Минимальная толщина объектов измерений в зависимости от их твердости и величины нагрузки
Ось X
— толщина испытуемого образца, мм; ось
Y
— твердость HV
Рисунок А.1 — Минимальная толщина испытуемых образцов в зависимости от испытательной нагрузки и твердости (для шкал от HV 0,2 до HV 100)
1
— число твердости HV;
2
— минимальная толщина образца
t
, мм;
3
— длина диагонали отпечатка
d
, мм;
4
— обозначение шкалы твердости HV;
5
— испытательная нагрузка
F
, Н
Рисунок А.2 — Номограмма для определения характеристик измерения твердости по Виккерсу по минимальной толщине образцов (для шкал от HV 0,01 до HV 100)
Замеры твердости
Замер твердости металла трубопровода и сварных соединений должен производиться в доступных местах для элементов трубопровода (труба, отвод (колено, гиб), переход, кованый (литой) тройник и др.), как правило, в местах выполнения толщинометрии. Допускается замер твердости элементов трубопровода и сварных соединении производить выборочно по одному представителю каждого, при этом выбор представителей должен осуществляться для группы однотипных элементов с одинаковым материальным исполнением, которые находятся в зоне максимальных силовых и тепловых нагрузок. В каждом месте, установленном специалистами, проводящими обследование, должно быть сделано не менее трех замеров. В районе сварных швов твердость определяется с двух сторон от линии шва в каждой из трех зон: основной металл, зона термического влияния (ЗТВ), сварной шов. В каждой зоне делается не менее 3-х замеров, а за результат принимается их среднее арифметическое значение или интервал значений.
Замер твердости выполняется во всех случаях, когда возникает сомнение в качестве металла или сварного шва.
Замер твердости шпилек и гаек производится выборочно (одного-трех изделий) не менее, чем на двух-трех трубопроводах технологической установки, работающих при температуре выше 450 0 С для углеродистых и выше 500 0 С для легированных сталей.
В случае, если полученный результат показывает, что твердость металла на участке трубопровода (или сварного соединения, наплавленного металла) не соответствует нормативно-технической документации, то металл такого участка трубопровода подлежит исследованию с вырезкой образца или отбраковывается.
Если твердость крепежных деталей (шпилек, болтов, гаек) имеет отклонения от нормативных значений, указанных в таблице 18, то они бракуются.
Таблица 18 — Механические свойства сталей для крепежных деталей
Таблица поправочных коэффициентов для измерения на криволинейных поверхностях
В.1 Сферические поверхности
В таблицах В.1 и В.2 даны поправочные коэффициенты, когда измерения твердости выполняют на сферических поверхностях.
Поправочные коэффициенты приводят для отношения средней длины диагоналей отпечатка к диаметру D
сферического образца, на котором выполняют измерения.
Пример
:
Диаметр
сферическогообразцаD
=
10мм
.
Нагрузка
F
=
98
,
07Н
.
Средняя
длинадиагоналейотпечаткаd
=
0
,
150мм
.
Твердость
поВиккерсу
=
Поправочный
коэффициентполучаемизтаблицыВ.1интерполяцией
=
0
,
983
.
Твердость
сферическогообразца
—
824×0
,
983
=
810HV10
.
Таблица В.1 — Выпуклые сферические поверхности
| d / D | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,004 | 0,995 | 0,086 | 0,920 |
| 0,009 | 0,990 | 0,093 | 0,915 |
| 0,013 | 0,985 | 0,100 | 0,910 |
| 0,018 | 0,980 | 0,107 | 0,905 |
| 0,023 | 0,975 | 0,114 | 0,900 |
| 0,028 | 0,970 | 0,122 | 0,895 |
| 0,033 | 0,965 | 0,130 | 0,890 |
| 0,038 | 0,960 | 0,139 | 0,885 |
| 0,043 | 0,955 | 0,147 | 0,880 |
| 0,049 | 0,950 | 0,156 | 0,875 |
| 0,055 | 0,945 | 0,165 | 0,870 |
| 0,061 | 0,940 | 0,175 | 0,865 |
| 0,067 | 0,935 | 0,185 | 0,860 |
| 0,073 | 0,930 | 0,195 | 0,855 |
| 0,079 | 0,925 | 0,206 | 0,850 |
Таблица В.2 — Вогнутые сферические поверхности
| d / D | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,004 | 1,005 | 0,038 | 1,050 |
| 0,008 | 1,010 | 0,041 | 1,055 |
| 0,012 | 1,015 | 0,045 | 1,060 |
| 0,016 | 1,020 | 0,048 | 1,065 |
| 0,020 | 1,025 | 0,051 | 1,070 |
| 0,024 | 1,030 | 0,054 | 1,075 |
| 0,028 | 1,035 | 0,057 | 1,080 |
| 0,031 | 1,040 | 0,060 | 1,085 |
| 0,035 | 1,045 | 0,063 | 1,090 |
| 0,066 | 1,095 | 0,082 | 1,125 |
| 0,069 | 1,100 | 0,084 | 1,130 |
| 0,071 | 1,105 | 0,087 | 1,135 |
| 0,074 | 1,110 | 0,089 | 1,140 |
| 0,077 | 1,115 | 0,091 | 1,145 |
| 0,079 | 1,120 | 0,094 | 1,150 |
В.2 Цилиндрические поверхности
В таблицах В.3 — В.6 даны поправочные коэффициенты, когда измерения твердости выполняют на цилиндрических поверхностях.
Поправочные коэффициенты приводят для отношения средней длины диагоналей отпечатка к диаметру D
цилиндрического образца, на котором выполняют измерения.
Пример
:
Цилиндрический
образец
,
однаиздиагоналейотпечаткапараллельнаосицилиндраD
=
5мм
.
Средняя
длинадиагоналейотпечаткаd
=
0
,
415мм
.
Нагрузка
F
=
294
,
2Н
.
Твердость
поВиккерсу
=
Поправочный
коэффициентполучаемизтаблицыВ.6
=
1
,
075
.
Твердость
цилиндрическогообразца
=
323×1
,
075
=
347HV30
.
