Для придания сталям особых качеств используют специальные примеси, которые называют легирующими элементами. Они вводятся в состав сплава в процессе выплавки при создании определенных условий. В качестве подобных веществ используют никель, хром, титан, кобальт, молибден, алюминий и другие. В результате получают хромникелевые, марганцевые, кобальтовые, титановые стали и им подобные. Для углеродных сталей применяют в основном марганец и кремний, так как именно эти компоненты в нужных пропорциях придают нужные свойства подобным сплавам.
Описание перлитных сталей
Перлит образуется при достаточно медленном охлаждении в системе железо-углерод в эвтектоидной точке на фазовой диаграмме Fe-C (723°C, температура эвтектоида). В чистом сплаве Fe-C он содержит около 88 объёмных процентов феррита и 12 объёмных процентов цементита. Перлит известен своей вязкостью, а в сильно деформированном состоянии – весьма высокой прочностью.
При изучении под микроскопом перлит имеет характерный вид, создаваемый тонкими пластинчатыми полосами. Он напоминает перламутр, естественную пластинчатую структуру, встречающуюся у некоторых видов моллюсков. Однако из этого не следует, что перлит создаётся путём естественного осаждения последовательных слоёв. Он образуется в результате специальной обработки эвтектоидной смеси, разделяя показатели твёрдости и прочности.
Перлит является продуктом разложения аустенита в результате эвтектоидной реакции, поэтому все стали рассматриваемого класса характеризуются пластинчатым расположением феррита и цементита. Перлит растёт в виде конкреций на границах предшествующего аустенита, поэтому каждое скопление может иметь разные колонии или ориентацию. Эти конкреции могут распространяться, чтобы покрыть предшествующие границы аустенита. Путем изменения температуры реакции расстояние или масштаб длины любой стали перлитного класса можно изменить путём разветвления цементита.
Особенности специальных сталей и пути их получения
Для придания сталям особых качеств используют специальные примеси, которые называют легирующими элементами. Они вводятся в состав сплава в процессе выплавки при создании определенных условий.
В качестве подобных веществ используют никель, хром, титан, кобальт, молибден, алюминий и другие. В результате получают хромникелевые, марганцевые, кобальтовые, титановые стали и им подобные.
Для углеродных сталей применяют в основном марганец и кремний, так как именно эти компоненты в нужных пропорциях придают нужные свойства подобным сплавам.
Классификация
Основным параметрам для классификации специальных сталей является их структура. У таких материалов критические точки смещены книзу, а потому при медленном охлаждении на воздухе они могут приобретать дополнительные качества. На основании этого их подразделили на четыре класса.
Мартенситные стали
Структура таких материалов игольчатая и состоит из мартенсита, который подразумевает содержание углерода не менее 0,15 %, хрома около 11-17 % и ряда дополнительных компонентов в виде ванадия, никеля, вольфрама, молибдена.
Она преобладает во многих чистых металлах и металлах, прошедших закалку. При этом в мартенситный компонент входит углеродный раствор железа в виде кристаллической решетки, которая имеет неравновесную структуру.
Именно поэтому мартенситные стали обладают значительным внутренним напряжением. К таким материалам относят сплавы под марками:
- 20Х13 – содержит 12-14 % хрома, до 1 % марганца и кремния, 0,16-0,25 % углерода (легирование никелем не проходит);
- 10Х12НДЛ – отличается большим содержанием никеля (до 1,5 %);
- 18Х11МНФБ – в состав входят молибден до 1,1 %, хром 11,5 %, углерод 0,8 %, никель 1 %;
- 10Х9МФБ, 12Х11В2МФ, 13Х11Н2В2МФ и 15Х11МФ – легируются молибденом и ванадием в разных пропорциях.
Всем перечисленным материалам присуща высокая твердость, устойчивость к коррозии, жаропрочность, способность к самозакаливанию, водородоустойчивость и малая пластичность. Но при таких показателях они довольно хрупкие. В связи с этим их резка и сваривание довольно затруднительны.
Перлитные стали
Подобные специальные виды сталей относятся к низко- или среднелегированным. В их состав входит перлит и феррит. Причем оба компонента легируются хромом. В результате материал обладает высокой устойчивостью к хладноломкости.
Кроме этого, на исходные качества сплава влияет скорость охлаждения. При ее изменении перлит может приобретать различные переходные структуры. Но многое зависит от, какие легирующие примеси в стали содержаться. Некоторые могут способствовать повышению прочности, вязкости и чувствительности к термической обработке.
К перлитным сталям относятся 12МХ, 15ХМ, 12Х1МФ, 20ХМ, 25Х1МФ, 25Х2М1Ф, 18Х3МВ, 20Х3МВФ. Все материалы могут подвергаться закалке, но при разной температуре.
Аустенитные стали
Сплавы такого характера отличаются тем, что имеют наибольшее количество примесей. В результате этого они сохраняют структуру аустенита при любой скорости охлаждения. Для их упрочнения не прибегают к помощи термической обработки.
Тем не менее, они могут иметь разные характеристики. При содержании хрома 12-18 % повышается устойчивость к коррозии, а при 17-25 % – хладостойкость. Также с помощью примесей можно изменять показатели по жаростойкости и жаропрочности.
В целом аустенитные стали обладают большой вязкостью, хорошей плотностью и высоким сопротивлением к механическому воздействию. Из негативных сторон стоит выделить трудность обработки резцом.
Перечень специальных сплавов этого класса довольно обширен, так как к нему относятся высоконикелевые, марганцевые, хромникелевые, хромоникельмарганцевые, метастабильные и другие сплавы.
Карбидные стали
Сплавы карбидного класса в своем составе содержат значительное количество углерода, хрома, молибдена, вольфрама и ванадия. Все эти компоненты способствуют формированию прочной аустенитной матрицы и устойчивых карбидов.
При кристаллизации из жидкого состояния, в результате которого происходит уменьшение растворения углерода в аустените, в сплаве образуется ледебурит. Он способен сохранять высокую твердость при значительных температурах, а потому широко используется для изготовления инструментов для быстрого резания различных сталей.
Наиболее ярким примером таких сталей является материал, выпускаемый под маркой Р6М5. Также к этому классу относятся хромовольфрамовые, хромомолибденовые, высокохромистые сплавы.
Влияние примесей на стали
Различные примеси способны придавать металлам нужные характеристики. Так для повышения твердости используют углерод, марганец, хром, молибден. Улучшить вязкость помогают никель и ванадий.
Для усадки используют марганец, кремний, алюминий. Сопротивление истиранию повышают марганец, никель, хлор. Отменную устойчивость к коррозии дают никель, хром, медь. Но важно не только правильно скомбинировать примеси.
Итоговые характеристики во многом зависят и от их пропорций.
Например, специальные марганцевые стали должны содержать не менее 14 % соответствующего компонента. При отклонении этого показателя меняется структура сплава:
- 0,4-0,6 % – мартенситная;
- 10 % и 12 % – аустенитная;
- 0,5 % и 3,5 % – перлитная.
При этом содержание хлора остается неизменным во всех трех случаях. В целом Мn влияет на теплопроводность, поэтому нагрев и охлаждение таких материалов следует проводить с особой осторожностью. Изделия из него получают только посредством отливки, так как резка очень затруднена. Но марганцевые стали хорошо обрабатываются под давлением и не обладают магнитными качествами.
Еще одним примером специальных сталей является хромистый сплав. Соответствующий компонент относится к карбидообразующим, поэтому в некоторые стали добавляют не более 1 % Cr. Даже при таком содержании повышение критических точек неизбежно, поэтому обязательно проводят закалку материала при высоких температурах.
1 % Cr содержится также в инструментальных сплавах. В таком количестве он повышает твердость и режущие характеристики.
В последнее время легирование сплавов проводят не одним компонентом, а сразу несколькими. В таком случае удается увеличить влияние примесей на стали и получить материалы с особыми качествами. К таким относятся:
- быстрорежущие – не теряют твердости после нагрева;
- износостойкие – устойчивы к механическому изнашиванию, свариваются после нагрева;
- автоматные – дополнительно легируются свинцом, кальцием и селеной, обладают малой прочностью;
- пружинные – отличаются хорошей эластичностью, вязкостью и упругостью;
- строительные – характеризуются твердостью, ударной вязкостью и относительным удлинением.
Это далеко не весь перечень специальных сталей. Их существует великое множество, поэтому о составе или характеристиках того или иного материала лучше подробнее узнать у производителя.
15 февраля 2017
с друзьями:
Характеристики и маркировка
- Обычно перлитную структуру количественно характеризуют тремя параметрами.
- Процентным содержанием феррита и перлита.
- Расстоянием между пластинами перлита.
- Диаметром конкреций перлита.
Эти параметры меняются в зависимости от температуры превращения. Условия, необходимые для получения полностью перлитной структуры путем непрерывного охлаждения, определены для обычных углеродистых сталей, которые содержат от 0,2% до 0,8% углерода.
Когда содержание углерода становится меньше 0,6%, перлит всегда является вырожденным: он имеет низкий предел текучести, но зато обладает хорошей пластичность, в частности, повышенным коэффициентом линейного растяжения.
