Правка, рихтовка и гибка при слесарных работах
Правка — слесарная операция по устранению дефектов заготовок в виде вогнутости, выпуклости, коробления, искривления и т.д. Сущность правки заключается в сжатии выпуклого слоя металла и расширения вогнутого слоя. Правку осуществляют в холодном или нагретом состоянии заготовки (в зависимости от ее размеров и материала). Правка может быть ручной или машинной на специальных вальцах или прессах. Различают правку заготовок из листа, профильного металла и труб.
Ручную правку заготовок из листа выполняют на чугунной или стальной плите специальными молотками со сферическим бойком; заготовки из тонкого листа правят молотками со вставным бойком из мягкого металла или деревянным молотком — киянкой.
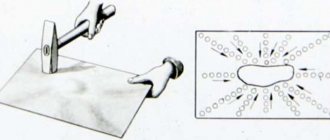
Наиболее сложна правка листов. Лист укладывают на плиту, линейкой определяют места выпуклостей, границы которых обводят мелом. Схемы нанесения ударов при правке выбирают в зависимости от числа выпуклостей и их расположения. При наличии одной выпуклости в середине листа удары наносят, начиная от края листа по направлению к выпуклости, изменяя силу и место ударов молотком. При правке листа с несколькими выпуклостями удары начинают наносить от промежутка между выпуклостями, постепенно приближаясь к их середине.
Для правки лист кладут на плиту выпуклостью вверх, поддерживая его левой рукой; правой наносят удары молотком. Удары должны быть частыми, но не сильными.
Правку полос, изогнутых по ребру, осуществляют следующим образом: определяют кривизну линейкой или на глаз, отмечая ее границы мелом. Широкой поверхностью полосу кладут на плиту и наносят удары поперек полосы по краю вогнутой стороны. Полоса односторонне вытягивается в результате «разгона» металла, принимая прямолинейную форму. Этот способ применяют при правке уголка с небольшой кривизной полки.
Заготовки круглого сечения (прутки) правят на плите, в призмах или с помощью ручного пресса. Удары молотком наносят по выпуклой части от края изгиба к его средней части. Правку заканчивают легкими ударами, поворачивая деталь вокруг своей оси. Этот способ правки используют и для правки стальных труб.
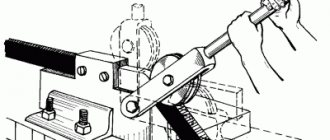
Когда сила удара молотком не обеспечивает правку, применяют ручные винтовые прессы. На столе пресса устанавливают две призмы, на которых размещают изогнутый вал или трубу так, чтобы призматический наконечник на штоке пресса находился над местом наибольшей кривизны. Плавно вращая маховик, подводят наконечник винта к месту изгиба. Затем винтом нажимают на исправляемый вал.
Профильный металл правят подогревом газопламенной горелкой или резаком. В частности, серповидность выправляют путем формирования зоны подогрева в виде треугольника или трапеции с основанием, обращенным в сторону выпуклости; в процессе остывания происходит деформация заготовки, величина которой определяется площадью и степенью нагрева.
Рихтовка является разновидностью правки. Рихтовку выполняют на термообработанных деталях. Особенность рихтовки заключается в том, что выпрямление детали происходит в результате нанесения ударов носком закругленного и закаленного бойка молотка по вогнутой части детали. Последнюю устанавливают на стальной термообработанной рихтовальной бабке. Рабочая поверхность рихтовальной бабки цилиндрической формы должна иметь сферу радиусом 150…200 мм.
Плоские заготовки рихтуют на плоской правильной стальной плите. Полосу располагают на плите вогнутой стороной вверх. Удары молотком наносят на месте соприкосновения детали с плитой от края вогнутости к ее середине. Силу удара выбирают в зависимости от толщины и кривизны детали.