Таблица В.3 — Выпуклые цилиндрические поверхности. Диагонали развернуты на 45° относительно оси цилиндра
| d / D | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,009 | 0,995 | 0,119 | 0,935 |
| 0,017 | 0,990 | 0,129 | 0,930 |
| 0,026 | 0,985 | 0,139 | 0,925 |
| 0,035 | 0,980 | 0,149 | 0,920 |
| 0,044 | 0,975 | 0,159 | 0,915 |
| 0,053 | 0,970 | 0,169 | 0,910 |
| 0,062 | 0,965 | 0,179 | 0,905 |
| 0,071 | 0,960 | 0,189 | 0,900 |
| 0,081 | 0,955 | 0,200 | 0,895 |
| 0,090 | 0,950 | ||
| 0,100 | 0,945 | ||
| 0,109 | 0,940 |
Таблица В.4 — Вогнутые цилиндрические поверхности. Диагонали развернуты на 45° относительно оси цилиндра
| d / D | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,009 | 1,005 | 0,082 | 1,050 |
| 0,017 | 1,010 | 0,089 | 1,055 |
| 0,025 | 1,015 | 0,097 | 1,060 |
| 0,034 | 1,020 | 0,104 | 1,065 |
| 0,042 | 1,025 | 0,112 | 1,070 |
| 0,050 | 1,030 | 0,119 | 1,075 |
| 0,058 | 1,035 | 0,127 | 1,080 |
| 0,066 | 1,040 | 0,134 | 1,085 |
| 0,074 | 1,045 | 0,141 | 1,090 |
| 0,148 | 1,095 | 0,189 | 1,125 |
| 0,155 | 1,100 | 0,196 | 1,130 |
| 0,162 | 1,105 | 0,203 | 1,135 |
| 0,169 | 1,110 | 0,209 | 1,140 |
| 0,176 | 1,115 | 0,216 | 1,145 |
| 0,183 | 1,120 | 0,222 | 1,150 |
Таблица В.5 — Выпуклые цилиндрические поверхности. Одна из диагоналей параллельна оси цилиндра
| d / D | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,009 | 0,995 | 0,085 | 0,965 |
| 0,019 | 0,990 | 0,104 | 0,960 |
| 0,029 | 0,985 | 0,126 | 0,955 |
| 0,041 | 0,980 | 0,153 | 0,950 |
| 0,054 | 0,975 | 0,189 | 0,945 |
| 0,068 | 0,970 | 0,243 | 0,940 |
Таблица В.6 — Вогнутые цилиндрические поверхности. Одна из диагоналей параллельна оси цилиндра
| d / D | Поправочный коэффициент | d / | Поправочный коэффициент |
| 0,008 | 1,005 | 0,087 | 1,080 |
| 0,016 | 1,010 | 0,090 | 1,085 |
| 0,023 | 1,015 | 0,093 | 1,090 |
| 0,030 | 1,020 | 0,097 | 1,095 |
| 0,036 | 1,025 | 0,100 | 1,100 |
| 0,042 | 1,030 | 0,103 | 1,105 |
| 0,048 | 1,035 | 0,105 | 1,110 |
| 0,053 | 1,040 | 0,108 | 1,115 |
| 0,058 | 1,045 | 0,111 | 1,120 |
| 0,063 | 1,050 | 0,113 | 1,125 |
| 0,067 | 1,055 | 0,116 | 1,130 |
| 0,071 | 1,060 | 0,118 | 1,135 |
| 0,076 | 1,065 | 0,120 | 1,140 |
| 0,079 | 1,070 | 0,123 | 1,145 |
| 0,083 | 1,075 | 0,125 | 1,150 |
ГОСТ 2999-75 (СТ СЭВ 470-77) Метод измерения твердости по Виккерсу
ГОСТ 2999-75 (СТ СЭВ 470-77)
МЕТАЛЛЫ И СПЛАВЫ.Метод измерения твердости по Виккерсу
Metals and alloys. Vickers hardness test by diamond pyramid
ОКСТУ 1909 Дата введения 1976-07-01* ______________________________ * Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год).
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 28 июля 1975 г. № 1956
Проверен в 1985 г. постановлением Госстандарта от 27.09.85 N 3118 срок действия продлен до 01.07.93
ВЗАМЕН ГОСТ 2999-59 ПЕРЕИЗДАНИЕ (декабрь 1986 г.) с Изменениями N 1, 2, утвержденными в мае 1979 г., сентябре 1985 г. (ИУС 7-79, 12-85).
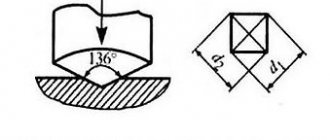
Настоящий стандарт устанавливает метод измерения твердости по Виккерсу черных и цветных металлов и сплавов при нагрузках от 9,807 Н (1 кгс) до 980,7 Н (100 кгс). Измерение твердости основано на вдавливании алмазного наконечника в форме правильной четырехгранной пирамиды в образец (изделие) под действием нагрузки F, приложенной в течение определенного времени, и измерении диагоналей отпечатка d1, d2, оставшихся на поверхности образца после снятия нагрузки. Стандарт полностью соответствует СТ СЭВ 470-77 (справочное приложение 2). (Измененная редакция, Изм. N 1, 2).
1. МЕТОДЫ ОТБОРА ОБРАЗЦОВ
1.1. При изготовлении образца и при подготовке его поверхности необходимо принимать меры, предотвращающие возможность изменения свойств металла из-за нагрева или наклепа. 1.2. Минимальная толщина образца должна быть для стальных изделий больше диагонали отпечатка в 1,2 раза; для изделий из цветных металлов — в 1,5 раза. Примечание. Минимальная толщина образца (изделия) для цветных металлов определяется по номограмме, приведенной в рекомендуемом приложении 3. (Измененная редакция, Изм. № 1). 1.3. При измерении твердости на криволинейных поверхностях радиус кривизны должен быть не менее 5 мм. Примечание. Для определения твердости на образцах с радиусом кривизны менее 5 мм применяют поправочные коэффициенты, используемые для цилиндрических и сферических поверхностей, в зависимости от значения отношения d/D, приведенных в рекомендуемом приложении 4. (Измененная редакция, Изм. № 1).