Перлитные стали, содержащие более 0,6% C, всегда имеют нормальные пластинки цементита с высоким пределом текучести, но с небольшим уменьшением площади. Специальная маркировка сталей перлитного класса отсутствует, поскольку все они являются мало- или среднеуглеродистыми конструкционными сталями (легированными или нелегированными). Поэтому технические требования к сталям данного класса полностью охватываются ГОСТ 1050-88 и ГОСТ 4543-2016: эти стали содержат не более 0,30…0,60 % углерода, при сравнительно небольшом количестве легирующих элементов. В основном — хром, молибден или никель. Типичные представители – стали 20Х, 50ХН, 30 ХМ, и т.п.
Жаростойкие и жаропрочные стали и сплавы.
СТРУКТУРА И МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИ КОМНАТНЫХ И ВЫСОКИХ ТЕМПЕРАТУРАХ (Н.С. Самойлов)
Жаропрочными
называют стали и сплавы, сохраняющие при повышенных температурах в течение определенного времени высокую механическую прочность и обладающие при этом достаточной жаростойкостью.
Жаростойкими (окалиностойкими)
называют стали и сплавы, обладающие стойкостью против химического разрушения поверхности в газовых средах при температурах выше 550 0 С, работающие в ненагруженном или слабонагруженном состоянии.
Жаропрочность характеризуется, в основном, пределами ползучести и длительной прочности. Ориентировочно о жаропрочности судят также по механическим свойствам, определяемым кратковременным испытанием на растяжение при рабочей температуре.
Дополнительные характеристики жаропрочности: длительная пластичность, релаксационная стойкость, предел выносливости, термостойкость и др.
Жаропрочность стали (сплава) определяется химическим составом и структурой; к числу элементов, повышающим жаропрочность, относятся молибден, вольфрам, ванадий, ниобий, титан, кобальт, алюминий и отчасти хром и никель. Последний, наряду с марганцем, имеет значение, главным образом, как аустенитообразующий элемент (поскольку аустенитная структура создает наибольшую жаропрочность стали). На жаропрочные свойства хром влияет меньше, чем многие другие элементы. Однако его присутствие в стали или сплаве наряду с алюминием и кремнием повышает их жаростойкость (окалиностойкость). Поэтому хром — обязательный компонент жаропрочных сталей и сплавов.
Классификация
К жаропрочным сталям относят сплавы на основе железа, если содержание последнего превышает 50 %.
В зависимости от суммарного содержания легирующих элементов жаропрочные стали могут быть низко-, средне- и высоколегированными.
В низколегированной стали суммарное содержание легирующих элементов не превышает 4-5 %. Среднелегированной называется сталь с суммарным содержанием легирующих элементов от 5 до 9 %, причем содержание каждого из них не должно превышать 5 %. Высоколегированной называют сталь, в которой содержание любого легирующего элемента превосходит 5 %, либо суммарное содержание всех легирующих элементов — более 10 %.
По микроструктуре (получаемой после охлаждения на воздухе с высокой температуры) жаропрочные стали подразделяют на семь классов: перлитный, мартенситный, мартенситно-ферритный, ферритный, аустенитно-мартенситный, аустенитно-ферритный, аустенитный.
Низколегированные стали относятся к перлитному классу, среднелегированные — к перлитному, мартенситному или мартенситно-ферритному, высоколегированные — к любому из перечисленных классов, кроме перлитного.
К сплавам на железоникелевой основе относятся сплавы, основная структура которых является твердым раствором хрома и других легирующих элементов в железоникелевой основе. Суммарное содержание железа и никеля не менее 65 %.
К сплавам на никелевой основе относятся сплавы, содержащие не менее 50 % Ni, основная структура которых является твердым раствором хрома и других легирующих элементов в никеле (содержание железа не более 6-8 %).
Стали перлитного класса
Среди низколегированных сталей высокой жаропрочностью отличаются молибденосодержащие стали, например, хромомолибденовые, хромомолибденованадиевые, хромомолибденовольфрамованадиевые, имеющие достаточно высокие сопротивление ползучести и длительную прочность при температурах до 565-580 °С. Такие стали условно называют теплоустойчивыми.
Химический состав теплоустойчивых сталей перлитного класса приведен в ГОСТ 20072-74, ГОСТ 4543-71, ТУ 14-1-1391-75. Они содержат 0,5-3,3 % Cr; 0,25-1,2 % Мо; 0,15-0,8 % V. Некоторые марки содержат 0,3-0,8 % W либо Nb.
Эти стали применяют для изготовления различных деталей в котлостроении, работающих длительное время (10 000-100 000 ч) при температурах 500-580 °С, в частности, для паропроводных и пароперегревательных труб, а также для проката и поковок, используемых в турбинах и паровых котлах высокого давления.
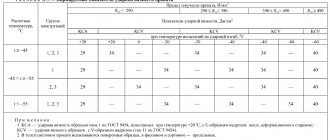
Механические свойства сортового металла из перлитных сталей, предусмотренные ГОСТ или существующими ТУ, а также рекомендуемые режимы термической обработки приведены в табл. 1. Механические свойства при повышенных температурах, определяемые кратковременным испытанием на растяжение, как правило, не регламентируются. Решающее значение имеют нормы длительной прочности и ползучести при рабочих температурах в зависимости от длительности службы за время 10 000-100 000 ч (табл.2). Сведения о примерном назначении сталей перлитного класса и их рабочие температуры приведены в табл. 3.
Стали мартенситного класса
Стали мартенситного класса содержат 4,5-12 % Cr, а также в значительно меньшем количестве Ni, W, Mo, V.
Стали марок 15Х5, 15Х5М, 15Х5ВФ и 15Х8ВФ широко применяют для изготовления элементов аппаратуры нефтеперерабатывающих заводов — деталей насосов, задвижек, крепежных деталей, крекинговых труб, работающих при температурах 550-600 °С. Стали этой же группы с более высоким содержанием Cr (6-10 %) и с повышенным содержанием Si (2-3 %), в основном, применяют для изготовления клапанов двигателей внутреннего сгорания.
Сталь 11Х11Н2ВМФ(ЭИ962) применяют для дисков компрессоров и для других деталей, работающих при температурах до 600 °С с ограниченным сроком службы.
Механические характеристики мартенситных сталей приведены в табл. 1 характеристики жаропрочности — в табл. 12.2.
Стали мартенситно-ферритного класса
Стали мартенситно-ферритного класса содержат в структуре кроме мартенсита 10-25 % феррита. Основная легирующая добавка и в этих сталях — Cr (11-13 %), наряду с которым присутствуют менее значительные присадки Ni, W, Mo, Nb, V (модифицированные хромистые стали). Их термическая обработка заключается либо в закалке с отпуском, либо в нормализации с отпуском. Механические свойства при надлежащей температуре отпуска практически равноценны. Уровень жаропрочных свойств после оптимальной термической обработки для большинства сталей мартенситно-ферритного класса также примерно одинаков. Однако наиболее высокие (при обработке на одинаковую твердость) характеристики жаропрочности при 500-600 °С у стали 18Х12ВМБФР(ЭИ993).
Эти стали изготовляют в виде сортового проката и применяют в турбостроении для лопаток и дисков турбин, а также для крепежных деталей. Ориентировочная рабочая температура для стали 15Х12ВНМФ(ЭИ802) — 550-580 °С и 570-600 °С — для стали 18Х12ВМБФР(ЭИ993).
Стали аустенитного класса
Стали аустенитногокласса — в основном хромоникелевые стали с содержанием Cr и Ni в пределах от 7 до 25 % каждого, наряду с которыми присутствуют W, Mo, Ti, Nb и др.
Это самая многочисленная группа жаропрочных (и жаростойких) сталей (см. ГОСТ 5632-72).
