mark_kr
11661 0 2
mark_kr 9 августа, 2016Специализация: профессионал в области строительства и ремонта (полный цикл проведения отделочных работ, как внутренних, так и наружных, от канализации до электрики и финишных работ), монтажа оконных конструкций. Хобби: смотреть столбец «СПЕЦИАЛИЗАЦИЯ И НАВЫКИ»
При наличии прямых рук гнуть жесть и делать из нее трубы довольно просто!
Изготовление трубы из жести своими руками – это отличная альтернатива покупке дорогого водостока или вентиляционного кожуха. На практике экономия выходит колоссальной, а если учесть, что освоив технологию, вы сможете буквально «штамповать» трубы любого (ну ладно, почти любого) диаметра – то прочитать мои советы и хотя бы попробовать реализовать их на практике определенно стоит!
Ниже я расскажу о том, что нам понадобится для формирования трубы, а также опишу алгоритм, по которому я уже пять лет успешно гну жестяные изделия.
Оцинковка и полимерное покрытие: в чём различия
Для большинства современных станков нет разницы, гибка какого типа листового металла на нём выполняется. Но есть свои сложности в работе с металлом, покрытым полимерным составом. С оцинковкой проще, ибо её защитный слой более стоек к истиранию и повреждениям. Поэтому ничего не мешает гнуть оцинкованную сталь ударами или елозить ей по ржавому шаблону — главное, чтобы не было глубоких царапин.
Покрытие специальной краской имеет меньшую механическую прочность, оно более тонкое и относительно легко обдирается. Будет не лучшим решением гнуть полимер-прокат на старых листогибах с дефектами валков, поворотных балок или с расшатанными шарнирами, а уже тем более такой металл не стоит обрабатывать киянкой. Равно как не стоит пользоваться любыми подручными приспособлениями, способными повредить пленку «антикора».
Типы конструкций из стали
Такие сооружения делят на следующие:
- Дымоход с одной стенкой.
- С двумя стенками. В таких видах между двумя различными по объему заготовками расположен утеплитель стойкий к возгоранию.
- Коаксиальные. С двумя стенками, но без утепляющей прослойки между ними.
Первый вид дымохода применяют в зонах, где теплые климатические условия. Третий вид подходит для газовых котлов.
А вот второй вид относят к популярному варианту, потому, что утеплитель снижает конденсат, в результате сооружение может прослужить очень большой срок.
Необходимые инструменты
Перечень инструментов и приспособлений, необходимых для изготовления своими руками трубы для дымохода из оцинковки , обусловлен свойствами жести, в частности мягкостью и пластичностью. Обработка материала такого типа не требует приложения особых усилий, которые необходимы для работы с листовыми материалами.
Поэтому при производстве жестяных труб для дымохода необходим следующий набор инструментов:
- Ножницы для резки металла. Этот инструмент помогает без особого труда нарезать листовой материал на нужные куски, так как самая большая толщина жести достигает 0,7 мм.
- Молот с мягким бойком. Можно также воспользоваться деревянным молотком, киянкой, или стальным инструментом с мягкой резиновой накладкой. Однако последний вариант используют очень аккуратно или вообще не берут, так как он может стать причиной деформации тонкого листа жести и испортить всю работу.
- Плоскогубцы. С помощью этого инструмента решают вопрос, как согнуть трубу из жести, потому что это сталь, хотя и тонкая, следовательно, согнуть руками ее невозможно.
- Верстак. Это приспособление необходимо при резке материала и при нанесении разметки.
- Калибрующий элемент. Это может быть трубное изделие диаметром более 10 сантиметров, а также уголок, имеющий грани 7,5 сантиметров. Эти элементы необходимо хорошо закрепить, так как на их поверхности будет выполняться заклепывание стыковочного шва.
Помимо этих инструментов, следует приготовить линейку или рулетку и разметчик, представляющий собой стальной стержень с острой заточкой.
Какую жесть выбрать?
Как из жести сделать трубу? Какая жесть лучше всего подойдет для такой работы?
Жестяная труба
Тонкая жесть – отличный материал для самодельных бань и коптилен. Жесть – это листовая тонкая сталь, которая подвергается коррозии. Для изготовления красивых водосточных труб, а также флюгеров, козырьков над трубами для дымохода, крышек над печными трубами своими руками или оригинальных филигранных кружев используется кровельное оцинкованное железо.
Совет: из жести трубы также можно использовать как самоварные, они хорошо увеличивают тягу, а также отводят дым.
Листовая жесть
Водосток из канализационных труб
Для собственноручного изготовления стандартной водоотливной системы часто пускают в ход пластиковые трубы для канализации. У них есть ряд несомненных достоинств:
- доступная цена;
- широкий ассортимент труб и переходников, а также всевозможных механизмов для крепления;
- небольшой вес, что облегчает перевозку и монтаж;
- возможность самостоятельной порезки;
- долговечность.
- Белые. Этот вид труб применяется только внутри помещений, когда трубы другого цвета не вписываются в интерьер. Для внешнего монтажа они непригодны.
- Серые. Эти трубы попрочнее, но не переносят нагрузок и не предназначены для использования в мороз. Годятся только для регионов с тёплыми зимами.
Белые и серые трубы не годятся для внешнего монтажа
- Коричневые или рыжие трубы. Они рекомендуются для наружного водостока, так как хорошо переносят низкую температуру и напор водяной массы. Они не выносят долгого действия солнечных лучей и со временем становятся хрупкими.
Коричневые трубы наиболее пригодны для водоотлива
Перед покупкой труб составляется схема всей системы, включая все части конструкции и их количество:
- желоба для крыши (длина высчитывается исходя из периметра);
- сливные трубы — одна на 10 м желоба;
- кронштейны — по 17 штук на 10 м;
- отводы — по количеству сливов;
- воронки — по числу сливов;
- заглушки;
- углы (количество зависит от вида крыши);
- соединительные элементы для желобов, их нужно на 1 меньше;
- колена — в зависимости от сложности схемы;
- переходные муфты;
- отвод для дождеприёмника или отмёт.
Легче всего смонтировать водоотлив из пластиковых труб
Сечение труб подбирается исходя из площади ската кровли. Можно взять на вооружение такую шкалу:
- площадь ската до 50 кв. м — диаметр труб 8 см;
- до 125 кв. м — 9 см;
- более 125 кв. м — 10 см.
Остальные элементы приобретаются исходя из диаметра труб, из которых выполнены желоба.
Как уже было отмечено, перед покупкой материалов и установкой водостока необходимо начертить подробную схему, в которой должны быть отмечены:
- периметр крыши;
- длина и количество желобов;
- точки крепления кронштейнов, места стыков и воронок;
- расположение стоков.
Исходя из периметра кровли определяется метраж трубы для будущих желобов. Так как она распиливается пополам и из одной заготовки получается две, то необходимая длина труб будет равна половине периметра крыши. Далее высчитывается количество водоотливных стояков. Для этого расчерчивается план, на котором отмечаются все элементы.
Расстояние между ними не может превышать 5 м. После определения количества водостоков вычисляется их длина, для чего измеряется расстояние от карнизного свеса до грунта. Это и будет предполагаемая высота водоотливного стояка. Умножается эта цифра на количество деталей и получается нужная длина трубы.
