Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.
Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.
Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Как ремонтировать кузов автомашины?
Кузов автомашины можно охарактеризовать как ее главную составляющую часть, которая требует как можно более внимательного отношения к себе. Ему необходим регулярный своевременный уход, качественный ремонт, следует как можно чаще осуществлять проверку его состояния.
Провести сварку автомобильного кузова самостоятельно вполне возможно. Работы надо производить в условиях гаража, а исполнитель должен обладать хотя бы минимальными навыками сварочных работ. Выполнение таких задач своими руками позволит вам избежать значительных трат, которые непременно будут, если сдавать машину на СТО. Расценки на выполнение данных работ достаточно высоки.
Можно ли использовать инвертор для сварки автомобильного кузова?
Чаще всего сварка, в классическом понимании этого слова, выполняется с применением расходных материалов в виде электродов различного состава. С помощью данного вида сварки достаточно легко соединить что либо, процесс не требует большого количества денежных средств. Однако ремонтировать видимую часть кузова данным методом нежелательно, так как сварное соединение очень заметно и его эстетичность оставляет желать лучшего.
Области около в багажнике автомобиля, под крыльями и другие скрытые участки без проблем можно отремонтировать, используя для этого сварочный инвертор. В этом случае важно использовать оборудование небольшого размера, чтобы без проблем ремонтировать участки, к которым трудно подобраться.
При сварке чего-либо инвертором в обязательном порядке необходимо соблюдать все меры безопасности. Поэтому не стоит рисковать безопасностью процесса и пытаться сварить труднодоступную область. Стоит отметить, инвертор чаще сего применяется для громоздких деталей больших размеров.
На сегодняшний день для проведения ремонтных работ с кузовом автомобиля широко применяется как сварка инвертором, так и полуавтоматическими приборами.
Использование того или иного способа сварки имеет свои преимущества и недостатки. В любом случае для того чтобы работать со сварочными аппаратами необходимо обладать специфическими знаниями. Если же вы не имеет никакого опыта в данной отрасли, то весь процесс лучше всего доверить человеку с опытом за плечами. При выполнении сварных соединений большое внимание должно быть уделено уровню безопасности, также помещение должно быть хорошо освещено.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.
После сварочных работ, необходимо обработать кузов против коррозии
Сварки кузовом автомобиля инвертором
Во-первых, ремонт кузова с применением данного метода не занимает много времени. Профессиональный сварщик сможет выполнить все работы в кратчайшие сроки. К помощи инвертора в ремонте кузовов автомобилей обращались еще во времена существования Советского Союза. Большинство автомобильных сервисов с помощью сварки инвертором осуществляют крепеж различного дополнительного оборудования: багажная решетка на крыше, так называемый «кенгурятник», стойки под дополнительные осветительные приборы и т.д.
Сварка инвертором осуществляется с помощью создания тока высоких частот. Большинство бюджетных сварочных инверторных сварочных аппаратов довольно громоздкие. Но дорогостоящие модели могут иметь компактные размеры. Основным преимуществом сварки инвертором является то, что качество итогового сварного соединения практически не зависит от человеческого фактора.
Научиться пользоваться инверторным сварочным оборудованием можно всего лишь за пару тройку часов. Однако ремонт автомобильного кузова с помощью сварки инвертором имеет несколько минусов:
- относительно других методов сварки, данный способ достаточно дорогой;
- с помощью данного оборудования просто невозможно создать шов в том случае, если толщина детали превышает отметку в три миллиметра;
- аппарат очень сильно чувствителен к грязи и пыли, в случае если что-либо попадает внутрь его корпуса, он выйдет их строя.
Можно ли варить автомобиль инверторной сваркой? — Металлы, оборудование, инструкции
В настоящее время инверторными сварочными аппаратами (или инверторами) называются такие сварочные аппараты, которые позволяют осуществлять сварку с помощью электродов.
Cварка автомобиля инвертором: можно ли инвертором варить кузов машины?
Очень часто, приобретая подержанный автомобиль, покупатели сталкиваются с различными проблемами состояния кузова. Перед сделкой необходимо уделить большое внимание даже самым незначительным нюансам, потому что они практически всегда оказывают сильнейшее влияние в будущем.
При покупке подержанной машины большинство людей уделяют должное внимание только техническим характеристикам, внешнему вида, количеству лошадиных сил и т.д. Но как не странно, кузов автомобиля практически не проверяют, а всего лишь бегло осматривают его с внешней части. Стоит сказать, что внутренняя часть кузова не всегда находится в таком же состоянии, как внешняя.
Большинство экспертов говорит нам о том, что практически все модели отечественного автомобильного производства исправно сохраняют первоначальное состояние кузова в течении десяти лет эксплуатации. Иномарки в этом плане выигрывают у наших машин, их кузов может «держать» заводское состояние в течение пятнадцати лет.
Ремонт кузова автомобиля с помощью полуавтоматической сварки
Кузова большинства советских автомобилей создавались очень не качественно. Спустя всего лишь десять лет активного использования кузов начинал гнить и ломаться. Советские модели были гораздо сильнее, чем другие подвержены данному процессу из-за того, что металл просто напросто неправильно окрашивался. Банально в целях экономии краска накладывалась сразу на металл, без выполнения предварительной грунтовки поверхности.
На сегодняшний день автомобилей окрашенных таких способом практически не существует, а те модели, которые были окрашены подобным образом, преобразились с помощью полуавтоматической сварки. Данный метод сварки идеально подходит для ремонта областей пораженных процессом гниения.
Для полуавтоматической сварки используется специальная проволока, она является расходным материалом и может быть создано их различных веществ. Ремонт автомобильного кузова с помощью данного метода на сегодняшний день является самым популярным в нашей стране, это обуславливается его универсальностью. С помощью полуавтоматической сварки можно соединить детали, толщина которых может достигать отметки в шесть миллиметров.
С помощью полуавтоматической сварки можно выполнить следующие манипуляции:
- создать соединения высокой прочности на лонжеронах;
- создать заплатки в областях, подверженных влиянию коррозии;
- выпрямить небольшие вмятины на кузове.
Аппарат полуавтоматической сварки работает с помощью углекислого газа. В процессе выполнения сваривания чего-либо он подается в рабочую область из специального баллона, который находится под давлением. С его помощью удается защитить обрабатываемую область от процесса окисления. Это достигается путем вытеснения кислорода влиянием на него углекислого газа.
Процесс ремонта данным методом подразумевает выполнения постепенного плавление металла. Сварочный агрегат имеет широкие возможности для настройки, вследствие чего шанс прожечь металл насквозь полностью сходит на нет.
Одно из главных преимуществ данного метода сварки является то, что его можно использовать на металлах любого типа. Также если произвести замену углекислого газа аргоном, сварщику откроется доступ для соединения изделий из цветных металлов и нержавеющей антикоррозийной стали. Для получения качественного итогового результата рекомендуется выполнять сварные соединения длиной не более двух сантиметров, интервал между ними должен принимать значение не менее пяти сантиметров. Перед непосредственным выполнением ремонта, область работ в обязательном порядке должна быть загрунтована.
Самостоятельная сварка
Сварка деталей автомобиля под силу и домашнему мастеру. Авто сварка возможна при наличии места для проведения этого процесса и энтузиазма его владельца. Можно ли варить машину обычной сваркой? Разумеется, ведь основные детали автомобиля выполнены из металла.
Разумеется, сварка автомобиля потребует приобретения нужного оборудования, расходных материалов и инструментов. Также следует продумать надежную фиксацию. Следует учесть, что сварка тонкостенных деталей является более сложной и требует знаний тонкости этого процесса.
Первый вопрос у сварщика для осуществления ремонта собственными силами — каким сварочным аппаратом можно варить машину. Удобно это делать полуавтоматами и инверторами.
Для ремонта авто сварочный аппарат может иметь свои достоинства и недостатки. Перед тем, как выбрать сварочный аппарат для автомобиля, следует ознакомиться с их характеристиками и особенностями применения. Выбранный сварочный аппарат для авто поможет ликвидировать все имеющиеся недостатки и позволит пользоваться своим автомобилем еще продолжительное время.
Советы по ремонту автомобильного кузова с помощью сварки своими руками
Соединить детали из очень тонкого металла достаточно трудно. Для этого лучше воспользоваться услугами профессионала, так как самостоятельно вы, скорее всего, просто ухудшите качество металла.
