Криогенные процессоры –
оборудование для повышения ресурса металла
Процессы упрочнения полуфабрикатов, заготовок и особенно готовых деталей являются одним из главных резервов повышения эффективности использования металла. Эта проблема непосредственно связана с повышением надежности, долговечности машин и их эксплуатационных характеристик и поэтому должна решаться в комплексе, начиная с выбора рациональной конструкции изделий и заканчивая использованием технологических методов, обеспечивающих высокие эксплуатационные характеристики наиболее нагруженных деталей.
К технологическим методам управления уровнем прочности металлов можно отнести:
- легирование;
- термическую обработку;
- химико-термическую обработку;
- пластическую деформацию (наклеп);
- термомеханическую обработку;
- криогенную обработку.
Самый высокий уровень свойств конструкционных сталей в настоящее время можно получить методами термомеханической обработки, основанными на совмещении операций пластической деформации и термической обработки. Пластическая деформация осуществляется выше точки фазовых превращений стали, а последующее резкое охлаждение (закалка) фиксирует промежуточное структурное состояние стали. Последующий за термомеханической обработкой отпуск фиксирует более устойчивое структурное состояние, несколько снижает твердость и прочность, увеличивает вязкость и значительно снижает внутренние напряжения.
Варьирование методов и технологических режимов термомеханической обработки, криогенной обработки и последующего отпуска обеспечивает различное структурное состояние и сочетание механических свойств стали.
Криогенная обработка не является окончательной операцией. Чтобы уменьшить напряжения, вызванные закалкой или термомеханической обработкой, и получить требуемые механические свойства, сталь после криогенной обработки обязательно подвергают отпуску.
Криогенной обработкой стали называется охлаждение закаленной стали до температуры ниже конца мартенситного превращения, т. е. до температуры жидкого азота, со скоростью ниже критической, выдержке для завершения фазовых превращений и последующем нагреве до нормальной температуры.
Криогенная обработка проводится однократно и не нуждается в повторении, поскольку свойства материала, приобретенные в результате закалки и глубокой обработки холодом, сохраняются в течение всего срока службы изделия.
Хотя криогенная обработка относится к объемным методам упрочнения, но также эффективно её применение на цементируемых сталях, сердцевина которых должна обладать большой прочностью при повышенной вязкости, а поверхность — хорошо сопротивляться истиранию.
Криогенной обработке подвергают, в большинстве случаев, изделия с высоким содержанием углерода в стали, в структуре которой после закалки или термомеханической обработки сохраняется большое количество остаточного аустенита.
В развитие криогенной обработки значительный вклад внесли отечественные ученые, такие как Гуляев А.П., Вязников Н.Ф., Положенцев В.С., Воробьев В.Г. и другие.
Можно выделить следующие основные цели использования криогенной обработки стали:
- повышение твердости, износостойкости, прочности за счет перехода остаточного аустенита в мартенсит;
- улучшение формоустойчивости и стабильности размеров после обработки;
- увеличение ударной прочности и износостойкости за счет образования мелкодисперсных карбидов в легированных сталях;
- увеличение ресурса за счет снятия остаточных напряжений.
Повышение твердости, прочности и как следствие повышение износостойкости за счет перехода остаточного аустенита в мартенсит при криогенной обработке хорошо изучены. Температура мартенситного превращения не зависит от скорости охлаждения и определяется содержанием углерода в стали. Чем больше в стали углерода, тем сильнее понижается точка мартенситного превращения. Для стали любого состава переход аустенита в мартенсит протекает в некотором интервале температур. В точке начала мартенситного превращения переход аустенита в мартенсит происходит с очень большой скоростью и в течение нескольких тысячных долей секунды большая часть аустенита (примерно 70%) переходит в мартенсит, после чего процесс замедляется. Оставшееся количество не превращенного аустенита переходит в мартенсит по мере понижения температуры, и процесс прекращается в точке конца мартенситного превращения. Положение точки конца мартенситного превращения определяется содержанием в стали углерода. Для стали с содержанием углерода 0,6% точка конца мартенситного превращения находится ниже комнатной температуры. Количество остаточного аустенита в простой углеродистой стали зависит от содержания углерода и от температуры закалки: чем больше углерода в стали и выше температура нагрева под закалку, тем больше сохраняется остаточного аустенита в структуре закаленной стали.
