Индукционная паяльная станция – новейшее оборудование, широко распространенное как среди профессиональных мастеров и специалистов-электронщиков, так и среди радиолюбителей различных уровней. Обладающая высокой скоростью нагрева, долговечностью и безопасностью она используется для различного рода монтажных и демонтажных паечных работ на микросхемах, при установке мелких и чувствительных к перегреву smd радиодеталей.
Устройство для паечных работ с индукционным нагревом
Преимущества индукционных паяльников
Паяльная станция на Ардуино
Основными преимуществами подобного паяльного оборудования перед аналогами с керамическими нагревательными элементами являются:
- Высокая скорость нагрева – жало прибора разогревается до рабочей температуры менее, чем за 30 секунд;
- Надежность и долговечность – паяльное оборудование данного вида обладает высокой надежностью, при грамотном использовании имеет срок службы более 10 лет;
- Тонкость регулировки нагрева жала – наличие большого количества регулировок позволяет настраивать температуру нагрева жала с максимальной точностью, что особо важно при работе с дорогостоящими и чувствительными к воздействию высоких температур smd радиодеталями;
- Безопасность – в отличие от аналогов, такие устройства менее подвержены поломкам и пробоям питающего кабеля на корпус устройства;
- Удобство – паяльники таких приборов имеют удобную форму и небольшие размеры, благодаря чему хорошо подходят для пайки мелких деталей в труднодоступных местах.
Также такие устройства для пайки имеют очень высокий КПД, так как в качестве нагревательного элемента выступает ферромагнитный слой жала, паяльник практически не теряет тепла и полностью использует его для различных паечных работ.
Мини и микро на резисторах
Паяльник с нагревательным элементом на основе металлопленочного резистора МЛТ конструктивно аналогичен паяльнику из проволочного резистора, но выполняется на мощность до 10-12 Вт. Резистор работает с перегрузкой по мощности в 6-12 раз, т.к., во-первых, теплоотвод через относительно толстое (но абсолютно более тонкое) жало больше. Во-вторых, резисторы МЛТ физически в разы меньше ПЭ и ПЭВ. Отношение их поверхности к объему соотв. увеличивается и теплоотдача в окружающую среду относительно растет. Поэтому паяльники на резисторах МЛТ делаются только в вариантах мини и микро: при попытке увеличить мощность маленький резистор сгорает. Хотя МЛТ для спецприменения выпускаются на мощность до 10 Вт, своими силами реально сделать только паяльник на МЛТ-2 для мелких дискретных компонент (россыпи) и небольших микросхем, см. напр. видео ниже:
Видео: микро-паяльник на резисторах
Примечание: цепочка резисторов МЛТ может быть также использована в качестве нагревателя автономного аккумуляторного паяльника для обычных спаечных работ, см. след. ролик:
Видео: аккумуляторный мини-паяльник
Гораздо интереснее сделать мини паяльник из резистора МЛТ-0,5 для smd. Керамическая трубочка – корпус МЛТ-0,5 – очень тонкая и почти не препятствует теплопередаче на жало, но не пропустит тепловой импульс в момент касания полигона, отчего частенько сгорают компоненты smd. Подобрав жало (что требует довольно значительного опыта), smd таким паяльником можно не спеша паять, непрерывно контролируя в микроскоп процесс.
Процесс изготовления такого паяльника показан на рис. Мощность – 6 Вт. Нагрев либо непрерывный от инвертора из описанных выше, либо (лучше) с форсироваанным подогревом постоянным током от ИП на 12 В.
Как сделать мини-паяльник для микросхем из резистора МЛТ-0,5
Примечание: как сделать усовершенствованный вариант такого паяльника с более широким диапазоном применения, подробно описано здесь – oldoctober.com/ru/soldering_iron/
Устройство и принцип работы
Паяльная станция — принцип работы и разновидности
Индукционная паяльная станция состоит из следующих элементов:
- Электронный блок с понижающим трансформатором и генератором;
- Паяльник с нагревателем-индуктором, соединенный с блоком при помощи длинного гибкого кабеля и специального разъема.
Рабочим органом такого оборудования является паяльник с установленным внутри него индуктором – катушкой из медной проволоки, намотанной вокруг гнезда, в которое вставляется хвостовик сменной насадки с ферромагнитным напылением.