2. АППАРАТУРА
2.1. Прибор для измерения твердости должен соответствовать требованиям ГОСТ 23677-79 и настоящего стандарта. Алмазный наконечник должен соответствовать требованиям ГОСТ 9377-81. 2.3. Образцовые меры твердости должны соответствовать требованиям ГОСТ 9031-75.
3. ПОДГОТОВКА К ИСПЫТАНИЮ
3.1. Перед измерением твердости производят осмотр образцов (изделий). 3.2. Поверхность испытуемого образца должна иметь шероховатость не более 0,16 мкм по ГОСТ 2789-73 и быть свободной от окисной пленки и посторонних веществ. 3.3. При измерении твердости должна быть обеспечена перпендикулярность приложения действующего усилия к испытуемой поверхности. 3.4. Опорная поверхность столика должна быть чистой. Образец должен лежать на подставке жестко и устойчиво. 3.5. При измерении твердости алмазной пирамидой применяются следующие нагрузки: 9,807 (1); 19,61 (2); 24,52 (2,5); 29,42 (3); 49,03 (5); 98,07 (10); 196,1 (20); 294,2 (30); 490,3 (50); 980,7 (100) Н (кгс). Для получения более точного результата измерения твердости нагрузка должна быть возможно больше, причем на обратной стороне образца не должно быть заметно следов деформации. Примечание. Для определения твердости черных металлов и сплавов применяют нагрузки от 49,03 Н (5 кгс) до 980,7 Н (100 кгс); для меди и ее сплавов — от 24,52 Н (2,5 кгс) до 490,3 Н (50 кгс); для алюминиевых сплавов — от 9,807 Н (1 кгс) до 980,7 Н (100 кгс). (Измененная редакция, Изм. № 1, 2).
4. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
4.1. При измерении твердости должны быть соблюдены следующие условия: а) плавное возрастание нагрузки до необходимого значения; б) поддержание постоянства приложенной нагрузки в течение установленного времени. 4.2. Продолжительность выдержки под нагрузкой должна составлять 10-15 с. 4.3. При наличии в стандартах или технических условиях на металлопродукцию особых указаний допускается проводить испытания с более продолжительным временем выдержки под нагрузкой. В этом случае допуск на выдержку должен быть ±2 с. 4.4. Расстояние между центром отпечатка и краем образца или краем соседнего отпечатка должно быть не менее 2,5 длины диагонали отпечатка. 4.5. При неизвестной толщине испытуемого слоя следует произвести несколько измерений при различных нагрузках. Если при этом твердость будет изменяться, то следует уменьшить нагрузки до тех пор, пока при двух смежных нагрузках твердость будет близка по своим значениям или совпадает. 4.6. Испытание проводят при температуре +20°C. При разногласиях в измерении твердости испытания должны проводиться при температурах (20±2)°С в умеренном климате и при (27±2)°С в тропическом климате. (Введен дополнительно, Изм. № 1). 4.7. Количество отпечатков при определении твердости указывают в нормативно-технической документации на металлопродукцию. (Введен дополнительно, Изм. № 1).
5. ОБРАБОТКА РЕЗУЛЬТАТОВ
5.1. Твердость по Виккерсу (HV) вычисляют по формуле
где F — нагрузка, Н.
где P — нагрузка, кгс;
— угол между противоположными гранями пирамиды при вершине, равный 136°;
— среднее арифметическое значение длин обеих диагоналей отпечатка после снятия нагрузки, мм.
(Измененная редакция, Изм. № 2).
5.2. Для определения твердости по Виккерсу берут среднее арифметическое значение длин обеих диагоналей (см. чертеж). Разность диагоналей одного отпечатка не должна превышать 2% от меньшей из них.
Для анизотропных материалов получаемая разность длин двух диагоналей одного отпечатка может не укладываться в указанный допуск. Допуск на эту разность должен быть указан в стандартах или технических условиях на металлопродукцию.
(Измененная редакция, Изм. № 2).
5.3. Измерение диагоналей длиной до 0,2 мм включительно должно производиться с погрешностью не более ±0,001 мм, и для диагоналей длиной более 0,2 мм — с погрешностью не более ±0,5%. 5.4. Твердость по Виккерсу при условиях испытания F=»294,2″ Н (30 кгс) и времени выдержки под нагрузкой 10-15 с — обозначается цифрами, характеризующими величину твердости, и буквами HV. При других условиях испытания после букв HVуказывается нагрузка и время выдержки. Примеры обозначения: 500 HV- твердость по Виккерсу, полученная при нагрузке F=»30 кгс и времени выдержки 10-15 с; 220 HV10/40 — твердость по Виккерсу, полученная при нагрузке 98,07 (10 кгс) и времени выдержки 40 с. (Измененная редакция, Изм. № 1, 2).
5.5. Твердость по Виккерсу, вычисленная по указанной формуле, в зависимости от длины диагонали отпечатка при стандартных значениях их нагрузки F, приведена в приложении.
6. ПРОТОКОЛ ИСПЫТАНИЯ
В протоколе испытания следует указать: величину нагрузки; значения твердости; продолжительность выдержки под нагрузкой; диагонали отпечатка (в случае испытания по п.5.2); обозначение образца. (Введен дополнительно, Изм. № 1).