Таблица 1
Режимы термообработки и характеристики механических свойств сортового проката из жаропрочных сталей при нормальной температуре
Сталь
| Класс | Режим термообработки | Характеристики механических свойств | ||||||||
| Температура закалки или нормализации,°С | Охлаждающая среда | Температура отпуска (или отжига), °С | Охлаждающая среда | σв, МПа | σ0,2, МПа | δ5, % | ψ, % | КСU,Дж/см2 | ||
| 12МХ(12ХМ) | Перлитный | 920 ± 10 | воздух | 680-690 | воздух | 420 | 260 | 21 | 45 | 60 |
| 15ХМ | 900-920 | воздух | 630-650 | — | 450 | 280 | 20 | 45 | 70 | |
| 12Х1МФ(12ХМФ,ЭИ575) | 960-980 | воздух | 740-760 | воздух | 480 | 260 | 21 | 55 | 100 | |
| 20ХМ | 860-880 | масло | 500-600 | воздух | 800 | 600 | 12 | 50 | 90 | |
| 25Х1МФ(ЭИ10) | 880-900 | масло | 640-660 | воздух | 900 | 750 | 14 | 50 | 60 | |
| 25Х2М1Ф(ЭИ723) | 1030-1060 | воздух | 680-720 | воздух | 900 | 750 | 10 | 40 | 30 | |
| 18Х3МВ(ЭИ578) | 960 ± 10 | масло | 660-680 | воздух | 650 | 450 | 18 | — | 120 | |
| 20Х3МВФ(ЭИ579) | 1030-1080 | масло | 660-700 | воздух | 900 | 750 | 12 | 40 | 80 | |
| 15Х5М | Мартенситный | 950-980 | воздух | 860 ± 20 | воздух | 450 | 220 | 20 | 50 | 120 |
| 15Х5 | — | воздух | 850-870 | воздух | 400 | 170 | 24 | 50 | 100 | |
| 15Х5ВФ* | — | воздух | 850-870 | с печью | 400 | 220 | 22 | 50 | 120 | |
| 40Х9С2(4Х9С2,ЭСХ8)* | — | воздух | 850-870 | с печью | 750 | 500 | 15 | 35 | — | |
| 40Х10С2М(ЭИ107) | 1050 | воздух или масло | 750±30 | масло | 950 | 750 | 10 | 35 | > 20 | |
| 15Х11МФ | 1095 | масло | 710 | воздух | 755 | 568-755 | 14 | 50 | 59 | |
| 18Х11МНФБ(ЭП291) | 1080-1130 | воздух, масло | 660-770 | воздух | 740 | 590-735 | 15 | 50 | 59 | |
| 20Х12ВНМФ(ЭП428) | 1010-1060 | масло | 660-770 | воздух | 740 | 590-755 | 14 | 45 | 54 | |
| 30Х13Н7С2(ЭИ72) | 1050+800 | вода, масло | 660-680 | воздух | 1200 | 800 | 18 | 25 | > 20 | |
| 11Х11Н2В2МФ | 1000-1020 | воздух или масло | 660-680 | воздух | 900 | 750 | 12 | 50 | 80 | |
| 16Х11Н2В2МФ(ЭИ962А) | 1000-1020 | то же | 550-590 | воздух | 1000 | 850 | 10 | 45 | 70 | |
| 20Х13(ЭЖ2) | 1000-1030 | то же | 680-720 | масло, воздух | 660 | 450 | 16 | 55 | 80 | |
| 13Х11Н2В2МФ-Ш(ЭИ961-Ш) | 1000-1020 | воздух, масло | 660-710 | воздух | 880 | 735 | 15 | 55 | 88 | |
| 12Х1 | Мартенситно-ферритный | 1020-1050 | воздух или масло | 700-750 | масло | 600 | 420 | 20 | 60 | 90 |
| 15Х11МФ | 1030-1100 | воздух | 700-740 | масло | 700 | 500 | 15 | 55 | 120 | |
| 15Х12ВНМФ(ЭИ802) | 1000-1020 | воздух, масло | 540-590 | воздух | 1080 | 930 | 13 | 55 | 88 | |
| 15Х11ВНМФ | 1010-1060 | масло | 660-770 | воздух | 740 | 590-735 | 14 | 45 | 54 | |
| 18Х12ВМБФР(ЭИ993) | 1050 | масло | 650-700 | воздух | 750 | 500 | 14 | 50 | 60 | |
| 18Х12ВМБФР-Ш(ЭИ993-Ш) | 1030-1050 | масло | 680-720 | воздух | 800 | 680 | 12 | 45 | 59 | |
| 15Х12В2МФ | 1050 | масло | 680 | воздух | 800 | 600 | 15 | 50 | 70 | |
| 20Х20Н14С2(ДИ911) | Аустенитно-ферритный | 1000-1150 | воздух, вода | — | — | 590 | 295 | 35 | 55 | — |
| 20Х23Н13(ЭИ319) | 1100-1150 | воздух, масло, вода | — | — | 490 | 295 | 35 | 50 | — | |
* Сталь применяется в отожженном состоянии
Таблица 2
Режимы термической обработки, пределы ползучести и длительной прочности легированных сталей перлитного и мартенситного классов, применяемых для длительной службы
| Сталь | Класс | Режим термообработки | Температура испытания,°С | Предел длительной прочности , МПа за время, ч | Предел ползучести, МПа, соответствующий 1% деформации за время, ч | |||||
| Температура закалки или нормализации,°С | Охлаждающая среда | Температура отпуска, °С | Охлаждающая среда | 10 000 | 100 000 | 10 000 | 100 000 | |||
| 12МХ(12ХМ) | Перлитный | 920 | воздух | 680-690 | воздух | 480 | 250 | 200 | 220 | 150 |
| 510 | 160 | 120 | — | 700 | ||||||
| 540 | 110 | 70 | — | 38 | ||||||
| 12Х1МФ(12ХМФ,ЭИ575) | 960-980 | воздух | 740-760 | воздух | 520 | 200 | 160 | 180 | 130 | |
| 560 | 140 | 108 | 118 | 84 | ||||||
| 580 | 120 | 90-100 | 90 | 62 | ||||||
| 25Х1МФ(ЭИ10) | 880-900 | масло | 640-660 | вода | 500 | 260-290 | — | — | 80 | |
| 550 | 100-150 | — | 90 | 30 | ||||||
| 25Х2М1Ф(ЭИ723) | 1050 | воздух | 680-700 | воздух | 550 | 180-220 | 140-480 | — | 70 | |
| 18Х3МВ(ЭИ578) | 900 ± 10 | масло | 660-680 | воздух | 450 | — | — | 230 | 160 | |
| 500 | — | — | 120 | — | ||||||
| 550 | — | — | 75 | — | ||||||
| 20Х3МВФ(ЭИ579) | 1030-1080 | масло | 660-700 | воздух | 500 | 340 | 300 | 180 | 150 | |
| 550 | 200 | 160 | 130 | 100 | ||||||
| 580 | 140 | 100 | — | 50 | ||||||
| 15Х5М | Мартенситный и мартенситно-ферритный, аустенитно-ферритный | 950-980 | воздух | 860 ± 20 | воздух | 480 | 180 | 150 | 105 | 70 |
| 540 | 100 | 75 | 65 | 40 | ||||||
| 15Х5ВФ* | — | 860 ± 10 | 500 | 120 | 92 | 85 | 60 | |||
| 550 | 90 | 70 | 50 | 38 | ||||||
| 600 | 65 | 52 | 38 | 28 | ||||||
| 20Х12ВНМФ(ЭП428) | 1010-1060 | масло | 660-770 | воздух | 450 | — | — | — | 274 | |
| 500 | 382 | 343 | — | — | ||||||
| 600 | 103 | 88 | — | 54 | ||||||
| 12Х13 | 1030-1050 | масло | 730-750 | воздух | 470 | 260 | 220 | — | — | |
| 500 | 220 | 190 | — | 57 | ||||||
| 530 | 190 | 160 | — | — | ||||||
| 13Х11Н2В2МФ-Ш(ЭИ961-Ш) | 1000-1020 | воздух, масло | 660-710 | воздух | 500 | 392 | s100 = 568 | — | — | |
| 550 | — | s100 = 441 | — | — | ||||||
| 600 | — | s100 = 294 | — | — | ||||||
| 15Х12ВНМФ(ЭИ802) | 1000 | масло | 680 | воздух | 550 | 250 | 220 | — | 100 | |
| 565 | 240 | 200 | — | 80-90 | ||||||
| 580 | 190 | 160 | — | 70-80 | ||||||
| 600 | 140-160 | 120 | — | 50-60 | ||||||
| 15Х11МФ | 1050 | воздух | 740 | — | 550 | 200 | 130-150 | — | 90-100 | |
| 600 | 100 | — | — | 40-50 | ||||||
| 18Х12ВМБФР(ЭИ993) | 1050 | масло | 650-700 | воздух | 560 | 250-300 | 220-260 | — | 150 | |
| 590 | 210-240 | 170-200 | — | 100 | ||||||
| 620 | 140 | 110 | — | 50 | ||||||
| 15Х12В2МФ | 1050 | масло | 680 | воздух | 575 | 170 | 150 | — | 75 | |
| 600 | 150 | 130 | — | 45 | ||||||
| 630 | 110 | 85 | — | — | ||||||
| 20Х20Н14С2(ДИ911) | 1000-1150 | воздух, вода | — | — | 875 | — | — | 9,8 | — | |
| 1000 | — | — | 1,4 | — | ||||||
| 20Х23Н13(ЭИ319) | 1100-1150 | воздух, масло, вода | — | — | 550 | 151 | 57 | — | — | |