Особенности применения сэндвич-труб для бани
Поскольку баня, как правило, строится из дерева (а если и из пеноблоков, то она облицована горючим материалом), вопросы термоизоляции приобретают особое значение. Запрещено использовать для бани однослойные дымоходы — допустимы только кирпичные и сэндвич-дымоходы. Должны быть тщательно выверены и соблюдены все расстояния от дымохода до горючих предметов согласно СНиПу. Все пироопасные поверхности должны быть изолированы вермикулитом или асбестом. На банный дымоход запрещено ставить дефлектор из-за его сильной парусности. Расстояние от дымохода до стены — не меньше 25 сантиметров!
Предостережение: ни в коем случае нельзя объединять с дымоходом банную систему вентиляции.
Характеристика оцинкованных труб
Трубы из оцинкованного металла применяют для оборудования дымоходов, они пользуются популярностью из-за легкого веса и, соответственно, простотой установки. Дымоходы из оцинковки не требуют сооружения фундамента, а это существенно снижает затраты на оборудование дымохода.
Такие трубы отвечают нормам пожарной безопасности, выдерживая температурный режим до 900°, поэтому они могут применяться даже для дымоотведения из твердотопливных отопительных котлов и печей.
Также оцинкованные трубы в домашнем строительстве применяют для оборудования водостоков. Такие трубы и так довольно демократичны по затратам, но при этом процесс можно удешевить еще больше, используя собственноручно изготовленные изделия.
Что такое дымоход и как он работает
Дымоход — один из главных узлов вашего отопительного прибора, будь то старинная кирпичная печь или сверхсовременный газовый котел. От свободного прохождения топочных газов через трубу зависят ваши безопасность и бюджет: с хорошо рассчитанным и построенным дымоходом печь тратит много меньше топлива. Раньше дымоходы строили профессиональные печники. Теперешние технологии легко позволяют сделать это самостоятельно. Конечно, при этом нужно изучить вопрос и тщательно соблюдать чертёж и порядок изготовления.
Как свернуть лист в трубу
Что, если мы нацелены на изготовление ещё более сложных элементов: приёмных воронок и труб? Конечно, сперва лучше потренироваться на отрезках, но в остальном и эти навыки вполне постижимы.
Изделия с замкнутой поверхностью, такие как трубы, баки и воронки, собираются на так называемых фальцевых соединениях. Фальц, для простоты, это замок, которым можно соединить края достаточно прочно и даже герметично. Обычный (одинарный) фальц изготавливается как складка на краю с двумя перегибами. На разных сторонах соединения фальцы направлены в противоположную сторону.
Обычно для водосточных труб фальцы изготавливают с шириной складки от 4 до 10 мм. Края полосы отбиваются на стальном уголке, затем лист сворачивается, фальцы сцепляются и плотно запрессовываются молотком, когда труба надета на оправку.
В изготовлении труб есть лишь одна сложность — обеспечить возможность их стыкования друг с другом. Поэтому перед скручиванием листа его короткий край оправляют на площадке с небольшим порожком, чтобы один конец трубы получился утонённым на пару миллиметров. Также трубы могут соединяться на фальцах, но по месту их таким образом не скрепить: крупный сегмент водостока собирается внизу, а затем в сборе монтируется.
Конечно, производителям гибочного оборудования есть что предложить и на этот счет. Для изготовления замков существуют фальцепрокатные каретки, а металл сворачивается в трубу на продольно-роликовом листогибе. Для утонения на краю также могут использоваться зиговочные машины или отдельные пары прокатных валков.
Виды фазоинверторов
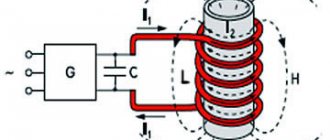
Порт фазоинвертора — основной элемент корпуса, он может быть круглым (труба) или прямоугольным (щель).
Круглый порт (труба)
Нельзя однозначно сказать какой из этих портов лучше. Делают то, что удобнее или то, что больше нравится. Единственный момент, что в спорте (соревнования по звуковому давлению) чаще используются трубы, так как с их применением проще меняется настройка фазоинвертора, за счет изменения длины порта.
Отдельно стоит отметить такой тип, как пассивный излучатель. Пассивный излучатель (корректней — пассивный отражатель) есть тот же фазоинвертор и принцип его работы тот же. Применяется в тех случаях, когда желаемый порт для ФИ не устраивает по габаритам. В пассивном излучателе вместо порта используется динамик без магнитной системы.
Принцип работы пассивного излучателя
Процесс работы
Начнем изготовление трубы из жести своими руками.
Весь процесс можно условно разделить на несколько основных этапов:
- Подготовка. Сюда включается разметка изделия и вырезание из куска жести отдельных заготовок.
- Формовка. На этой стадии происходит первоначальное формирование трубы круглого сечения.
- Соединение. Здесь необходимо окончательно сшить детали в готовое изделие.
Рассмотрим каждый из них более подробно.
Шаг 1. Подготовка
Сложная инструкция здесь не понадобится, все очень просто:
- лист размещается на ровном участке (верстаке или полу);
- от верхней кромки отмеряется отрезок, равный длине будущей трубы (отметки можно ставить маркером или специальным разметчиком);
- затем через отметку с помощью угольника проводится линия, перпендикулярная верхней кромке листа;
- на верхней кромке и прочерченной внизу линии отмеряется ширина заготовки, которая равна длине окружности трубы (причем к этому параметру необходимо добавить 15 мм для обустройства стыка);
- все отметки соединяются, после чего по получившимся линиям производится вырезание заготовки.
Шаг 2. Формовка
После получения заготовки, необходимо сформировать круглый профиль будущей трубы.
Здесь работа производится так:
- Размечается линия для фальцев. Его ширина – 0,5 см с одной стороны и 1 – с другой. Фальцы загибаются под углом в 90 градусов к плоскости листа жести. Для этого можно использовать стальной уголок и киянку.
Лист жести размещается на краю стола со смещением на нужную длину, затем ударами резинового молотка аккуратно загибается его край. В конце работы он должен плотно соприкасаться с нижней плоскостью уголка.
Работа должна производиться равномерно по всей длине заготовки. Для облегчения процедуры можно использовать плоскогубцы.
- Затем на сантиметровом фальце делается еще один загиб в форме буквы Г. Верхнюю часть (ее ширина должна быть 0,5 см) нужно сделать параллельной листу жести. Желательно заранее произвести разметку и для этого загиба.
- По окончании работы с фальцами, переходим к работе над самой трубой. Для этого используется заранее припасенная круглая деталь. Расположив на ней лист жести, следует с помощью киянки придать ему округлую форму. Делать это нужно постепенно по всей длине листа до тех пор, пока согнутые края не встретятся.
Шаг 3. Стыковка
Осталось только совместить края и закрепить шов. Для этого горизонтальный участок большего фальца загибается вниз, закрывая противоположную кромку. Затем торчащий шов пригибается к плоскости трубы с помощью киянки.
Трубы из оцинкованной стали — неотъемлемый элемент водосточной системы любого дома. Приобретение готовых водостоков — дело довольно затратное. Как можно самостоятельно изготовить водосточные трубы и тем самым ощутимо сэкономить денежные средства, рассказывается в этой статье.
