Маркировка металла: технология, оборудование, цена, расходные материалы
Маркировка – это нанесение определенной информации на объект для идентификации его в последующем использовании. Из определения не сложно догадаться, что нанесение маркировки на металл тоже немаловажно, ведь современное промышленное производство немыслимо без строгого учета всех единиц изделий. Весь последующий контроль над деталями совершается именно за счет определенного знака. Маркировка для изготовителя является еще одним способом положительной саморекламы, а для покупателя – это верный знак качества.
Нанесенная маркировка на металл несет в себе такие функции:
– идентифицирующая (позволяет распознать и выделить конкретную деталь);
– информационная (несет определенную информацию о детали);
– эмоциональная (работает как элемент рекламы, используется в редких случаях).
Способы нанесения маркировки:
– Дополнительный
. Наносится на бирки, штампы, ярлыки, наклейки и другие носители информации.
– Прямой.
Маркировка наносится непосредственно на товар в виде штрих-кода, букв или цифр, изображений. Осуществляется методом лазерной гравировки и маркировки металла.
В металлургии используется прямой способ нанесения маркировки, так как этикетки и ярлыки могут потеряться, перемешаться, порваться, или стереться, а нанесения лазерной гравировкой и маркировкой металла не поддаются влиянию никаким внешним факторам.
К маркировке металлической продукции относятся крайне серьезно и ответственно. Дело в том, что при построении и сборке любого механизма порядок и точность невозможен без специальных знаков, несущих конкретную информацию. С года в год техника изготовления детали, ее конструкция, могут меняться как в плане качества, так и в плане особенности конструкции. Поэтому в таких случаях для ремонта старой техники подойдут только детали со «старой» маркировкой, а для современных – с «новой». Кроме этого, на маркировке есть дополнительная информация об изменениях в конструкции или технологии ее изготовления, сроке гарантии, материале.
Технологии маркировки металла:
Технологий маркировки металла есть несколько основных видов:
Каждая из них имеет свою специфику в нанесении и использовании.
Как осуществляется лазерная маркировка?
Технология маркировки металла лазерным методом имеет свою специфику. Бесконтактным способом (не дотрагиваясь до поверхности металлического изделия) снимается верхний слой детали. Это дает гарантию на неопределенный срок службы маркировки, так как она не доступна никаким возможным внешним повреждениям. Если материал очень хрупкий (стекло или пластик), то таким методом нанесения маркировки вы предохраняете его от деформации. Затем с помощью лазерного маркиратора на подготовленную поверхность металлического изделия наносится информация: серийный номер, логотип фирмы-изготовителя, штрих-код и номер партии. Она читабельна, не стирается и несет в себе рекомендации о хранении и использовании, а также продажи деталей. Лазерную маркировку не возможно удалить ни физическим, ни химическим путем, что уже говорит о ее высоком качестве.
Главное преимущество лазерной маркировки в том, что ей поддаются практически все материалы: дерево, стекло, пластик, металлические изделия или кожа – достаточно определить правильную длину лазерного луча.
Вне зависимости от вида металла или их сплавов, лазерная маркировка может проводиться на любом этапе изготовления детали, без особых условий и требований.
Если расходные материалы для маркировки металла разными способами характеризируются высокой стоимостью, а сам процесс маркировки занимает достаточное количество времени, то лазерная маркировка отличается тем, что она не нуждается в больших дополнительных затратах и делается очень быстро.
Преимущества лазерной маркировки металла:
– лазерная маркировка осуществляется методом компьютерного моделирования;
– маркировке поддаются изделия любых параметров и практически из любого материала;
– за счет быстрого нанесения, лазерная маркировка не влияет на уровень работы предприятия;
– информация наносится очень четко, ее невозможно изменить или стереть;
– на лазерную маркировку нужны небольшие энергозатраты;
– маркировку можно осуществить на любой неровной поверхности в самых труднодоступных местах;
– подделка изделия исключается;
– лазерная маркировка не поддается испытаниям времени.
Для чего нужна качественная маркировка металла?
Кроме ведения учета на предприятии, маркировка нужна и для покупателя. Читая информацию на детали, он может определиться, что именно ему подойдет. Несомненно, если маркировка была проведена не очень качественно, или основную информацию о товаре прочитать невозможно – покупатель не захочет иметь дело с такими деталями и откажется их приобретать на свой страх и риск.
С лазерной маркировкой такое не случится. Она отличается своим отменным качеством, хорошо прописанными буквами и цифрами. Ее невозможно подделать, она не поддается исправлению. Это становится залогом гарантии того, что деталь была произведена на заводе. Реализатор и покупатель могут быть уверенными в своем выборе.
Какое используется оборудование для маркировки металла ?
Промышленная маркировка металла в наше время широко производится с помощью лазера. При производстве больших партий продукции очень важно вести учет всех элементов, и не пропустить ничего. Для этого случая лазер подходит как никогда удачно. Чтобы осуществить все вышеупомянутые процессы, и нужно использование оборудования для маркировки металла. Оборудование может состоять из определенного готового комплекта, который состоит из:
– компьютера для управления процессом;
– систем передачи и контроля;
Или же оборудование маркировки металла может состоять из ручного маркиратора, а также быть внедренным в производственную линию. Можно использовать маркираторы на станине, которые подразумеваются как отдельное рабочее место для маркировщика.
В любом случае, промышленную маркировку металла осуществляют серьезные производители, которые готовы нести ответственность за свой товар и предоставляют покупателю всю информацию, которая может ему понадобиться.
Что делать, если маркировку к металлу нужно прикрепить?
Для крепления маркировки к металлу используют специальные бирки. Металлическую пластину или ленту покрывают специальной керамической краской, и уже на нее с помощью лазера наносится маркировочный ряд.
Если маркировка нанесена на отдельные таблички, то крепление маркировки к металлу осуществляется с помощью саморезов или шурупов. Такой метод уместен только в случае, если внедрение в изделие не принесет ему вреда, не повлияет на качество и размеры его позволяют проделать такие манипуляции. В противном случае таблички можно прикрепить с помощью сварки.
Если маркировка по технологии должна проводиться только на горячем металле, то, естественно, вручную бирку закрепить не удастся. В таком случае применяется агрегат автоматического крепления, состоящий из таких узлов:
– установка для изготовления бирок;
– манипулятор (производит доставку бирки к месту назначения);
– автоматический сварочный аппарат;
– терминал оператора, где размещен пульт управления.
Если использовать для маркировки таблички, то их использование возможно на любом типе материала и вне зависимости от особенностей поверхности. Такие таблички не поддаются влиянию внешних факторов. Информация размещена на видном месте, ее легко прочитать.
Использование расходных материалов для маркировки металла
Что касается расходных материалов, то цена на них и количество зависит от выбранного вами типа маркировки. Как уже было упомянуто, наименьшее количество расходных материалов для маркировки металла нужно для лазерного типа маркировки, достаточно только иметь соответствующее оборудование. Для других типов маркировки необходим ряд расходных материалов – ознакомиться с ними можно при покупке маркиратора или изучении условий его использования.
Основные расходные материалы:
– твердоплавная игла для нанесения маркировки (игла используется непосредственно для нанесения гравировки, при соприкосновении с металлом стирается и поддается изменениям);
– пружина (возвращает на место иглу, приходит в негодность после использования 2-3 игл);
– жидкая смазка (нужна для продления срока службы всего механизма методом регулярного смазывания его деталей);
– удлиненные маркировочные иглы (используются в том случае, если стандартная длина иглы слишком коротка).
Цены на маркировку металла
Когда проводится на заказ маркировка металла, цены на нее могут очень отличаться. Все зависит от финансовых затрат на дополнительные материалы. Например, при лазерной маркировке не нужно тратить денег ни на что, кроме электроэнергии – все процессы осуществляются автоматизировано и без использования дополнительного оборудования.
Для крепленой маркировки метала, цена будет отличаться, так как в стоимость входят таблички, шурупы и краска.
Качественная маркировка – не значит дорогое нанесение. Цена зависит от типа маркировки.
Таким образом, можно сделать вывод, что при любом изготовлении металлических изделий использование маркировки обязательно, так как это является залогом качества. Она несет покупателю и производителю всю необходимую информацию.