- Сталь применяется в отожженном состоянии
Таблица 3
Примерное назначение низколегированных жаропрочных сталей перлитного класса
| Сталь | Назначение | Рабочая температура, ˚ С | Срок службы | Температура начала интенсивного окалинообразования, ˚ С |
| 12МХ(12ХМ) | Трубы паронагревателей, паропроводов и коллекторов энергетических установок; арматура паровых котлов и паропроводов | 500-510 | Весьма длительный | 570 |
| 15ХМ | 520-530 | 570 | ||
| 12Х1МФ(12ХМФ,ЭИ575) | 570-585 | 600 | ||
| 15Х1М1Ф | 570-585 | 600 | ||
| 18Х3МВ(ЭИ578) | Трубы для гидрогенизационных установок и нефтехимической аппаратуры | 450-500 | Длительный | 600 |
| 20Х3МВФ(ЭИ579) | 500-550 | 600 | ||
| 20Х3МВФ(ЭИ579) | Поковки (роторы, диски), болты | 530-560 | 600 | |
| 25Х1МФ(ЭИ10) | Крепежные детали (болты, шпильки), плоские пружины | 500-510 | Длительный | 600 |
| 25Х2М1Ф(ЭИ723) | 520-550 | 600 |
Таблица 4
Режимы термической обработки и характеристики механических свойств сортового проката из жаропрочных аустенитных сталей (при нормальной температуре)
| Сталь | Режим термообработки | Характеристики механических свойств | ||||||
| Температура закалки, °С. | Охлаждающая среда | Т , °С, длительность отпуска или старения | Временное сопротивление σв, МПа | Предел текучести σ0,2, МПа | Относительное удлинение δ5, % | Относительное сужение ψ, % | Ударная вязкость КСU, Дж/см2 | |
| 10Х11Н20Т3Р(ЭИ696) | 1150-1180 | воздух, масло | 750 (16 ч) | 850 | 500 | 10 | 15 | 30 |
| 10Х11Н23Т3МР-ВД (ЭП33ВД) | 1170-1200 | воздух | 750 (16-25 ч) | 900 | 600 | 8 | 10 | 30 |
| 37Х12Н8Г8МФБ-Ш (ЭИ-481Ш, 4Х12Н8Г8МФБ) | 1140-1160 | вода | 670 (12-14 ч) 770-800 (10-12 ч) | 850 | 600 | 15 | 20 | — |
| 45Х14Н14В2М(ЭИ69) | ** | 820 | 720 | 320 | 20 | 35 | 50 | |
| 09Х14Н18В2Б | 1110-1140 | воздух | * | 500 | 200 | 35 | — | — |
| 09Х14Н19В2БР(ЭИ695) | 1100-1150 | воздух | * | 500 | 220 | 38 | 50 | 140 |
| 09Х14Н19В2БР1(ЭИ695) | 1130-1160 | воздух | 750 | 520 | 220 | 30 | 44 | 120 |
| 37Х12Н8Г8МФБ-Ш (ЭИ-481Ш, 4Х12Н8Г8МФБ) | 1140 ± 10 | вода | 770-800 | 850 | 600 | 15 | 20 | 25 |
| 30Х13Г18Ф | 1150 ± 10 | вода | 700 (10 ч) | 700 | 360 | 30 | 40 | 80 |
| 08Х16Н13М2Б(ЭИ680) | 1100-1150 | вода, воздух | 750 | 560 | 220 | 40 | 50 | 120 |
| 10Х17Н13М2Т(ЭИ448) | 1050-1100 | вода | * | 520 | 220 | 40 | 55 | — |
| 08Х17Н15М3Т(ЭИ580) | 1050-1100 | воздух | * | 500 | 200 | 35 | 45 | — |
| 08Х15Н24В4ТР(ЭП164) | 1130-1150 | воздух | 730-750 | 750 | 450 | 20 | 35 | 80 |
| 08Х15Н24В4ТР(ЭП164) | ** | воздух | 700 (16 ч) | 700 | 400 | 15 | 30 | — |
| 12Х18Н9 | 1050-1100 | воздух, вода | 700 (20 ч) | 500 | 200 | 45 | 55 | — |
| 08Х18Н10Т(ЭИ914) | 1050-1100 | то же | 700 (20 ч) | 520 | 200 | 40 | 55 | — |
| 12Х18Н9Т | 1050-1100 | то же | 700 (20 ч) | 550 | 200 | 40 | 55 | — |
| 12Х18Н12Т | 1050-1100 | то же | 800 (10 ч) | 550 | 200 | 40 | 55 | — |
| 08Х18Н12Б(ЭИ402) | 1050-1100 | то же | * | 500 | 180 | 40 | 55 | — |
| 36Х18Н25С2 | 1100-1150 | воздух, масло, вода | * | 650 | 350 | 25 | 40 | — |
| 36Х18Н25С2 | 1200 | вода | 800 (8 ч) | 855 | 550 | 17 | 18 | 50 |
| 30Х19Н9МВБТ | 1150-1180 | воздух, вода | 750-800 | 680 | 350 | 35 | 40 | 60 |
| 31Х19Н9МВБТ(ЭИ572) | 1050 | вода | 750 (15 ч) | 680 | 350 | 25 | 25 | 70 |
| 55Х20Н4АГ9М | 1160-1190 | вода | 760-780 | 1000 | 650 | 8 | 10 | — |
| 20Х20Н14С2(ДИ911) | 1000-1100 | воздух, вода | * | 600 | 300 | 35 | 30 | — |
| 20Х23Н13(ЭИ319) | 1050-1150 | то же | * | 500 | 300 | 35 | 50 | — |
| 20Х23Н18(ЭИ-417) | 1100-1150 | то же | * | 500 | 200 | 35 | 50 | — |
| 20Х23Н18(ЭИ-417) | 1030-1130 | вода | * | 540 | 265 | 35 | — | — |
| 20Х25Н20С2(ЭИ283) | 1100-1150 | воздух, вода | * | 600 | 300 | 35 | 50 | — |
* Применяются без отпуска. **Без закалки
В марках этих сталей приняты следующие обозначения для легирующих элементов: А — N, Б — Nb, В — W, Г — Mn, К — Co, М — Mo, Н — Ni, P — B, C — Si, T — Ti, Ф — V, X — Cr, Ю — Al. Цифра после буквы указывает на округленное (среднемарочное) содержание этого элемента в процентах (при содержании менее 1 % цифру не пишут). Исключение — углерод, содержание которого первые две цифры марки выражают в десятых процента. Например, марка 45Х14Н14В2М(ЭИ69) следующего состава: 0,45 % С, 14 % Cr, 14 % Ni, 2 % W, и ≤ 1 % Мо. Характеристики механических свойств сортового проката из жаропрочных аустенитных сталей, а также оптимальные режимы термической обработки приведены в табл. 4.
В соответствии с особенностями легированного аустенита характеристики жаропрочных свойств аустенитных сталей более высокие (табл. 5), чем у жаропрочных сталей перлитного или мартенситного классов.
Сталь 08Х18Н10Т(ЭИ914) применяют как жаропрочную и жаростойкую. При температуре до 600 °С у стали стабильные механические свойства, она устойчива против межкристаллитной коррозии и хорошо сваривается. Сталь этой марки изготовляют в виде сортового проката, поковок, листа, труб для энергетического и химического оборудования. Аналогичные свойства у стали 12Х18Н12Т, которую применяют в тех же областях техники.
У хромоникельвольфрамовых аустенитных сталей (45Х14Н14В2М(ЭИ69)) повышенные жаропрочность и сопротивление усталости при высоких температурах. Сталь 45Х14Н14В2М(ЭИ69) находит применение для выпускных клапанов двигателей внутреннего сгорания. Для длительных сроков службы при температурах 600-650 °С рекомендуется сталь того же типа с пониженным содержанием С (до 0,15 %).
Аустенитные стали применяют, как правило, для изготовления деталей, работающих при температурах 650-700 °С весьма длительное время. Механические свойства этих сталей при температуре 20 °С похожи, но пределы длительной прочности и ползучести отличаются весьма существенно (табл. 4, 5). Наиболее жаропрочные из них стали 09Х14Н19В2БР(ЭИ695)
и 09Х14Н19В2БР1(ЭИ695)
, которые применяют для изготовления пароперегревательных и паропроводных труб установок сверхвысокого давления.
Хромомарганцевые стали марок 30Х13Г18Ф и 37Х12Н8Г8МФБ-Ш (ЭИ-481Ш, 4Х12Н8Г8МФБ) — заменители жаропрочных сталей с более высоким содержанием никеля. Эти стали имееют достаточно высокую длительную прочность при температурах 500-650 °С.