Для начала нужно провести подробный осмотр кузова автомобиля, чтобы понять какие области нуждаются в ремонте. Также с помощью внимательного осмотра вы сможете понять, нужен ли вам капитальный ремонт или можно обойтись небольшим локальным.
Капитальный ремонт предполагает выполнение полномасштабных ремонтных работ, которые чаще всего связаны с заменой какой-либо детали кузова полностью. Если вы имеет все необходимое оборудование и опыт за плечами, вы без проблем сможете выполнить как локальный, так и капитальный ремонт кузова вашего автомобиля
Сварочные работы проводятся для восстановления повреждений или устранения коррозии. Применяются несколько способов выполнения этой задачи. В данном списке особое место занимает сварка поврежденного кузова автомобиля инвертором. Этот метод обеспечивает качественное соединение деталей, и позволяет добраться к труднодоступным зонам. Но у инверторных сварочных аппаратов есть и отрицательные стороны, поэтому такие приборы рекомендуется использовать в отдельных случаях.
Холодная сварка для металла
Холодная сварка представляет собой специальное вещество для соединения металлов без необходимости их разогрева. Благодаря специальному составу, две металлические детали, плотно прижатые друг к другу, образуют неразъёмное и прочное соединение.
Способ ремонта кузовов автомобилей при помощи холодной сварки, позволяет устранить мелкие и крупные дефекты, вернуть первозданный внешний вид транспортному средству.
Что такое холодная сварка и из чего она состоит
Основными компонентами холодной сварки являются: смола, наполнитель и отвердитель. Последнее вещество отвечает за застывание, оно имеет специальную химическую формулу. Наполнитель призван улучшить вязкость холодной сварки, а смола, является основным её синтетическим компонентом.
Чтобы отремонтировать кузов автомобиля, подходит любая холодная сварка для металла.
К основным преимуществам холодной сварки, относятся:
- Быстрое затвердевание, которое происходит за 10-60 минут;
- Лёгкость использование, для этого нужно смешать оба компонента холодной сварки, после чего полученную массу применить для соединения деталей;
- Хорошие свойства касательно механической прочности и выдерживания повышенных температур.
Затвердевшую холодную сварку можно всячески обрабатывать: шлифовать, сверлить, подтачивать.
Ремонт кузова автомобиля холодной сваркой для металла
Чтобы качественно отремонтировать кузов автомобиля холодной сваркой, необходимо правильно подготовить металл.
Во-первых, на ремонтируемом участке кузова не должно остаться следов краски, грязи и грунтовки. Его поверхность должна быть очищена до чистого металла и полностью избавлена от пыли. Также, если на повреждённом участке кузова имеется ржавчина, то от неё нужно обязательно избавиться. Ржавчина сильно вредит сварке, об этом рассказывалось на сайте mmasvarka.ru .
Затем, используя бензин, керосин или растворитель, необходимо хорошо обезжирить подготовленную поверхность. Только после всех вышеперечисленных манипуляций, можно приступать к ремонту кузова автомобиля холодной сваркой.
Как осуществить данную процедуру:
- Если в гараже температура 0 градусов или ниже, то обязательно следует нагреть ремонтируемую поверхность кузова строительным феном;
- Затем необходимо взять нужное количество холодной сварки и тщательно её размять пальцами. При этом смола, наполнитель и отвердитель, должны хорошо перемешаться и стать однородной массой. Если холодная сварка прилипает к рукам, то можно смочить их водой;
- После этого, следует нанести холодную сварку на кузов автомобиля и хорошо её разровнять небольшим шпателем.
После застывания, а время на это может понадобиться разное, все во много зависит от состава холодной сварки, можно приступать к обработке кузова. Как было сказано выше, затвердевшую холодную сварку можно смело шлифовать, и даже нарезать в ней резьбу, если это требуют ремонтные работы.
Основные характеристики оборудования
Инвертор – сварочный прибор, характеризующийся высокой производительностью. При устранении повреждений и креплении деталей сварка автомобиля проводится электродами. Недостаток такого способа – наличие видимых швов. Частота преобразования тока аппарата варьируется в промежутке от 30 до 40 кГц. Несмотря на мощность, агрегат отличается компактными размерами и весом.
При работе с инвертором отмечается ряд преимуществ:
- аппарат быстро нагревает металл;
- производительность оборудования не зависит от стабильности напряжения электросети;
- прибор экономичен на 20% в плане потребления электричества;
- низкий показатель расплавленного металла в процессе сварки;
- простота использования.
Варить машину инвертором могут как работники автосервиса, так и люди без профессионального опыта. Обучение эксплуатации устройства занимает неделю. Недостаток оборудования – высокая стоимость.
Меры предосторожности перед сваркой
Работа с аппаратом сопряжена с некоторыми рисками, поэтому мастер должен соблюдать следующие правила:
- Сварку выполняют в боксах с ширмами, защищающими глаза от светового излучения. Минимальная высота экрана – 150 см.
- При работе в гараже к устранению дефектов кузова приступают после проветривания, включения принудительной вытяжки.
- При сварке в помещениях с повышенной влажностью от поражения током мастера защитят резиновый костюм и коврик. При работе в положении лежа или сидя подкладывают войлок.
- Перед началом сварки осматривают кабель и другие важные компоненты аппарата. Для работы применяют только качественное оборудование и расходные материалы.
- При сварке кузова предварительно сбрасывают массу аккумулятора, что исключает случайное возгорание. При ремонте деталей, расположенных вблизи бензобака, последний демонтируют.
- Передвигать полуавтомат можно только в выключенном состоянии. Во время перерыва оборудование размещают на диэлектрической подставке.
Особенности инверторной сварки
Для использования инвертора потребуется подключение через стандартную розетку к электросети 220 Вольт. Ремонт кузова автомобиля проводится при наличии металлических элементов с очищенной поверхностью. Качество шва зависит от марки и диаметра электрода. В бытовых целях подходящий вариант – сварка электродом с диаметром от 2 до 5 миллиметров. Этого достаточно, чтобы обеспечить создание надежных заплаток.
Основным преимуществом устройства является возможность сварки габаритных деталей. Прибор создает шов на металле толщиной до 3 миллиметров. На поверхности инвертора производитель разместил специальную таблицу. На ней указаны допустимые значения силы тока. Это значение выставляется самостоятельно на основе того, какие размеры имеет электрод и свариваемая деталь.
Инвертор обеспечивает швы высокого качества, и применяется в основном для сварки кузова. Этот прибор также используется для создания сварных швов в местах соединения:
Сварка инвертором
Выбор инвертора является хорошим ответом на вопрос, каким сварочным аппаратом варить машину. С ним нетрудно справиться, поэтому сварочный аппарат для ремонта авто своими руками в виде инвертора является самым подходящим вариантом. Инвертор отличается высокой производительностью.
Сварка инвертором автомобиля обладает следующими достоинствами:
- быстрый нагрев свариваемых поверхностей;
- независимость от работы электросети;
- простота розжига дуги;
- экономичное потребление электричества;
- небольшое количество дефектов;
- простота применения.
Для его использования потребуется подключение к электросети 220 Вт. К сварке инвертором можно приступать только после тщательного очищения соединяемых поверхностей. С помощью инвертора также можно ставить заплатки на проблемные места.
Простота применения сварки инвертором авто сочетается с получением результатов высокого качества. Можно ли варить машину инверторной сваркой имеет неоднозначный ответ. Разумеется, можно, но целесообразно делать это, сваривая толстые детали, к которым, в частности относятся днище и лонжероны. К тому же следует учитывать немалую стоимость этого оборудования. Как варить машину инверторной сваркой, можно узнать, внимательно изучив прилагаемую к прибору инструкцию по эксплуатации.
Чтобы грамотно выбрать для автомобиля сварочный аппарат в виде инвертора следует учитывать следующие моменты:
- Устойчивость к перепадам напряжения.
- Предельные температуры, при которых может использоваться оборудование, подвергнувшееся сварке с помощью инвертора.
- Диаметры электродов, используемых в инверторе.
Электроды диаметром два миллиметра применяют для тонких деталей — на крыльях и дверках, а диаметром четыре миллиметра — для работ на кузове.