Приспособления для маркировки металла ударным способом
Маркировка, от нем. markieren— отмечать — нанесение определённых знаков или надписей на деталь, с целью возможности её идентификации. В серийном производстве это пункт технологического процесса
Производственная маркировка – нанесение символов на оборудование, инструменты, детали и сборочные узлы.
Методы нанесения:
•клеймение •электрохимическая •термотрансферная печать •каплеструйная маркировка (чернилами) •маркировка лазером •маркировка ударно-точечная •нанесение прочерчиванием
Клеймение Клеймение — самая простейшая маркировка, осуществляемая на поверхности ударом металлического клейма или штампа на механическом прессе.
Обычный набор клейм — клейма с зеркальным изображением необходимого размера букв или цифр. На детали получается прямое изображение.
Для маркировки деталей из литьевых форм используют инверсные вставки, тогда на отливках получиться читаемая надпись. Таким способом возможна маркировка цветных металлов и стали.
Электрохимическая Способ маркировки широко распространён при маркировке металлов любой твёрдости. Это экономичный и распространённый способ маркировки, соперничающий с маркировкой лазером. Часто применяется для маркировки автомобильных и авиационных деталей.
Термотрансферная печать Термотрансферная печать— способ печати, при котором красящий слой переносится со специальной ленты на т.н. термотрансферную этикетку для сопровождения партии деталей
Каплеструйная маркировка Это маркировка чернилами. Применяются каплеструйные принтеры наносящие маркировку непосредственно на деталь, преимущественно на конвейере
Лазерная маркировка Технология, при которой информация наносится лазером, который выжигает поверхность предмета. Лазерный принтер используется для нанесения графической информации на любой твёрдый материал. Для маркировки металлов хорош оптико-волоконный тип лазера, который наносит надёжную маркировку. Его преимущества – быстрота и качество.
Ударно-точечная маркировка Процесс маркировки заключается в нанесении на поверхность металла группы точек, сумма которых оформляет линию надписи. Аппаратура управляется ЧПУ.
Пневматический привод — более быстрый, зато электрический практичнее для большинства задач.
Отличием от прочих методов есть то, что ударно-точечная — обеспечивает нестираемую надпись даже на деталях из пластичных материалов и закаленных металлов.
Маркировка прочерчиванием Производится гравировкой линий на поверхности детали твёрдосплавной иглой. Так например, наносят VIN номера на кузов легкового автомобиля. Ограничение: игла плохо наносит маркировку на очень твердый материал (45 HRc).
Перспективным направлением представляется RFID. RFID (Radio Frequency IDentification, в переводе — радиочастотная идентификация) — это способ автоидентификации объектов, когда с радиосигналов считываются показатели, хранящиеся в т. н. транспондерах (RFID-метках).
Особенности маркировки технологического оборудования
Когда нет возможности нанести маркировку на изделие по причине его небольших размеров, она должна быть отражена на прочной этикетке, прикреплённой к изделию. Это поможет правильно использовать его.
Маркировка наносится на языке, в зависимости от места применения оборудования. Также важно на обозначении указать точный адрес производителя или внести специальный код, по которому можно найти его в интернете.
Знаки должны быть минимум 5 мм в высоту и расположены пропорционально друг к другу.
Характеристики
Современные лакокрасочные покрытия — это результат многочисленных исследований составов на практике после введения в смесь различных добавок, улучшающих защитное покрытие. Основные физико-химические характеристики красок приведены в таблицах. Основные характеристики красок по металлу
| Критерий сравнения | Вариант | Примечание |
| По основе состава | масляная (МА) | Маркировка МА указывает на использование в составе масел растительного происхождения, в частности натуральной олифы. Масляная краска используется внутри помещений, так как обладает плохой устойчивостью к сезонным температурным перепадам воздуха. Особенностью краски является то, что создаваемый слой не пропускает воздух к поверхности металла. Это хорошо при окраске водопроводных труб внутри помещения, но из-за отсутствия газообмена (краска герметично закрывает металлическую поверхность) необходимо обновлять покрытие раз в год, так как происходит отшелушивание слоя. |
| Эпоксидная (ЭП) | Краска предназначается для использования на изделиях не бытового назначения (кузов автомобиля, нефтепроводы, трубопроводы щелочей, газа, кислот), так как входящие в состав эпоксидные смолы обладают токсическим воздействием на организм человека. Защитное покрытие выдерживает высокие температуры без разрушения слоя. | |
| Алкидная (ПФ и ГФ) | Обладает высокой степенью адгезии и используется для металлов с цинковым покрытием. Состав наносится легко с образованием устойчивой к физическим и химическим воздействиям алкидной пленки. Плохо выдерживают высокую температуру. Подходит для окраски оцинкованного железа (кровля), трубопроводов и фитингов с цинковым покрытием. | |
| Акриловая (АК) | В состав входят полиакрилаты (полимеры акриловых кислот) с высокой теплостойкостью. Благодаря этим полимерам покрытия отличаются атмосферостойкостью и устойчивостью к интенсивному ультрафиолетовому солнечному излучению. Краска выдерживает высокие температурные режимы без растрескивания и деформации слоя. Относится к водоэмульсионным составам, нетоксична. В состав добавляются вещества, препятствующие развитию коррозии. Акриловой краской окрашивают радиаторы отопления, элементы интерьера из металла для длительного сохранения внешнего вида (устойчива к физическому воздействию). | |
| молотковая (МЛ) | МЛ – Пигменты в смеси растворов синтетических смол с добавлением растворителя. Так называемый «молотковый эффект» формирует на окрашенной поверхности узоры в виде чеканки. Молотковые краски используются для защиты от ржавчины и финишной отделки: заборов и ворот, садовой мебели и металлических решеток. | |
| Химико-физические свойства | Вязкость | Показатель вязкости влияет на способ нанесения состава на поверхность (краскопульт, кисть, валик). При неправильно подобранной вязкости снижается качество работ и прочность защитного покрытия. Отечественные производители указывают вязкость красителя в секундах; для импортных материалов характерна другая единица измерения — DIN. Оптимальная вязкость красителя, грунта или лака обычно указывается производителем на упаковке. Большая часть составов, если производителем не оговорено другое, предназначены для окрашивания кистью или валиком. Для валика и кисти вязкость краски 18-22 сек или 30 DIN (обычно в банках состав уже готов к применению именно этим инструментом). Перед покраской краскопультом разводятся до консистенции жирного молока, предназначенным для данной краски растворителем (50 сек или 80 DIN). |
| Укрывистость | Укрывистость выражается кг/м² или мл/м², часть производителей приводит более понятные значения — сколько квадратных метров можно покрыть литром краски м²/л. От этого показателя зависит свойства состава перекрывать предыдущий слой. Чем выше этот показатель, тем меньшая норма расхода краски. Высококачественные краски способны справиться с поставленной задачей за один цикл нанесения слоя. Одного слоя для хорошо подготовленной поверхности имеет значения 120 мл/м² или 12 м²/л. | |
| Плотность | Для различных поверхностей существуют собственные рекомендации плотности красок. Для гладких металлов один литр краски на 14-16 м², для шероховатых металлов один литр на 6-10 м² | |
| Скорость высыхания | На скорость высыхания влияет основа состава. Быстрее всего высыхают алкидные составы с легкими фракциями растворителей, немного дольше — полиуретановые эмали (более вязкие), далее идут водоэмульсионные составы. Дольше всего придется ждать, когда высохнет масляная краска на натуральных маслах. |
Для всех красок существуют стандартизированные обозначения. Приводим расшифровку: Маркировка красок по металлу
| Обозначение | Буквенное и цифровое обозначение |
| Основа (образующее пленку вещество) | МА (масляная);ПФ и ГФ (алкидная);АК (акриловая);БТ (битумная);КЧ (каучуковая);ЭП (эпоксидная); НЦ (нитроцеллюлозная). |
| Вид и применение состава | 1 – наружное применение (атмосфероустойчивая);2 – внутреннее применение (ограниченная атмосфероустойчивость);3 – консервационные изделия для защитных работ;4 – водостойкие;5 – эмали;6 – бензино- и масло устойчивые; 7 – химически устойчивые;8 – термоустойчивые;9 – электроизоляционные; |
Например, алкидная эмаль ПФ-115. Буквенное обозначение “ПФ” говорит о том, что эмаль изготовлена на основе пентафталевого связующего, первая цифра 1 — для наружного применения, 15 — каталожный номер.