Количество остаточного аустенита особенно резко увеличивается с повышением температуры закалки заэвтектоидной стали. Наиболее широко применяемыми в промышленности заэвтектоидными сталями являются конструкционная шарикоподшипниковая сталь, быстрорежущие стали, инструментальные штамповые стали.
Улучшение формоустойчивости и стабильности размеров после обработки необходимо для измерительных и медицинских инструментов, шарикоподшипников. Эти стали имеют повышенное количество углерода (более 1%) и после закалки и низкого отпуска имеют высокую твердость.
В закаленной высокоуглеродистой стали при комнатной температуре в течение продолжительного времени протекает процесс старения, который заключается в частичном распаде мартенсита и превращении некоторого количества остаточного аустенита в мартенсит. Эти процессы вызывают небольшое изменение объема и линейных размеров изделий, недопустимое для измерительных инструментов высоких классов точности. Для предупреждения старения измерительные инструменты после закалки подвергают криогенной обработке и отпуску.
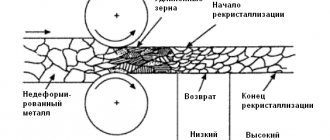
Увеличение ударной прочности и износостойкости за счет образования мелкодисперсных карбидов в легированных сталях обусловлено зарождением новых центров кристаллизации, которые упорядоченно строят однослойный кристалл. При криогенной обработке на однослойный кристалл наслаиваются новые атомы, и происходит рост кристалла. Чем больше в стали изоморфных примесей, тем больше центров кристаллизации, тем мельче получается зерно. Наилучшими изоморфными примесями являются ниобий, вольфрам, молибден, хром, титан, ванадий.
Увеличение ресурса за счет снятия внутренних остаточных напряжений. Внутренние напряжения возникают в процессе быстрого нагрева и охлаждения металла вследствие неодинакового расширения или сжатия поверхностных и внутренних слоев, при неравномерной деформации и структурных превращениях по объему. Внутренние напряжения сильно влияют на свойства и на превращения, протекающие в металлах. Структурные изменения, протекающие во время криогенной обработки, способствуют снятию внутренних напряжений металла. Этот механизм работает не только на сталях, но и на сплавах цветных металлов на основе титана, алюминия, меди.
Для криогенной обработки применяется современное технологическое оборудование (рис. 1), отвечающее требовательным нормам пятого технологического уклада. Влияние человеческого фактора на результат обработки минимизировано.
Практические результаты
На сегодняшний день из российской практики известны следующие результаты:
— увеличение износостойкости тормозных дисков на 71-105%
— увеличение ресурса модульных фрез из стали Р6М5 в 2 раза (на 100%)
— увеличение износостойкости промышленных ножей (из сталей Х12МФ, Х6Ф1, 9ХС, ХВГ, 50Х14МФ) на 50-100%
— увеличение абразивной износостойкости серого чугуна на 11-73% (по показателю массового износа)
— увеличение ресурса валков сортопрокатных и шаропрокатных станов (из сталей Х12ВМФ и 4Х5МФС) на 38-115%
— увеличение износостойкости колец привалковой арматуры (сталь 95Х18) на 46%
— увеличение ресурса пружин для дисков сцепления на 125%.
Оборудование включает:
- процессор криогенный;
- датчик температуры;
- ёмкость с жидким азотом;
- клапан электромагнитный;
- контроллер;
- персональный компьютер.
Криососуд обеспечивает автоматическую передачу газообразного азота под заданным давлением в криокамеру.
Криокамера позволяет одновременно обрабатывать до 900 кг продукции. Конструкция камеры обеспечивает протекание «сухого процесса» обработки, исключая контакт обрабатываемых деталей с жидким азотом, что устраняет возможность термического удара.
Криопроцессор обеспечивает управление процесса криогенной обработки. Варьируемыми параметрами процесса являются: температура, скорости охлаждения и возврата к комнатной температуре, время выдержки.
В зависимости от марки стали и количества остаточного аустенита твердость стали при криогенной обработке повышается на 2–8 HRC, а условный предел текучести стали σ0,2 повышается до 20%, предел прочности σв повышается до 15%.