Устройство нагревательного элемента индукционной станции для пайки
Процесс нагрева жала индуктором происходит следующим образом:
- Генератор подает по питающему кабелю на катушку индуктора высокочастотный ток с напряжением 36 Вольт;
- Ток, проходящий через витки индуктора, порождает переменное магнитное поле, силовые линии которого пересекают находящийся внутри индуктора хвостовик жала с ферромагнитным напылением на поверхности;
- Магнитное поле при взаимодействии с ферромагнитным напылением на хвостовике жала приводит к его перемагничиванию и образованию вихревых токов. Данный процесс сопровождается выделением большого количества тепла и очень быстрым нагревом хвостовика, следом и всего жала до высокой температуры.
Регулировка тока (его частоты, следовательно, и температуры жала) производится при помощи регулировочных энкодеров на электронном блоке.
Ультразвуковая пайка
Ультразвуковая пайка – это технология бесфлюсовой пайки, не требующая никаких химических веществ и использующая энергию ультразвука для спаивания таких материалов, как стекло, керамика, композиционные материалы, а также металлы, с трудом поддающиеся или совсем не поддающиеся пайке с помощью традиционных средств.
Данная технология находит всё большее применение при спаивании между собой металлических и керамических деталей, входящих в конструкцию фотоэлементов солнечных батарей, а также деталей из медицинских сплавов с памятью формы, используемых в специализированных электронных модулях и блоках датчиков.
Ультразвуковая пайка упоминается с 1955 года как метод пайки алюминия и других металлов без использования флюса.
Эта технология существенно отличается от ультразвуковой сварки. В последней энергия ультразвука используется для соединения деталей без добавления каких бы то ни было наполнителей, в то время как в традиционной (и ультразвуковой) пайке для формирования соединения применяется внешний нагрев с целью расплавления металлических наполнителей, то есть припоев. При этом ультразвуковая пайка может выполняться с помощью либо специального паяльника, либо специальной паяльной ванны.
Этот процесс может осуществляться либо автоматически при серийном производстве либо вручную при изготовлении прототипов или проведении ремонтных работ.
Изначально ультразвуковая пайка была предназначена для соединения алюминия и других металлов, однако в наши дни с появлением активных припоев можно спаивать более широкий спектр металлов, керамики и стекла.
В данной технологии применяются либо ультразвуковые паяльники с наконечником диаметром 0,5-10 мм, либо ультразвуковые паяльные ванны. В этих устройствах используются пьезоэлектрические кристаллы для генерирования звуковых волн высокой частоты (20-60 кГц) в слоях расплавленного припоя или в ванне с расплавленным припоем с целью механического разрушения оксидных плёнок, образующихся на поверхностях расплава. При этом наконечники ультразвуковых паяльников одновременно соединены с нагревательным элементом, в то время как пьезоэлектрический кристалл термически изолирован во избежание его разрушения.
Наконечники ультразвуковых паяльников способны нагреваться до 450 °C при механических колебаниях с частотой 20-60 кГц. Такой наконечник способен расплавлять металлические наполнители припоя при возбуждении звуковых колебаний в расплаве припоя. При этом вибрация и кавитация (порообразование) в полученном расплаве позволяют припоям смачивать поверхности многих металлов и сцепляться с ними.
Энергия звуковых волн, вырабатываемая наконечником ультразвукового паяльника или ультразвуковой паяльной ванной, вызывает в расплавленном припое кавитацию, которая механически разрушает оксидные плёнки, расположенные поверх слоёв самого припоя и на соединяемых металлических поверхностях.
Кавитация в ванне расплавленного припоя способна очень эффективно разрушать оксидные плёнки на поверхностях многих металлов, однако она неэффективна при пайке к керамике и стеклу, поскольку последние сами являются оксидами, а также к другим неметаллическим композиционным материалам, которые не могут быть разрушены, так как представляют собой вещество основы. В случае припаивания непосредственно к стеклу и керамике, металлические наполнители для ультразвуковой пайки должны быть легированы активными элементами, такими как индий (In), титан (Ti), гафний (Hf), цирконий (Zr), и редкоземельными элементами (церий/Ce, лантан/La и лютеций/Lu). Припои, легированные этими химическими элементами, называются «активными припоями», поскольку они напрямую воздействуют на стеклянные или керамические поверхности для создания сцепления с ними.