Покупка готовых элементов водосточной системы — дело достаточно дорогое. Так, например, желоб водосточный из оцинкованного металла стоит порядка 100 руб./м, воронка водосточная — 160 руб./шт., труба диаметром 100 мм — 110 руб./м, колено для водосточной трубы — 110 руб./шт. Если подсчитать стоимость всех элементов, необходимых для оборудования водосточной системы для целого дома, то получится довольно внушительная сумма. Естественный вопрос, как сэкономить? Ответ прост — делать все элементы своими руками.
Давайте подсчитаем. Для водосточной трубы необходимо оцинкованное железо. Цена за лист 2500х1250 мм составляет 600 руб. Чтобы изготовить трубу диаметром 100 мм, необходима полоса металла шириной 340 мм — это, по сути, длина окружности диаметром 100 мм, плюс загибы. Из одного листа выходит 7 полос с такой шириной. Получаем: 600 / 7 = 85 руб.
за трубу длинной 1250 мм, или 68 руб./м — себестоимость одного метра оцинкованной трубы. Экономия больше 60%! На остальных элементах она будет еще больше.
Если приведенные расчеты вас убедили в необходимости научиться самостоятельному изготовлению оцинкованных труб и других элементов из листового металла, то давайте приступим к обучению. Начинать необходимо с самого простого — с труб. О том, как это делается, будет рассказано в этой статье.
Полезные советы
При работе с жестью целесообразно учитывать следующие моменты:
- Работать с ножницами по металлу будет комфортнее, если к одной из рукоятей прикрепить кожаную петлю, которая надевается на пальцы.
- Отрезанную кромку желательно обработать стругом из старого полотна для ножовки по металлу. Это избавит срез от заусенцев, об которые можно пораниться.
- Для укорачивания готовой вентиляционной трубы можно использовать консервный нож.
Разрезать трубы можно с помощью консервного ножа
Первое простейшее изделие
Для начала изготовим простейший кровельный элемент — конёк. Чтобы он впоследствии ровно и плотно лёг на крышу, сперва определите угол разворота, приложив на один из скатов длинную тонкую рейку.
Ширина полок конька — от 15 до 30 см, соответственно, понадобится полоса вдвое большей ширины с припуском по 10 мм с каждой стороны. Этот край может иметь неровности с допуском 2–3 мм, так что ровный раскрой не нужен. Нанесите разметку из трёх продольных линий: центр конька и оба его края. Уложите полосу центром на край стола и прижмите бруском под двумя струбцинами по линии разметки.
Снизу под выступающий край листа нужно подложить ровную доску и загнуть полку кверху, соблюдая отмеченный угол разворота ±10º. Теперь заготовку нужно отпустить и сместить назад, чтобы линия разметки края приходилась точно на грань бруска. Снова зажимаем заготовку и хорошо затягиваем струбцины, а затем проходим по кромке киянкой, заворачивая её перпендикулярно вверх.
Обработка кромок необходима для придания жёсткости профилю конька. Для их изготовления можно также использовать рейку-правило, прижатую через брусок: клиновидный торец планки позволит сделать дозагиб края больше, чем на 90º. После предварительного загиба обеих кромок их нужно уложить на деревянную шпалу и отбить киянкой, сплющивая загиб. Во множестве листогибов эта операция выполняется одним проходом каретки роликового кромкогиба.
Обрабатывая кромку вручную, идите от одного края к другому последовательно, а затем выровняйте визуальные неровности руками. Уже на этом этапе можно задуматься о частичной механизации и создании примитивного станка. Например, если гибочную планку изготовить из металла или твёрдого дерева и закрепить её на двухосевых шарнирах, обработка пойдёт не в пример быстрее и чётче.
Резьба
Резьбовые соединения являются одними из самых древних. Используются они только на круглых трубах. По направлению кручения различают правую и левую резьбу. Вторая используется редко, только в специальных случаях.
Данный вид стыка пригоден для воды, газа, нефтепродуктов.
Сами концы скручиваются с помощью дополнительных деталей муфт фитингов.
Муфты бывают обычные с внутренней резьбой с двух сторон. А также бывают комбинированные, с одной стороны внутренняя, с другой – наружная.
Резьбовое соединение стальных труб
Ручная работа: как согнуть сегмент водостока
Для изготовления из жести деталей с радиусным профилем следует заранее заготовить шаблон, «на коленке» вести подобную работу не реально.
Возьмите дюймовую трубку, приварите на её концах два прутка арматуры в качестве приводных рукояток. По шву трубки сделайте пропил болгаркой, затем хорошо обработайте края наждачкой, можно даже обклеить распущенным надвое силиконовым шлангом.
Зажмите полосу кровельного железа на краю стола, заведите торец в пропил и проверните трубку на 360º, чтобы «прямой» лепесток в центре скрутки расположился параллельно остатку листа.
Сформировать лоток можно реечным трубогибом, а можно по распущенной 200 мм трубе. Ровный край заготовки загибаем под 90º, прижимаем бортик к столу стенкой трубы и оправляем железо киянкой. Скрученный край доводим руками, загибая его немного внутрь дуги. Снимаем заготовку с шаблона и дожимаем прямоугольную складку.
Такой отлив может изготавливаться сегментами по 1–1,5 метра, которые затем легко стыкуются по месту монтажа и скрепляются просекателем. Наличие двух рёбер жёсткости не даст лотку прогнуться между креплениями под весом наледи, а скрытый паз позволит дополнительно укрепить водосток на крюках специальной формы.
Классы металлических воздуховодов
Такие конструкции делятся на два основных класса:
- Плотные (П). Они предназначены для транзитных участков общеобменных вентиляционных систем, а также сетей воздушного теплоснабжения, которые обслуживают помещения категорий А и Б. Эти воздуховоды из оцинкованной стали рассчитаны на статическое давление у вентилятора, превышающее 1400 Па, вне зависимости от давления на транзитных участках.
- Нормальные (Н). Их применяют во всех остальных случаях.
Производство воздуховодов из оцинкованной стали осуществляется в соответствии с требованиями СНиП 41-01-2003. В ходе работ не допускается нарушение защитно-декоративного цинкового покрытия. С целью повышения герметичности системы и исключения утечек воздуха, при монтаже изделий используется герметик или уплотнитель.
Техника изготовления воронок
Если понимать, что фальцевое соединение — суть чуть ли не любого жестяного изделия, можно дать волю воображению и собирать сложные изделия из нескольких более простых. Пример тому — всевозможные воронки, тройники и угловые отводы.
Воронка состоит из двух коротких отрезков труб большего и меньшего диаметра. Они собираются как и обычные трубы, вот только края у них развальцовываются наружу на 8–12 мм. Впоследствии эти отогнутые бортики и используют для дальнейшего изготовления фальцев, либо, если нет претензий к герметичности, загибают жёсткие кромки и скрепляют между собой просекателем.
Техника клепания разных изделий может существенно отличаться, но на деле это не так важно, как правильное составление выкройки. Все заготовки следует вырезать только по шаблону
Например, для центральной части воронки — усечённого конуса — выкройка представляет собой сегмент кольца, где длина внутренней дуги определяется диаметром слива, а внешней — диаметром приемного раструба.