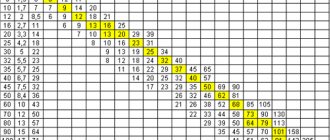
Гибка — слесарная операция, при которой заготовке или ее части придается изогнутая форма в соответствии с требованиями чертежа. Гибке подвергают заготовки из полосовой и листовой стали, прутка, а также труб. Последовательность операции гибки зависит от размеров и материала заготовки. Расчет длины и ширины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности заготовки (табл. 1).
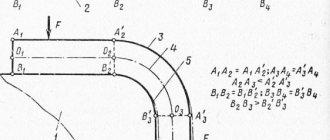
При гибке заготовок из полосового и листового материала их наружная часть вытягивается, а внутренняя сжимается. Поэтому при разметке надо учитывать припуск с внутренней стороны на каждый изгиб в пределах 0,5…0,8 толщины заготовки. Для гибки под прямым углом заготовку после разметки зажимают в тисках с нагубниками так, чтобы риска изгиба совпала с верхней плоскостью нагубника. Ударами молотка загибают одну сторону заготовки и, повторяя операцию, загибают при необходимости вторую сторону. При криволинейной гибке используют различные оправки, которые и зажимают в тисках вместе с заготовкой. Ударами молотка конец заготовки загибают по оправке, добиваясь плотного прилегания ее к поверхности оправки. Если требуется, заготовку с оправкой переставляют и операцию повторяют.
Основной подготовительной операцией при изготовлении трубопроводов является гибка труб под различными углами, которую выполняют с помощью специальных приспособлений или на трубогибочных станках. В зоне изгиба толщина стенки трубы по наружной стороне уменьшается, а по внутренней увеличивается. Радиус изгиба устанавливают по нормативным документам; его обычно назначают не менее 2Dн, где
Dн — наружный диаметр. Допускаемая овальность в зоне изгиба труб Dн до 250 мм не должна превышать 10 %, а для Dн = 300…400 мм — 6…8 %.
Таблица 1. Минимально допустимые радиусы гибки (мм) заготовок из листового материала
| Толщина заготовки, мм | Материал заготовки | ||||
| Сталь | Дуралюмин | Алюминий | Медь | Латунь | |
| 0,4 | 0,5 | 1,5 | 0,5 | 0,4 | 0,5 |
| 0,5 | 0,6 | 0,5 | |||
| 0,6 | 0,8 | 1,8 | 0,6 | ||
| 0,8 | 1,0 | 2,4 | 1,0 | 0,8 | |
| 1,0 | 1,2 | 3,0 | 1,0 | ||
| 1,2 | 1,5 | 3,6 | 1,2 | 1,0 | 1,2 |
| 1,5 | 1,8 | 4,5 | 1,5 | ||
| 2,0 | 2,5 | 6,5 | 2,0 | 1,5 | 2,0 |
| 2,5 | 3,5 | 9,0 | 2,5 | 2,0 | 2,5 |
| 3,0 | 5,5 | 11,0 | 3,0 | 2,5 | 3,5 |
| 4,0 | 9,0 | 16,0 | 4,0 | 3,5 | 4,5 |
| 5,0 | 13,0 | 19,5 | 5,5 | 4,0 | 5,5 |
| 6,0 | 15,5 | 22,0 | 6,5 | 5,0 | 6,5 |
Гибку труб в холодном состоянии применяют при изготовлении трубопроводов Dн до 150 мм. Для холодной гибки труб используют три основных способа: на двух опорах, обкаткой роликом и с внутренним дорном. Гибку на двух опорах осуществляют в специальных станках. Ее применяют для труб диаметром до 125 мм. Холодная гибка труб обкаткой роликом рекомендуется для труб диаметром до 32 мм. Трубу жестко прикрепляют скобой к неподвижному гибочному диску, а обкатывающий ролик перемещают по дуге вокруг гибочного диска и изгибают трубу. Радиусы ручьев гибочного диска и обкатывающего ролика должны точно соответствовать наружному диаметру изгибаемой трубы.