Технология ультразвуковой пайки находит всё большее применение, благодаря её чистоте, отсутствию флюса и сочетаемости с активными припоями, и предназначена для соединения деталей, не допускающих использования агрессивного флюса или состоящих из разнородных материалов (металлов, керамики или стекла).
Для эффективной адгезии к поверхностям должна быть разрушена собственная оксидная плёнка на активном припое, образующаяся при его плавлении, и ультразвуковая вибрация хорошо подходит для этой цели.
Принцип управления нагревом
Паяльная станция своими руками
В индукционных паяльных станциях применяются 2 способа контроля температуры, до которой нагревается жало паяльника:
- При помощи термодатчика, встроенного в жало, – размещенная в жале термопара подает сигналы в электронный блок, который на основе полученных данных и установленных регулировок осуществляет нагрев жала прибора до определённой температуры;
- При помощи сменных наконечников (картриджей) – в комплекте с большинством современных моделей подобных приборов для пайки идет несколько сменных насадок, имеющих ферромагнитное покрытие, утрачивающее свои магнитные свойства при определенной температуре.
На заметку. Технология использования сменных насадок картриджей с ферромагнитным напылением, обеспечивающим нагрев жала до определенной температуры, является разработкой и носит название «Умный нагрев», или «Smart heat».
Сменные насадки (картриджи) с ферромагнитным напылением
Первый способ встречается в недорогих полупрофессиональных моделях. Основные его преимущества – относительная дешевизна и простота регулировки. Второе техническое решение применяют в более дорогостоящих, качественных и надежных моделях профессиональных станций для паечных работ.
Давно хотел купить станцию, но из-за финансовых проблем не представилась возможность и чуть подумав решил — а нельзя ли ее сделать своими руками?
Немного порылся в сети и нашел такой ролик https://www.youtube.com/watch?v=wzGbTwlyZxo. Станция как раз то, что мне нужно — управление микроконтроллером, вывод данных на жк дисплей 16х2, на котором отображается.
Верхняя строка — заданная температура паяльника и действующая температура на нем, данные обновляются несколько раз в секунду (0-480гр)
Нижняя строка — заданная температура фена, действующая температура на нем (0-480гр), а также скорость вращения встроенного в фен вентилятора (0-99)
Плата и схема
Печатную плату можете скачать (+ схема и прошивка) тут, все в оригинале, как у автора.
Несколько советов для тех, кому лень смотреть ролики (хотя в них я все довольно подробно пояснил)
Размеры печатной платы уже установлены, зеркалить тоже не нужно. Клеммы, через которые органы управления стыкуются с платой желательно заменить, т.е вместо клемм использовать обычный способ — взять провода и запаять в соответствующие отверстия на плате.
Во время травления ОБЯЗАТЕЛЬНО сверить участки платы с шаблоном , поскольку в некоторых местах выводы SMD компонентов могут образовать КЗ, на фото все это прекрасно видно
МК типа ATMEGA328 — тот же микроконтроллер, которых на платках программатора с набором arduino uno, в Китае стоит копейки, но с мк вам будет нужен либо самодельный программатор, либо родной arduino uno, а также кварцевый резонатор на 16МГц.
МК полностью отвечает за управление и вывод данных на ЖК дисплей. Управление станцией довольно простое — 3 переменных резистора на 10кОм (самые обычные, моно — 0,25 или 0,5 ватт) первых отвечает за температуру паяльника, второй — вена, третий увеличивает или уменьшает обороты встроенного в фен кулера.
Паяльник управляется мощным полевым транзистором, через который будет протекать ток в до 2-х Ампер, следовательно на нем будет нагрев, будет также нагреваться и симистор — его вместе с транзистором и стабилизатором на 12 Вольт проводами вывел на общий теплоотвод, дополнительно изолировал корпуса этих компонентов от радиатора.
Светодиоды обязательно взять 3мм с небольшим потреблением (20мА) из за использования более мощных светодиодов 5мм (70мА) у меня не работал фен, точнее не шел нагрев. Причина в том, что светодиод на плате и светодиод, который встроен в опторазвязку ( он и собственно управляет всем узлом нагрева фена) подключены последовательно и попросту не хватало питания, чтобы светодиод в опторазвязке засвечивался.
