Гибка листового металла 6 метров
Возможности технологии во многом зависят от длины листа и потенциала оборудования. Гибка листового металла 6 метров без его разделения — сложный процесс. Но если предприятие обладает необходимыми мощностями, собственной производственной базой, а его оборудование имеет высокий технический уровень изготовления проката, обработка листов такой длины не является проблемой. Потенциал нашего гибочного производства очень широк, и если у вас есть шестиметровый листовой прокат, задача будет выполнена.
Цены
| Толщина листового металла | Длина заготовки или изделия | ||||
| До 100 мм | До 500 мм | До 1000 мм | До 2000 мм | До 3000 мм | |
| До 1 мм. | 5 руб. | 7 руб. | 10 руб. | 15 руб. | 20 руб. |
| До 2 мм. | 6 руб. | 8 руб. | 12 руб. | 18 руб. | 24 руб. |
| До 3 мм. | 8 руб. | 10 руб. | 16 руб. | 14 руб. | 32 руб. |
| До 4 мм. | 10 руб. | 15 руб. | 20 руб. | 30 руб. | 40 руб. |
| До 5 мм. | 15 руб. | 20 руб. | 30 руб. | 45 руб. | 60 руб. |
| До 6 мм. | 18 руб. | 23 руб. | 36 руб. | 54 руб. | — |
| До 8 мм. | 25 руб. | 35 руб. | 50 руб. | — | — |
| До 10 мм. | 30 руб. | 40 руб. | 60 руб. | — | — |
Гибка листа
Суть листогибочных работ заключается в том, что они превращают плоское изделие в пространственное, “живущее” уже в трех плоскостях, и придают ему разнообразные формы. Гибка 6-метрового листа обычно выполняется без нагрева, холодным способом. Термическое воздействие может потребоваться только в случаях, если прокат имеет большое сечение. Или когда сырье, из которого он изготовлен, обладает низкой пластичностью. Самыми сложными в обработке сгибанием считаются титановый прокат, дюралюминий и стальные сплавы с включениями марганца и кремния.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Гибка листового металла листогибочным станком
Промышленным способом гибка листа 6 м длиной проводится на специальных устройствах — листогибочных станках. Эти устройства значительно различаются по функционалу и способу воздействия на заготовку. Главными составляющими ротационного станка являются валки. Они помогают заготовке приобрести скругленную форму. На простейших машинах валки могут приводиться в движение ручным способом, в более сложных этот процесс осуществляет автоматика. Для несложных видов гибки можно использовать устройство с более простым механизмом Оно включает две плиты — статичную и поворотную — и прижимную балку. Однако обработать листы большой длины на этих устройствах затруднительно. Простой сгиб, и опять же для заготовки небольших размеров, может выполнить пресс, работа которого основана на пневматическом или гидравлическом усилии. Изгиб листа осуществляют две рабочие части — матрица (неподвижный элемент) и пуансон (подвижный). Таким станочным способом можно обрабатывать листы большой толщины.
Гибка полосы в кольцо
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Основные методы гибки листового металла
Мы уже упоминали, что гибка металла 6 метров в основном выполняется без нагрева. Однако в ряде случаев используется второй метод — термический. Чтобы доказать оправданность этой методики, материал исследуют на:
- пластичность, то есть определяют его способности к деформации;
- возможность образовать угол необходимой величины без растрескивания;
- способность получить сложный контур изгиба.
Зная особенности металлов и сплавов, специалист может предугадать результат, опираясь только на теоретические выкладки. Однако чаще всего испытания проводят опытным путем: в условиях цеха, используя для этой цели образец.
Основные принципы
Гнутье металла осуществляется различными методами. Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Преимущества гибки листового металла
Заказывая гибку металла до 6 метров или менее, вы получаете:
- по-прежнему монолитное изделие, не имеющее швов;
- при правильном выполнении работ — не имеющее ни внешних, ни внутренних дефектов;
- деталь, внешний вид которой не испорчен никакими сварными швами;
- такую же прочную, как до гибки, и с не меньшим сроком эксплуатации.
Примечательно, что гибке можно подвергать большинство материалов и сплавов: сталь, алюминий, медь. А вот сварочные работы переносят далеко не все из них. Для того же алюминия качественный шов без пережогов может выполнить только очень опытный сварщик.
Согнуть кольцо из металлической полосы.
Возникла необходимость изготовить несколько колец из металлической полосы толщиной 8мм и шириной 55мм. Внешний диаметр кольца – 400мм, а внутренний -300мм. После гибки и сварки окончательно обрабатывается на токарном станке. Может быть кто-то сталкивался с подобной задачей и может подсказать технологию гибки. Может быть имеются приспособления для гибки аналогичных деталей. Буду благодарен за советы и предложения.
