01.07.2020
Сегодня под прицелом внимания один из самых популярных вариантов оснастки. Рассмотрим, что такое делительная головка для фрезерного станка, главные особенности агрегата, каких видов бывает, где используется, как правильно ее эксплуатировать и так далее. Мы постараемся привести максимальное количество фактов, чтобы вы понимали, устанавливать ее для выполнения актуальных для вас операций или нет.
Отметим, что она также может быть важной составной частью долбежных, расточных, сверлильных, строгальных моделей оборудования. С ее помощью нарезают зубья, шлицы и канавки, делают разметку, позиционируют стол, обрабатывают многогранники и межзубные впадины, согласовывают вращение с осевой подачей.
Теперь определение: простая или универсальная делительная головка (УДГ) – это оснастка, то есть дополнительное станочное приспособление, причем горизонтально ориентированное, служащее для надежного закрепления заготовки, а также для ее поворота на нужный угол и/или ее деления на требуемое число частей, равных или нет.
Она расширяет технологические возможности оборудования и открывает новые варианты и положения обработки деталей. Это обуславливает широту ее современного применения в массовом и единичном производстве, наряду с удобством установки, легкостью ввода в эксплуатацию, надежностью функционирования даже при значительной загруженности.
9) Набор сменных зубчатых колес для настройки гитары:
25, 30, 35, 40, 50, 55, 60, 70, 80, 90, 100
УСТРОЙСТВО ДЕЛИТЕЛЬНОЙ ГОЛОВКИ
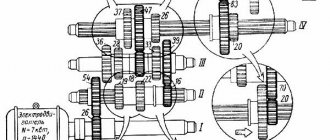
Универсальная делительная головка (рис. 1) состоит из червячной пары и ряда зубчатых колес. Корпус 1 своими цапфами установлен на основании 2 и крепится к нему накидными хомутиками 3 от проворачивания. В подшипниках корпуса вращается шпиндель 4, на котором закреплены лобовой диск 5 для непосредственного отсчета поворота шпинделя, червячное колесо 6 и стопорное колесо 7.
На переднем конце шпинделя рядом с лобовым диском устанавливаются патроны для закрепления заготовок.
Поворот заготовки на определенный угол осуществляется вращением рукоятки 8 с пружинным фиксатором 9, который фиксирует рукоятку относительно делительного диска 10. От рукоятки 8 вращение через валик 11 передается зубчатыми колесами 12 и 13. Последнее соединено с валом 14, изготовленным за одно целое с падающим червяком 15. Червяк 15 вводится в зацепление с червячным колесом 6 вращением эксцентрика 16, который поднимает коробку червяка 17.
Рис. 1 Устройство делительной головки
Назначение делительной головки
Делительная головка
Для формирования детали нужной формы может потребоваться ее смещение относительно оси станка. Сделать это можно с помощью делительной головки. Она может быть как отдельной частью конструкции, так и ее составляющей.
Компонент крепится на станине оборудования. У него предусмотрены различные варианты фиксации изделия, которые зависят от типа насадки. Регулировка положения происходит с помощью нескольких рукоятей и диска. На последнем расположены отверстия, которые фиксируют положение делительного компонента.
Подобный инструмент может понадобиться для выполнения следующих процессов:
- фрезерование канавок на поверхности. Для этого не понадобится большая точность. Важно контролировать глубину и ширину заготовки;
- формирование граней на деталях. Это актуально для нестандартных гаек, инструментов, хвостовиков. Операция требует высокой точности;
- фрезерование шлицев и пазов. Нередко для этого необходимы существенные смещения заготовки. Поэтому следует выбирать модели делительного диска с минимальным показателем погрешности.
Для увеличения скорости выполнения работы деталь не должна постоянно демонтироваться. Изменение ее положения относительно фрезы станка происходит с помощью вышеописанного инструмента. Особую сложность представляет собой формирование винтовых канавок. Эту операцию можно выполнить только с помощью точной модели.
Перед приобретением делительной головки для конкретного типа оборудования необходимо проверить ее совместимость со станком. Любая самостоятельная переделка монтажной части может отразиться на качестве продукции.