Перед тем, как начинать автомобильные сварочные работы, следует обратить внимание на влажность помещения, где будет происходить процесс и обеспечить его минимальное значение. Это снизит вероятность попадания капелек воды в шов при сварке, что может вызвать образование маленьких раковин и разрушение шва. При существенных коррозионных повреждениях края будущего шва обрабатывают специальной грунтовкой.
Сварка машины инвертором применяется, если необходимо произвести ремонтные работы в области багажника, под крыльями, а также другими скрытыми участками автомобиля.
Желательно выбирать инвертор с плавной регулировкой. При сварке инвертором тонкостенных деталей автомобиля следует устанавливать обратную полярность. Это поможет избежать появления прожогов деталей и изменение их формы.
Выбор инвертора
Инверторные аппараты могут похвастаться портативностью. Но качества шва зависит от ряда показателей, один из которых — равномерная подача напряжения. Выбор подходящего аппарата выполняется на основе ряда показателей:
- насколько прибор устойчив к работе с нестабильным напряжением – допустимый коэффициент защиты, указанный на устройства, должен составлять от 20 до 25%;
- допустимая температура при эксплуатации – от –40 градусов по Цельсию до +40 градусов по Цельсию;
- диаметр электрода – зависит от толщины свариваемых деталей (№2 – для тонких элементов, №4 – для компонентов с большой толщиной).
При отсутствии аппарата, соответствующего необходимым характеристикам, добиться надежности крепления сварного шва достаточно сложно.
На некоторых моделях в качестве дополнительных возможностей значатся системы:
На устройстве могут быть указаны и другие функции, якобы позволяющие добиться шва с более высоким качеством, чем при использовании аналогов. На самом деле, дополнительные возможности – рекламный ход от производителя, рассчитанный на неопытных пользователей. Практически все современные и отечественные сварочные инверторы априори оснащены такими функциями.
Рихтовка кузовных панелей
После восстановления геометрии кузова производят рихтовку его панелей. Для рихтовки применяют широкий набор ручного инструмента: молотки различной формы, резиновые и деревянные киянки, рычаги и прижимы, различные зубила, ножницы, ножовку, ручные наковальни разной формы и т. д. (рис. 24, 25, 26). Для восстановления поврежденной поверхности с сохранением лакокрасочного покрытия применяют молотки-гладилки или молотки с вставной ударной частью из мягких металлов (медь, свинец) и синтетических материалов. Рабочая часть всех рихтовочных молотков выполняется по радиусу и не должна иметь повреждений (забоин, царапин, рисок).
Рис. 24. Молотки для правки кузова: а – рихтовочный; б – облегченного типа; в – для загибки фланцев; г – с выпуклой ударной частью; д – специальный с насечкой рабочей части; е – молоток-гладилка
Рис. 25. Рычаги и прижимы для исправления вмятин: а – рычаг для исправления дефектов штамповки; б – рычаг для рихтовки крыльев после окраски; в – рычаг-прижим; г – рычаг для исправления вмятин; д – рычаг пластинчатый для исправления вмятин в труднодоступных местах; е – рычаг для исправления разных дефектов; ж – рычаг для предварительной правки; з – рычаг для устранения больших деформаций
Рис. 26. Фасонные плиты, оправки, наковальни: а – плита для чистовой отделки поверхности лицевых деталей; б – плита для исправления вмятин; в, г – наковальни для восстановления профиля деталей; д) оправка для исправления фланцев и желобов; е – плита для отделки плоских поверхностей
Для правки деталей из тонколистового металла, имеющих большие деформации, используют деревянные молотки (киянки). Фасонные плиты и ручные наковальни используют в качестве поддержек, располагая их под деформированными участками панели (рис. 27).
Когда молоток и наковальня используются вместе, то наковальня служит для поднятия металла на вдавленном участке, а молоток – для придания панели правильной формы. Рабочие поверхности этих инструментов всегда должны быть хорошо отполированы и храниться соответствующим образом.
Рис. 27. Рихтовка поверхности крыла кузова в легкодоступном месте
Некоторые из них дополнительно хромируют и доводят их поверхность до идеальной чистоты, что позволяет проводить рихтовку небольших вмятин или выпуклостей на лицевых панелях кузова без повреждения окрасочного слоя.
На рис. 28 показаны приемы рихтовки незначительных вмятин с использованием ручной наковальни и молотка; на рис. 29 – с использованием рычагов-прижимов. Для удаления вмятин панелей в тех случаях, когда удары обычным молотком изнутри кузова невозможны, может быть использован вытягивающий молоток, который состоит из стержня, рукоятки и массивной втулки, надетой на стержень. Конец стержня имеет зажим для закрепления проволоки. Проволока приваривается в центре вмятины панели, к рукоятке прикладывают одной рукой вытягивающее усилие, а другой рукой двигают массивную втулку и наносят удары по рукоятке (рис. 30). После вытягивания панели приваренную проволоку срезают.
Рис. 28. Схема устранения вмятин на плоской и выпуклой поверхностях (цифрами показана последовательность нанесения ударов)
Рис. 29. Правка панелей с использованием прижимов и рычагов
Рис. 30. Схема вытягивания вмятины
Существуют комплекты оборудования, которые позволяют вытягивать вмятины большой площади. В основе этой технологии правки принцип плавного приложения деформирующего усилия только снаружи панели (рис. 31). Это позволяет не разбирать панель автомобиля изнутри, что обычно отнимает достаточно много сил и времени, требует значительных материальных затрат на замену испорченных пластиковых деталей, пистонов и прочих отделочных элементов. Плавное нагружение зоны деформации позволяет точно дозировать усилие и контролировать процесс выправления, при необходимости одновременно производить рихтовку молотком или локальный нагрев.
Рис. 31. Схема вытяжки с использованием рычажного прихвата
В комплект специальных приспособлений и инструмента входят споттер, насадка-электрод, шайбы разной формы, обрезиненные опорные площадки, оснастка различной конструкции для создания тянущего усилия на основе принципа работы рычага или винта (рис. 32).
Рис. 32. Комплект оснастки для вытяжки с винтовым прихватом
Принцип вытяжки с прихватом заключается в следующем. Специальную шайбу (насадку) контактной сваркой «прихватывают» к поврежденному месту. Специальный маломощный аппарат для сварки (споттер) позволяет оплавлять металл панели на глубину 0,1…0,2 мм. Это обеспечивает в дальнейшем легкое срывание насадки практически без повреждения поверхностного слоя металла и возможность многоразового ее использования. Аппарат снабжен также электродом для локального нагрева выправляемого участка в сложных ситуациях. После этого рычажным или винтовым устройством через точки опоры вытягивают вмятину до линии первоначального профиля.
Существует также технология устранения кузовных дефектов, когда ремонтный прихват не приваривается, а приклеивается к панели кузова, с приложением к нему плавного и точно дозированного усилия правки. Такая технология восстановления повреждений позволяет снизить трудозатраты на жестяные и малярные работы, применима для правки алюминиевых панелей. Оснастка и расходные материалы дешевле, чем споттер и аксессуары к нему. В ряде случаев, если в зоне дефекта декоративное покрытие не повреждено, после правки можно обойтись вообще без малярных работ. Весь комплект инструмента и материалов для работы размещается в небольшом чемоданчике.
Главное внимание при этой технологии необходимо уделить операции приклеивания. На торец прихвата с помощью теплового пистолета наносится горячий клей. Через 2…5 с прихват плотно прижимается к поврежденному участку и удерживается в таком положении около пяти минут. После охлаждения клея до комнатной температуры образуется прочное соединение. Далее с помощью регулируемого двухопорного приспособления с учетом особенностей повреждения выполняется вытяжка вмятины. Винты-регуляторы позволяют установить устройство в любом месте панели кузова. Срыв приклеенного прихвата может быть произведен при его нагреве.
В некоторых случаях рихтовку панели удобнее вести после того, как она будет снята с кузова. На рис. 33 показана такая операция при использовании стационарной плоской наковальни или в комбинации с ручной наковальней.
Очень часто при ДТП удар по панели кузова приводит к остаточной пластической деформации листового металла, проявляющейся в виде выпучины.
Рихтовка такой панели должна обеспечить осаживание металла выпучины и получение исходного профиля панели. Это достигается
Рис. 33. Исправление деформации снятой с кузова панели: а – исходный (требуемый) профиль панели; б – профиль панели после деформации
Рис. 34. Осаживание выпучины на наковальне: 1 – пластина с насечками; 2 – наковальня
различными методами. На рис. 34 показана рихтовка снятой панели с использованием наковальни и особого инструмента в виде пластины с насечками, по которой наносят удары молотком. Острые насечки в момент удара удерживают металл от расплывания, и лист металла опускается плоскопараллельно вниз.