ПРИЛОЖЕНИЕ 1. ТВЕРДОСТЬ ПРИ ИСПЫТАНИИ АЛМАЗНОЙ ПИРАМИДОЙ ПО ВИККЕРСУ
ПРИЛОЖЕНИЕ 1
Нагрузка 9,807 (1 кгс)
Таблица 1
| Диагональ отпечатка, мм | Значения твердости | |||||||||
| 0,000 | 0,001 | 0,002 | 0,003″ | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | |
| 0,03 | 2060 | 1930 | 1811 | 1703 | 1604 | 1514 | 1431 | 1355 | 1284 | 1219 |
| 0,04 | 1159 | 1103 | 1051 | 1003 | 958 | 916 | 876 | 839 | 805 | 772 |
| 0,05 | 742 | 713 | 686 | 660 | 636 | 613 | 591 | 571 | 551 | 533 |
| 0,06 | 515 | 498 | 482 | 467 | 453 | 439 | 426 | 413 | 401 | 389 |
| 0,07 | 378 | 368 | 358 | 348 | 339 | 330 | 321 | 313 | 305 | 297 |
| 0,08 | 290 | 283 | 276 | 269 | 263 | 257 | 251 | 245 | 239 | 234 |
| 0,09 | 229 | 224 | 219 | 214 | 210 | 205 | 201 | 197 | 193 | 189 |
| 0,10 | 185 | 182 | 178 | 175 | 171 | 168 | 165 | 162 | 159 | 156 |
| 0,11 | 153 | 151 | 148 | 145 | 143 | 140 | 138 | 135 | 133 | 131 |
| 0,12 | 129 | 127 | 125 | 123 | 121 | 119 | 117 | 115 | 113 | 111 |
| 0,13 | 110 | 108 | 106 | 105 | 103 | 102 | 100 | 98,8 | 97,4 | 96,0 |
| 0,14 | 94,6 | 93,3 | 92,0 | 90,7 | 89,4 | 88,2 | 87,0 | 85,8 | 84,7 | 83,5 |
| 0,15 | 82,4 | 81,3 | 80,3 | 79,2 | 78,2 | 77,2 | 76,2 | 75,2 | 74,3 | 73,4 |
| 0,16 | 72,4 | 71,5 | 70,7 | 69,8 | 68,9 | 68,1 | 67,3 | 66,5 | 65,7 | 64,9 |
| 0,17 | 64,2 | 63,4 | 62,7 | 62,0 | 61,2 | 60,6 | 59,9 | 59,2 | 58,5 | 57,9 |
| 0,18 | 57,2 | 56,6 | 56,0 | 55,4 | 54,8 | 54,2 | 53,6 | 53,0 | 52,5 | 51,9 |
| 0,19 | 51,4 | 50,8 | 50,3 | 49,8 | 49,3 | 48,8 | 48,3 | 47,8 | 47,3 | 46,8 |
| 0,20 | 46,4 | 45,9 | 45,4 | 45,0 | 44,6 | 44,1 | 43,7 | 43,3 | 42,9 | 42,5 |
| 0,21 | 42,0 | 41,7 | 41,3 | 40,9 | 40,5 | 40,1 | 39,7 | 39,4 | 39,0 | 38,7 |
| 0,22 | 38,3 | 38,0 | 37,6 | 37,3 | 37,0 | 36,6 | 36,3 | 36,0 | 35,7 | 35,4 |
| 0,23 | 35,1 | 34,8 | 34,5 | 34,2 | 33,9 | 33,6 | 33,3 | 33,0 | 32,7 | 32,5 |
| 0,24 | 32,2 | 31,9 | 31,7 | 31,4 | 31,1 | 30,9 | 30,6 | 30,4 | 30,2 | 29,9 |
| 0,25 | 29,7 | 29,4 | 29,2 | 29,0 | 28,7 | 28,5 | 28,3 | 28,1 | 27,9 | 27,6 |
| 0,26 | 27,4 | 27,2 | 27,0 | 26,8 | 26,6 | 26,4 | 26,2 | 26,0 | 25,8 | 25,6 |
| 0,27 | 25,4 | 25,2 | 25,1 | 24,9 | 24,7 | 24,5 | 24,3 | 24,2 | 24,0 | 23,8 |
| 0,28 | 23,7 | 23,5 | 23,3 | 23,2 | 23,0 | 22,8 | 22,7 | 22,5 | 22,4 | 22,2 |
| 0,29 | 22,0 | 21,9 | 21,7 | 21,6 | 21,5 | 21,3 | 21,2 | 21,0 | 20,9 | 20,7 |
| 0,30 | 20,6 | 20,5 | 20,3 | 20,2 | 20,1 | 19,9 | 19,8 | 19,7 | 19,5 | 19,4 |
| 0,31 | 19,3 | 19,2 | 19,0 | 18,9 | 18,8 | 18,7 | 18,6 | 18,5 | 18,3 | 18,2 |
| 0,32 | 18,1 | 18,0 | 17,9 | 17,8 | 17,7 | 17,6 | 17,4 | 17,3 | 17,2 | 17,1 |
| 0,33 | 17,0 | 16,9 | 16,8 | 16,7 | 16,6 | 16,5 | 16,4 | 16,3 | 16,2 | 16,1 |
| 0,34 | 16,04 | 15,95 | 15,85 | 15,76 | 15,67 | 15,58 | 15,49 | 15,40 | 15,31 | 15,22 |
| 0,35 | 15,14 | 15,05 | 14,98 | 14,88 | 14,80 | 14,71 | 14,63 | 14,55 | 14,47 | 14,39 |
| 0,36 | 14,31 | 14,23 | 14,15 | 14,07 | 14,00 | 13,92 | 13,84 | 13,77 | 13,69 | 13,62 |
| 0,37 | 13,55 | 13,47 | 13,40 | 13,33 | 13,26 | 13,19 | 13,12 | 13,05 | 12,98 | 12,91 |
| 0,38 | 12,84 | 12,77 | 12,71 | 12,64 | 12,58 | 12,51 | 12,45 | 12,38 | 12,32 | 12,25 |
| 0,39 | 12,19 | 12,13 | 12,07 | 12,01 | 11,95 | 11,89 | 11,83 | 11,77 | 11,71 | 11,65 |
| 0,40 | 11,59 | 11,53 | 11,47 | 11,42 | 11,36 | 11,31 | 11,25 | 11,19 | 11,14 | 11,09 |
| 0,41 | 11,03 | 10,98 | 10,92 | 10,87 | 10,82 | 10,77 | 10,72 | 10,66 | 10,61 | 10,56 |
| 0,42 | 10,51 | 10,46 | 10,41 | 10,36 | 10,31 | 10,27 | 10,22 | 10,17 | 10,12 | 10,08 |