Холодную гибку с внутренним дорном используют для тонкостенных труб наружным диаметром 32…219 мм. Изгибаемую трубу надевают на штангу с внутренним дорном, который располагают в месте изгиба. Это предохраняет трубу от возникновения овальности и образования гофр. Конец трубы зажимают между гибочным диском, имеющим полукольцевую выточку (ручей), и вкладышем с такой же полукольцевой выточкой. В процессе гибки диск, поворачиваясь, увлекает за собой трубу, сталкивая ее с внутреннего дорна. Труба, прижатая к ползуну, в результате трения продвигается вперед. Форма внутренних дорнов может быть ложкоили шарообразной. Трубы при холодной гибке продувают сжатым воздухом, а их внутреннюю поверхность смазывают машинным маслом или мыльной эмульсией.
Гибку труб в горячем состоянии выполняют двумя способами: с нагревом токами высокой частоты (ТВЧ) и с нагревом в пламенных печах или горнах с наполнителем (набивкой песком). Гибка труб с нагревом ТВЧ, применяемая наиболее широко, заключается в непрерывном последовательном изгибе небольшого участка трубы, нагреваемого в кольцевом индукторе под действием электромагнитного поля, которое создается ТВЧ. При гибке труб с нагревом ТВЧ используют три схемы: с отклоняющим роликом, с водилом и «подсадкой».
Гибку труб из цветных металлов осуществляют в холодном состоянии: диаметром до 38 мм при радиусе изгиба не менее 2,5 Dн без дорна и наполнителя, а диаметром более 38 мм с радиусом изгиба не менее 3 Dн с дорном или наполнителем (песком).
078
1.6. Обработка отверстий
Отверстия в теле металла под крепежные детали (болты, шпильки, винты), а также под последующую обработку (рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание) достигается сверлением. В качестве инструмента при сверлении используют стандартные сверла из быстрорежущей стали диаметром 0,3 — 80 мм. По конструкции и характеру выполняемой работы сверла делятся на перовые, спиральные, центровочные, сверла для глубоких отверстий др.
Перовые
-(плоские) просты в изготовлении, прочны, но не обеспечивают высокой точности и чистоты отверстия. Применяют для сверления неглубоких отверстий.
Спиральные —
совершенны по конструкции, легко выводят стружку по винтовым каналам, малая сила трения о стенку отверстия, не требуют дополнительной обработки отверстия, допускают большое количество переточек.
Сверла изготавливают с цилиндрическими (до d=12 мм), коническими ( 6 — 60 мм) хвостовиками. Сверла изготавливаются из быстрорежущей стали марок Р18, Р9, У10-У12 (мелкие сверла) и с твердой наплавкой твердосплавных пластинок.
Рассверливание
предназначено для увеличения диаметра отверстия заготовок и применяется при обработке отверстий диаметром свыше 30 мм. Сначала сверлят отверстие диаметром (0,2 — 0,3)D, а затем рассверливают это отверстие до заданного диаметра D.
Зенкование —
применяют для снятия фасок у отверстий, получения цилиндрических и конических углублений для головок винтов и заклепок.
Зенкерование —
используют для расточки отверстия и подготовки его под развертывание. Стандартными зенкерами из быстрорежущей стали обрабатывают отверстия диаметром 3 — 100 мм. Зенкер имеет большее число режущих зубьев, чем сверло, поэтому обработка им более производительна, чем рассверливание, а качество зенкерования выше, чем при рассверливании.
Развертывание —
применяют для окончательной обработки предварительно просверленного отверстия и получения точной геометрической формы, размеров и высокой чистоты
поверхности с помощью цилиндрических или конических разверток. Стандартные развертки применяют для обработки отверстий диаметром 1 — 300 мм в заготовках из различных материалов.
Для механической обработки отверстий сверлением, зенкованием используются пневмо-эле4трические машины и станки.
Техника безопасности при ручной гибке
Ручная гибка и правка применяются при единичном или мелкосерийном производстве. Для выполнения операций используют молотки, киянки, тиски, ручные трубогибы, оправки, другие инструменты и приспособления.