Часто осаживание выпучины производят без снятия панели методом выстукивания специальным молотком с заостренных бойком, напоминающим кернер. Каждый удар приводит к образованию лунки, при большом числе таких лунок их общая поверхность становится равной поверхности выпучины, что приводит к возвращению контура панели к исходному профилю (рис. 35). Удары наносят кругообразно по всей поверхности выпучины, начиная с ее центра. В дальнейшем выравнивание обработанного таким образом участка панели обеспечивается шпатлеванием.
Рис. 35. Осаживание выпучины «выстукиванием»
Следующим методом устранения выпучины является точечный нагрев металла с последующим быстрым охлаждением. Нагрев металла
докрасна производят электродуговой сваркой с использованием угольного или неплавящегося вольфрамового электрода (может использоваться и газовая горелка). При точечном нагреве небольшого участка до пластичного состояния прилегающие к нему зоны хотя и меньше, но тоже нагреваются, что сопровождается температурным расширением металла. Расширяющийся металл не может вдвигаться в зону холодного твердого металла, а пластичная зона не оказывает сопротивления, и расширяющийся металл вдвигается в эту зону. При охлаждении нагретого точечного участка металл перестает быть пластичным, а при дальнейшем охлаждении нагретой зоны возникают растягивающие напряжения, под действием которых выпучина стягивается.
Для ускорения процесса охлаждения нагретых точек используют обдув панели воздухом или смачивание водой (зимой – льдом). Точечный нагрев производят по спирали, двигаясь от периферии к центру выпучины (рис. 36). Если с первого раза выпучина не устраняется полностью, то операцию повторяют.
Рис. 36. Последовательность точечного нагрева панели при устранении выпучины
Эффективность осаживания выпучины может быть повышена, если параллельно с нагревом использовать метод прямой ковки, т. е. обстукивать выпучину алюминиевым молотком.
Тепловой способ может быть использован для устранения на панелях крыши, капота и т. д. мелких впадин – «повреждений градом».
Газовой горелкой панель в зоне вмятины спиралеобразно, начиная с периферии и двигаясь к центру, нагревают, пока не начнется температурное изменение цвета лакокрасочного покрытия. За счет расширения металла в зоне нагрева впадина испытывает сжимающие напряжения, происходит как бы излом ее кромок, и она приподнимается над общей поверхностью панели (рис. 37). После этого приподнятые кромки начинают обрабатывать холодным напильником, зубья которого, врезаясь в металл, интенсивно отводят тепло, что приводит к охлаждению кольца металла вокруг вмятины и его отверждению. Остывающий чуть позже металл внутри кольца также сужается, что приводит к возникновению растягивающих напряжений и вытягиванию вмятины. Операция может быть повторена несколько раз. При правильно подобранном режиме тепловой обработки окрашенный слой на другой стороне панели не нарушается и отклеивание элементов обивки не происходит. Время, необходимое для устранения вмятины, составляет около 5 мин. После устранения вмятины панель подлежит окраске.
Рис. 37. Устранение точечной вмятины тепловым способом
Устранение небольших вмятин на панели без необходимости последующей окраски производится с помощью специального приспособления рычажного типа с тросовым приводом (по принципу ручного тормоза велосипеда). При нажатии на рукоятку привода из корпуса устройства выдвигается шток с магнитным наконечником. Приспособление устанавливают с внутренней стороны деформированной панели и винтовыми упорами в усилители, ребра жесткости дверей и другие элементы кузова закрепляют в таком положении. О том, что выдвижной шток с магнитным наконечником расположен
строго на вмятине, судят по положению стального шарика диаметром 0,5…0,7 мм, который удерживается силой магнита на наружной стороне панели. После этого, нажимая на рукоятку тросового привода, выталкивают вмятину, наблюдая за бликами света на блестящей окрашенной поверхности.
Подготовительные работы
Для запуска инвертора используется подключение к стандартной электросети. Предварительно необходимо проверить, способна ли электропроводка выдержать нагрузку оборудования с показателем 16А. В случае надобности прибор подключается к аккумулятору транспортного средства.
Инвертор включается пошагово:
- к отрицательной клемме подключается черный зажим;
- к положительной клемме подключается красный зажим;
- проводится присоединение дополнительных элементов к сварочному аппарату;
- прибор запускается в тестовом режиме.
Если в свободном доступе имеется сеть на 24 В, на ней нельзя работать с устройством на 12 В. Одновременно допускается использование только одного аппарата.
Автомобиль очищается от пыли и загрязнений. Если возникает подобная необходимость – снимаются компоненты, усложняющие работу. Показатель влажности в помещении необходимо снизить до минимума.
Виды соединений сварных элементов
Прежде чем определиться, как правильно варить, следует узнать, какие швы существуют. Свариваемые соединения, благодаря которым обеспечивается сварка кузова авто, делятся на два вида: стыковые и угловые. Соединения встык однотипные. Обычно эти соединения используются, если ремонт кузова выполняется из неровных деталей. В связи с этим сварной шов может иметь непрерывную или прерывистую траекторию. Для приваривания деталей встык через прокладку используются сварные электрозаклепки. Они бывают:
- выпуклыми;
- нормальными;
- вогнутыми.
Это метод точечной сварки, предполагающий проделывание в детали небольших отверстий на расстоянии 0,5-2 см друг от друга. Через них обеспечивается соединение элементов. Иногда метод может использоваться для соединения внахлест.
Угловые соединения в автомашине подразделяются на три подвида:
- внахлест – свариваемые детали расположены параллельно, и частично перекрывают друг друга;
- угловые – свариваемые детали размещены под углом по отношению друг к другу, и соединены в местах соприкосновения краев;
- тавровые – одна из деталей торцевой частью примыкает к боковой поверхности другой детали.
При наличии серьезных повреждений сварочные кузовные работы осуществляются с использованием различных способов соединения деталей.
Пошаговая инструкция сварки кузова
Инверторный сварочный аппарат позволяет соединить детали толщиной от 0,8 миллиметров. Максимальная толщина элементов машины не должна превышать 6 миллиметров. Перед тем, как варить кузов автомобиля, необходимо определить объем работ, и закрыть части кузова, сварка которых проводиться не будет.
Если сварка используется при устранении коррозии своими руками:
- срезается часть металла, поврежденная коррозией, иле же детали удаляются полностью;
- края, по которым проходит срез, грунтуются;
- после обработки при помощи инвертора привариваются отдельные отрезки металла, или целые детали.
Если на поверхность крепятся новые элементы, сваривать инвертором следует при помощи электродного пошагового метода:
- длина швов составляет два сантиметра;
- интервал между швами не превышает шести сантиметров;
- после прохода по всему периметру детали, производится полноценная сварка.
Эта система позволяет обеспечить высокий показатель прочности и жесткости сварного шва. Для обработки швов после сварки потребуется болгарка. Если не выполнить шлифовальные и покрасочные работы, крепление быстро придет в негодность.
При поэтапной сварке следует делать перерывы, необходимые для остывания раскаленного металла. Длительность в зависимости от толщины деталей может составлять несколько часов.
Как научиться сваривать металл инвертором
Начинают обучение с розжига дуги. Для этого вам понадобится кроме аппарата, металла (толщиной 5-6 мм) и электрода еще маска и краги (плотные кожаные перчатки) сварщика, а также плотная одежда и ботинки из толстой кожи — для защиты от искр и окалины.
Начинают работу с подключения сварочных кабелей. Затем в держатель вставляют выбранный электрод (для начала возьмите МР 3 диаметром 3 мм — они легко зажигаются и хорошо варят). После включают питание, выставляют сварочный ток (смотрите таблицу). Для электрода 3 мм диаметром выставляют ток 90-120 А. Ток в процессе сварки может корректироваться. Если вы видите, что получается не валик, а просто какие-то несвязные полоски, увеличьте его. Если же наоборот, металл очень жидкий и двигать сварную ванну сложно, уменьшайте. Настройки очень сильно зависят от аппарата и выбранного электрода. Так что пробуйте, меняйте. Выставив ток надевают маску сварщика (новичкам будет проще работать в маске-хамелеоне), можно работать.