| 0,43 | 10,03 | 9,08 | 9,94 | 9,89 | 9,85 | 9,80 | 9,75 | 9,71 | 9,67 | 9,62 |
| 0,44 | 9,58 | 9,53 | 9,49 | 9,45 | 9,41 | 9,36 | 9,32 | 9,28 | 9,24 | 9,20 |
| 0,45 | 9,16 | 9,12 | 9,08 | 9,04 | 9,00 | 8,96 | 8,92 | 8,88 | 8,84 | 8,80 |
| 0,46 | 8,76 | 8,73 | 8,69 | 8,65 | 8,61 | 8,58 | 8,54 | 8,50 | 8,47 | 8,43 |
| 0,47 | 8,39 | 8,36 | 8,32 | 8,29 | 8,25 | 8,22 | 8,18 | 8,15 | 8,12 | 8,08 |
| 0,48 | 8,05 | 8,02 | 7,98 | 7,95 | 7,92 | 7,88 | 7,85 | 7,82 | 7,79 | 7,75 |
| 0,49 | 7,72 | 7,69 | 7,66 | 7,63 | 7,60 | 7,57 | 7,54 | 7,51 | 7,48 | 7,45 |
| 0,50 | 7,42 | 7,39 | 7,36 | 7,33 | 7,30 | 7,27 | 7,24 | 7,21 | 7,19 | 7,16 |
| 0,51 | 7,13 | 7,10 | 7,07 | 7,05 | 7,02 | 6,99 | 6,96 | 6,94 | 6,91 | 6,88 |
| 0,52 | 6,86 | 6,83 | 6,81 | 6,78 | 6,75 | 6,73 | 6,70 | 6,68 | 6,65 | 6,63 |
| 0,53 | 6,60 | 6,58 | 6,55 | 6,53 | 6,50 | 6,48 | 6,45 | 6,43 | 6,41 | 6,38 |
| 0,54 | 6,36 | 6,34 | 6,31 | 6,29 | 6,27 | 6,24 | 6,22 | 6,20 | 6,17 | 6,15 |
| 0,55 | 6,13 | 6,11 | 6,09 | 6,06 | 6,04 | 6,02 | 6,00 | 5,98 | 5,96 | 5,93 |
| 0,56 | 5,91 | 5,89 | 5,87 | 5,85 | 5,83 | 5,81 | 5,79 | 5,77 | 5,75 | 5,73 |
| 0,57 | 5,71 | 5,69 | 5,67 | 5,65 | 5,63 | 5,61 | 5,59 | 5,57 | 5,55 | 5,53 |
| 0,58 | 5,51 | 5,49 | 5,47 | 5,46 | 5,44 | 5,42 | 5,40 | 5,38 | 5,36 | 5,35 |
| 0,59 | 5,33 | 5,31 | 5,29 | 5,27 | 5,26 | 5,24 | 5,22 | 5,20 | 5,19 | 5,17 |
| 0,60 | 5,15 | 5,13 | 5,12 | 5,10 | 5,08 | 5,07 | 5,05 | 5,03 | 5,02 | 5,00 |
Примечание. Для вычисления чисел твердости при нагрузках 19,61 (2), 24,52 (2,5), 29,42 (3) Н (кгс) необходимо значение твердости умножить на 2,0; 2,5; 3,0.
Таблица 2
Нагрузка 49,03 H (5 кгс)
| Диагональ отпечатка, мм | Значения твердости | |||||||||
| 0,000> | 0,001 | 0,002 | 0,003 | 0,004 | 0,005 | 0,006 | 0,007 | 0,008 | 0,009 | |
| 0,06 | 2576 | 2492 | 2412 | 2336 | 2264 | 2195 | 2129 | 2065 | 2005 | 1947 |
| 0,07 | 1892 | 1839 | 1789 | 1740 | 1693 | 1648 | 1605 | 1564 | 1524 | 1486 |
| 0,08 | 1449 | 1413 | 1379 | 1346 | 1314 | 1283 | 1254 | 1225 | 1197 | 1171 |
| 0,09 | 1145 | 1120 | 1095 | 1072 | 1049 | 1027 | 1006 | 985 | 965 | 946 |
| 0,10 | 927 | 909 | 891 | 874 | 857 | 841 | 825 | 810 | 795 | 780 |
| 0,11 | 766 | 753 | 739 | 726 | 713 | 701 | 689 | 677 | 666 | 655 |
| 0,12 | 644 | 633 | 623 | 613 | 603 | 593 | 584 | 575 | 566 | 557 |
| 0,13 | 545 | 540 | 532 | 524 | 516 | 509 | 501 | 494 | 487 | 480 |
| 0,14 | 473 | 466 | 460 | 453 | 447 | 441 | 435 | 429 | 423 | 418 |
| 0,15 | 412 | 407 | 401 | 396 | 391 | 386 | 381 | 376 | 371 | 367 |
| 0,16 | 362 | 358 | 353 | 349 | 345 | 341 | 336 | 332 | 329 | 325 |
| 0,17 | 321 | 317 | 313 | 310 | 306 | 303 | 299 | 296 | 293 | 289 |
| 0,18 | 286 | 283 | 280 | 277 | 274 | 271 | 268 | 265 | 262 | 260 |
| 0,19 | 257 | 254 | 252 | 249 | 246 | 244 | 241 | 239 | 237 | 234 |
| 0,20 | 232 | 229 | 227 | 225 | 223 | 221 | 218 | 216 | 214 | 212 |
| 0,21 | 210 | 208 | 206 | 204 | 202 | 201 | 199 | 197 | 195 | 193 |
| 0,22 | 192 | 190 | 188 | 186 | 185 | 183 | 182 | 180 | 178 | 177 |
| 0,23 | 175 | 174 | 172 | 171 | 169 | 168 | 166 | 165 | 164 | 162 |
| 0,24 | 161 | 160 | 158 | 157 | 156 | 154 | 153 | 152 | 151 | 150 |
| 0,25 | 148 | 147 | 146 | 145 | 144 | 143 | 141 | 140 | 139 | 138 |
| 0,26 | 137 | 136 | 135 | 134 | 133 | 132 | 131 | 130 | 129 | 128 |
| 0,27 | 127 | 126 | 125 | 124 | 123,5 | 122,6 | 121,7 | 120,8 | 120,0 | 119,1 |
| 0,28 | 118,3 | 117,4 | 116,6 | 115,8 | 115,0 | 114,2 | 113,4 | 112,6 | 111,8 | 111,0 |