Основные правила:
- Весь инструмент должен быть исправен;
- На удерживающей заготовку руке должна быть надета рукавица;
- Заготовка должна быть надежно закреплена в тисках;
- Левую руку нельзя держать близко к месту сгиба заготовки;
- Нельзя стоять за спиной работающего.
Одно из условий обеспечения безопасности при гибке – организация рабочего места. Перед началом работ необходимо:
- Убедиться, что верстак подходит по росту, а также проверить прочность и устойчивость рабочего стола.
- Убрать с верстака все посторонние предметы.
- Отрегулировать местное освещение так, чтобы свет не слепил, а рабочая зона была хорошо видна.
- Подготовить необходимый инструмент и приспособления, разложить их в удобном для работы порядке.
- Осмотреть инструменты. При выявлении трещин, сколов, других дефектов, неисправные приспособления заменить. Рабочая часть молотков и киянок должны быть прочно насажены на ручки, поверхность – не иметь наклепа, неровностей, трещин. Тиски должны быть исправны, надежно зафиксированы на верстаке. Рукоятка и винт должны легко вращаться, насечка губок – не иметь повреждений.
От правильной организации рабочего места зависит не только безопасность, но и производительность труда. Выполнение инструкций позволяет избегать ненужных пауз в работе, снизить количество бракованных деталей.
Во время выполнения гибки необходимо:
- Регулировать усилие зажима в тисках так, чтобы обеспечить надежную фиксацию и не повредить заготовку.
- Избегать загиба заготовки близко лицу, расположения левой руки вблизи места сгиба при работе с проволокой.
- Быть аккуратным при работе с ударным инструментом для исключения травм пальцев.
- Работать в головном уборе, очках и спецодежде с застегнутыми манжетами.
Запрещается применять подставки, не обеспечивающие надежное положение детали, использовать инструменты и приспособления не по назначению. По окончании работ нужно убрать загрязнения специальной щеткой, протереть чистой ветошью. Тряпки нужно собрать в специальные металлические ящики.
Общие правила ТБ при гибке металла
Главное условие обеспечения безопасности при гибке металла – применение исправных инструментов, приспособлений и оборудования, правильная организация рабочего места, выполнение инструкций по ТБ.
В состав правил при гибке металла входит:
- Обеспечение допуска к работам только при наличии необходимой квалификации, теоретических знаний и практических навыков. К ручной и механизированной гибке металла допускаются работники, прошедшие курс обучения и успешно сдавшие квалификационный экзамен, не имеющие медицинских противопоказаний. Для допуска также необходимо пройти вводный, первичный или плановый (внеплановый) инструктаж по технике безопасности. При работе на новом оборудовании, требуется изучить его, при необходимости обратиться за разъяснениями.
- Соблюдение режима труда и отдыха. При выполнении работ необходимо делать перерывы в назначенное время, курить и обедать в специально отведенных для этого местах.
- Контроль исправности инструмента. Для гибки требуется оборудование и приспособления без трещин, наклепа, других дефектов. Инструменты необходимо применять только по назначению, применение приспособлений и оборудования, не предназначенного для конкретных технологических операций, запрещено.
- Применение средств индивидуальной защиты. Работы по гибке металла нужно выполнять в рукавицах, спецодежде, защитных очках. Хранить СИЗ необходимо в специально отведенных местах.
- Знание и выполнение порядка действий при возникновении несчастного случая или аварии. При этом следует остановить работу, выключить оборудование, сообщить руководителю. При несчастном случае требуется оказать первую помощь пострадавшему, вызвать «скорую» или обеспечить доставку в медицинское учреждение.
Знание и выполнение инструкций и руководств по ТБ при гибке металла – обязательное требование трудовой дисциплины. За невыполнение предусмотрены различные меры ответственности – от устных замечаний, до увольнения и уголовного преследования.