Общие рекомендации по выбору диаметра электрода в зависимости от толщины металла
Сварка инвертором для начинающих начинается с обучения розжигу дуги. Есть два метода: несколько раз стукнуть кончиком электрода по детали или чиркнуть им, как спичкой. Оба метода работают. Каким вам будет удобнее, тем и пользуйтесь. Но на будущее учтите, что чиркать нужно вдоль линии шва — чтобы следов на изделии не оставалось. Чтобы устойчиво разжигать дугу вам придется поупражняться некоторое время и сжечь несколько электродов.
Когда дуга зажигается уже без проблем, можно двигаться дальше — осваивать движения. Делают это прокладывая на толстом металле валики. На металлической пластине рисуете мелом черту, которая будет заменять вам шов. Потом зажигаете дугу. В том месте, куда она уперлась, плавится металл и покрывается пленкой жидкого шлака. Это место называют сварочной ванной. Вот ее и придется вам двигать вдоль нарисованной линии. Делают это одним из движений, показанных на рисунке выше.
Чтобы ванна двигалась, электрод нужно немного наклонить, примерно под углом 50-45°. У кого-то угол больше, у кого-то меньше. Вообще, наклоняя электрод, вы меняете размеры (ширину) сварной ванны. Можете поэкспериментировать: в сварке очень много разных техник и важно только чтобы шов был качественным, а как вы этого добьетесь — ваше дело, тем более, что работать вы будете на себя и для себя.
Есть два основных рабочих положения электрода: углом вперед, и углом назад. При сварке углом вперед получаем меньший нагрев, шов получится шире. Эту технику используют при сварке тонких металлов. Толстые сваривают, как правило, углом назад.
Положения электрода при сварке и их использование
Но угол наклона — это не все параметры, которые придется выдерживать. Есть еще длина дуги. Это расстояние от кончика электрода до поверхности детали. Средняя дуга — 2-3 мм, короткая — 1 мм или вообще впритык, длинная — 5 мм и больше — до отрыва. Практика начинается с работы на средней длине дуги. Выдерживайте до металла 2-3 мм. Тогда шов будет получатся ровнее и качественнее: при слишком большом зазоре дуга начинает скакать, прогрев металла недостаточный, шов получается размазанным, соединение ненадежным. При короткой дуге возникает другая проблема — шов слишком выпуклый из-за того, что зона разогрева слишком мала. Это тоже нехорошо, так как остаются подрезы — канавки вдоль шва на детали — уменьшающие прочность соединения.
Длина сварочной дуги и ее влияние на качество шва
Потренировавшись какое-то время на укладке валиков разными движениями, вы сле того как валики получаются одинаковой ширины, чешуйки наплавки имеют приблизительно одинаковые размеры, можно пробовать варить швы. Вы можете почитать о типах швов и соединений, а также их подготовке тут, а можете посмотреть еще один урок «Сварка для чайников».
Основы сварки инвертором для начинающих все. Вам осталась только практика: нужно извести не один электрод на тренировку. Даже, может быть, не один килограмм. Когда рука будет сама совершать все движения, вам все покажется совсем несложным.
Чтобы закрепить полученные знания, попробуйте для начала немного натренировать руку без электрода, отрабатывая движения держа в руке карандаш. Тоже неплохой вариант, может он вам покажется более приемлемым. В этом видео-уроке по сварке инвертором для начинающих очень толково, просто и доступно все изложено. Если остались какие-то неясности, просмотрите. Поймете, как правильно варить инверторной сваркой. Для начинающих сварщиков много полезного.
И напоследок о некоторых особенностях эксплуатации сварочных инверторов. Они очень боятся пыли, особенно металлической. Потому желательно рядом с ними не пользоваться болгаркой и проводить регулярную чистку пылесосом внутри (после того как закончен гарантийный срок). Не рекомендуется ими работать на дожде или во влажных помещениях. Особенно это касается недорогих бытовых моделей. Хоть у них есть защита от поражения электротоком, но лучше все-таки перестраховаться.
Выбирая электроды обращайте внимание на область их использования: они должны подходить для работы постоянным током. При сварке на самом большом токе или напряжении режим работы прерывистый. Он указан для каждого аппарата в паспорте.
Средства защиты
Сварщику, работающему с инвертором, необходимо обеспечить собственную защиту в процессе осуществления задачи. Данное условие выполняется при помощи:
- маски;
- перчаток;
- огнезащитного комбинезона.
Средства защиты должны максимально закрывать тело во время сварки. Необходимо следить за тем, чтобы на одежде не было складок и карманов, куда попадают раскаленные или расплавленные частицы металла.
Без спецодежды невозможно обеспечить достаточный уровень безопасности, поэтому не стоит рисковать, если защитная форма отсутствует. Также в рабочем помещении рекомендуется наличие огнетушителя или емкости с водой на случай возгорания.
Корпус авто является важной частью транспортного средства, как и прочие узлы или детали. Корпус находится в зоне риска, являясь буфером при соприкосновении с внешней средой — неизбежное механическое воздействие окружающих предметов, других транспортных средств и объектов при дорожно-транспортных происшествиях гарантированно приводит к поломкам и нарушению формы элементов деталей и потере внешнего привлекательного вида. Не стоит забывать и об агрессивном воздействии окружающей среды — влага, грязь и соль становятся причиной появления пятен коррозии и трещин. Во всех перечисленных случаях требуется кузовной ремонт автомобиля.
Сварка кузовных элементов
Для устранения повреждений кузовов в результате аварии или коррозии применяются различные способы сварки (рис. 38). Правильный выбор способа сварки важен с позиций качества сварного шва и производительности процесса.
В современной сварочной технике (применительно к автомобильной промышленности) в основном используют следующие способы сварки: электроконтактную, газовую ручную и электродуговую. При изготовлении кузовов легковых автомобилей на заводах массового производства предпочтение отдается электроконтактной точечной сварке (около 80%) как самой производительной для деталей из тонколистовой малоуглеродистой стали, 15% кузовных деталей соединяют точечной и шовной сваркой в среде защитного газа и около 5%
– ручной газовой сваркой и твердой пайкой.
Широко применять контактную сварку для восстановления кузовов почти невозможно из-за характерных повреждений, весьма сложной конфигурации узлов несущего кузова и трудного доступа к местам сварки. Поэтому в ремонтной технологии кузовов легковых автомобилей основными методами соединения кузовных деталей и узлов являются ручная газовая сварка и электродуговая сварка в среде защитных газов.
Рис. 38. Способы выполнения сварочных швов, их виды: а – тавровый; б – нахлесточный; в – угловой; г – стыковой; д – горизонтальное выполнение шва; е – вертикальное; ж – нижнее; з – потолочное выполнение шва
Газовая сварка применяется для прихватки панелей друг к другу при сборке кузова, нанесения латунных припоев в местах концентрации напряжений и выполнения ряда других операций. Основными недостатками газовой сварки являются значительное коробление свариваемых деталей, их перегрев и высокая трудоемкость доводки поверхности. В то же время простота технологии и доступность используемого оборудования до сих пор обусловливают широкое применение газовой сварки при ремонте кузовов.
При ремонте кузовов сваркой в среде защитного газа в качестве последнего используют углекислый газ СО2 (рис. 39). А поскольку он не является нейтральным, то в целях уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих примесей (марганца, кремния). При этом получается беспористый шов с хорошими механическими свойствами.
Рис. 39. Сварка кузова с помощью полуавтоматической установки: 1 – сварочная горелка; 2 – источник питания; 3 – баллон с защитным газом
Независимо от вида применяемой сварки существуют два способа соединения кузовных панелей и их фрагментов – внахлестку и встык. Перед сваркой кромки тщательно зачищаются и выполняется антикоррозионная обработка закрываемых поверхностей специальными токопроводящими пастами или грунтами.
При соединении лицевых панелей внахлестку их кромки предварительно профилируются и тщательно подгоняются так, чтобы они плотно прилегали друг к другу. Затем детали фиксируются в этом положении быстродействующими зажимами и свариваются прерывистым или сплошным швом за край одной из деталей.
При соединении панелей встык производится сварка их кромок без подкладной ленты или с лентой. При соединении без подкладной ленты детали подгоняются так, чтобы зазор в месте соединения не превышал полутора диаметров присадочной проволоки. Накладка краев деталей в этом случае не допускается. После примерки и окончательной подгонки детали фиксируются быстродействующими зажимами. При соединении панелей встык с подкладной лентой соблюдение точного зазора между кромками деталей не требуется. Прочность соединения достигается за счет перекрытия зоны соединения подкладочной лентой шириной 30…40 мм.