Маркировка импортных красок и лакокрасочных материалов отличается от описанной выше системы, но необходимая пользователю информация в обязательном порядке и на русском языке должна быть указана на этикетке.
Предлагаем вам ознакомиться с предложениями производителей красок и ассортиментом наиболее распространенных составов. Продукция этих брендов отвечает стандартам качества и соответствует заявленным характеристикам. Сводная таблица производителей
| Производитель | Ассортимент | Средняя цена за литр |
| 1. Alpina | 9 видов в краски для наружных и внутренних работ. Производитель предлагает составы, применяемые внутри помещений и для наружных работ. | 720-800 рублей |
| 2. Dufa | 3 вида эмали с нанесением на ржавчину | 540-700 рублей |
| 3. Hammerite | 3 вида продукции для использования внутри помещений, снаружи и для цветных металлов. | 780-900 рублей |
| 4. ТЕКС | 4 вида составов универсального действия | 400-500 рублей |
| 5. КрасКо | 11 видов красок и эмалей различного действия | 450-500 рублей |
КрасКо (Россия)
Понятие маркировка
Маркировка – это нанесение на изделие, характеризующих его знаков.
Способы нанесения надписей на металле
Сюда можно отнести:
- наименование,
- параметры,
- номер партии,
- фирменный логотип,
- знак качества
Надпись должна быть четкой, лаконичной, долговечной. Рассмотрим некоторые способы нанесения надписей на металлические изделия.
Методы нанесения надписи
Способы клеймления могут быть разными:
- Механические
- Химические
- Электрические
- Фотохимические
- Электрохимические
Как выбрать метод маркировки? Обычно конструктор выбирает, сопоставляя некоторые параметры изделия. А именно: конфигурацию изделия, размер, материал,твердость поверхности, объем производства, требование эстетики, характер наносимой маркировки, ее постоянство, степень механизации и автоматизации производства.
Электроискровой карандаш
Сегодня можно встретить несколько названий: электрокарандаш, электроискровое перо, электомаркер.
Электроискровой карандаш
С помощью электромаркера надписи наносят на гладкую поверхность металла.
Данный способ выбирают в тех случаях, когда ударно-точечный метод не подходит, клейма неудобны, лазерное нанесение слишком дорого или нецелесообразно.
Восновном маркировочный карандаш применяют для металлических узлов и деталей, где не допускается выпучивание поверхности от маркировки.
Часто его используют, как средство корректировки и исправления маркировки на ровной или относительно ровной металлической поверхности. Вид и сплав металла может быть различный.
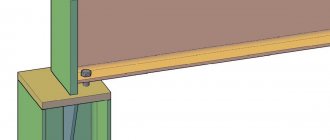
Маркировка с помощью табличек (бирок)
В последние годы маркировка с помощью привариваемых табличек (бирок) стала востребованной для многих видов металлопродукции. Маркировка привариваемыми табличками дает надежную автоматическую идентификацию любых металлоизделий, поэтому она нашла широкое применение при маркировке горячего металла. Привариваемые таблички не мешают технологическим процессам обработки металлоизделий, надежны при дальнейшей транспортировке, складировании и хранении.
К преимуществам такого метода маркировки в металлургии следует отнести следующее:
- табличку с маркировкой можно прикреплять к любому металлоизделию независимо от его размеров, характера поверхности, температуры изделия и т.п.;
- в качестве носителя маркировки выступает заранее изготовленная металлическая табличка с четкой маркировкой, которая легко читается (в том числе автоматически с помощью детекторов или сканеров) и не боится непогоды и неблагоприятных погодных и атмосферных условий;
- для автоматического считывания информации об изделии на таблички практически всегда наносится штрих-код, который может нести очень большой объем информации об изделии и его изготовителе;
- при массовом применении использование табличек для маркировки экономически оправдано, особенно в тех случаях, когда нанесение другого вида маркировки невозможно или ненадежно.
Таблички для маркировки труб, листа, рулонов, проката, чушек, слябов и прочего изготавливаются из металла с нанесением специальной белой керамической краски. После бесконтактного нанесения лазером СО2 буквенно-цифровых кодов и штрих-кода получается четкая, контрастная маркировка, стойкая к износу и неблагоприятным внешним условиям. В настоящее время для кодировки металлоизделий используются линейные одномерные (1D) штрих-коды в виде линий. Вся информация об изделии и его изготовителе закодирована с помощью поперечных линий и пробелов между ними.
Возможно применение различных штрих-кодов, используемых в промышленности и читаемых стандартными сертифицированными детекторами (сканерами). При подборе наиболее оптимального символа (Code 128, 39, 2 of 5 и т.д.) учитываются условия нанесения штрих-кода для каждого вида металлоизделий, а также объем информации, который необходимо использовать для маркировки в металлургии.
Для изготовления маркировочных табличек используется специальный лазерный принтер. С помощью компьютера оператор может задать на рабочем терминале или получить по компьютерным сетям от вышестоящей АСУТП все необходимые данные для печати табличек. Лазерный принтер для изготовления маркировочных табличек очень компактен и свободно размещается рядом с персональным компьютером оператора установки. Выбор необходимого лазерного принтера определяется требованиями, предъявляемыми к маркировочным табличкам:
- размеры маркировочной таблички;
- объем информации, подлежащей кодировке, а также размер кодировки, который необходимо нанести на табличку;
- требуемая производительность (скорость печати табличек).
Исходным материалом для изготовления маркировочных табличек является специальная металлическая лента с керамическим покрытием, на котором лазером выжигается маркировка труб, листа, проката и т.п.
Промаркированные лазером таблички прикрепляются к металлоизделиям либо вручную, либо с использованием автоматизированного сварочного оборудования. Для ручного крепления маркировочных табличек используют строительные пистолеты или ручные сварочные аппараты.
Использование автоматизированного сварочного оборудования может быть обусловлено условиями работы, а также желанием снизить количество ручного труда, что экономит не только рабочую силу, но и время. Маркировку горячего металла, когда температура металлоизделий достигает 1.000 ºС, лучше и безопаснее проводить с помощью сварочных автоматов. Так, маркировка слябов, разливаемых на МНЛЗ, возможна только с помощью автоматизированного оборудования, без участия человека.
Выбор метода крепления маркированной таблички осуществляется исходя из особенностей технологического процесса металлургического предприятия и с учетом техники безопасности для персонала. Наиболее часто для крепления маркировочных табличек используются следующие операции:
- крепление с помощью гвоздей (шурупов, клепок, шлиц и пр.);
- крепление с помощью проволоки или перевязочной ленты;
- сварка по технологии MIG;
- контактная или дуговая сварка.
Агрегат автоматического крепления маркировочных табличек состоит из следующих узлов:
- оборудование для изготовления маркировочных табличек (лазерного принтера, ножниц и пр.);
- манипулятор для доставки таблички к месту крепления на металлоизделии;
- сварочный автомат для крепления маркировочной таблички;
- рабочее место оператора с пультом управления и сервисной панелью;
- программное обеспечение в отдельном защищенном блоке.
Основные характеристики
• Возможность присоединения постоянных, высоконадежных табличек с штрих-кодами и другой информацией
• Отсутствие воздействия на металл
• Высокая надежность соединения с помощью сварки
• Малый цикл маркировки — около 15 секунд.
Для идентификации и прослеживаемости изделий системы маркировки и клеймения дополняются системами для распознавания символов и марок.
Ударно-точечная маркировка
Ударно-точечный метод применяется для нанесения гравировки на изделиях из мягких металлов. Например такие как латунь, бронза, арматура. Также можно заказать нанесение маркировки на металл для каких-то штучных изделий.
Рекомендуется применять для металлических сборочных единиц (узлов) и деталей, кроме тонкостенных.
Ударно-точечная маркировка
- С помощью данного оборудования можно наносить маркировку на любую поверхность.
- Часто данный метод используют на производстве труб и других конструкций из металла.