Паяльник
Сам взял паяльник Ya Xun для станций такого типа 40 ватт с долговечным жалом. Штекер имеет 5 пинов (контактных отверстий), распиновка штекера ниже
Учитывайте, что на фото распиновка штекера, который на самом паяльнике,
Паяльник имеет встроенную термопару, данные из которого принимаются и расшифруются уже самой станцией. ОБЯЗАТЕЛЬНО нужен паяльник с термопарой, а не с термистором в качестве датчика температуры.
Термопара имеет полярность, при неверном подключении термопары паяльник после включении наберет максимальную температуру и станет неуправляемым.
Фен
В принципе мощность может быть от 350 до 700 ватт, советую не более 400 ватт,
того сполна хватит для любых нужд. Фен тоже со встроенной термопарой в качестве температурного датчика. Фен должен быть со встроенным кулером. Имеет гнездо 8 пин, распиновка гнезда на фене представлена ниже.
Внутри фена имеется сам нагреватель на 220 Вольт, термопара, вентилятор и геркон, последний сразу можно выкинуть, в этом проекте он не нужен.
Нагреватель не имеет полярности , а термопара и кулер — имеют, так, что соблюдайте полярность подключения, в противном случае мотор не будет крутиться, а нагреватель наберет максимальную температуру и станет неуправляемым.
Блок питания
Любой (желательно стабилизированный адаптер) 24 Вольт минимум 2 Ампер, совету- 4-5 Ампер. Отлично подойдут универсальные зарядники для ноутбуков, в которых есть возможность подстройки выходного напряжение 12 до 24 Вольт, защита от коротких замыканий и стабилизированных выход — а стоит копейки, сам выбрал именно такой.
Можно также использовать маломощный блок питания для светодиодных лент 24 Вольт, есть с током от 1 Ампер.
Можно также слегка доработать электронный трансформатор ( как самый бюджетный вариант) и внедрить в схему, более детально о блоках питания я пояснил в конце видеоролика (часть 1)
Можно также использовать трансформаторный блок питания — можно и не стабилизированный, но повторюсь — стабилизацию иметь желательно.
Монтаж и корпус
Корпус от китайской магнитолы, к ней отлично подошел дисплейчик 16х2, все органы управления установлены на отдельный пластиковый лист и стыкованы к нижней части магнитолы.
Основные силовые компоненты укреплены на теплоотвод, через дополнительные изоляционные прокладки и пластиковые шайбы. Теплоотвод взят от нерабочего бесперебойника.
Он нагревается, но только после долгой работы феном на большой мощности, но все это терпимо, к стати — на плате предусмотрен дополнительный выход 12 Вольт для подключения купера, так, что можно и отдувать радиатор если в этом есть нужда.
Настройка
В принципе для настройки нужен либо термометр либо тестер с термопарой и возможностью измерения температуры.
Для начала нужно выставить на паяльнике некоторую температуру (к примеру 400гр) дальше прижать термопару к жалу паяльника, чтобы понять реальную температуру на жале, ну а дальше просто с помощью подстроечного резистора на плате (медленное вращение) добиваемся того, чтобы сравнить реальную температуру на паяльнике (которая выводится на дисплей) с той, что показывает термометр.
То же самое нужно проделать с феном, только термометр нужно поставить под струю горячего воздуха.
Очень совету- подстроечные резисторы взять многооборотные для удобной и наиточной настройки.
К стати — третий подстроечник на плате отвечает за контраст дисплея.
Минусы
Честно скажу — не заметил, конструкция универсальна, удобна, проста и одновременно получаем профессиональную паяльную станцию для любых нужд, за что и автору большой респект.
Основные достоинства и затраты.
Ценовая категория таких станций в районе 100 — 150 $, у нас есть полное управление феном и паяльником и достаточно умная начинка, которая выводит все данные на жк дисплей, в бюджетных станциях вместо дисплея обычные светодиодные индикаторы.
Умная система управления термофеном — при отключении самого фена кулер будет работать до тех пор, пока не охладит нагреватель, затем сам по себе отключится, тоже очень продуманное решение для безопасности, которое имеется на всех профф. станциях.
Также имеется возможность регулировки оборотов кулера.