Поскольку при ремонте возможность использования точечной сварки ограничена, приварку новой панели осуществляют сварочным полуавтоматом проволокой в среде защитных газов через отверстия диаметром 5 мм, которые с шагом 40…50 мм выполняют специальным дыроколом или путем сверления по кромке крепления панели. Такой вид соединения часто называют электрозаклепкой. В тех случаях, когда заменяют часть панели, ее отрезают ножницами, а кромку оставшейся части отформовывают специальными клещами (рис. 40).
Рис. 40. Соединение панели с отформованной кромкой
Предварительное крепление панели на кузове производят с использованием специальных монтажных скоб, струбцин и т. п. Если положение заменяемой панели влияет на условия сопряжения с ней других элементов кузова (крышки багажника, капота и т. п.), то панель вначале «наживляют» пайкой латунью в 3…4 точках с использованием газовой горелки. Убедившись в том, что положение панели на кузове правильное, производят её окончательную приварку. После завершения сварки наплывы по точкам сварки зачищают шлифовальной машинкой заподлицо с плоскостью панели.
В случае необходимости для воспроизведения соединения, выполненного на заводе-производителе с отбортовкой кромок на величину ..10 мм под углом 90°, одну из кромок перфорируют (пробивают отверстия) и проводят сварку электрозаклепками.
Сварку несущих элементов кузова (лонжеронов, стоек и т. д.) производят встык, после чего шов зачищают и усиливают накладкой из листовой стали толщиной 1,5…2 мм. Для изготовления накладки предварительно ножницами вырезают из ватмана выкройку, форму которой подгоняют к месту установки накладки. Далее по выкройке вырезают заготовку накладки, при необходимости сверлят в ней отверстия под шпильки или винты и отверстия диаметром 8 мм под сварку (электрозаклепку). Используя слесарный инструмент, заготовке придают нужную форму и приваривают ее к кузову.
Следует отметить, что недопустимо соединять точками два конца прямолинейного шва, а затем выполнять промежуточные точки, так как при этом возникает расширение в противоположных направлениях, которое ведет к деформации кромок. Также нельзя начинать сварку с края детали, поскольку кромки расходятся. Сварку следует начинать с внутренней (серединной) части шва и вести в направлении одного из концов детали. Затем производится сварка оставшейся части детали – от выполненной части шва с постепенным перемещением к другому концу детали (рис. 41).
Рис. 41. Последовательность выполнения сварных точек: а – при наложении прямолинейного шва; б – формирование угла прихваткой точками; в – прихватка трещин и изломов; г – сварка точками замкнутого шва
Полуавтоматическая сварка в среде защитного газа технологически достаточно проста. Главными задачами сварщика являются поддержание постоянного вылета электрода, равномерное перемещение горелки вдоль шва, сохранение определенного наклона газового наконечника относительно детали и направления перемещения электрода. Этим требованиям отвечают сварочные наконечники нескольких типов: для сварки непрерывным швом, для точечной сварки, для подварки шпилек, используемых при правке кузова автомобиля.
Внутренняя изоляция наконечников позволяет вести сварку даже при касании ими свариваемой детали. Некоторые современные газовые наконечники имеют специальное покрытие, уменьшающее налипание брызг металла на внутреннюю поверхность наконечника. С этой же целью используются специальные пасты и спреи, регулярное применение которых позволяет значительно увеличить срок службы наконечника.
Качество сварного шва зависит и от степени износа внутреннего отверстия токового наконечника. При изношенном отверстии ухудшается электрический контакт, что приводит к нестабильности дуги и повышенному разбрызгиванию металла. Токовый наконечник является таким же расходным материалом, как сварочная проволока или газ. Недостаточная скорость подачи сварочной проволоки или слишком малый расход защитного газа приводят к сильному перегреву наконечника и быстрому его износу. Недостаточная подача газа в зону сварки вызывает перегрев сварочной ванны с возможным прожиганием металла, а избыток – повышенное растекание и перегрев периферийных областей шва с возникновением механических напряжений.
При сварке листов металла толщиной около 1 мм расход газа не должен превышать ..12 л/мин. Стандартного баллона в малогабаритном полуавтомате обычно хватает на один час непрерывной работы, что позволяет выполнить шов длиной 40…50 м.
Техника полуавтоматической сварки в среде защитного газа строится с учетом следующих положений:
- при вертикальном положении газового наконечника металл прогревается достаточно равномерно, но при этом затрудняется наблюдение за дугой и мелкие капли металла из зоны сварки попадают на газовый наконечник, что уменьшает срок его службы;
- при наклоне электрода в сторону, противоположную направлению перемещения (углом вперед), разбрызгивание снижается. В этом случае глубина проплавления уменьшается, шов становится шире, снижается вероятность прожигания тонкого металла;
- при наклоне горелки в противоположную направлению перемещения
сторону (углом назад) за счет дополнительного нагрева металл дольше остается в жидком состоянии, глубина проплавления увеличивается, ширина шва уменьшается. Сварку вертикальных швов следует вести углом назад, направляя дугу на переднюю часть сварочной ванны, что предотвращает стекание металла вниз, способствует увеличению проплавления корня шва и исключает натеки по его краям;
- при сварке листов различной толщины выбирается такое положение горелки, при котором отходящий газ направляется в сторону более массивной детали;
- потолочные швы ведутся углом назад на максимально возможных
токах. Дуга и поток газа направляются непосредственно в ванну жидкого металла, что уменьшает его стекание. С этой целью увеличивают расход газа;
- увеличить массу шва можно путем зигзагообразных движений горелки. Можно положить металл и поверх уже остывшего шва;
- при точечной сварке (электрозаклепками) положение горелки должно быть вертикальным;
- для каждого диаметра проволоки свои параметры режима сварки (напряжение и ток). Ток сварки пропорционален произведению площади сечения проволоки и скорости ее подачи.
Тонкая настройка параметров режима сварки сводится к регулированию скорости подачи сварочной проволоки при среднем значении напряжения, взятом из справочника. Регулирование заканчивается при достижении устойчивого горения дуги. Уточнить параметры настройки можно путем анализа формы и качества полученного шва. Решающую роль здесь играет опыт сварщика.
Общим положением для проведения сварочных работ на всех режимах является надежное соединение заземляющего кабеля с ремонтируемым кузовом. Место заземления должно быть минимально удалено от места сварки. Кроме того, необходим надежный контакт между проволочным электродом и первым листом, между двумя наложенными листами и между вторым листом и массой. Величина нахлестки зависит от толщины металла свариваемых деталей – она должна быть равна 15 толщинам верхнего листа.
Сварочные полуавтоматы обеспечивают получение качественных швов во всех пространственных положениях, что особенно важно при ремонте кузова легкового автомобиля. На качество шва влияет тщательность очистки кузовных деталей от краски, ржавчины и масла перед проведением сварочных работ.
При выполнении точечной сварки конец горелки с опорными ножками приставляется к свариваемой поверхности панели и слегка прижимается для обеспечения плотного контакта между деталями (рис. 42). Включатель горелки необходимо нажать и быстро отпустить. Образовавшаяся дуга расплавляет металл верхней детали, проходит его насквозь, затем расплавляет металл нижней детали.
Рис. 42. Способы сварки (а) и установка горелки при точечной сварке по отверстиям (б): 1 – сварка сплошным швом; 2 – сварка внахлестку по отверстиям; 3 – опорные ножки газового сопла
Благодаря высокому качеству сварки и незначительному выступанию сварочных точек над поверхностью основного металла этот способ эффективен для сварки лицевых панелей, так как значительно сокращает затраты на шлифование поверхностей в местах сварки. При выборе шага сварочных точек ориентиром может служить число точек, которыми деталь была приварена к кузову на заводе-производителе. Сварка выполняется по отверстиям, полученным при отсоединении поврежденных деталей.
Электроконтактная точечная сварка, выполняемая с помощью специального оборудования, является наиболее перспективной при ремонте кузовов автомобилей (рис. 43). По сравнению со сваркой в среде защитного газа свариваемые детали нагреваются меньше, в результате исключается необходимость выполнения подготовительных операций (перфорирования фланцев). Места соединения почти незаметны, что позволяет сократить трудоемкость операций по подготовке к окраске. При электроконтактной точечной сварке практически не меняется качество металла в соединении, что обеспечивает длительную эксплуатацию отремонтированного узла кузова.