Можно ли сделать своими руками?
Стоимость рассматриваемого устройства промышленного образца достаточно велика, что связано с использованием дорогих материалов и современного оборудования при производстве. Сделать делительную головку можно и своими руками, для чего следует учесть несколько моментов. Для выполнения несложной работы многие решают сделать поворотный механизм своими руками.
https://youtube.com/watch?v=tjVJyk-wEQg
Для создания рассматриваемого элемента нужны следующие компоненты:
для начала требуется червячный редуктор. Зачастую его забирают со старого технического оборудования, а также выточить самостоятельно. Червячный редуктор является важным элементом конструкции
Поэтому нужно обратить внимание на качество конструкции. Наличие даже малейших дефектов недопустимо; также понадобится токарный патрон и лимб
Оптимальный диаметр токарного патрона составляет 65 миллиметров. Их можно взять из чертежного кульмана; для того чтобы ограничить ход обработки устанавливается стопорящий винт.
Сама конструкция имеет достаточно много особенностей, которые следует учесть при изготовлении своими руками.
Сфера применения и преимущества
УДГ применяется в работе на фрезерных, координатно-расточных, долбежных, строгальных и сверлильных станках при операциях, где необходим поворот детали на определенную, точную величину. Также универсальная головка применяется при проведении разметочных и других работ.
Универсальная головка может применяться при:
- нарезании зубьев;
- фрезеровании впадин между зубьями;
- фрезеровании многогранников;
- нарезке канавок режущих инструментов;
- точном позиционировании стола;
- фрезеровании косозубых колес;
- нарезке шлицов;
- беспрерывном вращении заготовки согласованно с её осевой подачей.
Операции деления могут проводиться в патроне или в центрах станка, а также при выполнении работ на шпиндельной оправке. Конструкция универсальной головки обеспечивает широкий спектр возможностей:
- простое деление;
- прямое деление;
- деление дифференцированное без интервала;
- фрезерование спиралей, зубчатых колес;
- обработка спиральных гипоидных канавок;
- установка оси заготовки под заданным углом относительно станка.
Помимо значительного расширения возможностей металлорежущего оборудования, универсальные делительные головки имеют и другие преимущества:
- Возможность проведения обработки заготовок различного размера.
- Обработка поверхностей деталей в требуемом положении относительно вертикальной плоскости.
- Простота в установке и эксплуатации.
- Доступная стоимость.
- Удобство применения в единичном и массовом производстве.
Расчетная таблица делений
| Части деления | Количество оборотов | Отсчитываемые отверстия | Всего отверстий |
| 2 | 20 | — | — |
| 3 | 13 | 11 | 33 |
| 4 | 13 | 9 | 39 |
| 5 | 13 | 13 | 39 |
| 6 | 19 | — | — |
| 7 | 8 | — | — |
| 8 | 6 | 22 | 33 |
| 9 | 6 | 20 | 30 |
| 10 | 6 | 26 | 39 |
| 11 | 5 | 35 | 49 |
| 12 | 5 | 15 | 21 |
| 13 | 5 | — | — |
| 14 | 4 | 24 | 54 |
| 15 | 4 | — | — |
| 16 | 3 | 10 | 30 |
| 17 | 3 | 3 | 39 |
| 18 | 2 | 42 | 49 |
| 19 | 2 | 18 | 21 |
| 20 | 2 | 22 | 33 |
| 21 | 2 | 20 | 30 |
| 22 | 2 | 28 | 39 |
Конструкция детали и принцип работы
Вообще, расточная головка позволяет разместить как один, так и сразу несколько режущих элементов, однако советуют прибегать к оптимальной конструкции с двумя радиально расположенными зубьями, так как это:
- Способствует уравновешиванию радиальной составляющей силы нарезки, что положительно сказывается на точности;
- Значительно сокращает поток идущей от инструмента вибрации;
- В принципе положительно сказывается на динамике процесса расточки.
При этом увеличение зубьев положительно на работе не скажется, так как это влечёт за собой усложнение всей конструкции, плюс, лишает возможности оператора за станком работать на больших скоростях (чревато появлением брака).