| 0,29 | 110,2 | 109,5 | 108,7 | 108,0 | 107,3 | 106,5 | 105,8 | 105,1 | 104,4 | 103,7 |
| 0,30 | 103,0 | 102,3 | 101,7 | 101,0 | 100,3 | 99,7 | 99,0 | 98,4 | 97,7 | 97,1 |
| 0,31 | 96,5 | 95,9 | 95,2 | 94,6 | 94,0 | 93,4 | 92,9 | 92,3 | 91,7 | 91,1 |
| 0,32 | 90,5 | 90,0 | 89,4 | 88,9 | 88,3 | 87,8 | 87,2 | 86,7 | 86,2 | 85,7 |
| 0,33 | 85,1 | 84,6 | 84,1 | 83,6 | 83,1 | 82,6 | 82,1 | 81,6 | 81,2 | 80,7 |
| 0,34 | 80,2 | 79,7 | 79,3 | 78,8 | 78,4 | 77,9 | 77,4 | 77,0 | 76,6 | 76,1 |
| 0,35 | 75,7 | 75,3 | 74,8 | 74,4 | 74,0 | 73,6 | 73,2 | 72,7 | 72,3 | 71,9 |
| 0,36 | 71,5 | 71,1 | 70,8 | 70,4 | 70,0 | 69,6 | 69,2 | 68,8 | 68,5 | 68,1 |
| 0,37 | 67,7 | 67,4 | 67,0 | 66,6 | 66,3 | 65,9 | 65,6 | 65,2 | 64,9 | 64,5 |
| 0,38 | 64,2 | 63,9 | 63,5 | 63,2 | 62,9 | 62,6 | 62,2 | 61,9 | 61,6 | 61,3 |
| 0,39 | 61,0 | 60,6 | 60,3 | 60,0 | 59,7 | 59,4 | 59,1 | 58,8 | 58,5 | 58,2 |
| 0,40 | 57,9 | 57,7 | 57,4 | 57,1 | 56,8 | 56,5 | 56,2 | 56,0 | 55,7 | 55,4 |
| 0,41 | 55,2 | 54,9 | 54,6 | 54,4 | 54,1 | 53,8 | 53,6 | 53,3 | 53,1 | 52,8 |
| 0,42 | 52,6 | 52,3 | 52,1 | 51,8 | 51,6 | 51,3 | 51,1 | 50,9 | 50,6 | 50,4 |
| 0,43 | 50,1 | 49,9 | 49,7 | 49,5 | 49,2 | 49,0 | 48,8 | 48,6 | 48,3 | 48,1 |
| 0,44 | 47,9 | 47,7 | 47,5 | 47,2 | 47,0 | 46,8 | 46,6 | 46,4 | 46,2 | 46,0 |
| 0,45 | 45,8 | 45,6 | 45,4 | 45,2 | 45,0 | 44,8 | 44,6 | 44,4 | 44,2 | 44,0 |
| 0,46 | 43,8 | 43,6 | 43,4 | 43,3 | 43,1 | 42,9 | 42,7 | 42,5 | 42,3 | 42,2 |
| 0,47 | 42,0 | 41,8 | 41,6 | 41,4 | 41,3 | 41,1 | 40,9 | 40,8 | 40,6 | 40,4 |
| 0,48 | 40,2 | 40,1 | 39,9 | 39,7 | 39,6 | 39,4 | 39,3 | 39,1 | 38,9 | 38,8 |
| 0,49 | 38,6 | 38,5 | 38,3 | 38,1 | 38,0 | 37,8 | 37,7 | 37,5 | 37,4 | 37,2 |
| 0,50 | 37,1 | 36,9 | 36,8 | 36,6 | 36,5 | 36,4 | 36,2 | 36,1 | 35,9 | 35,8 |
| 0,51 | 35,6 | 35,5 | 35,4 | 35,2 | 35,1 | 35,0 | 34,8 | 34,7 | 34,6 | 34,4 |
| 0,52 | 34,3 | 34,2 | 34,0 | 33,9 | 33,8 | 33,6 | 33,5 | 33,4 | 33,3 | 33,1 |
| 0,53 | 33,0 | 32,9 | 32,8 | 32,6 | 32,5 | 32,4 | 32,3 | 32,2 | 32,0 | 31,9 |
| 0,54 | 31,8 | 31,7 | 31,6 | 31,4 | 31,3 | 31,2 | 31,1 | 31,0 | 30,9 | 30,8 |
| 0,55 | 30,7 | 30,5 | 30,4 | 30,3 | 30,2 | 30,1 | 30,0 | 29,9 | 29,8 | 29,7 |
| 0,56 | 29,6 | 29,5 | 29,4 | 29,3 | 29,1 | 29,0 | 28,9 | 28,8 | 28,7 | 28,6 |
| 0,57 | 28,5 | 28,4 | 28,3 | 28,2 | 28,1 | 28,0 | 27,9 | 27,85 | 27,75 | 27,66 |
| 0,58 | 27,56 | 27,47 | 27,37 | 27,28 | 27,19 | 27,09 | 27,00 | 26,91 | 26,82 | 26,73 |
| 0,59 | 26,64 | 26,55 | 26,46 | 26,37 | 26,28 | 26,19 | 26,10 | 26,01 | 25,93 | 25,84 |
| 0,60 | 25,76 | 25,67 | 25,58 | 25,50 | 25,42 | 25,33 | 25,25 | 25,16 | 25,08 | 25,00 |
| 0,61 | 24,92 | 24,84 | 24,75 | 24,67 | 24,59 | 24,51 | 24,43 | 24,36 | 24,28 | 24,20 |
| 0,62 | 24,12 | 24,04 | 23,97 | 23,89 | 23,81 | 23,74 | 23,66 | 23,58 | 23,51 | 23,43 |
| 0,63 | 23,36 | 23,29 | 23,21 | 23,14 | 23,07 | 22,99 | 22,92 | 22,85 | 22,78 | 22,71 |
| 0,64 | 22,64 | 22,57 | 22,50 | 22,43 | 22,36 | 22,29 | 22,22 | 22,15 | 22,08 | 22,01 |
| 0,65 | 21,95 | 21,88 | 21,81 | 21,74 | 21,68 | 21,61 | 21,55 | 21,48 | 21,41 | 21,35 |
| 0,66 | 21,29 | 21,22 | 21,16 | 21,09 | 21,03 | 20,97 | 20,90 | 20,84 | 20,78 | 20,72 |
| 0,67 | 20,65 | 20,59 | 20,53 | 20,47 | 20,41 | 20,35 | 20,29 | 20,23 | 20,17 | 20,11 |
| 0,68 | 20,05 | 19,99 | 19,93 | 19,88 | 19,82 | 19,76 | 19,70 | 19,65 | 19,59 | 19,53 |
| 0,69 | 19,47 | 19,42 | 19,36 | 19,31 | 19,25 | 19,20 | 19,14 | 19,09 | 19,03 | 18,98 |