Таблица 5
Пределы ползучести и длительной прочности жаропрочных аустенитных сталей, применяемых для длительной службы*
| Сталь | Температура, °С | Предел длительной прочности , МПа за время, ч | Предел ползучести , МПа, соответствующий 1 % деформации за время, ч | ||
| 10 000 | 100 000 | 10 000 | 100 000 | ||
| 09Х14Н18В2Б | 600 | 180 | 140 | 120 | 110 |
| 650 | 140 | 110 | 105 | 85 | |
| 700 | 90 | 65 | 60 | 50 | |
| 09Х14Н19В2БР(ЭИ695) | 650 | 168 | 130 | 140 | 110 |
| 700 | 125 | 95 | 85 | 65 | |
| 750 | 70 | 55 | — | — | |
| 09Х14Н19В2БР1(ЭИ695) | 600 | 260 | 230 | 250 | 170 |
| 650 | 215 | 190 | 200 | 140 | |
| 700 | 170 | 140 | 120 | 85-90 | |
| 12Х18Н10Т | 600 | 150 | 110 | — | 75 |
| 650 | 80-100 | — | — | 30-40 | |
| 30Х19Н9МВБТ | 600 | 240 | 220 | — | 110 |
| 650 | 170 | 150 | — | 80 | |
| 12Х18Н12Т | 600 | 170 | 135 | — | — |
| 650 | 105 | 75 | — | — | |
| 08Х16Н13М2Б(ЭИ680) | 600 | 200 | 150 | 140-170 | 90-120 |
| 650 | 130 | 60**-90 | 100-120 | 50-70 | |
| 700 | 60-70 | 30-50 | 60 | 20 | |
| 10Х17Н13М2Т(ЭИ448) | 550 | 280 | 240 | — | 110 |
| 600 | 180 | 130 | 110 | 60 | |
| 650 | 110 | 70 | 90 | 50 | |
| 700 | 40/80** | 30 | 55** | 28** | |
| 20Х20Н14С2(ДИ911) | 650 | — | — | 65 | — |
| 700 | — | — | 30 | — | |
| 800 | — | — | 10 | — | |
| 20Х23Н13(ЭИ319) | 550 | 240 | 200 | 150 | 60 |
| 600 | 190 | 150 | 70-80** | 50** | |
| 650 | 110 | 70 | 50-60** | 30** | |
| 700 | 60 | 36 | 30 | 14 | |
| 20Х23Н18(ЭИ-417) | 600 | 150** | 100 | 90 | 60** |
| 650 | 110 | 60**-80 | 50-60 | 40**-54 | |
| 700 | 50**-60 | 35 | 35 | 28**-35 | |
| 800 | 21 | 12-21 | — | 7**-12 | |
| 20Х25Н20С2(ЭИ283) | Почти как у стали 20Х23Н18(ЭИ-417) | ||||
* Режимы термической обработки см. табл. 4.
** Данные из зарубежных источников для сталей близкого химического состава.
Сплавы на железо-никелевой основе
Сплавы на железо-никелевой основе могут быть разделены на две группы: 1) с содержанием 14-16 % Cr и 32-38 % Ni и 2) с содержанием 20-25 % Cr и 25-45 % Ni (либо Ni + Mn). Сплавы первой группы дополнительно легированы вольфрамом и титаном и обладают высокой (приблизительно равной) жаропрочностью (табл. 6). Сплавы второй группы благодаря повышенному содержанию Cr жаростойкие, по жаропрочным свойствам они уступают сплавам первой группы, например, сплав ХН38ВТ(ЭИ703).
Сплавы ХН35ВТ(ЭИ612), ХН35ВМТ, ХН35ВТЮ(ЭИ787) поставляют преимущественно в виде горячекатаных и кованных прутков и полос, а также поковок. Из сплавов ХН35В5Т, ХН38ВТ(ЭИ703) и 12Х25Н16Г7АР(ЭИ835), в основном, изготовляют горячекатаный и холоднокатаный лист и ленту, а из сплава ХН45Ю(ЭП747) — также и трубы. В основном, сплавы на железо-никелевой основе применяют для изготовления деталей паровых и газовых турбин.
Сплавы на никелевой основе
Сплавы на никелевой основе подразделяют на две группы (см. ГОСТ 5632-72): 1) сплавы, применяемые преимущественно как жаропрочные, и 2) жаростойкие сплавы, обладающие необходимым минимумом жаропрочности (табл. 7).
Таблица 6
Пределы длительной прочности и ползучести сплавов на железо-никелевой основе *1
| Сталь | Температура, °С | Предел длительной прочности, МПа за время ,ч | Предел ползучести*3, , МПа | ||||
| 100 | 500 | 1000 | 10 000*2 | 100 000*2 | |||
| ХН30ВМТ(ЭП437,ВЖ102) | 650 | 370 | — | 290 | 230 | 180 | 210 (1/104);14 (1/105) |
| 700 | 280 | — | 220 | 180 | 140 | ||
| 800 | 150-170 | — | 100-110 | 68 | — | ||
| ХН35ВТ(ЭИ612) | 600 | — | — | 320 | 270 | 230 | |
| 650 | — | — | 220-230 | 190-200 | 150-160 | 170 (1/104);130(1/105) | |
| 700 | — | — | 140 | 95 | 65 | 110 (1/104);80 (1/105) | |
| ХН35ВТЮ(ЭИ787) | 600 | 650-680 | 550-580 | 520-550 | 420-450 | — | |
| 700 | 380-400 | 320-340 | 280-320 | 240-260 | — | ||
| 750 | 300-340 | 240-300 | 200-270 | 170-230 | — | 250 (0,2/100) | |
| 800 | 210-240 | 150-180 | 120-160 | — | — | 130 (0,2/100) | |
| ХН35В5Т | 650 | — | — | 280 | 200 | 160 | 180 (1/104);130 (1/105) |
| 700 | — | — | 200 | 150 | 120 | 120 (1/104);90 (1/105) | |
| 750 | 200 | — | 150 | 110 | 80 | 80 (1/104);60 (1/105) | |
| ХН38ВТ(ЭИ703) | 800 | 80-90 | — | 52 | — | — | 63 (5/100)*4 |
| 900 | 30-40 | — | — | — | — | 21 (5/100)*4 | |
| 1000 | — | — | — | — | — | 9 (5/100)*4 | |
| ХН45Ю(ЭП747) | 1000 | 20 | — | — | — | — | |
| 1100 | 9 | — | 5 | — | — | ||
| 1200 | 5 | — | 2,5 | — | — | ||
*1 После оптимальной термической обработки.
*2 Экстраполированные значения.
*3 В скобках в числителе — деформация в %, в знаменателе — время в ч.
*4 Определено на конических образцах.
Таблица 7
Пределы длительной прочности и ползучести сплавов на никелевой основе*1
| Сталь | Температура, °С | Предел длительной прочности, , МПа за время, ч | Пределы ползучести*3 , , МПа | ||||
| 100 | 200 | 300 | 1000 | 10 000*2 | |||
| ХН65ВМТЮ(ЭИ893) | 700 | > 600 | — | — | 400 | 300 | 300 (1/10 000) |
| 750 | 500 | — | — | 330 | 230 | 200(1/10 000) | |
| 800 | 300 | — | — | 200 | 140 | 120 (1/10 000) | |
| ХН70ВМЮТ(ЭИ765) | 600 | 780 | 750 | 740 | 650 | 530 | — |
| 700 | 450-500 | 420-470 | 400-450 | 310-350 | 220-240 | 200 (1/10 000) | |
| 800 | 220-250 | 210-230 | 190-220 | 140-160 | — | 80 (1/10 000) | |
| ХН70ВМТЮ(ЭИ617) | 700 | 480-520 | — | 420 | 360 | — | 300 (0,2/100) |
| 800 | 280-300 | — | 210 | 180 | — | 170 (0,2/100) | |
| 850 | 180-200 | — | — | 100 | — | 170 (0,2/100) | |
| ХН80ТБЮ(ЭИ407) | 650 | — | — | — | 400 | 300-260 | 350 (1/10 000) |
| 700 | — | — | — | 270 | 170-180 | 220 (1/10 000) | |
| ХН70МВТЮБ(ЭИ598) | 700 | 480 | 420 | — | — | — | 180 (0,2/100) |
| 800 | 250 | 230 | — | — | — | — | |
| ХН67МВТЮ(ЭП202) | 700 | 480-520 | — | 380-420 | 360-390 | 280-320 | 360 (1/1 000) |
| 800 | 280-300 | — | 230-250 | 180-200 | 120-150 | — | |
| 850 | 180-200 | — | 140-160 | 110-130 | 70-80 | — | |
| 900 | 120-140 | — | 90-100 | 70-80 | 40-45 | 60 (1/1 000) | |
| ХН75МБТЮ(ЭИ602) | 700 | 160-170 | 150 | — | — | — | — |
| 800 | 80 | 70 | — | — | — | 43 (5/100)*4 | |
| 900 | 29 | 22 | — | — | — | 14 (5/100)*4 | |
| ХН78Т(ЭИ435) | 700 | 105 | — | — | 32-35 | — | — |
| 800 | 45 | — | — | — | — | 18(5/100)*4 | |
| 900 | 15 | — | — | — | — | 7 (5/100)*4 | |
| ХН77ТЮР(ЭИ437Б) | 600 | 680 | 660 | — | — | 450 | 720 (0,2/100) |
| 700 | 420 | 400 | — | 350 | 180 | 260 (0,2/100) | |
| 800 | 200 | — | — | 150 | — | 150 (0,2/100) | |
| ХН60Ю(ЭИ559А) | 800 | 60-80 | — | — | 40-50 | — | — |
| 900 | 35 | — | — | 20 | — | 24 (0,2/100) | |
| 1000 | 6 | — | — | — | — | 10 (0,2/100) | |
| ХН60ВТ(ЭИ868) | 800 | 110 | 95 | 87 | — | — | 83 (5/100)*4 |
| 900 | 52 | 43 | 40 | — | — | 34 (5/100)*4 | |
| ХН70Ю(ЭИ652) | 800 | 90-100 | — | 80 | — | — | — |
| 900 | 35-40 | — | — | — | — | 25 (5/100)*4 | |
| ХН75ВМЮ(ЭИ827) | 850 | 270 (не менее 50 ч); 250 (не менее 65 ч) | |||||
*1 После оптимальной термической обработки.