- Основное достоинство этого способа высокая скорость работы, отсутствие в расходных материалах.
- Маркировка получается четкой. Обладает высокой стойкостью и долговечностью.
Какие бывают способы и приспособления для маркировки
Способы и приспособления для маркировки металла делятся на на следующие типы.
Каплеструйный способ. Данный тип нанесения маркировки примечателен тем, что он не абсолютно портит поверхность металла. Каплеструйная маркировка не подвергается коррозии и не окисляется. Рисунок получают путем нанесения чернильных капель.
Лазерный способ. Он позволяет беспрепятственно нанести маркировку на любые виды металла: никель, латунь и прочее. Чтобы нанести изображение таким способом, в аппарате устанавливается изделие и задаются параметры будущего маркера. Происходит нанесение так: луч лазера двигается и выжигает контур маркера на установленную глубину и ширину.
Лазерная маркировка
Этот способ маркировки представлен различными устройствами. Возможны следующие маркировщики:
- Газовые лазерные
- Твердотельные
- Оптоволоконные маркираторы по металлу и пластику
- Лазеры для деликатной маркировки электроники
- Ультрафиолетовые для продукции в приборостроении
- Двухголовые устройства, обеспечивающие двойную эффективность
На многих крупных предприятиях в машиностроении, авиастроении, приборостроении отдают предпочтение именно этому методу маркировки.
Электрохимические методы нанесения маркировки на металл
На ряду с механической, также используется электрохимическая маркировка – это технология нанесения изображений, логотипов, буквенно-цифровой информации при помощи электрического тока и кислоты.
Электрохимическая маркировка
Принцип действия состоит в следующем. Блок питания через электрод подает электрический ток на деталь. Ток, проходя через смоченные в электролите материал и специальный диэлектрический трафарет для маркировки, оставляет вытравленный след в пустом месте. Нужно следить, чтобы трафарет, при этом, плотно прилегал к поверхности маркируемой детали.
Электролит для электрохимической маркировки представляет собой солевой раствор, который ускоряет процесс передачи заряженных электронов между потенциалами.
Эффективным напряжением для протекания реакции травления является предел от 3 до 15 В. Особенность данного метода нанесения маркировки на металл заключается в том, что границы получаются в некоторой степени нечеткими. Поэтому логотип и детали на нем должны быть достаточно крупными.
Каплеструйная маркировка металла
С помощью каплеструйной маркировки металла можно наносить различные изображения и буквенные обозначения на сталь плоской или цилиндрической формы.
Особенность такого метода заключается в том, что можно наносить цветную маркировку с применением пигментов любого оттенка. В продаже имеется оборудование с двумя головками, благодаря чему можно выполнять сложные визуализации.
Калеструйная маркировка
Данный метод напоминает работу струйного принтера на бумаге, только выполняется печать на металле.
Маркируется продукция, которая реализуется в стальных флакончиках и небольших емкостях. Маркировка выполняется на донышке или на горлышке изделия. Имеются портативные и стационарные каплеструйные принтеры для маркировки.
Данное оборудование чаще применяется на производстве. Промышленная гравировка отличается высокой производительностью. Идеально подходит для применения на конвейере без остановки технологического процесса.
Как правило, штампуется штрихкод и набор определенных цифровых данных.
Хотя качество и четкость контуров невысокая, но для считывания штрихкодов достаточная.
В данной статье мы рассмотрели далеко не все способы маркировки по металлу.
Рекомендуем к просмотру:
Цветная маркировка резисторов: определение…- Как и чем заряжать li-ion (Li-po) аккумулятор?…
Онлайн-калькулятор маркировки цветных резисторов- Как лучше всего соединить медный и алюминиевый…
Маркировка – нужный элемент в любой промышленности
Сегодня маркировки применяют повсеместно. Их используют на разного рода промышленном оборудовании, инструментах. Маркировка нужна, так как это своего рода шифр, говорящий о составе металла, его качестве. Маркировка – это буквенно – цифровое обозначение, наносимое любую часть поверхности металла.
Маркировка по металлу может быть двух видов:
Первый вид – информативный маркер.
Второй вид – идентификационный
Чтобы маркировка была долговечной и качественной, ее нужно наносить только профессиональным оборудованием, которое подбирается для каждого металла индивидуально. Компания Smart Marking предлагает широкий ассортимент оборудования для нанесения маркировки по доступным ценам и изготовленного по всем стандартам.
Маркировка изделий из металла
Практически ни одно современное производство не может обойтись без маркировки выпускаемой продукции. Необходимость в ней объясняется не только требованиями законодательства (зачастую довольно строгими), но и удобством работы. Металла это касается даже в большей степени, чем многой другой продукции, поскольку на глаз различить ту или иную марку стали порой бывает практически невозможно. Кроме того, нанесение информации на собственные изделия облегчает ведение учета на предприятии. В нашей сегодняшней статье мы расскажем, какими способами размещаются необходимые данные на продукции из металла. И немного подробнее остановимся на лазерной технологии их нанесения.
Партионный учет на предприятии
Практическая потребность партионного учета
или
учета выпускаемой продукции
становится все более и более востребованной для разных производственных компаний.
Что такое партионный учет?
Это учет продукции, выпущенной из определенной партии сырья, в соответствии с определенной спецификацией, промаркированной данными о принадлежности к определенной производственной партии, на каждом участке ее передела.
Производственная партия
— это некое количество готовой продукции, произведенной на определенном оборудовании (рабочем центре), из определенной партии сырья, в определенный период времени, определенным оператором, упакованная определенным образом, в определенную тару, промаркированную соответствующей этикеткой, с указанием на ней уникального номера партии.
Такая информация помогает определить: кто, когда, на чем, из чего, в каком количестве и под каким названием выпустил продукцию, упакованную в данную тару.
Функции маркировки по металлу
1. Информационная. Это её основная функция. Благодаря нанесенным на данным, потребитель может понять, из какого материала изготовлено изделие, и какими свойствами оно обладает.
2. Идентификационная. Позволяет распознать конкретный товар и выделить его среди других.
3. Эмоциональная и мотивационная. Красивая маркировка может послужить дополнительным стимулом к приобретению товара. В свою очередь, небрежно или неразборчиво нанесенные данные могут заставить покупателя задуматься, стоит ли ему связываться с данным производителем.
Технологии и способы нанесения данных
Выделяют 2 способа нанесения – прямой и дополнительный. В случае с последним информация размещается на бирке, ярлычке, наклейке или каком-то другом предмете, который прикрепляют к изделию. В металлургической отрасли этот способ не пользуется популярностью, поскольку ярлычки и этикетки легко могут оторваться или перемешаться при транспортировке.
Основной способ нанесения — прямой. То есть, размещение непосредственно на товаре. Рассмотрим несколько технологий такой маркировки.
1. Термотрансферная печать. Для этого способа используются специальные термотрансферные ленты, красочный слой с которых под воздействием высокой температуры переносится на металл. Метод не пользуется большой популярностью из-за большого количества расходного материала и меньшей надежности маркировки, по сравнению с другими технологиями.
2. Ударно-точечная. При помощи иглоударного принтера на поверхности изделия набивается большое количество точек. Этим способом легко наносится как буквенно-цифровая информация, так и 2D штрих-коды, которые позднее считываются с помощью сканера DPM-кодов.
Подобная маркировка пользуется большой популярностью у многих производителей, поскольку не требует большого количества расходных материалов (ресурс одного вольфрамо-карбидного пуансона составляет несколько миллионов ударов) и является весьма износостойкой. Поверх маркировки даже наносится красочный слой без ущерба для читаемости информации.
3. Электрохимическая. Данные наносятся по трафарету под воздействием заряда электрического тока. В результате реакции меняется цвет или даже рельеф поверхности, формируя необходимые буквы и цифры.
4. Штампование (клеймение). Осуществляется при помощи заранее изготовленного штампа на механическом прессе, который делает оттиск с необходимой информацией. В стандартный набор клейм входят буквы и цифры. С технологической точки зрения это самый бюджетный и простой метод.
5. Каплеструйная. Бесконтактный способ нанесения данных. Часто применяется в случаях, если изделие небольшого размера и другие технологии нанесения данных могут его деформировать. Информация наносится каплями чернил.