| 0,70 | 18,92 | 18,87 | 18,81 | 18,76 | 18,71 | 18,65 | 18,60 | 18,55 | 18,50 | 18,44 |
| 0,71 | 18,39 | 18,34 | 18,29 | 18,24 | 18,19 | 18,14 | 18,09 | 18,04 | 17,99 | 17,94 |
| 0,72 | 17,89 | 17,84 | 17,79 | 17,74 | 17,69 | 17,64 | 17,59 | 17,54 | 17,49 | 17,45 |
| 0,73 | 17,40 | 17,35 | 17,30 | 17,26 | 17,21 | 17,16 | 17,12 | 17,07 | 17,02 | 16,98 |
| 0,74 | 16,93 | 16,89 | 16,84 | 16,80 | 16,75 | 16,71 | 16,66 | 16,62 | 16,57 | 16,53 |
| 0,75 | 16,48 | 16,44 | 16,40 | 16,35 | 16,31 | 16,27 | 16,22 | 16,18 | 16,14 | 16,09 |
| 0,76 | 16,05 | 16,01 | 15,97 | 15,93 | 15,88 | 15,84 | 15,80 | 15,76 | 15,72 | 15,68 |
| 0,77 | 15,64 | 15,60 | 15,56 | 15,52 | 15,48 | 15,44 | 15,40 | 15,36 | 15,32 | 15,28 |
| 0,78 | 15,24 | 15,20 | 15,16 | 15,12 | 15,08 | 15,05 | 15,01 | 14,97 | 14,93 | 14,89 |
| 0,79 | 14,86 | 14,82 | 14,78 | 14,74 | 14,71 | 14,67 | 14,63 | 14,60 | 14,56 | 14,52 |
| 0,80 | 14,49 | 14,45 | 14,42 | 14,38 | 14,34 | 14,31 | 14,27 | 14,24 | 14,20 | 14,17 |
| 0,81 | 14,13 | 14,10 | 14,06 | 14,03 | 13,99 | 13,96 | 13,92 | 13,89 | 13,86 | 13,82 |
| 0,82 | 13,79 | 13,76 | 13,72 | 13,69 | 13,66 | 13,62 | 13,59 | 13,56 | 13,52 | 13,49 |
| 0,83 | 13,46 | 13,43 | 13,39 | 13,36 | 13,33 | 13,30 | 13,27 | 13,23 | 13,20 | 13,17 |
| 0,84 | 13,14 | 13,11 | 13,08 | 13,05 | 13,02 | 12,99 | 12,95 | 12,92 | 12,89 | 12,86 |
| 0,85 | 12,83 | 12,80 | 12,77 | 12,74 | 12,71 | 12,68 | 12,65 | 12,62 | 12,59 | 12,57 |
| 0,86 | 12,54 | 12,51 | 12,48 | 12,45 | 12,42 | 12,39 | 12,36 | 12,33 | 12,31 | 12,28 |
| 0,87 | 12,25 | 12,22 | 12,19 | 12,17 | 12,14 | 12,11 | 12,08 | 12,05 | 12,03 | 12,00 |
| 0,88 | 11,97 | 11,95 | 11,92 | 11,89 | 11,86 | 11,84 | 11,81 | 11,78 | 11,76 | 11,73 |
| 0,89 | 11,71 | 11,68 | 11,65 | 11,63 | 11,60 | 11,57 | 11,55 | 11,52 | 11,50 | 11,47 |
| 0,90 | 11,45 | 11,42 | 11,40 | 11,37 | 11,35 | 11,32 | 11,30 | 11,27 | 11,25 | 11,22 |
| 0,91 | 11,20 | 11,17 | 11,15 | 11,12 | 11,10 | 11,07 | 11,05 | 11,03 | 11,00 | 10,98 |
| 0,92 | 10,95 | 10,93 | 10,91 | 10,88 | 10,86 | 10,84 | 10,81 | 10,79 | ||
Процедура периодического контроля твердомера в эксплуатации
Контроль твердомера следует проводить каждый день, когда он используется. Контролировать следует каждый уровень твердости и каждый диапазон или шкалу, на которых проводят измерения твердости.
Прежде чем провести контроль, твердомер должен быть поверен по мерам твердости (для каждого диапазона/шкалы и уровня твердости). Для этого следует нанести опорные отпечатки на эталонную меру твердости, калиброванную (поверенную) в соответствии с ИСО 6507-3. Результат измерений должен соответствовать значению, присвоенному мере при калибровке (поверке) с предельно допускаемой погрешностью по ИСО 6507-2, таблица 3. Если твердомер не удовлетворяет этим требованиям, должны быть предприняты действия для устранения несоответствия.
При проведении контроля следует сделать как минимум один отпечаток на эталонную меру твердости, откалиброванную в соответствии с ИСО 6507-3. Твердомер считают готовым к измерениям, если различие между средним значением (медианой) и числом твердости, присвоенным мере при калибровке (поверке), удовлетворяет предельно допустимой погрешности по ИСО 6507-2, таблица 5. Если не удовлетворяет, то необходимо провести калибровку твердомера по мерам твердости.
Эти результаты следует фиксировать в течение длительного периода времени для определения измерительных возможностей твердомера и отслеживания дрейфа настроек твердомера.