*2 Экстраполированные значения.
*3 В скобках в числителе — деформация в %, в знаменателе — время в ч.
*4 Определено на конических образцах.
Наиболее часто применяемые сплавы первой группы относятся к системе Ni-Cr-Ti-Al. Присутствие в этих сплавах Ti и Аl в количествах, превышающих их предельную растворимость в твердом растворе при температурах 650-950 °С, позволяет достигнуть после закалки и отпуска существенного эффекта дисперсионного твердения, благодаря выделению дисперсных частиц интерметаллической фазы типа Ni3(Тi, NiAl). Такая микроструктура делает сплав устойчивым против температурного воздействия при 700-800 °С и выше.
Введение в дисперсионно-твердеющие сплавы этой группы W и Мо (в сумме до 10 %), а также Nb дополнительно упрочняет твердый раствор, замедляет развитие диффузионных процессов и увеличивает количество дисперсной упрочняющей фазы. Количество дисперсной фазы увеличивают также путем увеличения суммарного содержания Ti и Al. Все это приводит к существенному возрастанию жаропрочности сплавов, что делает возможным их применение при температурах до 800-850 °С и высоких напряжениях.
К особенностям состава никелевых жаропрочных сплавов относится присутствие в них небольших добавок поверхностно-активных элементов (В, Се, иногда Ва и Мg), способствующих рафинированию металла и упрочнению границ зерен, а также небольшое содержание в них примесей (S, P, Pb, др.).
Термическая обработка этих сплавов заключается в одинарном или двойном нагреве до высоких температур (1080-1200 °С) с охлаждением чаще всего на воздухе и последующем отпуске при температурах 700-850 °С. Для наибольшей стабилизации исходной структуры применительно к деталям с длительным сроком службы рекомендуется проводить многоступенчатый отпуск при постепенно понижающейся температуре.
Жаропрочные никелевые сплавы изготовляют в виде сортового проката (прутки круглого сечения) и частично в виде поковок различной конфигурации.
Основное назначение этой группы высоколегированных сплавов — изготовление рабочих лопаток и дисков газовых турбин. Диски работают при более высоких напряжениях, чем лопатки (но при несколько пониженной температуре), поэтому материал диска должен иметь высокое сопротивление ползучести (особенно на ободе) и повышенную прочность (в ступичной части).
Прочность сплавов на никелевой основе сохраняется высокой вплоть до температур 800-900 °С. Так, при 800 °С временное сопротивление σв наиболее легированных сплавов составляет 700-800 МПа, 100-часовая длительная прочность — 250-300 МПа. В то же время характеристики пластичности δ и ψ удовлетворительны при всех температурах испытания и несколько снижаются в температурном интервале дисперсионного твердения (700-800 °С). Остаточная деформация этих сплавов при испытаниях на длительную прочность при 700-800 °С порядка 3-10 %.
В табл. 7 приведены характеристики жаропрочности никелевых сплавов.
Для длительных сроков службы наилучшее сочетание длительной прочности и пластичности у сплава ХН65ВМТЮ(ЭИ893), получившего широкое применение как материал для лопаточного аппарата стационарных газовых турбин ГТ-6, ГТН-9, ГТК-10, ГТК-16, ГТТ-12, ГТА-18, ГТУ-25, ГТУ-100. Этот сплав — основной лопаточный материал в стационарном газотурбостроении. Кроме того, благодаря исключительно высокой релаксационной стойкости этот сплав применяют для изготовления крепежных деталей турбин.
Из жаропрочных никелевых сплавов можно получать детали методом отливки (например, точным литьем по выплавляемым моделям).
Ко второй группе относятся сплавы марок ХН67МВТЮ(ЭП202), ХН60Ю(ЭИ559А), ХН70Ю(ЭИ652), ХН78Т(ЭИ435), ХН60ВТ(ЭИ868), ХН75МБТЮ(ЭИ602), применяемые преимущественно как жаростойкие. Эти сплавы, за исключением двух последних, отличаются высоким содержанием Cr (20-30 %) и практически гомогенной структурой твердого раствора после принятых режимов термической обработки (нагрев до 1000-1200 °С с охлаждением в воде или на воздухе). Эти сплавы выпускают в виде холоднокатаного или горячекатаного листа преимущественно для деталей газопроводных систем, работающих при умеренных напряжениях в условиях весьма высоких температур (до 1100-1200 °С). У этих деталей кроме достаточной технологичности (прокатываемость, штампуемость, свариваемость) и высокого сопротивления газовой коррозии (окалиностойкость) должно быть хорошее сопротивление термической усталости (термостойкость). Всем этим требованиям отвечают сплавы на никелевой основе.
У жаростойких листовых никелевых сплавов повышена пластичность в холодном и горячем состоянии, но жаропрочность ниже, чем у сплавов первой группы. Так, длительная прочность за 1000 ч составляет 40-60 МПа при 800 °С и 20-25 МПа при 900 °С (табл. 7).
Классификация
Согласно принятой терминологии классификацию сталей перлитного класса рекомендуется производить по проценту углерода, который имеется в них. При условии равновесности микроструктуры (имеется в виду медленное охлаждение, которое исключает образование цементита Fe3C) различают стали:
- Доэвтектоидные
- Эвтектоидные
- Заэвтектоидные.
Как уже отмечалось, доэвтектоидные стали содержат не выше 0,6% углерода, а заэвтектоидные — более 0,6…0,8%. В доэвтектоидных сталях равновесная микроструктура при комнатной температуре состоит из феррита и перлита; этот феррит называется доэвтектоидным ферритом. Охлаждение от аустенита (в области от 875°C до 775°C) и дальнейшее охлаждение до комнатной температуры даёт микроструктуру, состоящую из доэвтектоидного феррита и перлита (изотермическое превращение происходит при 727°C, когда аустенит достигает эвтектоидного состава).
Когда температура становится ниже линии эвтектоида (727°C), весь аустенит превращается в перлит, при этом практически не происходит никаких изменений в структуре доэвтектоидного феррита, полученной во время охлаждения. Проэвтектоидный феррит присутствует в виде непрерывной матричной фазы, окружающей изолированные колонии перлита. Феррит также присутствует в перлите, он известен как эвтектоидный феррит, который на микрофотографиях кажется белым. Тёмный вид перлита объясняется узостью состава присутствующих в нём микрокомпонентов.
Сталь, содержащая 0,8% C, известна как эвтектоидная. Равновесная микроструктура, полученная при комнатной температуре, представляет собой перлит, который, в свою очередь, является смесью феррита и цементита. Феррит — очень мягкий, а цементит — очень твердый компонент стали. Такая микроструктура получается путём равновесного охлаждения от 800°C и имеет пластинчатую структуру.
Толстые слои в зерне перлита представляют собой фазу феррита, а фаза цементита выглядит как тонкие тёмные пластинки.
Перлит имеет свойства, промежуточные между мягким пластичным ферритом и твердым хрупким цементитом. В заэвтектоидной стали равновесная микроструктура при комнатной температуре содержит доэвтектоидный цементит и перлит. Основное отличие от доэвтектоидной структуры состоит в том, что наблюдается непрерывная сеть цементита, которая разделяет каждую перлитную колонию. По мере увеличения содержания углерода толщина цементитной сетки увеличивается.
Получение — зернистый перлит
| Структура литой стали. |
Нормализация стали
Получение зернистого перлита достигается специальным видом отжига, близким по своему режиму к неполному отжигу. Сталь нагревают немного выше Ас с последующим охлаждением сначала до 700 С, затем до 550 — 600 С и далее на воздухе.
Для получения зернистого перлита ( цементита в виде зерен) производят Сфероидизирующий отжиг, который состоит из нагрева стали до температуры несколько выше линии PS / C ( точка ACt), длительной выдержки ( 5 — 6 ч) и последующего медленного охлаждения. После такого отжига пластинчатый цементит превращается в зернистый.
Для получения зернистого перлита ( цементита в виде зерен) производят Сфероидизирующий отжиг, который состоит из нагрева стали до температуры несколько выше линии PSK ( точка Ас), длительной выдержки ( 5 — 6 ч) и последующего медленного охлаждения. После такого отжига пластинчатый цементит превращается в зернистый.
| Структура литой стали. |
Особенно важным для получения зернистого перлита является точное соблюдение температурного режима, так как при очень медленном охлаждении зернистый перлит получается с крупными зернами, а часто с отдельными, пластинками перлита, а при быстром охлаждении образуется мелкозернистый ( точечный) перлит.