6. Прочерчивание. Осуществляется при помощи плотно прижатой к поверхности металла иглы, которая прочерчивает на его поверхности борозды. Технология применяется в качестве альтернативы ударно-точечной маркировке. Игла в меньшей степени деформирует поверхность и в процессе работы производится заметно меньше шума.
Способы клеймения
Клеймение– это пробирно-технологическая операция нанесения оттиска государственного пробирного клейма на ювелирные и бытовые изделия из драгоценных металлов.
1.
Механический метод — оттиски клейм наносятся на изделие ударным способом (механическими пробирными клеймами при помощи молотка, либо на станках для массового клеймения). Оттиски наносятся как изнутри, так и снаружи. Так же используются специальные подставки — наковальни, подходящие по форме к изделию. Является самым массовым способом (70-80% всех изделий клеймятся именно так).
ДОСТОИНСТВА: Оттиски четкие, стойкие, долговечные. НЕДОСТАТКИ: При нанесении клейм, изделие может быть подвержено порче (некоторой деформации от удара молотком по клейму).
2.
Электро-искровой метод — оттиски клейм наносятся на изделие медными клеймами-электродами при помощи электро-искровой установки. Оттиск выжигают искрой, бегущей по контуру клейма-электрода, в водной среде, под действием электрического тока. Отличительной особенностью именника для электро-искрового клеймения должны являться перемычки сверху между контуром именника и его знаками, а так же заход электрода впереди сверху.
10-20% ювелирных изделий клеймятся данным способом (примерно 400 изделий в смену).
ДОСТОИНСТВА: Оттиски четкие, стойкие, долговечные. Изделия порче не подвергаются. Возможность нанесения на специфические формы, а так же полые и т.п. изделия. НЕДОСТАТКИ: Единственный нюанс состоит в необходимости более тщательной подготовки площадки под оттиск пробы. Малейшие поры, шероховатости, дефекты литья или недостаточная полировка — и электро-искровой способ уже неприменим.
3.
Лазерный метод — осуществляется при помощи лазерной установки. При этом используются клейма-маски. Контур клейма идет пунктиром. Поверхность должна быть тщательно подготовлена, отполирована. 10-20% ювелирных изделий клеймятся данным способом (примерно 600 изделий в смену).
ДОСТОИНСТВА: Оттиски четкие. Возможность нанесения на любую поверхность (выпуклую, вогнутую, полую). НЕДОСТАТКИ: Не имеет, за исключением тщательной подготовки поверхности.
Лазерная маркировка металла. Преимущества и недостатки
Лазерная технология является самым передовым и надежным способом нанесения информации на металл. Такая маркировка имеет неопределенный срок службы, поскольку она не подвержена никаким физическим или химическим воздействиям. Она может применяться по отношению к любому сплаву без каких-то дополнительных условий. Кроме того, явным плюсом лазерной технологии является высокая скорость работы, не оказывающая влияния на уровень работы предприятия. Она не требует больших энергозатрат, не нуждается в расходных материалах и позволяет наносить необходимую информацию даже в труднодоступных местах, которые недосягаемы для других методов маркировки. Все, что нужно для ее осуществления, — это компьютер с системой передачи данных и контроля и непосредственно лазер.
Единственным недостатком лазерной маркировки является нагревание поверхности в процессе нанесения маркировки. Прежде чем отправлять продукцию на склад после нанесения данных некоторое время приходится ждать, пока она остынет.
Маркировка металлов травлением. Кислотные маркеры MARKAL
Существующие методы (технологии) промышленной маркировки готовых изделий из металлов и сплавов можно разделить на две группы (навесные бирки не рассматриваются):
А. Не оказывающие влияния на маркируемое изделие (так называемые – «не интрузивные»):
- маркировка краской — ручные маркеры на основе твёрдой или жидкой краски, каплеструйные принтеры;
- самоклеящиеся этикетки на бумажной или полимерной основе.
Б. Изменяющие свойства поверхности маркируемого изделия (так называемые – «интрузивные»):
- химическое травление;
- электрохимическое травление;
- ручное клеймение;
- автоматизированная ударно-точечная маркировка;
- лазерная маркировка.
При выборе метода маркирования необходимо учитывать:
- цель маркирования, объём и сложность наносимой информации, требования к качеству символов;
- количество маркируемых изделий в сутки (единичное, мелкосерийное или крупносерийное производство);
- необходимость нанесения переменной маркировки и частота внесения переменных данных;
- состояние маркируемой поверхности: физико-химические свойства (шероховатость поверхности, твёрдость материала, толщина изделия в месте маркировки, химический состав материала и покрытия); геометрические свойства (размеры маркировки, кривизна поверхности в зоне маркировки, расположение этой поверхности — утопленное или выступающее);
- требования к долговечности маркировки с учетом условий, в которых будет использоваться изделие (температура, влажность, состав атмосферы, погружение в жидкости, абразивное и фрикционное воздействие, действие газовых потоков и т. д.);
- негативное влияние метода маркировки: появление концентраторов напряжения, коррозионных источников, другие изменения поверхностного слоя;
- надёжность доступа и читаемость информации;
- требования к защищенности маркировки от подделки;
- производительность процесса маркировки и возможность встраивания в конвейерное производство;
- экономические затраты и экологические факторы.
В данной статье мы рассмотрим маркировку металлов и сплавов методом химического травления.
Обобщённое описание химического травления: контролируемое удаление поверхностного слоя материала с изделия под действием специально подбираемых химических соединений. Обычно, в промышленности, при химическом травлении с поверхности изделий, изготовленных из чёрных металлов, действием травильных растворов удаляют окалину и ржавчину. Травление осуществляют в растворах серной или соляной кислот, иногда с добавками азотной, плавиковой и других кислот.
Маркировка металлов и сплавов методом химического травления (в дальнейшем – маркировка травлением) возникает за счет получения контрастного изображения насыщенного тёмно-серого цвета, являющегося результатом анодного окисления поверхности изделия в месте контакта металла с кислотой, при не полном удалении продуктов реакции. В технической литературе для этого процесса используется термин «селективное травление».
При соблюдении технологии, маркировка металлов травлением является дешёвым, эффективным и безопасным методом получения высококонтрастной и достаточно долговечной маркировки на изделиях, изготовленных из различных марок сталей, цветных металлов и сплавов.
Этот метод маркировки получил очень широкое применение во многих отраслях промышленности:
- для нанесения информации на различные изделия, особенно небольшого размера, где другие методы маркировки металлов (ударно-точечная, лазерная) неприменимы или нецелесообразны;
- для идентификации металлических инструментов, оборудования и механизмов.
В настоящее время, самым эффективным промышленным инструментом для маркировки металлов травлением является кислотный маркер компании Markal® SC.800*, который представляет из себя корпус из химически стойкого полимера, в который устанавливаются сменные картриджи двух типов:
- картридж SC.862 (синего цвета) — для маркировки травлением конструкционной и инструментальной стали;
- картридж SC.865 (зелёного цвета) — для маркировки травлением нержавеющей стали, меди, никеля, свинца, бронзы и сплавов на основе цветных металлов.
Кислотный маркер Markal® SC.800 оставляет чёткую маркировку и, в отличие от мелков и красок, не отслаивается, не смазывается и устойчив к стиранию. Он не требует дополнительных источников питания или других средств для нанесения маркировки травлением. Также предлагается нейтрализующая жидкость SC.871, которая позволяет контролировать процесс травления.
* Кислотный маркер Markal® SC.800 поставляется без картриджей.
ПОРЯДОК РАБОТЫ С КИСЛОТНЫМ МАРКЕРОМ:
- Тщательно очистите поверхность с помощью абразивного полотна.
- Поверхность для маркировки должна быть чистой — удалите оксидный слой, масло и жир.
- Для лёгкой маркировки сделайте только один проход с кислотным маркером.
- Для получения более контрастной маркировки сделайте повторные проходы до получения требуемого результата.
- Слегка протрите поверхность после травления светлым маслом.
- Если травильный агент попал на кожу, промыть водой с мылом.
Идентификация изделия в производстве: показатель качества
Что такое промышленный маркер?
1.1. Маркеры на основе чернил.