И в случае фена и в случае паяльника максимальная температура 480гр.
На счет затрат
- Паяльник можно купить тут
- Фен тут
- Насадки для фена тут
- Плата ардуино с мк тут
- ЖК дисплей тут
- Набор жал для паяльника тут
- Блок питания тут
P.S. данная статья была напечатана за пол часа, если что пропустил — простите.
Выбор подходящей модели
Основными критериями выбора подобного оборудования для пайки являются следующие:
- Мощность – наиболее удобны и практичны модели паяльных станций с регулируемой мощностью в диапазоне от 5 до 60 Вт;
- Частота тока в индукторе – для радиолюбителей и полупрофессионалов достаточно устройства с частотой тока от 400 до 700 КГц. Профессионалы и мастера применяют модели, имеющие значения данной характеристики до 13,5 МГц;
- Тип управления нагревом – большая часть современного оборудования данного типа выпускается с регулировкой температуры нагрева жала по технологии «Smart heat»;
- Количество независимых каналов – для того чтобы иметь возможность подключать, помимо паяльника, термопинцет, устройство должно быть оснащено 2 независимыми каналами;
- Размеры и вес – для удобной работы и переноски устройство должно иметь небольшие размеры и вес не более 1 кг;
- Также при выборе учитывают возможность послегарантийного ремонта устройства, наличие дополнительных комплектующих, делающих процесс пайки более удобным.
Способ пайки деталей ультразвуковым паяльником
Способ может быть использован при восстановлении деталей пайкой с использованием ультразвука. Припой подают в виде прутка по отверстию внутри медного паяльного стержня. Расплавляют припой за счет нагрева паяльного стержня электронагревательной спиралью. Верхнюю часть торца паяльного стержня выполняют сферической формы для выглаживания полученного слоя припоя. Способ позволяет расширить технологические возможности при улучшении качества обработки поверхностей деталей. 1 ил.
Изобретение относится к восстановлению деталей пайкой, а именно в нашем случае пайки с использованием ультразвукового паяльника.
Известны многие способы восстановления, изготовления деталей пайкой, при которых применяют ультразвуковые паяльники. По литературному источнику известен способ паяния ультразвуковым паяльником УП-21, который работает на частоте 20-26 кГц от ультразвукового генератора. Недостатки способа заключаются в следующем: припой подается на обрабатываемый шов (поверхность), индивидуально накладываясь на обрабатываемый шов (поверхность) в виде прутка, что значительно затрудняет проведение паяльных работ при увеличении времени на проведение работы и ухудшение качества выполненной работы (пайки).
Наиболее близким аналогом заявленного изобретения является способ пайки деталей ультразвуковым паяльником (SU 831447, МПК 7 B 23 K 1/06, 30.05.1961), согласно которому припой подают через отверстие внутри паяльного стержня, а расплавляют его с помощью электронагревательной спирали.
Задачей изобретения является расширение технологических возможностей пайки швов (поверхностей) при сокращении времени на проведение работы и улучшения качества обработки, а также обеспечение более удобной работы исполнителю.
Указанный технический результат обеспечивается тем, что в корпус паяльника (в ультразвуковой вибратор) вставляется припой в виде прутка, который при нагреве электронагревательной спирали расплавляется и попадает в обрабатываемый шов (поверхность), уплотняя и вкрапляя элементы припоя в шов (поверхность) с помощью ультразвуковых колебаний, которые разрушают окисную пленку на обрабатываемой поверхности, а верхняя часть торца стержня, выполненного в сферической форме, производит выглаживание и вкрапление (под его давлением) наложенного слоя припоя, что обеспечивает выполнение заданной задачи.
На чертеже представлена схема устройства (ультразвукового паяльника), обеспечивающего выполнение предлагаемого способа.
Способ осуществляется следующим образом. На станке на специальной установке или на автоматической линии по проведению пайки деталей или в ручную устанавливаются детали для проведения пайки, предварительно подготовленные для проведения паяния согласно технологии. Пайка ультразвуковым паяльником производиться низкотемпературным припоем, имея некоторые особенности при паянии деталей из алюминия, которые объясняются образованием на поверхности деталей прочной и тугоплавкой окисной пленки, препятствующей соединению деталей. При пайке этим паяльником в расплавленном припое возникают ультразвуковые колебания, которые разрушают окисную пленку на деталях. Очищенные от окислов поверхности деталей хорошо соединяются с припоем и обеспечивают прочное паяние.