Применяется с целью получения зернистого перлита и снижения твердости для улучшения обрабатываемости резанием стали с содержанием О 0 6 % и некоторых марок средне-углеродистой легированной стали. Например, с целью применения высоких скоростей резания при черновом и чистовом точении и предварительном фрезеровании деталей, изготовленных из стали 35ХГС, применяется сфероидизирующий отжиг при 780, в результате которого получается структура зернистого перлита.
Неполный отжиг применяется для улучшения обрабатываемости резанием и получения зернистого перлита в структуре заэвтектоид-ных сталей.
После ковки валки подвергаются отжигу для предотвращения образования флокенов и получения зернистого перлита. Мелкие валки диаметром до 210 мм проходят отжиг одновременно с улучшением в состоянии поковки.
| Структура закаленной ( о и термоциклированной ( б стали 01Н18К10М5 — ВД. |
В таком состояний сталь не может быть обработана резанием — требуется отжиг для получения зернистого перлита. Существуют два способа отжига: изотермический сфероидизирующий отжиг с длительной выдержкой при постоянной температуре и маятниковый отжиг, когда производят кратковременные выдержки попеременно выше и ниже температуры А. Такая структура зернистого перлита достигается в результате 3-кратного ускоренного нагрева в печи до температуры на 30 — 50 С выше точки Ас, охлаждения на воздухе до температуры 600 — 620 С и последующего быстрого охлаждения в воде. Сталь с такой структурой хорошо обрабатывается различными способами резания, а после окончательной закалки и низкого отпуска имеет повышенную износостойкость.
| Схема изотермического и МИЧеСКОЙ обработки ДЛЯ ИС. |
Неполный отжиг заэвтектоидных сталей называют также сфероидизацией, так как это — основной способ получения зернистого перлита. Выше отмечали, что для получения зернистого перлита нагрев должен не на много превосходить критическую точку Ас, в противном случае получается пластинчатый перлит. Структурой зернистого перлита должны обладать инструментальные стали, так как это обеспечивает хорошую обрабатываемость режущим инструментом и малую склонность к перегреву при закалке.
Для получения высокой прочности и пластичности нередко отливки из перлитного высокопрочного ковкого чугуна подвергают отжигу для получения зернистого перлита. Отжиг применяют для отливок с повышенным содержанием марганца и хрома ( 0 8 — 1 5по Мп, 0 15 — 0 2596 Сг), исключающих при отжиге процесс графитизации. Отжиг проводят при температуре 720 — 740 С с последующим охлаждением на воздухе.
Отличие группы III состоит лишь в более высокой температуре нагрева под отжиг и более длительной изотермической выдержке для получения зернистого перлита.
Процесс производства
Оптимизация производства сталей перлитного класса связана с поиском наилучших сочетаний легирующих элементов: их, как известно, не должно быть много, поэтому исследования отличаются тщательностью.
В частности, для улучшения прокатки регулируют предельный процент ванадия и кремния ванадия и кремния – элементов, повышающих эксплуатационные показатели данных сталей.
Результаты механических испытаний показывают, что подобные легирующие добавки благоприятно влияют на механические свойства сталей, особенно тех, что касаются прочности на разрыв. Кремний упрочняет перлит, в основном за счет твердорастворного упрочнения ферритной фазы. Ванадий увеличивает прочность перлита, в основном за счет дисперсионного упрочнения перлитного феррита. При добавлении по отдельности эти элементы обеспечивают относительно большее упрочнение при более высоких температурах превращения. При добавлении в комбинации (ванадий+кремний) поведение отличается, и достигается существенное увеличение прочности при всех исследованных температурах превращения (от 550°C до 650°C).
Размеры перлитных колоний
Отжиг стали
Важной характеристикой перлита, которая влияет на свойства сталей, является размер перлитной колонии (рисунок 3). Колония – это группа пластин цементита и феррита, которые совместно, кооперативно росли в аустените до столкновения с другими колониями
Уменьшение размера перлитной колонии сопровождается ростом ударной прочности сталей и снижением их хрупкости.
Повышение прочности к хрупкому разрушению перлита достигается путем сфероидизации цементитных пластин. Эта сфероидизация может достигаться путем деформации перлита с последующим нагревом и выдержкой при температуре вблизи точки Ас1. Другой метод, который обеспечивает относительно высокую прочность и пластичность перлита, заключается в деформации перлита во время перлитного превращения. Это приводит к образованию полигональной структуры и сфероидизации цементита.
Особенности сварки
Сварка перлитных сталей, независимо от способа, обычно не встречает никаких сложностей. При сварке происходит локальное плавление, повторное затвердевание и последующее охлаждение до комнатной температуры.
Микроструктура в зоне термического влияния включает центральную область расплава с аустенитом, который получен путём локального нагрева перлита. При условии, что сварной шов достаточно медленно охлаждается до комнатной температуры, в области сварного шва образуется перлит. Он может иметь другой размер зерна, чем исходный материал, но будет обладать аналогичными свойствами. При повышенной скорости охлаждения равновесный фазовый переход не происходит, поэтому в зоне расплава из аустенита образуется мартенсит. В результате сварной шов становится твёрдым и хрупким, что для механического соединения деталей нежелательно. Чтобы избежать этой ситуации, обычно уменьшают скорость охлаждения или подвергают сварной шов термообработке (отпуску).
Теплоизоляционные плиты из перлита
Теплоизоляционные плиты, в состав которых входят перлитовый песок и различные связующие вещества (битум, известь, полимерные соединения, цемент, гипс, глина, жидкое стекло), изготавливаются путем гидравлического прессования.
Для обычных положительных и низких отрицательных температур, включая области глубокого холода, используют перлитобитумные изделия, например плиты.
В состав перлитобитумных плит, которые применяют для теплоизоляции строительных конструкций и кровли промышленных зданий, входит перлитовый песок, битум, глина, асбест, клей, сульфитно-дрожжевая бражка (СДБ) и вода. Подобные перлитовые блоки выдерживают перепады температур от -60 до +100 градусов по Цельсию и подразделяются на трудногорючие (содержание битума составляет 9%) и трудновоспламеняемые (содержание битума – 10÷15%).
Основные достоинства утепляющих перлитовых плит: незначительная масса, высокие звуко- и теплоизоляционные характеристики; неподверженность гниению; стойкость к деформациям и механическим воздействиям.
Сферы применения
Стали перлитного класса в исходном состоянии хорошо обрабатываются методами обработки резанием, поэтому применяются в качестве распространённых конструкционных материалов, в том числе, изготавливаемых штамповкой и сваркой.
При необходимости повышения прочностных свойств проводится термообработка, которая заключается в закалке с последующим низким отпуском. Она выполняется преимущественно в масло, что позволяет наиболее полно произвести аустенитное превращение.
В настоящее время перлитные стали являются самыми прочными и в то же время пластичными материалами. Однако не рекомендуется применять их для изготовления продукции, работающей в условиях высоких температур, поскольку жаропрочность перлитных сталей невысока.
Как утеплить дом, используя перлит
Перлит как утеплитель используют в виде песка (насыпная теплоизоляция); составляющей в теплоизоляционных изделиях и сухих готовых строительных смесях.
Перлитовый песок в качестве утеплителя для стен
Перлитовый песок для обустройства теплоизоляции дома является отличным материалом, с помощью которого можно не только эффективно утеплить жилище (потери тепла сокращаются на 50%), но и значительно облегчить конструкцию здания.
Обустройство теплоизоляции из вспененного перлита начинаем после того, как часть несущей стены (внутренней) и внешней кладки из кирпича (4-5 рядов) уже возведены. Засыпку песка крупного перлитового вспученного (с размером гранул около 6 мм), предварительно обеспыленного, осуществляем в промежуток между двумя этими стенами и тщательно утрамбовываем (объем должен уменьшиться на 10%). Песок засыпаем вручную или с помощью пескоструйной машины. Эту операцию повторяем несколько раз до тех пор, пока стены не будут возведены полностью. Кстати, по теплосберегающим свойствам перлитовый слой толщиной около 3 см соответствует кирпичной стене в 25 см. При строительстве щитовых домов песок засыпаем между листами обшивки (внутренним и внешним).
Если вы производите утепление старого дома, в стенах которого имеются пустоты, то засыпку песка можно сделать двумя способами:
- вытащить аккуратно несколько кирпичей из стены и через образовавшееся отверстие засыпать перлит;
- просверлить в стене отверстие (диаметром 30÷40 мм) и через него, используя специальную установку, нагнетать теплоизоляционный материал.
Перлитовый песок является универсальным негорючим строительным материалом, который обладает целым рядом достоинств:
- отличными звуко-, шумо- и теплоизоляционными свойствами (причем, можно использовать для изоляции стен из любого материала);
- экологичностью;
- легкостью (по весу);
- стойкостью к перепадам температур;
- долговечностью.
Совет! Не стоит использовать перлитовый песок, который является весьма влагоемким материалом, в качестве утеплителя в местах с повышенной влажностью.
Единственным минусом песка является то, что он очень пылит: поэтому перед использованием рекомендуется его слегка увлажнить.
Утепление пола с помощью перлита
Для теплоизоляции полов используем вспученный перлит, который высыпаем на цементно-песчаное основание пола и выравниваем строительным правилом. Высота теплолизоляционного слоя из песка составляет желаемую толщину плюс 20% дополнительного объема на усадку.