1.2. Маркеры на основе жидкой краски.
1.3. Маркеры на основе твёрдой краски.
1.4. Маркеры для сварочных работ.
Правильный инструмент для работы.
При выполнении многостадийной обработки металлов, технолог (или другое ответственное лицо) считывает информацию, записанную на партии деталей, прикрепляет к ним соответствующие сопроводительные документы и перемещает партию на следующий технологический участок. Когда партия поступает к сварщику, он делает их повторную приёмку. Если заготовки отрезаны неправильно, то у него нет выбора, кроме как отказаться от всей партии. Как это произошло?
Сварщик сравнивает задание, указанное в сопроводительной документации на поступившую партию заготовок с маркировкой на самих заготовках. Задания в документации и маркировка на заготовках совпадают лишь частично. Причина в том, что маркировка на заготовках неразборчива — смазана, потому что она была нанесена на грязную поверхность заготовок. Результат – отбраковка изделий или повторение производственного цикла.
Как этого можно избежать?
Производители металлопродукции затрачивают много времени, стремясь обеспечить себя лучшим сварочным пистолетом, лучшим штамповочным оборудованием, лучшим отрезным инструментом, но очень мало внимания уделяется одному из самых фундаментальных инструментов производителя металлопродукции – промышленному маркеру.
Рис. 1. Промышленный маркер Markal Pro-Line HP
Что такое промышленный маркер?
Промышленные маркеры – не похожи на обычные офисные маркеры, которые предназначены для письма на бумаге в офисах, школах и домах. Как и любой производственный инструмент, промышленный маркер был разработан, чтобы соответствовать жестким требованиям применения в ряде самых экстремальных условий в мире.
Четыре наиболее распространенные категории маркеров:
1.1. Маркеры на основе чернил. Возможно, самые распространенные маркеры на основе жидкой краски, которые лучше всего подходят для маркировки на бумаге, картоне, дереве и других пористых поверхностях. Они быстро высыхают и просты в использовании, но плохо работают на металле или других материалах, влажных, замасленных, покрытых ржавчиной. Промышленные маркеры на основе чернил производятся с наконечниками высокой жёсткости для более длительного использования в жёстких промышленных условиях. Чернила этих маркеров имеют специальный состав, более устойчивый к влаге и износу.
Рис. 2. Маркер с чернилами Markal DURA INK 60
1.2. Маркеры на основе жидкой краски. Содержат насыщенную краску, предназначены для получения ярких меток. Нанесённая маркировка сохнет больше чернильной, но в результате получаются чистые, разборчивые метки. Краска включает в себя ряд специальных компонентов для маркировки на влажных, замасленных или ржавых металлах.
Рис. 3. Промышленный маркер с жидкой краской Markal Pro-Line XT
1.3. Маркеры на основе твёрдой краски. Они также имеют насыщенные цвета, но не повреждаются при маркировке на грубой поверхности. Несмотря на то, что время высыхания отметок, нанесённых маркерами на основе твёрдой краски может занять от нескольких минут до часа, эти маркеры долговечны и экономичны.
Рис. 4. Маркер для грубых поверхностей Markal B Paintstik
1.4. Маркеры для сварочных работ. Обычно производятся двух типов. Маркеры из мыльного камня являются самыми распространёнными, но они могут сломаться и не позволяют наносить надёжную и долговечную маркировку. Карандаши сварщиков позволяют наносить точную, хорошо видимую даже через маску сварщика, и более долговечную маркировку.
Рис. 5. Маркеры для сварщиков Markal
Как работают маркеры на основе жидкой краски?
Маркеры на основе жидкой краски становятся всё более популярными в металлургии. В состав краски входят различные химические добавки, которые повышают эффективность краски, но тремя основными компонентами являются пигмент, растворитель и смола. Именно баланс и химические реакции между этими компонентами определяют, как работают маркеры.
Пигмент придает маркеру его цвет, а концентрация и тип пигмента зависит от области применения конкретного маркера. Для таких жёстких условий применения, как термообработка или травление, требуется маркер с особыми пигментами. Фактически, большинство задач по обработке металлов можно эффективно решать с помощью маркеров на основе жидкой краски, которые могут помочь сделать метки на деталях ярче и заметнее. Это позволяет вам видеть номера деталей издалека и при слабом освещении.
Рис. 6. Применение маркера с жидкой краской Markal SL.100
После того, как вы нанесёте маркировку, смола высыхает и химически связывает краску, что придает краске улучшенную водостойкость и износостойкость. Некоторые смолы выдерживают температуру окружающей среды до 66 °С (перед потерей своих свойств и разрушения), в то время как другие могут сохранять свои свойства до 982 °С или более.
Растворитель удерживает краску в жидком состоянии внутри самого маркера. После того, как вы нанесёте маркером отметку, растворитель помогает пигментам и смоле растекаться по поверхности металла. Вы можете заметить его специфичный запах при работе маркером. Это запах испаряющегося растворителя. Когда растворитель испарится, смола высохнет на поверхности и химически свяжет пигменты с металлом.
Промышленные маркеры также отличаются характеристиками наконечника (пера). Маркер с жидкой краской будет иметь наконечник с меньшей пористостью, чем маркер с более густой краской. Если наконечник «плотный» (то есть имеет меньшую пористость), то это затруднит перенос густой краски через наконечник.
Диаметр наконечника определяет, насколько чёткой будет нанесённая маркировка. Большинство пользователей используют маркеры с наконечником диаметром 3 мм. Но если вы собираетесь наносить очень маленькие метки или метки в узком пространстве или углах, вы можете рассмотреть возможность использования наконечника диаметром 1,5 или даже 1 мм. Для нанесения маркировки большого размера хорошо подходят более толстые наконечники, размером 14 мм и более.
Рис. 7. Применение маркера Markal Pro-MAX
Но выбор маркера не заканчивается только на размере наконечника. Например, также необходимо принимать во внимание материал, из которого изготовлен наконечник. Для многих промышленных применений лучше подходят маркеры с полиэфирными наконечниками в силу их ударопрочности. В процессе использования маркера, такие наконечники, как правило, хорошо сохраняют свою форму, и не тупятся, что приводит к утолщению наносимой маркировки, и получению неразборчивых надписей.
Тем не менее, полиэфирные наконечники не подходят для каждого приложения. Например, если необходимо промаркировать грубую или грязную поверхность, лучше выбрать маркер с акриловым наконечником, обычно используемыми в лаковых маркерах. Они, как правило, обрабатываются таким образом, что позволяет им приспособиться к шероховатости поверхности. В таких ситуациях акриловые наконечники обычно прослужат дольше, чем полиэфирные.
Правильный инструмент для работы.
Маркировка, нанесённая маркерами на основе жидкой краски или чернил, немного растекается после нанесения, и особенно на металле это может привести к неразборчивым отметкам. Когда кто-то с маркером соответствующего размера пишет «3», тройка не должна выглядеть как «8», хотя это происходит довольно часто, а неправильный номер детали или любая другая информация могут привести к дорогостоящей ошибке.
Эти проблемы обычно возникают из-за того, что маркируемая поверхность замасленная, ржавая или грязная. Многие стальные изделия или заготовки поставляются с нанесённым на поверхность масляным ингибитором коррозии, что может создать проблемы при маркировке; многие обычные маркеры не применимы в такой ситуации. Краска маркера ложится поверх слоя масла ингибитора коррозии, и в результате вы получаете размытый или неразборчивый текст. В таком случае потребуется использовать маркер со специальной, олеофобной, краской, которая выталкивает масло в месте маркировки и позволяет ей высохнуть через масло.
Рис. 8. Маркер для замасленных поверхностей Markal Pro-Line HP
Мокрые поверхности требуют применения маркера с гидрофобной краской, которая не растекается и высыхает через воду или жидкости на водной основе. Такие маркеры идеально подходят для применения после машинной обработки, а также при плазменной резке, закалке в воде и нанесении отметок через режущие жидкости и охлаждающие жидкости на водной основе.
