Гибка листового металла по радиусу (вальцовка)
Радиусная гибка металла
(листовой стали) — технологическая операция деформирования листового материала вдоль определенного направления.
Вальцовка осуществляется в гидравлических вальцах, откуда и произошло название данной операции. Возможно подвергать любые пластичные металлы, в том числе и декоративный нержавеющий лист.
Гидравлические листогибочные вальцы
Технические параметры:
- Длина деталей – до 3 м
- Толщина – до 4 мм (для нерж. стали)
- Минимальный радиус откатки – 300 мм
- Возможна вальцовка листов с отбортовкой
При необходимости изготовления деталей с большими габаритами существует возможность использовать оборудование партнеров с допустимой длиной до 6 м
.
Виды вальцовки
Один из самых трудных процессов — вальцовка нержавеющего металла. Листы плотные и тугоплавкие. Поэтому, для вальцовки необходимо нагреть металл до максимально высокой температуры. Сделать это без специального оборудования практически невозможно. Но с нашей компанией — легко. Использование промышленных вальцовочных станков поможет быстро нагреть даже очень прочную сталь без лишних проблем.
Обработка металла может быть способами:
- ручным;
- гидравлическим;
- электрическим.
Еще одним непростым материалом для вальцовки является алюминий. Несмотря на свою пластичность при вальцовке необходимо соблюдать максимальную точность обработки. В противном случае — деформации готового продукта не избежать. Но эксперты нашей компании с легкостью справятся с поставленной задачей.
Дополнительно наша компания предлагает услуги:
- проектирование металлоконструкций;
- изготовление металлоконструкций;
- монтаж металлоконструкций;
- порезку металла и другие сопутствующие услуги.
Развитие инноваций и новых современных технологий и внедрение модернизации в действующих устройствах создает постоянно растущий спрос на услуги вальцовки металла, предлагаемые компаниями, способными изготовлять детали по оригинальным чертежам, за короткое время и партиями разных размеров: от единичных экземпляров до серийного производства.
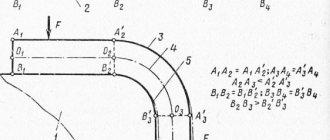
Способы гибки уголка
Применяют несколько основных способов получения из металлического уголка конструкций заданной формы и профиля, а именно различают:
- холодное сгибание,
- горячее сгибание,
- придание формы с помощью разрезания, сгибания и сварки готового изделия.
Холодное сгибание металлического уголка, в свою очередь, разделяется на:
- свободную гибку — это когда уголок сгибают без применения специального оборудования;
- сгибание с помощью вальцовочного механизма на специализированном профилегибочном станке.
Применение холодной гибки металлического уголка, в отличие от других способов, имеет определенные преимущества, а именно:
- это наименее затратный метод придания металлу заданной формы, при этом не требуется использования дополнительного оборудования для разогрева, резки, сварки и последующей обработки металла;
- получаемый в итоге каркас имеет большую прочность, так как при этом исключаются возможные дефекты, характерные при применении разогрева, резки и сварки;
- готовые конструкции гарантированно служат больший срок из-за того, что при обработке сохраняется целостность структуры металлического профиля;
- снижается вероятность возникновения очагов коррозии металла со временем.
Что мы предлагаем
Производственное предприятие «Металлоцентр» предоставляет услуги вальцовки листового металла и профильной трубы в Москве и по России по выгодным ценам. Процедуру отличают минимальный расход электроэнергии и материалов. За счет последовательных движений цилиндрических валов металлопрокат приобретает требуемую форму, однородную толщину и эстетичный внешний вид. Современные технологии и оборудование позволяют изготавливать нестандартные изделия, отличающиеся большим диаметром. Гарантируем качество результата и соблюдение сроков.
Этапы работы
Мы работаем с вашими чертежами или сами составляем их с учетом ваших требований. Вам нужно лишь предоставить эскиз, фото изделия, техническое задание или описать сферу применения готового элемента. Все расчеты и проектирование мы выполним самим. Результаты нашей работы предоставляем заказчику, утверждаем все нюансы и только после этого приступаем непосредственно к вальцовке.
После согласования проекта мы заключаем договор, в котором будет указана конечная стоимость всех работ по вальцовке и срок их выполнения. Итоговая стоимость услуг озвучивается сразу и не меняется в процессе. Она рассчитывается индивидуально и зависит от многих факторов: сложность проекта, трудоемкость и объем работ, сроки выполнения заказа.
Следующий этап — это непосредственная работа наших специалистов по обработке заготовки.
Завершающий этап — это передача проделанной работы заказчику. Мы строго соблюдаем все утвержденные параметры изделий и требования государственных стандартов.
Где используют вальцовку
С помощью процесса вальцовки металлов можно получить разнообразные конструкции и детали, которые незаменимы в строительстве, для декорирования помещений и внешних конструкций (например, оград), для других потребностей различных отраслей. Чаще всего вальцовку листа используют для изготовления нестандартных форм, например, труб необычного диаметра.
Среди самых известных изделий вальцовки:
- профили;
- трубы;
- швеллера;
- арматура;
- профильные трубы и тому подобное.
Все эти изделия и многие другие используются в строительстве, химической отрасли, машиностроении и многих других. Вальцовку металлов можно заказать онлайн у нас на сайте или по указанным телефонам.