Важно! Рекомендуемая минимальная толщина слоя из перлита – не меньше 1 см
Неровности и трубопроводы утапливаем в слое сыпучего материала, сверху укладываем плиты и напольное покрытие. Если под домом отсутствует подвальное помещение, то для того, чтобы влага скапливалась и отводилась, под перлит укладываем дренажные трубки и абсорбирующие прокладки.
Другим эффективным способом утепления бетонного пола может быть укладка своеобразного «пирога»: обустраиваем перлитовую стяжку между двумя слоями из бетона. Сначала готовим перлитовый раствор со следующими компонентами:
- цемент – 1 мᶟ;
- перлит – 3 мᶟ (марки М75 или М100);
- песок – 2,2 мᶟ;
- вода – 1,5 мᶟ;
- пластификаторы – 3÷3,5 л.
Все составляющие смеси размешиваем до тех пор, пока вода не выступит на поверхность: это верный признак того, что раствор (перлитовая стяжка) готов к употреблению.
Совет! Так как перлит очень легкий материал, все работы с этим материалом рекомендуется производить в закрытом помещении, чтобы ветер никоим образом не помешал рабочему процессу.
После того, как перлитовая стяжка нанесена на бетонное основание, оставляем ее застывать. Через 1 неделю получаем отличный теплоизоляционный слой для пола, который прослужит долгие годы. Поверх него укладываем второй слой бетона.
Утепление кровли
Если вы не предполагаете обустраивать на чердаке жилое помещение, то будет вполне достаточно произвести утепление вспученным перлитом только чердачного перекрытия. В противном случае засыпаем перлит между балками ската крыши в короба, которые специально изготовлены для этой цели; затем песок тщательно утрамбовываем. Работа не требует определенных навыков и знаний.
Также для теплоизоляции наклонных крыш используют перлит, который обработан битумом в заводских условиях. Добавляем в этот битуминизированный перлит растворитель и получаем клейкий раствор, с помощью которого можно получить прочный теплоизоляционный слой.
Рекомендации
- Raabe, D .; Choi, P.P .; Li, Y.J .; Костка, А .; Sauvage, X .; Lecouturier, F .; Hono, K .; Kirchheim, R .; Pippan, R .; Эмбери, Д. (2010), Металлические композиты, обработанные методом экстремальной деформации — на пути к пределу прочности для сыпучих материалов
,
35
, Бюллетень МИСС, стр. 982. - Li, Y .; Raabe, D .; Хербиг, М. Дж .; Choi, P.P .; Перейти к с.; Костка, А .; Yarita, H .; Bochers, C .; Кирхгайм, Р. (2014), Сегрегация стабилизирует объемную нанокристаллическую сталь с прочностью, близкой к теоретической.
,
113
, Physical Review Letters, стр. 106104, г. PMID 25238372. - Chen, Y. Z .; Csiszár, G .; Cizek, J .; Westerkamp, S .; Borchers, C .; Ungár, T .; Перейти к с.; Лю, Ф .; Кирххейм, Р. (10 апреля 2013 г.). «Дефекты в обогащенном углеродом феррите холоднотянутой проволоки из перлитной стали». Металлургические операции и операции с материалами A
.
44
(8): 3882–3889. Дои:10.1007 / s11661-013-1723-х. ISSN 1073-5623. S2CID 135839236. - Li, Y.J .; Choi, P.P .; Borchers, C .; Westerkamp, S .; Перейти к с.; Raabe, D .; Кирххейм, Р. (2011), «Механизмы разложения цементита в перлите, вызванные деформацией, на атомном уровне», Acta Materialia
,
59
(10): 3965, Дои:10.1016 / j.actamat.2011.03.022. - Альваренга HD, Ван де Путте Т., Ван Стинберг Н., Сиетсма Дж., Террин Х. (апрель 2009 г.). «Влияние морфологии и микроструктуры карбидов на кинетику поверхностного обезуглероживания C-Mn сталей». Металл Матер Транс А
.
46
: 123–133. Дои:10.1007 / s11661-014-2600-у. S2CID 136871961. - https://www.engnetglobal.com/tips/glossary.aspx?word=Eutectoid+Steel
НИЗКОЛЕГИРОВАННЫЕ ПЕРЛИТНЫЕ СТАЛИ (Хакимов А. Н.)
8.1. Назначение сталей
Низкоуглеродистые низколегированные стали перлитного класса применяются в различных конструкциях взамен углеродистых, обеспечивая снижение металлоемкости на 20—50 %. Оии широко используются в строительстве трубопроводов, конструкций газонефтехимических производств, судов, мостов и других сооружений, эксплуатируемых в температурном интервале от —70 до +475°С в зависимости от химического состава и структурного состояния, обеспеченного термообработкой.
8.2. Состав сталей
Одним из наиболее эффективных средств повышения качества низкоуглеродистых сталей является их упрочнение за счет легирования такими элементами, как Si, Мп, и повышения дисперсности структуры посредством термической или термомеханической обработки.
Содержание С в низколегированных сталях ие превышает 0,23 %. В зависимости от легирующих элементов, суммарное содержание которых в составе стали не превышает 5%, различают марганцовистые, кремнемарганцовистые, хромокремнемарганцовистые и другие стали, представленные в табл. 8.1. По содержанию S и Р эти стали можно отнести к качественным
ХИМИЧЕСКИЙ СОСТАВ И МЕХАНИЧЕСКИЕ СВОЙСТВА НИЗКОЛЕГИРОВАННЫХ СТАЛЕЙ
Содержание химических элементов,
Толщина проката, мм
Рис 8 I Определение температуры подогрева в зависимости от Сэкв и толщины свариваемого проката
Для определения температуры подогрева стали с целью предотвращения образования холодных трещин в зависимости от содержания в ней химических элементов и толщины проката можно воспользоваться графиками, приведенными на рис. 8.1
[3] . Значения Сэкв, отложенные по оси абсцисс, определяют как:
Сэкв = с + Мп/6 + Si/5 + Сг/6 +
+ Ni/12+Mo/4 + V/5 + Cu/7+ Р/2.
Здесь символы обозначают содержание соответствующих химических элементов в процентах.
Предельное их содержание не должно превышать 0,5 % С;
1,6% Мп; 1 % Сг; 3,5 % N1;
0,6 % Мо; 1 % Си. Как видно, необходимая температура подогрева возрастает с увеличением степени легированности стали и толщины свариваемого проката.
Другая методическая последовательность, рассмотренная в работе [3], позволяет дифференцированно определять условия подогрева для корневых и заполняющих швов в соответствии с номограммой, представленной на рис. 8.2.
Методика пользования номограммой на примере сварки корневого шва стали толщиной 30 мм при значении тока 250 А, напряжении дуги 25 В, скорости сварки 25 см/мин представлена ниже:
Восстанавливаем перпендикуляр из точки а, соответствующей /=250 А, до пересечения с прямой, соответствующей напряжению 25 В, и получаем точку б в квадранте I. Затем проводим горизонталь б — в до пересечения с прямой, соответствующей скорости сварки 25 см/мин, в квадранте //. После этого опускаем перпендикуляр из точки в до пересечения с кривой, соответствующей толщине проката 30 мм, и получаем точку г; затем проводим горизонталь г — д до пересечения с прямой 1, соответствующей условиям сварки корневого шва в квадранте IV, восстанавливаем перпендикуляр из точки бив точке е определяем температуру подогрева, соответствующую 150 °С
Рис. 8.2. Номограмма для определения режимов сварки и предварительного подогрева сталей с содержанием Сэкв
Специальные стали: виды, примеси для легирования
Для придания сталям особых качеств используют специальные примеси, которые называют легирующими элементами. Они вводятся в состав сплава в процессе выплавки при создании определенных условий. В качестве подобных веществ используют никель, хром, титан, кобальт, молибден, алюминий и другие. В результате получают хромникелевые, марганцевые, кобальтовые, титановые стали и им подобные. Для углеродных сталей применяют в основном марганец и кремний, так как именно эти компоненты в нужных пропорциях придают нужные свойства подобным сплавам.
СВАРКА И СВАРИВАЕМЫЕ МАТЕРИАЛЫ
ПОРИСТЫЕ МАТЕРИАЛЫ НА МЕТАЛЛИЧЕСКОЙ ОСНОВЕ (Третьяков А. Ф.)
39.1. Классификация пористых материалов Пористые материалы (ПМ) на металлической основе применяются в качестве фильтроэлемеитов, смесителей, газовых линз, глушителей шума и др ПМ классифицируются по назначению, химическому составу и типу структурообразующих …
КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ С МЕТАЛЛИЧЕСКОЙ МАТРИЦЕЙ (Чернышова Т. А.)
38.1. Классификация Композиционные материалы — это материалы, армированные наполнителями, определенным образом расположенными в матрице Наполнителями чаще всего являются вещества с высокой энергией межатомных связей, высокопрочные и высокомодульиые, однако в сочетании …