Рис. 9. Маркер для влажных поверхностей Markal Pro-Line WP
Как насчёт окрашенной поверхности? В большинстве случаев производителя хотят защитить сварное соединение, покрыв краской сварочный шов, всё оборудование или его отдельные части. Некоторые производители теперь используют маркеры с краской на водной основе или на основе растворителей. Технически метка, видимая после окраски, не является исходной отметкой, а скорее результатом химической реакции, при которой химикаты маркера начинают взаимодействовать с химикатами в грунтовке и краске. Примерно через 30 секунд после нанесения краски метки снова появляются на окрашенной поверхности.
Для маркировки ржавых, грязных или неровных поверхностей потребуются маркеры с более вязкой краской, которая проникает через ржавчину и грязь до основного материала, а также наконечник, который может обеспечить непрерывную подачу краски, и не будет засоряться при этом.
Наконец, многие материалы требуют термической обработки для получения требуемых характеристик, что может привести к тому, что нанесённая маркировка может выгорать или стать неразборчивой. Эффективность маркировки в этом случае, опять же, связана с тем, как работает маркер на основе жидкой краски. Химические связи между смолой и пигментом надёжны лишь при работе в определенном температурном диапазоне. Когда вы выходите за пределы этого диапазона, эти связи разрушаются, и маркировка становится плохо видимой или исчезает совсем. Поэтому следует использовать маркеры на основе специальной краски с высокотемпературными пигментами и смолами.
Рис. 10. Маркировка маркером Markal Pro-Line HT глиняной продукции после обжига при температуре 1200 °С
Постоянный и удаляемый
Большинство применений маркировки требуют нанесения постоянных меток; однако, будь то для контроля качества изделия, ремонта или для готовой продукции, требующей покраски, необходимо удалить маркировку.
Если вам нужно удалить с деталей маркировку перед отправкой продукции клиентам, вам нужно будет рассмотреть необходимость применения соответствующих чистящих химических средств. В то же время, если это возможно, попробуйте использовать маркер, маркировку которым можно удалить безопасно и с минимальными усилиями. Удаление маркировки краской на основе чрезвычайно агрессивных растворителей может вызвать как проблемы с безопасностью персонала, так и с точки зрения охраны окружающей среды. Если удаление маркировки требует использования очистителей, применение которых нарушают правительственные постановления о летучих органических соединениях (ЛОС), то непредвиденные расходы могут возрасти, и всё из-за используемого вами маркера.
Характер смолы, используемой в маркере на основе жидкой краски, определяет способ удаления маркировки. Когда смола ломается, метка вытирается. Производимые в настоящее время некоторые промышленные маркеры не требуют особо агрессивных чистящих средств. Некоторые смолы разрушаются водой. Некоторые разрушаются при использовании слегка кислых растворов для моющих средств (порядка 10 рН или выше), что позволяет наносить маркировку на продуктах, которые могут храниться вне помещений, и поэтому маркировка должна выдерживать воздействие дождя, но при необходимости быть легко удаляемой. И всё же, некоторые смолы требуют более агрессивной очистки.
Рис. 11. Стираемый мыльным раствором маркер Markal Pro-Wash D
Убедитесь, что выбранный вами маркер на основе жидкой краски не требует для удаления маркировки растворителей, опасных как для персонала, так и для самого маркера. Например, использование ксилола — самого известного растворителя для удаления маркировки лаковых, было связано с некоторыми видами рака. Однако сегодня существуют чистящие средства — более безопасные альтернативы ксилолу, которые имеют одинаковую с ним эффективность. При необходимости, маркировка может быть удалена с помощью обычных химических веществ, которые не вредны, если персонал предпринимает соответствующие меры предосторожности.
Стратегии маркировки
Независимо от того, насколько хорошо подходит промышленный маркер для решения ваших задач, маркер не сможет помочь вам, если вы не можете его найти или эффективно использовать. Например, большинство рабочих носят специальные перчатки большую часть дня, поэтому колпачки или крышки маркеров должны быть спроектированы так, чтобы люди могли легко снимать их, не снимая рабочих перчаток.
Рис. 12. Маркер Markal Trades-Marker DRY всегда под рукой
Крышка маркера, торчащая из переднего кармана рабочего комбинезона, помогает нарисовать картину производителя металлопродукции. Если маркер не находится у рабочего постоянно или должен находиться на определенном рабочем месте, некоторые разработчики нашли необычные решения, исключающие потерю маркера. Некоторые из них наносят на колпачок маркера сильный клей, или применяют другие способы сделать маркер неотъемлемой частью верстака или рабочего стола. Рабочие вытаскивают маркер из колпачка, используют его, а затем снова вставляют в колпачок, прикрепленный к верстаку. Это дает людям прямой визуальный сигнал. Если колпачок отсутствует на верстаке или рабочем столе, значит маркер, скорее всего, утерян.
И ещё немного о маркерах.
Очень много сотрудников ежедневно используют маркеры при производстве металлопродукции. Маркеры используются постоянно, они могут совершенно отличаться друг от друга, так же как один напильник может полностью отличаться от другого напильника, а один сварочный пистолет отличается от другого сварочного пистолета. В конечном счете, маркер не просто маркер, и несложные поиски правильного маркера поможет вам сделать работу лучше, быстрее и проще, одновременно уменьшая отходы, брак и затраты.
Рис. 13. Промышленные маркеры Markal
Промышленная маркировка металлических изделий
Металл
Ни одно современное предприятие не обходится без маркировочного оборудования. Промышленная маркировка деталей и элементов осуществляется не только на последнем этапе выпуска готовых изделий, но и в процессе их изготовления. Маркируются детали, узлы, элементы, инструменты и оборудование. Популярный некогда метод клеймения (ручное нанесение надписей с помощью клейма) в современном производстве отходит на второй план. Автоматизация всех процессов требует более эффективных решений – например, применения ударно-точечного и лазерного оборудования.
Оба варианта обеспечивают быструю вечную маркировку и подходят для установки на высокоскоростных линиях.
Виды маркировки редукторов и приводных цепей.
Маркировка поверхностей редукторов и цепей применяется с целью нанесения опознавательных знаков (серийные номера, даты, коды, товарные знаки производителя, другая информация), а также для рекламных целей. Маркировку можно производить как непосредственно на самой поверхности, так и с помощью бирок или прикрепляемых шильдиков. Существует несколько видов маркировки продукции из нашего каталога, имеющих свои достоинства и недостатки:
- Нанесение надписи краской вручную и при помощи каплеструйной печати, маркерами, штемпелеванием.
- Маркировка ударным способом (вручную и механизированным методом).
- Маркировка прочерчиванием.
- Фрезерование иглами (гравирование).
- Электрохимическое травление.
- Фотохимический способ.
- Металлографический способ.
- Лазерная маркировка.
- Ультрафиолетовая печать.
- Термотрансферная печать.
- Получение маркировочных надписей в штампах или литьевых формах при изготовлении непосредственно на самой детали, либо литье и штамповка табличек.
- Электроискровой способ.
- Маркировка липкими аппликациями, бирками, табличками.
Нанесение надписей краской.
Простейший метод маркирования поверхностей — нанесение надписей краской с помощью трафарета (кистью, валиком или распылителем). Такая маркировка недолговечна, но не повреждает поверхность изделия. Маркировка краской по трафарету чаще всего применяется на транспортной таре редукторов и мотор-редукторов. Промышленные маркеры используют для технологической маркировки в процессе изготовления деталей приводов. Каплеструйные маркираторы стационарного и портативного типа более производительны и позволяют создавать качественную маркировку продукции чернилами различных цветов. Данные с компьютера на портативный маркиратор могут передаваться через USB-порт, по радиоканалу или посредством флэш-накопителя (рис.1).
Маркировка ударным способом.