К сожалению, оборудование для производства подобных изделий имеет весьма узкую специализацию, а потому недоступно в виду как высокой цены, так и малой распространённости. Однако все изделия из жести и листового металла, будь то ведро, бак или обычный конёк, можно изготовить и вручную, станки лишь облегчают некоторые операции.
Приобрести трубы из оцинковки можно свободно, но стоимость таких изделий бывает достаточно высокой, поэтому желание сделать трубу из оцинковки своими руками продиктовано, в первую очередь, соображениями экономии.
При этом изготовление оцинкованных труб не требует применения особых усилий, специальных дорогостоящих приспособлений и инструментов и каких-то профессиональных знаний, поэтому справиться с этим может любой домашний мастер, в арсенале которого имеется набор стандартных плотницких инструментов.
Трубы из оцинкованного металла применяют для оборудования дымоходов, они пользуются популярностью из-за легкого веса и, соответственно, простотой установки. Дымоходы из оцинковки не требуют сооружения фундамента, а это существенно снижает затраты на оборудование дымохода.
Такие трубы отвечают нормам пожарной безопасности, выдерживая температурный режим до 900°, поэтому они могут применяться даже для дымоотведения из твердотопливных отопительных котлов и печей.
Также оцинкованные трубы в домашнем строительстве применяют для оборудования водостоков. Такие трубы и так довольно демократичны по затратам, но при этом процесс можно удешевить еще больше, используя собственноручно изготовленные изделия.
Как выполнить расчеты
Диаметр, высоту и толщину стенок трубы при строительстве необходимо определить точно. При этом важно не допустить никаких ошибок. Ведь диаметр дымохода должен быть достаточным для вытяжки переработанного газа. И вместе с этим тяга не должна быть очень большая.
Если это труба для котла, первоочередным источником при выборе становится инструкция от производителей. При условии, что в паспорте этих данных не оказалось, то подсчеты производят, учитывая объем и высоту топки.
С высотой железных труб немного труднее. Чем больше высота такой трубы, тем больше тяга. И насколько нужно удлинять трубу – это непростой вопрос. При определении расстояния от печки до оголовка берут специально разработанные формулы и программы.
Но, одно условие при таких расчетах остается одинаковым – как минимум на 50 см дымоход должен быть выше от козырька кровли, и на вертикальных участках его высота может составлять не меньше пяти метров.
Видео как рассчитать высоту
Как расчитать высоту дымохода!
Толщина стенок используемых труб должна быть от трех до пяти миллиметров. На выходе из печки минимум 5 и более миллиметров. На верхних участках разрешают использовать трубу от трех миллиметров.
Изготавливаем трубу из оцинкованного железа диаметром 100 мм
1. Отрезаем от цельного листа металла заготовку шириной с одной стороны 340 мм, с другой 330 мм. Полоса зауживается для того, чтобы готовая труба вошла в следующую по принципу «папа-мама».
Имеет смыл сразу разметить весь лист и откладывать отрезки с каждой стороны поочередно — с одной 340 мм, 330 мм, 340 мм, 330 мм и так далее, с другой, соответственно, 330 мм, 340 мм, 330 мм, 340 мм. Если не планируется соединять готовые трубы друг с другом или другими элементами, то размечаете прямоугольники со сторонами по 340 мм.
2. Начинаем делать швы для трубы по обеим метровым сторонам. Для этого на металлическом уголке загибаем киянкой края листа по 7 мм с обеих сторон, на 90° в разные стороны относительно друг друга.
3. Переворачиваем заготовку, загнутым углом вверх и киянкой добиваем угол примерно до 130–150°.
4. Делаем ещё один загиб. Заготовка должна выступать на 1 см от уголка. Киянкой простукиваем по всей длине уголка. Удары должны быть сильными, плотными и уверенными. При этом киянка обязательно должна ложиться чётко на плоскость уголка, не отклоняясь ни влево, ни вправо, иначе шов просто сплющится.
5. В итоге получится лист с такими загибами по краям:
6. Обжимаем руками заготовку вокруг трубы «пушки».
7. Зацепляем оба загиба друг за друга.
8. Надеваем заготовку на трубу «пушку» и бьем киянкой по месту сцепления углов до полного их сплющивания.
9. Труба готова.
10. В идеале можно слегка развальцевать трубу в широкой стороне для облегчения состыковки друг с другом, и накатать кольца с обоих концов для обеспечения жесткости, однако и в полученном виде труба пригодна для эксплуатации. Если не допущено ошибок при разметке, то она легко состыкуется с другими элементами, в том числе и заводского изготовления.
Особенности исходного материала
Перед тем, как приступать к изготовлению трубы из листа металла, следует поближе познакомиться с материалом, из которого будет изготовлена труба, и его особенностями. Для начала стоит сказать, что это продукция прокатного типа, другими словами жесть – это лист стали, прошедший через вальцы прокатного стана и имеющий толщину 0,1-0,7 мм.
Помимо прокатных операций технология изготовления жести подразумевает обработку готового проката от образования коррозийных процессов. Для этого на сталь после проката наносят слой материала, который не подвержен воздействию коррозии.
Результатом выполненных действий становится стальной лист, ширина которого может варьироваться в пределах от 512 до 1000 мм, с хромовым или цинковым покрытием. Готовый продукт отличается пластичностью, поэтому жесть легко поддается ручной обработке. При этом накатанные ребра жесткости могут сравниваться по прочности со стальными изделиями. Это позволяет использовать жесть при изготовлении изделий сложной конструкции.
Способы изготовления трубы из жести
Перед тем, как сделать трубу из оцинковки своими руками, потребуется изготовить ее чертеж. Полученную выкройку нужно будет перенести на лист железа. Сделать это можно либо мелом, либо острым ножом.
Стоит учитывать, что при разметке заготовки, ее ширина должна равняться увеличенному на 1,5 см диаметру будущей трубы, а длина должна немного превышать высоту прямого отрезка будущей трубы.
Готовую выкройку трубы нужно вырезать ножницами по металлу и уложить на край верстака.
Для создания фальца с одной стороны заготовки по всей длине нужно прочертить линию, отступив от края на 0,5 см. Эту линию совмещают с уголком на верстаке, чтобы с помощью деревянного молотка можно было загнуть вниз край заготовки.
Далее заготовку переворачивают и легкими постукиваниями киянкой окончательно прижимают получившийся изгиб к полотну.
На следующем этапе приступают к обработке другого края выкройки. Для этого полотно переворачивают и, сделав отступ от края на 1 см, аналогичным образом подгибают и другой край, но в противоположную сторону.
После этого полученную кромку нужно подогнуть еще раз, чтобы в разрезе она напоминала букву Г.
Теперь можно приступать к соединению трубы из оцинковки своими руками. Если есть возможность, можно использовать оправку (отрезок трубы нужного диаметра), однако, это не обязательно. Итак, вставив подготовленный шаблон в оправку, начинают плавно сгибать противоположные края трубы друг к другу.
Противоположные кромки соединяют так, чтобы меньшая часть замка зацепилась за большую. После этого замковое соединение прижимают и уплотняют пассатижами.