Рис. 43. Ручные сварочные клещи (а) и универсальный аппарат контактной сварки (б): 1 – тележка; 2 — внешний источник тока; 3 – споттер; 4 – балансир; 5 – гибкий кабель; 6 – сварочные клещи; 7 – сменные электроды
Однако этот вид сварки имеет и ряд недостатков:
- повышенные требования к чистоте свариваемых поверхностей;
- необходимость большого набора сменных специальных держателей с электродами для обеспечения двустороннего доступа к различным участкам кузова;
- необходимость обеспечения требуемого усилия сжатия;
- достаточно большая масса клещей для точечной сварки по сравнению с массой горелки сварочного полуавтомата, что несколько усложняет проведение сварочных работ.
Для получения сварочной точки хорошо зачищенные свариваемые детали необходимо собрать внахлестку, сжать с определенным усилием и пропустить через место контакта импульс тока необходимой длительности (0,01…0,5 с). В этом случае на границе контакта деталей образуется зона расплава, которую называют ядром точки. По завершении протекания тока, кристаллизуясь под воздействием сжимающего усилия, ядро образует прочное соединение.
К параметрам режима сварки, обусловливающим прочность сварного соединения, относятся диаметр электродов, сила тока, усилие сжатия, время сварки. Помимо этого на качество сварки влияет шаг сварочных точек и их расстояние до края листа.
Все параметры режима сварки устанавливаются в зависимости от толщины свариваемых панелей, их шероховатости и сопрягаемых свариваемых кромок. Практика показывает, что при правильном выборе режимов сварки после отключения сварочного тока поверхность более тонкой из свариваемых деталей на короткое время краснеет. Сохранение покраснения в течение продолжительного времени означает, что длительность импульса либо сила тока слишком велика.
Проверка качества сварного соединения производится при испытании точки на разрыв. Если при отрыве точки на одной из деталей остается столбик металла, по диаметру равный ядру, а на другой детали – сквозное отверстие, то соединение (в этой точке) считается качественным. Для обеспечения гарантированного качества сварки перед началом работы проводятся регулирование сварочного аппарата и настройка параметров режима сварки при выполнении пробных сварных образцов.
Даже при высокой квалификации рихтовщика не всегда удается достаточно хорошо выровнять панели кузова. В этом случае на месте выполнения сварочных работ может быть проведено выравнивание панелей оловянным припоем (обычно 25% олова, остальное – свинец). Оловянный припой обладает хорошей адгезией, не отслаивается под действием вибраций и меняющихся температур кузова, защищает
его от коррозии, т. е. является ценным материалом для ремонта кузова. Температура лужения кузова находится в интервале 186…260С. В качестве флюса для пайки используют специальную пастообразную полуду или хлористый цинк – «паяльную кислоту», которую кисточкой наносят на место лужения после тщательной зачистки его металлической щеткой (иглофрезой).
Нагрев кузова производят горелкой для газовой сварки с избытком ацетилена (светло-голубое пламя длиной около 5 см), конец прутка припоя также нагревают горелкой. После разогрева выравниваемого участка кузова его протирают хлопчатобумажной ветошью, очищая от остатков флюса, и к впадинам прижимают припой до тех пор, пока все углубления не будут заполнены им. Припой для равномерного распределения и уплотнения разравнивают деревянной колодкой, выполненной по форме выравниваемого участка кузова. Необходимо учитывать, что слишком большой подвод тепла приведет к стеканию припоя, а слишком слабый не позволит его хорошо разгладить. После того как поверхности кузова придали надлежащую форму, ее необходимо охладить и выровнять напильником, обеспечивая отсутствие уступов на границе луженого участка.
Требования к проведению сварки кузова автомобиля
Сварка кузова авто — трудоемкий процесс, будь то дуговая, точечная или другой вид сварки. Она в любом случае требует наличия качественного сварочного аппарата для кузовных автомобильных работ и высокой квалификации сварщика — только это сочетание гарантирует удовлетворительный результат. Отсутствие должного опыта и хорошего сварочного аппарата не позволяет добиться точного и тонкого шва. Сварочные кузовные работы следует проводить в специально оборудованном помещении, где имеется точка подключения к сети с соответствующими параметрами частоты, напряжения и силы тока, источник газа и т.п. Сварка кузова автомобиля своими руками возможна только в несложных случаях и для ремонта кузова в тех местах, где эстетичность шва не так уж и важна.
Профессиональный подход к обработке кузова в оборудованном СТО позволяет получить сварочный шов с нужными критериями:
- вид шва выбирается в зависимости локализации повреждения;.
- учитывая характеристику металла выбирается тип сварки;
- метод сварочного ремонта — газовый, ручной дуговой, полуавтоматический, лазерный -выбирается в каждом случае индивидуально.
Контактная точечная сварка
Контактная сварка была главным способом соединения в автомобилестроении и ремонте, начиная с 1930‑х годов. Точечная сварка осуществляется сильным прижатием электродов аппарата к металлу кузова и комбинацией интенсивного нагрева, создаваемого очень высокой силой тока за короткий интервал времени. Металл панелей кузова расплавляется в одной точке и происходит сваривание.
Преимущество точечной сварки в быстроте действия, аккуратности получаемых сварных точек и прочности соединения.
Современные легковые автомобили имеют от 3000 до 4000 сварных точек, которые соединяют отдельные детали кузова в одну конструкцию.
Есть аппараты для точечной сварки, используемые в кузовном ремонте, электродами которых не нужно сжимать область сварки. Сила прилагается только к одному листу металла, а второй лист касается первого листа и подключён к массе. Такой аппарат удобно применять, когда невозможен доступ к обратной стороне металла, к которому приваривается другая металлическая панель.
Точки контактной сварки часто не защищены от коррозии, потому что места между соединёнными панелями, подвержены притягиванию влаги. Эта проблема усугубляется тем фактом, что при воздействии точечной сварки, в местах нагрева испаряются все элементы обработки металла, такие как оцинкованное покрытие. Эта проблема уменьшается при применении специального сварочного грунта между свариваемыми панелями. Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Какой сваркой варить кузов?
Как указано выше, выбором, какая сварка и какие материалы подойдут для сварки кузова автомобиля, должны заниматься профессионалы, как и тем, какой аппарат выбрать для реализации процесса. Корпус автомобиля изготовлен из низколегированных сталей с небольшим содержанием титана или углеродистых сталей с содержанием углерода в пределах 0,08 – 0,14 %, и такая сталь толщиной в среднем порядка 0,8 мм отлично штампуется, устойчива при сильном растяжении. Что касается видов сварочного ремонта, то специалист выбирает из следующего ассортимента:
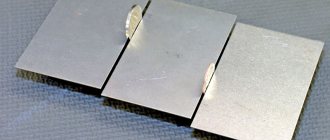
- ручная дуговая сварка с помощью многопостового сварочного выпрямителя типа «ВДМ 1202» или его аналога с электродами диаметром 1,6мм марки УОНИ 13/45, положение шва – нижнее;
- газовая сварка корпуса авто выполняется газовой горелкой с ацетилено-кислородным пламенем и присадочной проволокой диаметром 0.8 мм марки Св-08Г2С;
- сварка кузова полуавтоматом авто также весьма востребована – она потребует баллон с углекислым газом и проволоку диаметром 0.8 мм марки Св-08Г2С. Впрочем, можно сваривать полуавтоматом и без газа, использую порошковую проволоку или проволоку с флюсом.
Инструкция по сварке автомобиля
Порядок действий по восстановлению кузова или других деталей машины зависит от выбранного способа.
Использование электрода
Такой метод применяют при отсутствии высоких требований к эстетическим качествам шва. Правильный выбор электрода, соответствующего типу металла, помогает получить прочное соединение. Рекомендуется применять инверторное оборудование, поддерживающее устойчивую дугу. От опыта сварщика надежность шва зависит мало.
Для снижения вероятности деформации соединения сварочные работы выполняют в такой последовательности:
- Создают прихватки.
- Накладывают короткие стежки с шагом 5 см.
- Заваривают деталь сплошным швом.