Пример. Проводится пайка деталей ультразвуковым паяльником, показанным на чертеже. Пайка низкотемпературными припоями производиться с предварительной подготовкой деталей к пайке, пайки и обработки деталей после пайки. Подготовка деталей к пайке включает в себя очистку кромок деталей от загрязнения и окислов, подогрев деталей до температуры пайки, флюсование (при необходимости) и лужение соединяемых поверхностей. Далее производится сборка изделия с обеспечением зазора между ними 0,05-0,20 мм. Затем наконечник 8 ультразвукового вибратора 3, паяльника (медного стержня 6) подводят на стык соединяемых деталей 1, где ультразвуковой вибратор 3, работая на частоте 20-26 кГц, с помощью спирали 4 ультразвукового генератора в расплавленный припой подает ультразвуковые колебания, которые, разрушая окисную пленку на деталях, соединяются с припоем 2, который подается в виде стержня 7 в отверстие вибратора (который сделан по его оси), расплавляется от нагрева медного стержня 6 с помощью электронагревательной спирали 5, производя выглаживание наложенного слоя припоя с помощью наконечника 8, заканчивая процесс пайки.
Низкотемпературная пайка получила широкое распространение при ремонте автомобилей, а именно при ремонте водяных и масляных радиаторов, деталей электрооборудования топливных баков и других деталей. Качество пайки обычно контролируют методом опрессовки деталей сжатым воздухом или водой.
Способ пайки деталей ультразвуковым паяльником, включающий подачу припоя по отверстию внутри паяльного стержня и расплавление его за счет нагрева паяльного стержня с помощью электронагревательной спирали, отличающийся тем, что подают припой в виде прутка, а верхнюю часть торца паяльного стержня выполняют сферической формы для выглаживания полученного слоя припоя, при этом используют паяльный стержень из меди.
Можно ли сделать индукционную паяльную станцию своими руками
Большое разнообразие моделей подобного оборудования делает его самостоятельное изготовление практически нецелесообразным и затратным, проще купить простой китайский прибор, который при небольшой стоимости будет иметь достаточно длительный срок службы и хорошее качество пайки.
Поэтому сделать индукционный паяльник своими руками можно исключительно из научного интереса, изучив внутреннее строение подобного устройство и происходящие в нем физические явления более детально и наглядно.
Самодельное оборудование
Мастеров по ремонту электроники очень много, поэтому спрос на импульсные паяльники довольно стабильный. Но всё же некоторые стараются изготовить такой паяльник из электронного трансформатора своими руками. Толкают их на это подобные причины:
- Дороговизна импортного высококачественного оборудования.
- Некачественная продукция китайского происхождения.
Простейший высокочастотный нагреватель
Для человека, немного знакомого с электротехникой, изготовить инструмент несложно. Для этого понадобятся:
- Трансформатор.
- Шинка и проволока из меди.
- Материал для изготовления ручки.
Для начала необходимо найти схему импульсного паяльника. Сделать это несложно с помощью интернета.
Первичная обмотка соединена с питающим элементом, а вторичная — с жалом и сигнальной лампой. Такая простота делает устройство надёжным и неприхотливым к качеству напряжения. Большинство недорогих изделий в своей основе имеют именно такую схему.
Для изготовления требуется наличие малогабаритного силового трансформатора. Его можно взять в блоке питания какой-либо ненужной или сломанной бытовой техники. Его схема будет подвергнута модернизации. Сначала необходимо осторожно вскрыть корпус трансформатора и подобраться к обмотке, которую нужно аккуратно размотать. Из смотанного провода навивается новая первичная обмотка в количестве 1300 оборотов. Это можно сделать вручную или на специальном намоточном станке.
Выполнение измерений с применением индукционной паяльной станции
Контроль температуры пайки при помощи термопары и мультиметра
При пайке различных мелких радиодеталей, согласно требованиям различных нормативных документов, рекомендациям изготовителей электронных компонентов, технике безопасности, температура жала при его прикосновении к рабочей поверхности должна быть не выше 2700С. При работе с описываемым паяльным оборудованием данный показатель устанавливают при помощи регулировочных энкодеров на электронном блоке устройства. Проверяют правильность такой настройки, прикасаясь к жалу прибора кончиком термопары, подключенной к мультиметру.