На последнем этапе потребуется металлическая планка и молоток, которым нужно будет тщательно подбить соединение.
Есть еще один способ, как сделать трубу из оцинковки. В данном случае используются клепки из жести, алюминия или стали.
Последовательность работ такая:
- По всей длине заготовки с шагом в 3 см просверливают отверстия под заклепки.
- Кромки листа нужно загнуть в противоположные стороны.
- Сгибать жестяную заготовку нужно так, чтобы отогнутые края находились снаружи будущей трубы (подробнее: «Как сделать трубу из жести – делаем жестяные трубы своими руками»).
- В полученные отверстия закрепить заклепки.
Подготовительный этап
Вначале на лист жести наносится разметка, по которой будет вырезан полуфабрикат. Другими словами от определенного жестяного листа отрезают необходимую часть, из которой будет формироваться контур будущей трубы. Процесс разметки выполняется следующим образом: жесть раскладывают на верстаке и от верхнего края отмеряют отрезок, равный длине трубы. Здесь ставится отметка разметчиком.
Затем с помощью угольника по этой метке проводят линию перпендикулярно боковому краю. Теперь по этой линии длину окружности трубы, то же самое проделывают по верхнему краю. При этом по обоим краям добавляют около 1,5 см для формирования стыковочных кромок. Верхнюю и нижнюю отметку соединяют и вырезают заготовку.
Монтаж
Установка дымоотвода своими руками выполняется так:
- Проводятся все необходимые замеры.
- Составляется схема укладки.
- Подготавливаются поверхности под монтажные работы.
- Выполняется закупка необходимых материалов.
- Закрепляются к стене кронштейны с интервалом через каждые 40-60 см.
- Элементы дымоотвода устанавливаются поэтапно.
- В местах прохода плит перекрытия и кровли крепится теплоизоляционный и негорючий материал.
- Монтируются ревизионные колодцы для обслуживания.
- Проверяется качество сборки, тяга, запускается отопительное оборудование.
Правила монтажа:
- повороты ходов выполняют под углом 45°;
- стыки необходимо герметизировать термоклеем или хомутами;
- от горизонтальных участков лучше отказаться либо минимизировать их количество;
- на всех углах или поворотах необходимо устанавливать ревизионные окна;
- на верхнюю часть нужно устанавливать зонтик, сетку;
- высота оцинкованного изделия над кровлей должна быть выше на 2 м;
- сборка выполняется по конденсатному способу (верхняя часть вставляется внутрь нижней) либо по ходу дыма (последующая часть вставляется поверх предыдущей).
Что понадобится для работы
Для монтажа оцинкованных труб для дымохода понадобятся следующие инструменты:
- ножницы по металлу;
- рулетка;
- уровень;
- маркер;
- плоскогубцы;
- инструменты для создания отверстий в перекрытиях или стене.
Как и чем утеплить оцинкованный дымоход
Дымоход из оцинкованной стали нужно утеплять, насыпным или минераловатным рулонным изоляционным материалом. Чтобы защитить его от влаги (конденсата), требуется обмотать фольгированным слоем. Все швы и стыки нужно проклеить специальной металлизированной лентой, чтобы предотвратить контакт утеплителя с внешней средой.
При повышенных ветровых нагрузках утеплённый слой рекомендуется дополнительно обвязать проволокой или хомутами с интервалом 40-60 см.
Для утепления необходимо выполнить следующее:
- Очистить поверхность дымоотвода от загрязнений, окалин и ржавчины.
- Обмотать её минватой.
- Закрепить слой при помощи обвязки стальной проволокой или сеткой.
- Надеть сверху стальной кожух или обмотать фольгированным слоем.
- Окрасить кожух в специальную термостойкую краску.
Для утепления шахтных дымоотводов сначала утепляют трубу, затем её опускают в кирпичную конструкцию, соединяют с подводным патрубком. В образовавшееся пространство засыпают бой кирпича, керамзит, шлак. Рекомендуется изначально при строительстве выполнять все эти действия, чтобы плотнее уложить насыпной материал.
Утепление дымовой трубы
Можно ли покрасить дымоход из оцинковки
Оцинкованные дымоходы при длительной эксплуатации теряют эстетические свойства, поэтому возникает необходимость нанесения декоративного слоя. Нужно использовать порошковые краски для отделки кровельных стальных листов.
Обычные эмали для этих целей не подходят, так как при резких перепадах температур они начинают растрескиваться и отслаиваться.
Разновидности стальных конструкций
Есть два основных типа дымоходов по их ориентации относительно отопительного прибора: прямые (приставные) и боковые (пристяжные).
Прямые дымоходы
Они ставятся над отопительным прибором, внутри помещения и проходят через внутренние перекрытия и через кровлю. Чаще всего это — лучшее решение именно для печей. Достоинства:
- Кислотный конденсат не выпадает, или выпадает незначительно, зато значение имеет лёгкость прохождения газов через прямой дымоход.
- Меньше осаждается сажа, легко самостоятельно чистить, соответственно — меньшая пожароопасность.
- Хорошо работает без регулятора тяги шибера.
- На доме видна лишь труба на крыше, это эстетично.
Недостатки:
- Проход через перекрытия и кровлю сложнее, чем сквозь стену.
- Большая неровность тяги, пульсирующая и даже обратная тяга при порывах ветра. Поэтому для современных котлов с аварийным устройством выключения такой дымоход не годится, даже если снабжен сложным дефлектором.
Прямой дымоход проходит через перекрытия и кровлю
Боковые пристяжные
Ось такого сооружения не совпадает с осью отопительного прибора. Достоинства:
- Установка снаружи дома с единственным проходом через стенку.
- Лёгкость сооружения.
- Наличие емкости для сбора кислотного конденсата, полностью исключающее его стекание в отопительный прибор.
- Даже с простейшим грибком стабильно работает при сильном ветре, а уж если на нем смонтирован дефлектор, то тяга всегда будет прямая и устойчивая.
- Даёт возможность точно регулировать тягу из-за малой тепловой инерции. Это всегда обеспечит оптимальный расход топлива.
Недостатки:
- Конденсат в мороз может превратиться в лёд и разорвать ёмкость. Ёмкость может обледенеть до тройника, что перекроет тягу. Отсюда необходимость размещения ёмкости для конденсата внутри дома.
- Место, через которое дымоход выходит наружу, оформляется как проходной узел. Но зимой узел впитывает влагу из воздуха, и утеплитель может слежаться и осесть. Тогда в верхней части узла накопится тепловое напряжение, которое может вызвать серьёзную трещину в стене.
- Тяжесть дымохода, в отличие от приставного, лежит на проходном узле; это тоже может повлиять на утепление и вызвать вышеописанные явления.
- Достаточная сложность чистки вызвана изгибами дымохода. Требуется специалист.
Боковой, или пристяжной, дымоход, проходит по наружной стене дома
Боковые внутренние
Однако боковые дымоходы могут быть расположены и внутри дома, и в толще стены, тогда контакта с кровлей не избежать.
Разница в пристяжных дымоходах — снаружи и в стене
Ни один тип дымохода нельзя однозначно назвать лучшим. Каждый из них хорош на своем месте и зависит от условий: типа отопительного прибора, конструкции крыши и балок перекрытий, материала стен и типа дымохода (одностенный или сэндвич). В пользу пристяжного бокового дымохода говорит то, что в этом случае не нужно проходить сквозь кровлю. Зато он совсем исключен в случае одностенных труб из-за холода зимой.