Полуавтоматический аппарат
Для сварки таким агрегатом потребуются омедненная проволока диаметром 1 мм, крупнозернистая наждачная бумага, редуктор, углекислый газ.
Работы выполняют так:
- Обработанные абразивным материалом края устанавливают как можно ближе друг к другу. Для фиксации используют саморезы, болты, струбцины.
- Устанавливают требуемые силу тока и скорость подачи расходного материала, используя расположенные на корпусе аппарата регуляторы.
- Газовый баллон снабжают редуктором, шлангом. Откручивают сопло, снимают наконечник с горелки.
- Устанавливают в аппарат катушку с проволокой. Свободный конец вводят в подающий механизм. Надевают на проволоку наконечник, возвращают сопло на место.
- Задают полярность: держатель подсоединяют к плюсу, горелку — к минусу. Противоположный вариант устанавливают при использовании проволоки, не покрытой медью.
- Подключают агрегат к электрической сети. Горелку подносят к обрабатываемому участку. Нажимают кнопку, запуская подачу газа и присадочного материала. Чтобы сформировать длинный шов, нужно сварить 3-4 точки. Далее делаются стежки длиной 2-4 см.
- Дожидаются остывания металла, заваривают расстояния между прихватками.
САИПА-165
Особенности инвертора
Популярность таких аппаратов объясняется компактными размерами, низким энергопотреблением, применением новых технологий преобразования тока, расширенным набором режимов. Агрегат может работать в широком диапазоне входных напряжений. Дуга возбуждается быстро, горит стабильно.
Многие люди, приступающие к работе впервые, задумываются, можно ли инвертором варить машину. Процесс мало чем отличается от стандартной сварки, однако шов получается менее качественным — неровным, толстым.
Металл перегревается, из-за чего может деформироваться. Инверторную технологию используют для ремонта скрытых мест, например, днища.
Можно ли варить кузов автомобиля сварочным инвертором?
Инверторный сварочный аппарат для кузовных работ с высокочастотным электротоком используется для сварки бампера, дополнительных рам, задних и передних лебедок, бычьих планок и даже противотуманных фар, если заказчику захотелось разместить их на крыше транспорта. Базовое преимущество сварки кузова автомобиля инвертором составляет высокая скорость — работы будут завершены в кратчайшие сроки. Инвертор в процессе создания сварных швов на транспортном средстве активно использовался еще с советских времен, правда, только на местах корпуса, не предъявляющих претензий к эстетичному виду. Получающиеся швы надежные и прочные, но только на металле толщиной свыше 3 мм. Для получения качественного шва инвертором важно проводить процедуру в чистом помещении — попадание влаги и пыли в корпус неизбежно скажется на качестве шва.
Этапы подготовки к сварке
Узнать, как научится варить электросваркой, не составит труда, а вот использовать полученные умения на практике сложнее. В первую очередь, важно усвоить, что всю работу разбивают на несколько этапов, которые включают:
- выбор инвертора и электродов;
- подготовка оборудования;
- сварочные работы.
Выбор инвертора и электродов
Прямое влияние на качество результата в процессе сварочных работ оказывает выбор электродов. Они отличаются маркой стали, покрытием, толщиной, назначением и механическими свойствами. Чаще всего в инструкции описываются, какие именно электроды рекомендуется применять в процессе работы, но такого пункта может и не быть. В таком случае важно знать основы их выбора.
Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова полуавтоматом выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм. Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания соединений на любых типах металла? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания сварного шва. Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.
Таблица характеристик проволоки для сварки.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления. Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
На заметку! Полуавтомат для сварки авто на СТО позволяет отредактировать и силу тока, и скорость подачи сварной проволоки. Поэтому можно добиться точной настройки агрегата, что в свою очередь позволит создавать почти незаметные глазу, но очень прочные сварные швы на поверхности кузова автотранспортного средства.
Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
Порошок позволяет осуществлять сварку выхлопной системы, кузова авто без подачи газа. Применить при таких условиях стандартную проволоку нельзя, потому что она сгорит без газа.
Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Особенности сварки кузова автомобиля электродом
Ручная дуговая сварка
позволяет сварить тонкослойный металл, но для получения аккуратного шва требуется не только сварочный аппарат для кузовных работ, но и опыт. При отсутствии опыта самостоятельно со сварочным аппаратом можно только залатать проржавевшие насквозь участки коррозии на днище — для выполнения таких операций можно брать любые материалы, главное, чтобы они удовлетворяли требованиям к толщине и надежности. Остальное стоит доверить профессионалам. Данный вариант соединения металлических деталей является самым старым и надежным и при этом наиболее универсальным. Более того, такой вариант можно использовать для любого пространственного расположения сварного шва даже в местах с ограниченным доступом. А широкий выбор выпускаемых марок электродов дает возможность сваривать самые различные стали — как углеродистые обычного качества, так и качественные стали с различным содержанием легирующих элементов. В этом случае качество шва напрямую зависит от квалификации сварщика, и в целом производительность по сравнению с другими сварочными технологиями ниже, но актуальность ручного сварочного аппарата с электродами не снижается благодаря простоте и транспортабельности такого оборудования.
По понятным причинам сварка кузова автомобиля своими руками дешевле, но не качественнее, тем более, если полуавтомат сварочный для кузовных работ оставляет желать лучшего. Решив выбрать аппарат для ремонта кузова, квалифицированный специалист учтет химсостав, толщину металла, место расположения свариваемых деталей, так что состояние порогов после сварки будет радовать автовладельца не один год. Действительно, если иметь в наличии высокопроизводительный сварочный аппарат для кузовных работ и грамотных специалистов в оборудованном помещении, то для ремонта кузова не потребуется много времени. Так что не стоит экономить на своем автомобиле и собственной безопасности — доверьте свое транспортное средство профессионалам, у которых есть все необходимое для кузовных автомобильных работ.
Особенности выполнения сварочных работ
Первое что необходимо сделать начинающему сварщику, это понять сам принцип соединения конструкции, а дальше лишь дело за точным выполнением всех инструкций.
Вначале необходимо зажечь электродугу между кончиком электрода и поверхностью детали. Для этого сварщик наносит электродом точечные или чиркающие движения по детали. После нескольких касаний происходит вспышка, которая свидетельствует о том, что дуга зажглась. В зоне такого действия металл мгновенно начинает плавиться, поэтому важно отработать движение и делать всё максимально быстро.
Выполняя электродуговую сварку, многие специалисты сталкиваются с тем, что электрод просто начинает липнуть к поверхности металла. Такая проблема возникает, если мастер, используя чрезмерную силу, прижимает электрод. Вся работа должна проходить легко и плавно. Чтобы сваривать детали между собой требуется минимальное касание электрода с их поверхностью.
В процессе важно следить, чтобы длина дуги соответствовала диаметру электрода. То есть максимально ровно держать и проплавлять металлические изделия, формируя качественный сварной шов, но это не единственное требование. На качество шва оказывает влияние ещё и правильный выбор полярности при подключении кабеля массы и инвертора. Выбрать правильно полярность получается, только если точно значь марку стали соединяемых заготовок. Если таких данных нет, тогда лучше воспользоваться прямой полярностью, которая подходит к большинству марок стали. Обратная полярность соединяет лишь редкие сплавы, толстолистные конструкции и низкоуглеродные изделия.
Конструкция сварочного оборудования включает большой спектр инновационных технологий, которые плавно и эффективно регулируют ток в процессе работы. Это значительно упрощает работу, делает её комфортной для начинающих сварщиков, но почему иногда всё-таки не удаётся добиться ровного и качественного шва. Всему виной движение электродов или неправильная ручная настройка тока.
При использовании низкого тока, швы получаются узкими и выпуклыми, что мешает хорошей стыковке деталей. Установка высокого тока разбрызгивает металл на поверхности и тем самым появляются прожиги, которые портят внешний вид изделия. Тонкий и немного приплюснутый шов — это показатель быстрого продвижения электрода. Толстый и расплывчатый шов — это свидетельство долгого продвижения электрода. Правильный шов получается при правильном выборе тока, нормальной и стабильной скорости работы.
Любой человек, используя общие советы и правила, может понять, как правильно варить сваркой. В этом нет ничего сложного, если соблюдать технологию и правильно подготовить оборудование, площадку и спецодежду перед началом соединения металлических изделий. Главное постоянно соблюдать технику безопасности, а опыт приложится с практикой.