Понятие твердости
Твердость – свойство материалов, характеризующее способность проникновения одного, более твердого, тела в другое. Также эта характеристика определяет устойчивость к пластической деформации или разрушению поверхностных слоев при оказании сильного давления.
Все методы определения твердости материалов можно разделить на несколько основных групп:
- Статические. Подобные методы характеризуются тем, что нагрузка постепенно возрастает. Время выдержки может быть разным — все зависит от особенностей применяемого метода.
- Динамические характеризуются тем, что нагрузка на образец подается с определенной кинетической энергией. При этом показатель твердости является менее точным, так как при динамической нагрузке возникает определенная отдача из-за упругости материала. Результаты подобных испытаний зачастую называют твердостью материалов при ударе.
- Кинетические основаны на непрерывной регистрации показателей во время проведения испытаний, что позволяет получить не только конечный, но и промежуточный результат. Для этого применяется специальное оборудование.
Измерение твердости инструмента
Кроме этого, классификация методов определения твердости проводится по принципу приложенной нагрузки. Выделяют следующие способы испытания образца:
- Вдавливание является на сегодняшний день наиболее распространенным способом определения рассматриваемого показателя.
- При отскоке проводится замер того, как высоко боек отлетит от поверхности испытуемого образца. В данном случае просчет твердости проводится по показателю сопротивления упругой деформации. Методы подобного типа довольно часто применяются для контроля качества прокатных валиков и изделий с большими размерами.
- Методы, основанные на царапании и резании, сегодня применяются крайне редко. Были они разработаны два столетия назад.
Как правило, в твердомерах есть деталь, которая оказывает воздействие на испытываемую заготовку. Примером можно назвать стальные шарики различного диаметра и алмазные наконечники с формой пирамиды. Некоторые из применяемых на сегодняшний день методов рассмотрим подробнее.
Шкалы твёрдости по Роквеллу
Циферблат прибора для проверки твёрдости по Роквеллу
Стандартами нормировано 11 шкал определения твердости по методу Роквелла (A; B; C; D; E; F; G; H; K; N; T), эти шкалы различаются типом индентора, испытательной нагрузкой и константами в формуле для вычисления твёрдости по результатам измерения.
Наиболее широко используются два три инденторов: сферический в виде шарика из карбида вольфрама или инструментальной закалённой стали диаметром 1/16 дюйма (1,5875 мм) или шарик диаметром 1/8 дюйма и конический алмазный наконечник с углом при скруглённой вершине 120°. Стандарты предусматривает в зависимости от шкалы 3 фиксированные нагрузки при вдавливании индентора — 60, 100 и 150 кгс.
Численная величина твёрдости определяется по формуле, коэффициенты в которой зависят от шкалы. Для снижения ошибки измерения от состояния испытуемой поверхности принимается относительная разница в глубине проникновения индентора при приложении основной и предварительной (10 кгс) нагрузки (см. рисунок).
Для обозначения твёрдости, определённой по методу Роквелла, используется сокращение HR, с 3-й буквой, указывающая на шкалу, по которой проводились испытания (HRA, HRB, HRC и т. д. до HRT). Например, HRC 64.
Наиболее широко используемые шкалы твёрдости по Роквеллу
| Шкала | Индентор | Нагрузка, кгс |
| А | Алмазный конус с углом 120° при вершине | 60 |
| В | Шарик диаметром 1/16 дюйма из карбида вольфрама (или закалённой стали) | 100 |
| С | Алмазный конус с углом 120° при вершине | 150 |
Формулы для определения твёрдости
Чем твёрже материал, тем меньше будет глубина проникновения наконечника в него. Чтобы при большей твёрдости материала не получалось меньшее число твёрдости по Роквеллу, твёрдость определяют по формуле:
HR=N−H−hs{\displaystyle HR=N-{\frac {H-h}{s}}} где разность H−h{\displaystyle H-h} — относительная глубина проникновения индентора под предварительной и основной нагрузками в мм, N,{\displaystyle N,} s{\displaystyle s} — константы, зависящие от конкретной шкалы Роквелла (см. таблицу).
Таким образом, твердость по Роквеллу является безразмерной величиной.
Наиболее часто используемые шкалы Роквелла
| Шкала | Сокращённое обозначение | Испытательная нагрузка | Тип индентора | Область применения | N | s |
| A | HRA | 60 кгс | 120° алмазный сфероконический* | Карбид вольфрама | 100 | 0,002 мм |
| B | HRB | 100 кгс | Диаметр 1⁄16 дюйма (1,588 мм)стальной, сферический | Алюминиевые сплавы, бронза,мягкие стали | 130 | 0,002 мм |
| C | HRC | 150 кгс | 120° алмазный, сфероконический | Твёрдые сталис HRB > 100 | 100 | 0,002 мм |
| D | HRD | 100 кгс | 120° алмазный, сфероконический | 100 | 0,002 мм | |
| E | HRE | 100 кгс | Диаметр 1⁄8 дюйма (3,175 мм)стальной, сферический | 130 | 0,002 мм | |
| F | HRF | 60 кгс | Диаметр 1⁄16 дюйма (1,588 мм)стальной, сферический | 130 | 0,002 мм | |
| G | HRG | 150 кгс | Диаметр 1⁄16 дюйма (1,588 мм)стальной, сферический | 130 | 0,002 мм | |
| *Радиус сферического скругления вершины конуса 0,2 мм |
Ссылки
Эта страница в последний раз была отредактирована 27 августа 2019 в 00:15.
Преимущество метода Виккерса
Преимущество метода Виккерса является возможности измерять твердость образцов и небольших изделий из твердых сплавов, черных и цветных металлов, тонколистовых сталей, закаленных и не закаленных сталей, литья, полудрагоценных и драгоценных камней, цинкованных, хромированных и луженых покрытий поверхностей с различной толщиной. Измерение твердости не занимает много времени (требует тщательной подготовки исследуемой поверхности).
Как рассчитывают твердость исследуемых образцов по Виккерсу?
После окончания испытания измеряют длины диагоналей отпечатка и рассчитывают, по среднему значению длины, твердость образца по таблицам (подробнее в ГОСТ 2999-75).