Как правильно гнуть металл
Кровельные элементы, как правило, скрыты от глаз прохожих и какие-либо претензии по декоративной части к ним не предъявляются. Это делает возможным ручное изготовление деталей с использованием шаблонов, но приходится постоянно оправлять изделие киянкой.
Это не самый лучший подход: линии сгиба и всё изделие в целом получаются волнистыми, а работа над одной деталью может растянуться на долгое время. Для штучных изделий это вполне терпимо, но если приходится обносить водостоком весь дом — следует получить в своё распоряжение необходимое оборудование и приспособления.
Сегодня листогибы занимают собственный сегмент на рынке профессионального инструмента и доступны повсеместно. Цена их довольно высока, но ведь только на собственном, проверенном оборудовании можно изготовить детали отличного качества. Арендовать листогиб — тоже вариант, но станок, переходящий из рук в руки, не будет обладать необходимой точностью и безотказностью.
Особенности
Материалы
Требования к материалам и сборке стандартны. Фазоинверторный короб должен быть крепким, герметичным и не давать вибраций. Материал — фанера или МДФ от 18 мм. и толще.
Обратите внимание на то, что все каналы ввода проводов, клеммники и т.п. должны быть надежно загерметизированы, внутренние перегородки (стенки порта) не должны иметь щелей.
Скругления порта фазоинвертора
Если щелевой порт длинный и имеет повороты, то в углах могут возникать застойные зоны, для избежания этого изгибы сглаживаются — в результате повышается КПД, так как снижается сопротивление движению воздуха. На слух определить улучшение качества довольно сложно, но для борьбы за высокий результат в звуковом давлении это решение работает.
Варианты сглаживая портов
Концы портов могут раскрываться, на выходе это может устранить паразитные шумы от трения воздуха, но такая проблема встречается не часто. Также за счет раскрывов на обоих концах понижается настройка порта (фазоинвертора), либо уменьшается его длина. То есть для одной и той же настройки порт с с расширениями на концах будет короче прямого и займет меньше объема.
Расширение щелевого порта
Практическое видео по раскатке трубы для порта:
Стоит понимать, что подбор правильной геометрии расширения (раскрыва) — отдельная задача при расчете корпуса фазоинвертора.
Самодельные патрубки водостока из жести
Чтобы изготовить прямой патрубок водостока из жести, отмеряют по размерам длины и ширины кусок оцинковки и обрезают ножницами по размеченным линиям.
Напильником тщательно зачищают кромки от заусенцев, обрабатывают их до гладкого состояния. По длинной стороне загибают в одном направлении обе кромки листа на ширину 10-15 мм.
Последовательность работы в процессе создания прямого патрубка водосточной системы из оцинкованной стали (из меди) своими руками. Главный инструмент – деревянный молоток жестянщика
На жёстко закреплённой трубе подходящего диаметра обстукивают оцинкованный лист до придания ему круглой формы. Затем накладывают загнутые ранее кромки одна на другую.
Пользуясь деревянным молотком и металлическим прямоугольным бруском, «заворачивают» кромки в замок. Тщательно обстукивают молотком вдоль шва до получения надёжно спрессованного соединения. Выравнивают форму изделия на трубе-болванке, стараясь получить цилиндр, близкий к идеальному кругу.
Пример изготовления прямого патрубка водостока из оцинкованного металлического листа. Правка под круглую форму осуществляется при помощи обычной металлической трубы подходящего диаметра
Обладая навыками изготовления прямых водосточных патрубков из оцинковки, несложно освоить технологию производства приёмных воронок и других деталей системы. С тем же успехом мастера-самоучки делают кронштейны под металлические желоба и для крепления водосточных труб.
Так своими руками делают кронштейны для металлических водосточных систем. Под круглые желоба и трубы достаточно толщины металлической полосы 1,5 мм. Под квадратные водостоки 3-4 мм
Технология изготовления стального (медного) кронштейна:
- Отрезать кусок стальной полосы длиной 300 мм.
- Обработать напильником торцевые части.
- Отступить от любого конца 10 мм, сделать загиб под 90º.
- Последовательно перемещая полосу и фиксируя в тисках, выгнуть её дугой под размер радиуса желоба.
- На оставшейся прямой части полосы высверлить отверстия под фиксатор и крепёж.
Точно так же делаются кронштейны для водосточных труб, но уже в виде хомута, состоящего из двух полос овальной формы, загнутые торцевые кромки которых дополнены отверстиями под стяжку болтами.
На нашем сайте есть несколько статей с подробными инструкциями по изготовлению водостоков для крыши, рекомендуем ознакомиться:
- Водостоки для крыши своими руками: инструкция по самостоятельному изготовлению системы водоотвода
- Как сделать водосливы для крыши: рекомендации по обустройству водоотвода своими руками
Конструкция двуслойного дымохода и ее отличительные особенности
Это — конструкция из двух вставленных друг в друга стальных труб, разных по диаметру. Внешняя называется кожухом. Между трубами укладывается пиростойкий утеплитель, обычно это — базальтовая вата (укладывается так, чтобы волокна ориентировались по трубе) толщиной 30–35 миллиметров, способная выдержать жар в тысячу градусов. Минеральная вата совершенно не подходит.
Детали сэндвич-дымохода
Что понадобиться для изготовления трубы из оцинковки
В домашних условиях, чтобы сделать трубу из оцинковки, понадобиться лист жести, материал не требует применения особых усилий благодаря мягкости и пластичности.
Жесть промышленным способом изготавливаются из тонкой листовой стали толщиной от 0.1 до 0.7 мм на прокатных станках, после чего их покрывают антикоррозийным защитным слоем из хрома, олова или цинка. В заключении заготовки нарезаются по стандартным размерам, шириной от 512 мм до 2000 мм.
Прочность таких изделий нисколько не уступает стальным аналогам, особенно, если материал имеет дополнительные ребра жесткости, но при этом он очень пластичен и позволяет монтировать трубопроводы сложной формы ручным способом. Антикоррозийное покрытие обеспечивает защиту трубы от воздействия внешней среды.
Проблемой таких труб является недостаточная прочность на изгиб, поэтому для изготовления незамкнутых деталей вносят в конструкцию ребра жесткости для укрепления изделия.
- в магазинах представлен широкий ассортимент таких труб различного размера: одноконтурные;
- двухконтурные (выполненные в виде сэндвича и состоящие из внутренней и внешней трубы);
- гофрированные, отличающиеся повышенной гибкостью.
При выборе толщины листа следует учитывать назначение трубы. Например, оцинкованная труба для дымоотведения из твердотопливных печей и каминов должна обладать повышенной стойкостью к высоким температурам, и при этом высокими антикоррозийными свойствами.
Инструменты
Для работы необходимы специальные инструменты, чтобы согнуть, правильно отмерить угол сгиба и разрезать трубу нужного отрезка.