Разновидности бытовых паяльников
Паяльник – это электрический инструмент, который предназначен для соединения между собой металлических элементов с помощью припоя. В качестве припоя используются металлические сплавы на основе меди, олова, свинца и т.п.
Самый простой паяльник состоит из следующих элементов (рис. 1):
Рисунок 2. Схема мини-паяльника с нихромовым нагревательным элементом.
- жало;
- стержень;
- нагреватель;
- корпус;
- ручка;
- электрошнур с вилкой.
Стержень и жало изготавливаются из красной меди. Это обусловлено тем, что данный материал имеет высокую теплопроводность, благодаря чему тепло от нагревательного элемента (нихромной спиралевидной нити) беспрепятственно передается припою, в результате и осуществляется пайка металла.
Кроме инструмента со спиралевидным нагревательным элементом (ЭПСН), также существуют и другие виды паяльников, среди которых наиболее популярными являются:
- Индукционный. Принцип его функционирования основан на индукторном элементе. Вокруг ферромагнитного сердечника с помощью катушки индуктивности образуется магнитное поле, которое приводит к нагреву наконечника.
- Керамический. В этом инструменте рабочим элементом выступает керамический стержень, который нагревается при подведении к нему электрического тока. Изделия из керамики характеризуются высокой эффективностью, быстрым разогревом жала, возможностью регулировки выходной температуры и долговечностью.
- Импульсный. Такой паяльник внешне напоминает пистолет, который включается в работу посредством удержания в нажатом положении пусковой кнопки. К основному преимуществу импульсного инструмента следует отнести практически мгновенный разогрев жала (в течение 4-6 с).
- Аккумуляторный. В качестве источника питания применяется аккумулятор. Мощность подобного изделия составляет около 16 Вт, поэтому им можно паять только несложные электронные элементы.
Дополнительная комплектация
В некоторых моделях данного паяльного оборудования в расширенную комплектацию входят следующие инструменты и приспособления:
- Термопинцет;
- Держатель для паяльника;
- Набор сменных насадок для различных температур.
Также в некоторых дорогих паяльных станциях на электронном блоке имеется небольшой дисплей, отображающий температуру жала прибора.
Таким образом, паяльная станция с нагревателем-индуктором – оборудование, обладающее большим количеством преимуществ. Это делает ее востребованной и популярной среди как специалистов, так и простых радиолюбителей.
Какое оборудование применяют для пайки
Одним из действенных и надежных способов соединения материалов считается пайка. Раньше ее применяли для металлов и их сплавов, но пайка также подходит для соединения кусков стекла, пластмассы, керамики.
Существует множество видов пайки, для каждого из них используется специальное паяльное оборудование, инструменты и приспособления.
Паяльник
К наиболее часто используемым инструментам при паяльных работах относится паяльник. Без него сложно представить оборудование рабочего места. Паяльники применяют любители и профессионалы. Все зависит от вида инструмента.
Молотковый
Для соединения больших, массивных деталей применяют молотковые паяльники, названные так из-за своей формы, похожей на молоток. Они разогреваются в печах или жаровнях и, обладая большой тепловой инерцией, долго остаются нагретыми.
Такое оборудование используют для пайки крупных деталей.
Электрический
Самый традиционный способ пайки – при помощи электрического паяльника. Устроен он очень просто – в металлическом корпусе заключен нагревательный элемент, который разогревает жало – медный стержень. От мощности нагревательного элемента зависит температура нагрева паяльника.
процесса паяльных работ заключается в том, чтобы разогреть контактным способом соединяемые детали и скрепить их специальным составом, называемым припоем. После остывания получается прочное соединение, способное проводить электричество, если соединяемые детали являются проводниками.
Профессиональный электропаяльник может быть с регулятором напряжения. В этом случае возможна регулировка температуры жала, что очень важно при сборке и монтаже электронных схем.
Особый интерес представляет индукционное оборудование. В индукционных паяльниках происходит саморегуляция нагрева, они экономно расходуют электричество.
Выпускают ультразвуковое паяльное оборудование. Ультразвуковой паяльник снабжен генератором, вырабатывающим сигнал высокой частоты.