Дурацкий вопрос, а тонкая лента не пойдет? Вообще бы я с этим вопросом обратился в приличную кузницу.
eug28 написал : Возникла необходимость изготовить несколько колец из металлической полосы толщиной 8мм и шириной 55мм. Внешний диаметр кольца – 400мм, а внутренний -300мм.
Что-то непонятно,как такое может быть,наружный диаметр 400 мм.,внутренний 300 мм.,при толщине стенки 8 мм.? (400-300):2=50мм,должна быть толщина стенки, а не 8мм,если речь о кольце идет.Обрезки труб необходимого диаметра не подойдут?
Suever написал : Что-то непонятно,как такое может быть,
Полоса должна гнуться по ширине, а не толщине, если я правильно понял. Надо использовать для таких параметром что-то типа промышленного трубогиба с мощным электроприводом с соответствующими оправками.
Проще из листа 8 мм вырезать газом, подравнять на станке. Если нет такой возможности – действительно к кузнецу.
Madman написал : Надо использовать для таких параметром что-то типа промышленного трубогиба с мощным электроприводом с соответствующими оправками. __________________
В таком случае гнуть надо на “ребро”, 8мм на ребро что-то не айс,тогда проще на листе 8мм нарисовать это, и хоть лобзиком выпиливай. Понимаю,но раз надо.
Вообще попробуйте это проделать с картонным макетом,вручную гнуть на ребро,правильно он либо складывается,либо рвется,имхо такое же будет и с металлом,так что лучше резать из листа.
Янн:- Согнуть ,сложно . Обычно режут из листа. Вы сходите в местную котельную или в водоканал,возьмите бутылку и к слесарям . Они в курсе этих вопросов. У меня дома несколько пятаков 400 *10 мм валяются ,это заглушки от оборудования. Но как Вам их отдать ?
2eug28 Никогда и ни на каком оборудовании не согнете эту полосу в плоское, гладкое кольцо. Резать надо из цельного листа газом, ЭДС, лобзом болгаркой или прямо на токарнике
Vidis написал : Резать надо из цельного листа газом,
Думаю,после газа его так поведет,что только в металлолом.
Согнуть не удастся. Если цельного листа под кольцо нет, можно сварить из полосы – секторами (хордами) с разделкой и потом на станок. Как-то так, если ширина 55:
Suever написал : Думаю,после газа его так поведет
уверяю , не поведет.
Надо то всего лишь сделать кольцо Х мм шириной У мм, потом вырезать кусочек (сектор) получится этакая буква С и гнуть на наковальне по диаметру пока не сойдутся края.. соответственно проделать всё на макете из картона.. плюс припуски на ручную обработку, и вперёд.. Конус так обычно делают.. а вообще, на трубный завод..просто заказать то, что нужно..
Suever написал : Думаю,после газа его так поведет,что только в металлолом.
Янн:- Не чего не ведёт ,так обычно везде делают,да и собственно работа эта хорошо знакомая сварщикам. Можете и сами сделать ,найдите резак и нужное железо. Ну можно пруток согнуть,сварить и в кузню ,там его нагреют и расплющат. Выход вижу такой :- “Или в кузницу ,либо к сварщику”.
Виды приемов гибки металла
Простейшие приемы гибки подразумевают образование на листе одного или двух углов (одноугловая или двухугловая гибка). По форме профиля их также называют V-образной и П-образной. Для получения большего количества углов необходима уже многоугловая гибка. И, наконец, для образования не углов, а скругленных форм применяется гибка по радиусу, или закатка. По характеру усилия, которое прикладывается к листу, гибка листового металла 6 метров может быть свободной и с калибрующим ударом. Различается она и по количеству переходов, то есть усилий, приложенных для выполнения одного сгиба. Пластичным металлам хватает однократного усилия, непластичным требуются два и даже три, в особо трудных случаях — с нагревом.
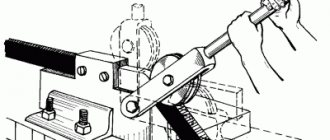
Гибка полосы при помощи тисков
Сначала рассмотрим вариант гибки на слесарных тисках под углом 90 0 . Для этого необходим брусок квадратного сечения из стали. Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
После того, как такой «сэндвич» будет крепко зажат, берем обычный молоток и легкими ударами загибаем полосу в сторону бруска. Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Таким образом можно согнуть полосу под любым углом, важно только подобрать опорный брусок с нужным углом среза. Без такой твердой опоры добиться нужного угла будет очень трудно.