Набор инструментов, которые понадобятся для работы:
ножницы по металлу;
- молоток с резиновой накладкой, киянка (столярный инструмент из дерева в виде молотка);
- плоскогубцы для сгибания;
- верстак для резки и разметки;
- труба для калибровки размером более 100 мм и уголок с гранями 75 мм;
- линейка или рулетка;
- разметчик (заточенный стальной стержень).
Эксплуатация, ремонт и чистка
Вы получили дымоход, который прослужит вам лет пятнадцать. Но нужно соблюдась простейшие правила. Нельзя заменять котел или печь так, чтобы температура топочных газов была выше рассчитанной именно для этого дымохода. Нужно следить за состоянием теплоизолирующего вещества в проеме стены, беспроблемным сливом конденсата.
Сэндвич-дымоходы по кирпичной стене
Чистить такой дымоход нужно примерно раз в три месяца, но механический способ лучше вообще не применять. В тяжелом случае нужно вызвать специалистов. А ваш удел — химическая очистка. Это вещество в виде брикета или порошка, которое при сгорании в топке котла или печи выделяет химические вещества, растворяющие сажу и прочие отложения в дымоходе.
Порошок «Трубочист» для очистки дымоходов
Инструкция по изготовлению жестяной трубы для вентиляции с колпаком своими руками
Сделать трубу из листа железа – это значит выполнить последовательность действий. Работа состоит из простых этапов. Сначала проходит подготовка, которая состоит из выполнения разметок деталей и вырезания заготовок.
На этапе формирования тела конструкции происходит создание элемента круглого сечения. При соединении требуется закрепить элементы в одно изделие.
Переходники для соединения труб из жести
Сделать разметку и заготовку можно в несколько этапов:
- Жестяной лист помещается на поверхности без стыков. Для этого подходит напольное покрытие или верстак.
- От верхнего края размечается отрезок, который равен по размеру будущей магистрали. Отметка выполняется устройством для разметок. Также происходит изготовление водосточных труб.
- Через отметину производится линия. При этом используется угольник.
- От линии размечается ширина отрезка, которая равняется сечению трубы. К полученному значению добавляется 15 мм на стык.
- Полученные разметки соединяются, и выполняется вырезание заготовки.
Далее жестяницкие работы состоят из формирования круглого профиля конструкции.
Работа с жестью своими руками производится следующим образом:
- Фальцы загибаются к поверхности листа под прямым углом. Предварительно под них делается разметка линии. Для загибания используется киянка. Лист кладется на край стола со спуском на нужную длину и с помощью резинного молотка производится загиб. Работа выполняется по всей длине изделия.
- Труба из жести своими руками предполагает еще один загиб на фальце. При этом выполняется разметка.
- Для конструирования трубы используется круглый элемент. На нем располагается оцинкованная жесть, которой придается округлая форма. При этом согнутые концы трубы соединяются.
Загибы выполняются так, чтобы киянка точно ложилась на поверхность уголка. Удары производятся точными и четкими, но не сильными, иначе шов сплющится.
Изготовление жестяных изделий завершается стыковкой. При этом совмещаются края, и
крепится шов. При этом горизонтальный участок пригибается вниз и прикрывает кромку. Выступающий шов пригибается к поверхности при помощи киянки. Загиб выполняется в сторону от г-образного фальца. Если сделать иначе, то вода проникнет внутрь.
Жестяные изделия своими руками требуется соединить. Края крепятся с помощью клепок из алюминия или стали.
- Через каждые три сантиметра проделываются отверстия для заклепок.
- Кромки пригибаются в сторону друг друга.
- Заготовка отгибается обратно, чтобы кромки находились на наружной стороне конструкции.
- Края монтируются при помощи заклепок.
Чтобы облегчить соединение конструкции, элемент в широкой стороне следует слегка развальцевать. Для обеспечения жесткости с краев изделия накатываются кольца. Правильная разметка способствует легкости состыковки с другими элементами, даже заводского производства.
Подобные изделия применяются для водостоков, вентиляционных систем и дымоходных конструкций.
Соединение металлических труб — способы: резьбой, сваркой, муфтой, фитингами
Трубы классифицируются по большому количеству признаков, основные из них перечислены ниже:
- Материал, из которого они изготавливаются: металлические;
- железобетонные;
- полимерные.
- круглые;
- для высокого давления;
Эта упрощенная схема минимально показывает большое семейство данного изделия, а также его широкое применение.
задача соединения труб – получение шва, который будет герметичным, долговечным, надежным. Они делятся на два вида: разъемные и неразъемные:
- Разъемные соединения: резьбовые;
- фланцевые;
- раструбное.
- сварочное;
В зависимости от условий работы, материала, геометрических размеров определяют лучший способ соединения.
Резьба
Резьбовые соединения являются одними из самых древних. Используются они только на круглых трубах. По направлению кручения различают правую и левую резьбу. Вторая используется редко, только в специальных случаях.
Данный вид стыка пригоден для воды, газа, нефтепродуктов.
Сами концы скручиваются с помощью дополнительных деталей муфт фитингов.
Муфты бывают обычные с внутренней резьбой с двух сторон. А также бывают комбинированные, с одной стороны внутренняя, с другой – наружная.
Резьбовое соединение стальных труб
Фланцевое соединение
Широко применяемый способ во время монтажа трубопроводов различного предназначения. Соединение происходит с помощью двух фланцев, приваренных к двум трубам и скрепленных болтами.
Также этот вариант удобен для подключения к оборудованию, механизмам.
Раструб
Применяется для водоснабжения, канализации.
Склеивание труб
Такой способ используют для стыковки двух разнородных металлов.
Очень удобен этот способ там, где тепловые воздействия недопустимы.
Стоит отметить, что чаще склеивают пластиковые, а не металлические трубы.
Прессование
Редкий способ получения соединения. Используется для медных труб, которые работают с агрессивными средами. Такие системы можно увидеть в холодильных установках.
Сварочное
Сварочное соединение самое надежное. Его используют для получения герметичных швов на трубопроводах большого диаметра предназначенных для газа или нефтепродуктов.
Резьбовое
Выполнятся несколькими способами, самый распространенный – сгон.
Выполнить эту работу помогут такие инструменты:
- Трубный, гаечный ключ.
- Муфта с внутренней резьбой.
- Уплотнители для герметизации. Может быть: пеньковая веревка, лента ФУМ или герметик.
- Контргайка.
Две трубы имеют наружную резьбу. Наносим на них герметик. На одной длина резьбы больше чем на другой. Туда где больше витков накручивается гайка, до конца. Потом муфта. Затем накручиваем её на вторую часть, походу скручивая с первой. Когда муфта перестанет накручиваться, подпираем контргайкой. Затягиваем ключами, осторожно, что бы ни лопнула муфта.
Фланцы
Для фланцевого стыка потребуется:
- два фланца;
- паронитная прокладка;
- болты, шайбы, гайки;
- ключи;
- ручная дуговая сварка;
- уровень.
Надо приварить фланцы. Не допускать смещения, они должны быть в одной плоскости.
Ловим с помощью уровня горизонталь. Прикручиваем два болта в верхние отверстия. Надеваем деталь на край тубы, так чтобы болты были вверху. Ставим на них уровень и ловим положение пузырька между полосок посередине. Когда поймали, делаем прихватку сваркой на верхней точке. Горизонтальная плоскость готова.