Крепление расточной головки осуществляется в шпинделе станка(на основном исполнительном органе фрезерного станка, то есть, по сути, вращающем валу, который передаёт усилие от двигателя станка), при этом корпус детали накрепко фиксируется при помощи гайки (или группы гаек, или с помощью микрометрических винтов).
Основными же компонентами конструкции такого оборудования являются следующие детали:
- Ступица – центральная часть оборудования с небольшим отверстием, которое необходимо для насадки на крутящий элемент. Место крепления данной детали – это хвостовик, описанный ниже, крепёж осуществляется через четыре винта, два из которых дополнительно соединяют пиноль;
- Пиноль, который закрепляет уже режущий элемент;
- Ползун, который представляет собой перемещающуюся деталь внутри пиноли по двум направляющим с помощью ходового винта. С его помощью можно осуществлять регулировку положения режущего компонента относительно центра имеющегося отверстия;
- Конусовидный хвостовик, точно соответствующий по размерам переднему отверстию шпинделя. Через данную деталь передаётся вращение инструменту.
Процесс работы с расточной головкой заключается в следующем:
- Хвостовик вставляется в шпиндель (в конусовидное отверстие), после чего затягивается винтом для обеспечения герметичности;
- После этого деталь накрепко должна быть установлена в тисках или каком-либо другом подобном оборудовании;
- Если необходимо расточить отверстие менее 40 мм, то регулировка положения режущего компонента осуществляется только с помощью ползуна;
- В случае расточки отверстия большего диаметра (до 85 мм) следует сначала повторить описанное в пункте выше, после чего ползун переместить в его начальное положение, ослабить крепящие винты и перевести пиноль в ступицу до упора.
Ниже представленно видео подготовки расточной головки к работе и непосредственное ее использование.
Дисковые фрезы
Наиболее удобны для нарезания глубоких канавок, разной ширины, трёхсторонние дисковые. Как пазовый чаще используется инструмент, оснащённый регулируемыми пластинами. Особенность смены угла режущих элементов позволяет провести резку канавки или паза.
Дисковые пазовые предназначены для создания неглубоких пазов. Зубья их расположены на цилиндрическом корпусе. Уменьшить трение при нарезке канавок или пазов помогает расширяющийся к наружной стороне угол. Особенность этой фрезы в том, что у ступицы она уже, чем по наружному диаметру.
2 и 3-сторонние имеют зубья на торцевых сторонах. Боковые их режущие кромки – вспомогательные, главные расположены на самом цилиндре. Зубья, расположенные по окружности, могут иметь положительные и отрицательные значения наклона угла. Отрицательные углы на торце срезаются.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter
Фрезы – это лезвийный металлорежущий инструмент, рабочий ход которого представляет вращательное движение резания с одновременным движением подачи по направлению, не совпадающему с осью вращения. Отличительным признаком данного инструмента является невозможность изменить радиус траектории главного движения резания (ГОСТ 25751-83).
Фрезерование относится к числу самых востребованных методов обработки металлических изделий. При прямолинейном движении подачи и применении специальных режущих элементов происходит обработка цилиндрических деталей с гладкой поверхностью, а также моделей с наличием пазов и борозд. Для осуществления такого рода работ требуется купить фрезу по металлу, гарантирующую качественную проработку различных фасонных элементов, без снижения уровня их прочности.
Профессионально изготовленные фрезы отличает многофункциональность, способность эффективно обрабатывать изделия из широкого перечня материалов:
- алюминий;
- различные типы стали;
- сплавы, отличающиеся процентным соотношением цветных и чёрных металлов;
- медь и др.
Каждый из перечисленных материалов характеризуется индивидуальным уровнем жёсткости, плотности и т. д. Для учёта этих характеристик на специализированном рынке представлены разнообразные фрезы по металлу. Они отличны по типу своей конструкции, размеру, частоте и направленности зубьев, типу установки и ряду других характеристик.
Фрезы по металлу отличаются максимальной прочностью лезвий и точно установленной, неизменной траекторией движения. Подача осуществляется по направлению, отличному от осевого вращения. Эти особенности работы режущей поверхности полностью соответствует требованиям ГОСТа 25751-83.