Помимо паяльника, работающего от бытовой сети, в состав оборудования поста для пайки может входить паяльный инструмент, питающийся напряжением 12 или 24 вольта. Он подходит для отладки работы электронных схем и для монтажа деталей и компонентов, которые могут выйти из строя от перегрева.
Электрические паяльники могут быть и беспроводными, работающими от пальчиковых аккумуляторов.
Газовый
Очень удобны в работе газовые паяльники, разогрев которых происходит от сгорания газа. Газовое оборудование представлено огромным количеством моделей, отличающихся размерами, системой розжига, наличием регулятора температуры.
С помощью газового паяльного оборудования можно плавить твердые высокотемпературные припои. Выпускают посты для газовой пайки медных труб, в которые входят баллоны, редукторы, платформа и горелка.
Недостатками электрического или газового паяльников является невозможность одновременного прогрева большой площади при малой мощности. В этом случае используются другие виды оборудования.
Инфракрасные станции и фены
Модели термовоздушного паяльного оборудования (фены) используются в основном для демонтажа и объемного монтажа микросхем на платах электронных устройств. Очень часто фен входит в комплектацию паяльной станции, состоящей еще из электрического паяльника и блока управления.
Паяльная станция позволяет производить установку и контроль параметров инструментов, входящих в нее, обеспечивая высокое качество шва.
Нередко в состав оборудования для паяльной станции входит стол с возможностью прогрева деталей или монтажных плат снизу.
Эта установка использует инфракрасные источники тепла – лампы, нагревательные элементы. Некоторые конструкции столов для подогрева снабжены кронштейнами и штативами, что позволяет закреплять платы.
Схожим действием с паяльным феном обладает инфракрасное оборудование. С его помощью также можно обеспечить нагрев большой площади, не допуская контакта с элементами микросхем.
Инфракрасные паяльные станции позволяют контролировать паяние и обеспечивать плавное остывание металла. Это дорогостоящее оборудование, которое представляет собой целые вычислительные комплексы с наборами датчиков, процессорами и целым перечнем вспомогательных инструментов.
Инструменты и приспособления
При ручной пайке недостаточно наличия только паяльного оборудования. Не имея необходимых дополнительных приспособлений, невозможно бывает не то чтобы качественно, а вообще что-нибудь спаять. К таким приспособлениям относятся:
- паяльная лампа;
- пинцет;
- набор надфилей;
- кусачки;
- увеличительное стекло и штатив;
- струбцины;
- подставки.
Как самостоятельно изготовить паяльник «Момент» из лампы-экономки
Необходимо найти составные части б/у, от старых домашних электроприборов:
- Преобразователь (балласт) от лампы дневного света. Достаточно мощности 40 Вт;
- Рабочий трансформатор;
- Медная проволока 2-3 мм диаметром;
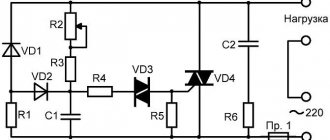
Корпус, точнее технология изготовления не принципиальна. Схема устройства:
Фактически все, что мы видим на принципиальной схеме левее трансформатора Tr1 – входит в состав балласта от энергосберегающей лампы. Устройство комплектное, переделывать его или менять компоненты не требуется.
Характеристики преобразователя вполне подходят для импульсного паяльника средней мощности. Безопасность конструкции усиливает штатный предохранитель и контроль перегрева не терморезисторе. Схема получается компактной, ее можно разместить в любом корпусе.
Рабочий трансформатор изготавливается самостоятельно. Для этого подойдет ферритовое кольцо от сломанного электронного трансформатора. Размер должен быть достаточным для размещения обмоток. Первичку мотаем из провода 0,5 мм. Количество витков 100-120.
Вторичная (силовая) обмотка делается из проволоки сечением 3-3,5 квадрата. Делаем один виток. Непосредственно к ней крепится жало паяльника из медной или нихромовой проволоки 1,5 – 2 мм.
ВАЖНО! Толщина вторичной обмотки должна быть больше, чем толщина жала.
Импульсный паяльник из энергосберегающей лампы готов. Остается придумать для него удобный корпус, установить выключатель, и можно оперативно заниматься ремонтом электроприборов.