Маркировка ударным способом может производиться с помощью ручных клейм, прессов или иглоударными машинами (рис.2). Клейма имеют зеркальное отображение надписи. Маркировка ударным способом применяется для металлических поверхностей редукторов типа РМ , исключая тонкостенные детали. Иглоударные машины для ударно-точечной маркировки могут быть стационарного типа, портативные и встраиваемыми в автоматические линии. Маркировка может производиться как по плоским поверхностям, так и по цилиндрическим. Надпись создается в виде последовательности точек, образованных от удара иглой из высокопрочного материала. Игла приводится в действие с помощью электромагнитного или пневматического механизма. Глубину маркирования (усилие) можно регулировать, также регулируется пространственное положение маркировочной головки относительно детали. После нанесения иглоударной маркировки в целях повышения контрастности изображения его можно затереть краской. Преимуществами ударно-точечной маркировки являются устойчивость надписи, возможность нанесения двухмерного штрих-кода, применяемость для древесины, пластика, мягких и прочных металлов, отсутствие расходных материалов, возможность нанесения по горячим поверхностям, отсутствие нагрева поверхности при работе, отсутствие повышенных требований к производственному помещению, довольно высокая скорость маркирования. Недостатками являются невозможность нанесения сложных изображений или цветных рисунков, грубая надпись, низкая контрастность, а также ограниченная область маркирования.
Для деревянных, кожаных, керамических и пластмассовых поверхностей может применяться горячее клеймение (с фольгой для придания контрастности, или без нее).
Маркировка прочеркиванием.
Маркировка прочерчиванием (рис.3) является одной из разновидностей игло-ударного способа. Нанесение надписи также осуществляется иголкой из прочного материала (алмаз или карбиды), которая режет, или «царапает» поверхность. Прочерчивающие маркираторы (скрайберы) обладают пониженным уровнем шумности по сравнению с ударно-точечными и создают более «гладкие» линии. Глубина маркировки до 0,5 мм.
ЛАЗЕРНАЯ МАРКИРОВКА ДЕТАЛЕЙ
Активно применяется для нанесения технической информации и логотипов на поверхность промышленных изделий. Высокотехнологичный метод, отличающийся высокой скоростью нанесения маркировки, надежностью, стойкостью изображения. Бесконтактный способ идентификации с помощью лазера применяется с металлами разной прочности: от сверхпрочных титановых сплавов и закаленной стали, до алюминия, золота и других «мягких» металлов.
Лазерные маркираторы делятся на два типа: стационарные и интегрируемые приборы. Стационарные маркировочные аппараты предназначены для нанесения идентификационной информации на изделия среднего и небольшого размера. Способны обрабатывать нестандартные и сложные поверхности: шероховатые, изогнутые, окрашенные, из хрупких материалов.
Интегрируемые лазерные маркираторы, как и следует из названия, интегрируются в производственные линии, работающие в режиме 24/7. Аппараты наносят детализированные четкие изображения со скоростью до 1300 символов в минуту. В зависимости от особенностей производственного процесса интегрируемые маркировщики выполняют маркирование как в процессе движения изделий по конвейеру, так и в момент остановки линии.
При необходимости маркировать изогнутые изделия применяют дополнительную ось вращения. Также в зависимости от условий производства возможно дооснащение лазерных аппаратов защитными кожухами, мобильными тележками, рабочим столом со штативом и другими опциями.
УДАРНО-ТОЧЕЧНАЯ ПРОМЫШЛЕННАЯ МАРКИРОВКА ИЗДЕЛИЙ
С помощью ударно-точечных аппаратов наносят идентификацию на металлические изделия с гладкой и шероховатой поверхностью. Возможность регулировать силу удара позволяет наносить маркировку разной глубины. Современное ПО делает возможным автоматическую генерацию надписей и нанесение двухмерных кодов на готовые изделия и их элементы для прослеживаемости на производстве и последующей реализации.
Иглоударные аппараты также подразделяются на стационарные и интегрируемые в производственные линии устройства. Кроме того существуют и более компактные, портативные (мобильные) маркираторы.
Интегрируемые игло-ударные установки применяются для промышленной маркировки изделий на предприятиях непрерывного производства. Позволяют создать эффективную автономную систему идентификации и прослеживаемости, снизив человеческий фактор. Основные узлы оборудования имеют защиту от пыли и влаги и могут использоваться в сложных технологических условиях.
Стационарные ударно-точечные маркираторы помогают создать постоянный участок маркирования для идентификации изделий среднего и мелкого размеров. Устройства отличаются высокой производительностью и скоростью работы, что дает возможность наносить даже многострочную маркировку в считанные секунды.
Портативные иглоударные маркировщики решают проблему нанесения идентификационной информации на крупногабаритные, тяжелые изделия и в труднодоступных местах. Мобильные аппараты весят от 1,5 до 3,5 кг, удобны для переноски за счет эргономичной формы и позволяют промаркировать поверхности, к которым сложно подобраться.
Маркировка краской или чернилами
Маркировка красками или специальными чернилами — один из старейших способов маркировки. Наибольшее распространение сегодня маркировка красками имеет в легкой, электронной и пищевой промышленности, где используется оборудование типа IMAJE и DOMINO. Эти маркеры оборудованы специальными головками с соплами, с помощью которых возможно нанесение любого вида маркировки. Контрастность изображения обеспечивается различным количеством точек на единицу площади изображения. Новейшее оборудование для маркировки красками позволяет создавать разноцветные обозначения очень высокого качества.
Однако клеймение горячего металла красками невозможно: лучшие образцы лакокрасочной продукции выдерживают температуру не более 1.000 ºС. Плюс к этому в условиях металлургических предприятий и горячих цехов трудно обеспечить необходимую чистоту и приемлемый температурный режим, требуемые для безотказной работы краскоструйных сопел.
Затрудняет использование краскоструйных маркеров и характер поверхности многих металлоизделий. Окалина, пыль, неровности, влага и т.п. делают маркировку красками фрагментарной и недолговечной.
Все перечисленные факторы делают невозможным или экономически невыгодным использование краскоструйных маркеров в горячих цехах и при машинах непрерывного литья заготовок.
Однако маркировка в металлургии красками применяется — для обозначения холодных (остывших) металлоизделий. Единственное требование для использования маркировки красками — чистота и высокая адгезивность поверхности.
Краски используют для маркировки труб горячекатаных (на выходе из прокатного стана, когда температура изделия становится приемлемой), маркировки слябов и блюмов и т.п.
Оборудование для маркировки краской состоит из следующих узлов:
- головка с 7 или 9 соплами;
- манипулятор для перемещения головки с соплами;
- специальная панель для подготовки краски;
- пульт управления;
- терминал для оператора, с помощью которого можно вручную задавать параметры маркировки;
- электронная система управления (программное обеспечение).
Краскосопла имеют увеличенный диаметр отверстий, что препятствует их засорению, и приспособлены для операции самоочищения. Минимальная высота наносимой маркировки — 19 миллиметров, что может служить ограничением в использовании такого оборудования для некоторых видов металлоизделий.
С помощью оборудования для маркировки краской можно наносить не только буквенно-цифровые коды, но и штрих-коды. Однако, на данном оборудовании можно нанести только бинарные коды (содержащие минимум информации о металлоизделии), для считывания которых нужна специальная аппаратура (промышленные сканеры).
Оборудование для нанесения маркировки краской имеет высокую степень надежности. Однако, при использовании маркировки в металлургии с помощью красок и специальных чернил необходимо учитывать, что для полного высыхания краски требуется определенное время, при этом чем горячее металлоизделие, тем больший срок требуется для высыхания краски. При высокой температуре маркируемых металлоизделий также повышаются эксплуатационные расходы на краскоструйное оборудование: увеличивается расход красок, требуется больше времени для технического обслуживания агрегата и т.п.
Основные характеристики
• Постоянные метки для идентификации
• Высокая степень разборчивости символов для обычного или автоматического считывания в условиях неповреждения метки
• Разборчивая маркировка на грубых и неровных поверхностях.
• Высокая скорость маркировки.
ВЫВОД
Непосредственное нанесение информации на поверхность – предпочтительный вариант идентификации металлических изделий и деталей. Ни навесные бирки, ни наклейки не обеспечивают должный уровень надежности и долговременной сохранности маркировки в промышленности. Метод клеймения сопряжен с человеческим фактором: рабочие часто допускают ошибки в процессе маркирования, маркировка получается недостаточно четкой, плохо читаемой.
Ударно-точечная и лазерная маркировка деталей из металла лишена этих недостатков. Применение передовых технологий гарантирует высокое качество получаемых изображений, отличную читаемость и долговечность надписей на любых металлических поверхностях. Технологии подходят для таких сфер промышленности как автомобилестроение, изготовление металлопроката, производство оборудования и инструмента, авиационная и военная промышленность.