При закалке быстрорежущей стали температура конца мартенситного превращения лежит значительно ниже 00С, поэтому в структуре стали после закалки сохраняется значительное количество остаточного аустенита (более 18%). При дальнейшем охлаждении закаленной быстрорежущей стали до температуры минус 80 — 2000С приостановившийся процесс мартенситного превращения возобновляется, это сопровождается повышением твердости на 4 — 6 HRC. После криогенной обработки количество остаточного аустенита (до минус 1000С) в структуре быстрорежущей стали обычно не превышает 5 — 8%.
Если предусмотрена криогенная обработка, то многократный отпуск можно заменить однократным.
При отпуске стали, обработанной холодом, твердость несколько понижается (1–2 HRC), однако инструмент становится менее хрупким и получает более стабильные размеры.
Криогенная обработка повышает производительность инструмента из быстрорежущей стали на 10 — 20%, так как переход остаточного аустенита в мартенсит при низкой температуре не обедняет углеродом мартенситную основу структуру, как это происходит при отпуске.
В таблице 1 приведены механические свойства коррозионно-стойкой стали 95×18 до и после криогенной обработки.
Таблица 1
| №п/п | Режим термообработки | Условный предел текучести σ0,2, МПа | Предел прочности σв, МПа | Относительное удлинение δ, % | Относительное сужение ψ, % | Ударная вязкость КСU, кДж/м2 | Твердость, НRC |
| 1 | Закалка 1000–1050°С в масло; обработка холодом минус 70-80°С; отпуск 150–160°С на воздухе | 1980 | 2300 | — | — | 63 | 59 |
| 2 | Закалка в масло 1000–1050°С; отпуск при 150-300°С; охлаждение на воздухе | 1900 | 2000 | 2 | 10 | 196 | 56 |
Из таблицы видно, что при криогенной обработке возрастают предел текучести на 4%, предел временного сопротивления на 15% и твердость на 3 единицы НRC.
В таблице 2 приведены механические свойства доэфтектоидной хромистой конструкционной стали 40Х до и после криогенной обработки.
Рекомендации
- Справочник ASM, Том 4A, Основы и процессы термической обработки стали
. ASM International. 2013. С. 382–386. ISBN 978-1-62708-011-8 . - Padmakumar, M .; Гурупрасат, Дж .; Ахутан, Прабин; Динакаран, Д. (2018-08-01). «Исследование фазовой структуры кобальта и его влияния на карбиды WC – Co до и после глубокой криогенной обработки». Международный журнал тугоплавких металлов и твердых материалов
.
74
: 87–92. Дои:10.1016 / j.ijrmhm.2018.03.010. ISSN 0263-4368. - Тамижманий, С; Мохд, Нагиб; Сулейман, Х. (2011). «Характеристики пластин PVD с глубокой криогенной обработкой и без обработки при фрезеровании». Журнал достижений в области материаловедения и машиностроения
.
49
(2): 460–466. - «Архивная копия». Архивировано из оригинал на 2015-09-03. Получено 2015-07-30.CS1 maint: заархивированная копия как заголовок (связь)
- «Зефир Теле».
- Чжао, Z; Hong, S. Y (октябрь 1992 г.). «Стратегии охлаждения для криогенной обработки с точки зрения материалов». Журнал материаловедения и производительности
.
1
(5): 669–678. Bibcode:1992JMEP …. 1..669Z. Дои:10.1007 / BF02649248. - Рихтер, Алан. «Системы криогенной обработки могут продлить срок службы инструмента и сократить время цикла». Производство режущего инструмента
. - Страно, Маттео; Кьяппини, Элио; Тирелли, Стефано; Альбертелли, Паоло; Монно, Микеле (01.09.2013). «Сравнение усилий обработки Ti6Al4V и стойкости инструмента для криогенного и обычного охлаждения». Труды Института инженеров-механиков, Часть B: Журнал машиностроительного производства
.
227
(9): 1403–1408. Дои:10.1177/0954405413486635. ISSN 0954-4054. - Shokrani, A .; Dhokia, V .; Newman, S.T .; Имани-Асрай, Р. (01.01.2012). «Первоначальное исследование влияния использования жидкого азотного хладагента на шероховатость поверхности сплава на основе никеля Inconel 718 при фрезеровании с ЧПУ». Процедуры CIRP
. 45-я конференция CIRP по производственным системам 2012.
3
: 121–125. Дои:10.1016 / j.procir.2012.07.022.