Похожие операции производятся и при изготовлении хомутов, только в этом случае в роли матрицы используем толстостенную трубу или пруток нужного диаметра. Как и в случае с прямоугольной гибкой, удары молотком наносятся в сторону неподвижной губки тисков. Такая гибка полосы — процесс медленный и требует аккуратности.
Прайс-лист на гибку листовых заготовок
В отличие от многих других площадок, работающих только по договорным ценам и не указывающим в своих прайс-листах точных сумм, мы публикуем конкретные расценки за эту услугу. Правда, уточним, что это средние суммы. Если вы поручаете нам заказ повышенной сложности или очень срочную работу, стоимость проекта может увеличиться. При выполнении больших объемов в комфортные сроки мы можем порадовать вас скидкой.
Особенности гибки листовой заготовки
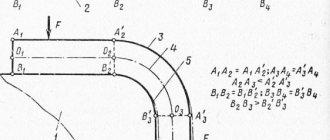
Самая сложная задача даже для специалиста, осуществляющего гибку 6-метрового листа, — “нащупать” баланс напряжения и деформации в конкретном листе конкретной толщины, изготовленном из определенного металла. В процессе сгибания — неважно, ручным способом или станочным, — на лист попеременно оказываются два воздействия: сперва упругое, а затем пластическое. Таким образом в листе происходит сжатие внутренних слоев и растяжение наружных. Пограничный, или нейтральный, слой становится “золотой серединой между ними. Умение его находить — “пропуск” к безвредной для металла гибке.
Способы сгибания уголка по радиусу
В зависимости от величины заготовки и толщины металла гибку можно провести холодным или горячим способом. Холодный предпочтительнее, так как любой нагрев — это воздействие на уровне кристаллической решетки металла.
Холодная гибка может производиться не только на вальцовочном станке: для несложных заготовок не менее востребован метод свободной гибки уголка по радиусу — деформация уголка “на весу”, без применения специального оборудования. Однако в этой технологии возможны погрешности, и лучше использовать ее для работ, не требующих высокой точности.
По направлению, в котором сгибается заготовка, различают гибку уголка полками наружу или внутрь.
Примеры работ по гибке заготовок
В том, что наши мастера справляются с гибкой листа 6 метров без труда, вы убедитесь, если посмотрите образцы гнутого проката и изделий из него в разделе “Примеры работ”. Наша галерея регулярно пополняется новыми образцами. Оценив фото и видео к статье, вы на живом примере убедитесь, что лучше несколько раз согнуть, чем пару раз сварить.
Гибка листового металла в Москве
Особое значение гибка металла 6 метров имеет для столицы, в которой активно развиваются все виды промышленности — от тяжелой до легкой. Московские производства предъявляют к гнутым заготовкам повышенные требования: им нужен прокат высокого качества, полностью совпадающий по пропорциям с чертежами. Эту задачу можно решить только на автоматическом оборудовании. Наши станки отличаются не только точностью, но и большой производительностью.
Результат пробивки и гибки листового металла
Гибка металла до 6 метров — не единственная операция, которую можно выполнить для такого габаритного проката. Кроме нее существуют пробивка, вырубка, резка. Да и сама гибка может быть разной: например, совмещенной с растяжением (обычно используется для получения изделий с большим радиусом). Результатом всех этих действий становится уже не заготовка, а практически завершенная деталь, которая может использоваться в монтаже или сборке.
Лазерная резка и гибка оцинкованной стали, листов с порошковой покраской
Свои нюансы обработки есть у металла с оцинкованным покрытием, а также у окрашенного порошковым способом. Цинковый и полимерный слои обладают достаточной ударной прочностью и стойкостью к деформированию покрытия, но могут быть повреждены при механической резке. Поэтому для таких изделий обычно выбирают резку лазерным лучом, проходящую для металла с покрытием практически “безболезненно”.
Гибка металлической полосы в кольцо и на ребро
При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 120 0 …) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
Что даст заказчику обращение в нашу компанию
Наши специалисты имеют полный комплект современного инструментария для качественного выполнения данной услуги.
Мы выполняем гибку для:
- корпусных изделий;
- ограждений порталов в лифтах;
- крепежных планок;
- металлических профилей;
- крепежных пластин;
- металлических стоек;
- металлических парапетов и перил.
Для повышения качества выполняемых работ по согласованию с клиентом допускается нанесение силиконовой защиты между деталью и матрицей. Эта процедура актуальна для работ с заготовками из нержавеющего материала.
Мы выполним гибку металла любой сложности, но предварительно менеджеры проведут профильную консультацию и предложат использовать типовые проекты по авторским разработкам специалистов VT-Metall.
Итак, преимущество обращения в нашу компанию составляет наличие высокоточного оборудования, профессионального инструментария и большой опыт мастеров.