Переставляем уровень, в вертикальное положение, прислонив его к зеркалу фланца. Ловим уровень, слегка регулируя нижний конец фланца который еще не прихвачен. Установив вертикал, поставили вторую прихватку. И затем еще две получив четыре равномерных участка.
Затем сварщик обваривает фланец с двух сторон. Аналогично проделываются манипуляции со второй трубой.
После сварки получим две трубы, которые можно соединить. Снизу в отверстия просовываем четыре болта, немного закручиваем. Делаем зазор, вставляем прокладку. Вставляем еще четыре болта, все закручиваем.
Подклейка
Этот способ в металлических деталях применяется очень редко. Сам процесс не требует особого навыка от человека, но занимает очень много времени.
Для этой работы требуется:
- клей. БФ-2 или 88Н или ЭДП;
- кисточка.
Перед тем как клеить детали сначала наносят первый слой на их поверхности и дают обсохнуть. Этот слой будет скрепляющим. У каждого клея в инструкции написано время сушки. Дальше мажут второй слой и детали укладывают под пресс на сутки и даже более. Все зависит от клея.
После зачистить шов от подтека клея.
Обжимные соединители для стальных труб
Сварка
Сварочный процесс используется практически во всех состыковках металлических труб.
Для того чтобы получить шов применяют такие способы сварки, как:
- газовая;
- электродуговая;
- контактная.
Газовая сварка служит для получения неразъемных соединений в трубах малого диаметра с минимальной толщиной.
Сваренная таким способом, она может проводить и воду. Главное после сварки провести испытания швов на герметичность.
Пост газовой сварки состоит:
- баллона кислорода;
- ацетилена;
- резиновых шлангов;
- горелки.
Контактная сварка мало применяется. Больше этот способ зарекомендовал себя в работе с пластиковыми трубами.
Самый ходовой способ получения неразъемных соединений электродуговая сварка, делится:
- ручную
- полуавтоматическую в среде защитных газов
При строительстве трубопроводов соединения получают только сварочным путем. Важной частью является подготовка стыка к сварке.
Труба должна соединяться с другой:
- без переломов и смещений;
- стык должен быть зачищен;
- сделать фаску;
- выставить зазор 1-3 мм.
Необходимое оборудование для сварки:
- электроды;
- источник питания (трансформатор или выпрямитель);
- кабеля;
- средства индивидуальной защиты сварщика спецовка, рукавицы, щеток.
Пайка полиэтиленовых труб встык и с помощью электромуфты
Советы и рекомендации
- При работе с чугунными трубами надо помнить о том, что они хрупкие. Для чеканки и прессовки используйте резиновые молотки.
- Если монтаж раструбного стыка выполняется на улице в жаркую погоду, то когда цемент будет в зазоре, предлагается уложить на него влажную тряпку. Для того, что бы цемент ни трескался.
- При газовой сварке применяется горючий газ ацетилен. Его при желании можно поменять на пропан, который дешевле и безопасней.
- Когда ведется строительство трубной системы водо- или газоснабжения старайтесь сварить сначала поворотные стыки, а после когда вся конструкция собрана, последним заварите неповоротный стык.
- Закручивая болты на фланцах нельзя перетягивать. Возможно сорвать резьбу, это относится и резьбовым соединениям.
Источник: https://househill.ru/kommunikacii/otoplenie/element/truba/soedinenie.html
Как сделать корпус трубы из жести
Целью этого этапа является формирование профиля трубы. По длине заготовки внизу и вверху проводится линия, по которой будут загибаться фальцы. При этом с одной стороны отмеряют 5 мм, с другой – 10 мм. Фальцы необходимо загнуть под углом 90. Для этого заготовку укладывают на стальной уголок, совмещая линию сгиба с ребром уголка. Ударяя киянкой по краю, загибают его к перпендикулярной стороне уголка.
Сгибать изделие рекомендуется постепенно, проходя молотком вдоль всей длины. При этом начинать сгибание можно с помощью плоскогубцев.
Теперь на сгибе, величина которого равна 10 мм, делают еще один загиб фальца, чтобы получилась своеобразная буква Г. В процессе сгибания фальца нужно следить, чтобы верхний загиб располагался параллельно заготовке, а его длина составляла 5 миллиметров. Поэтому при нанесении линии загиба фальца с одной стороны отмеряют 0,5 см один раз, а с другой стороны – два раза по 0,5 см.
Выполнив формовку фальцев, можно переходить к формированию корпуса трубы. Для этого лист заготовки укладывают на калибрующий элемент и начинают простукивать киянкой или другим подходящим инструментом, чтобы получить профиль определенной формы. Сначала заготовка принимает U-образную форму, а затем становится круглой. В этом случае фальцы должны соединиться вместе.
Обработка места соединения фальцев
Завершающий этап подразумевает обработку стыковочного шва, то есть его обжим. Для этого верхнюю часть Г-образного фальца загибают вниз, оборачивая край другого фальца. В результате должен получиться своеобразный сэндвич, расположенный перпендикулярно трубе. Чтобы получить стыковочный шов, необходимо прижать сэндвич к изделию.
Для большей надежности выполняют укрепление стыковочного шва с помощью заклепок. Однако сделанные своими руками трубы из жести с использованием такого способа стыковки не нуждаются в дополнительном укреплении.
Назначение
Раструб – воронкообразное расширение на одном конце канализационной трубы
Раструб – воронкообразное расширение на одном конце канализационной трубы. Благодаря этому расширению можно правильно и быстро выполнить монтаж труб. Как правило, раструбное соединение используется на трубах из:
- чугуна;
- поливинилхлорида;
- керамики;
- стали.
У асбестоцементных и бетонных труб такое соединение тоже иногда используется, но довольно редко. Суть монтажа состоит в том, что один конец трубопровода просто вставляется в воронкообразное расширение на конце соседней трубы. Чтобы соединение было герметичным, используются дополнительные методы гидроизоляции места стыковки. Выбор того или иного метода зависит от материала, из которого сделаны трубы.
Основное назначение раструба и возлагаемые на него функции следующие:
- С его помощью значительно облегчается и ускоряется монтаж трубопровода.
- Защита от течи и обеспечение герметичного соединения.
- С его помощью фитинги соединяются с трубами.
- Благодаря раструбу можно соединять в одну систему элементы из разных материалов, не применяя фитинги.
- При обустройстве наружных сетей раструб выполняет функции дополнительных рёбер жёсткости, благодаря которым система защищается от деформаций и повреждений.
- При демонтаже раструбное соединение труб позволяет обойтись без распиливания элементов.
- Трубы с раструбом можно не только быстро смонтировать, но и демонтировать в случае ремонта или замены.
Типы труб с раструбом
| ПВХ |
|
| Чугунных |
|
| Керамических | Канализационная арматура диаметром 150-600 мм. Имеет ребристую внутреннюю поверхность монтажного утолщения и такое же плечико раструба. Соответствует ГОСТу 286-82. |
| Железобетонных |
|
| Стальных |
|
Раструб канализационной трубы из чугуна
Из такого ассортимента видно, что трубы с раструбом встретить можно где угодно, поэтому методы их герметизации не могут быть одинаковыми.
Применяется для водоснабжения, канализации.