Фланцевое соединение довольно часто используют вместо обычной сварки, а тем более на фитинг.
Фланцевое соединение
Фланец гарантирует не менее прочное и герметичное соединение, но при этом разъемное, чтопозволяет в любой момент демонтировать часть трубопровода для ремонта, например, или присоединения дополнительных секторов.
Как приварить фланец к трубе ровно
Фланцами называют стальные диски (кольца) различной конфигурации, они предназначены для быстросъемных соединений на трубопроводах. Их крепят приваркой к трубным отрезкам. Они необходимы для установки запорной арматуры, приборов учета, при монтаже новых отводов. Их надевают на край трубы. Самый эффективный способ крепления фланца к трубе – приварка. Кольца должны закрепляться без перекосов, строго по сечению трубы.
Приварка фланцев производится несколькими способами, в каждой технологии есть свои нюансы, которые нужно учитывать для получения качественного герметичного шва, не препятствующего потоку транспортируемой жидкости.
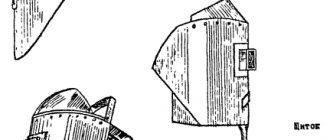
Фланцевые кондукторы
Для удобства установки и приварки фланцевых соединений используют специальное устройство, которое называется кондуктором. Кондуктор позволяет собирать соединения в точном соответствии с техническими условиями, указанными в чертеже.
В кондукторе для установки фланца предусмотрены универсальные приспособления, устанавливаемые на тумбах 1 и 4. Тумбу 1 перемещают по длине кондуктора в зависимости от длины собираемого изделия и крепят к раме 5 кондуктора.
Тумба 4 осуществляет возвратно-поступательное движение от цилиндра и перенастраиваемый упор для правильной настройки на полную длину собираемого элемента. Обе тумбы укомплектованы пневмоприжимами, которые прижимают фланцы к фиксаторам во время сборки. В промежутке между тумбами размещены призмы 3, регулируемые по высоте, которые служат опорами для собираемого пояса.
Сборка происходит в таком порядке: выставляют кондуктор по длине, а фиксаторы двух фланцев — на определенный радиус размещения отверстий. На стеллажах на сборочный пояс надевают фланцы. При помощи крана пояс с фланцами размещают на призмах кондуктора. После установки сборочного пояса на призмы 3 тумбу 4 перемещают до упора точной настройки.
Пояс устанавливают на одинаковом расстоянии от фиксаторов. Диски перемещают к фиксаторам и фиксируют точеными пробками (при несоответствии диаметров отверстий в фланце и фиксаторе используют переходные пробки). Затем подключают пневмоприжимы — фланец плотно прижимается к фиксатору и проводят прихватку диска к поясу. После прихватки пояс с фланцами освобождают от пневмо-прижимов и пробок; подвижную тумбу отводят назад и пояс вытаскивают портальным краном из кондуктора.
Типы фланцев
Прежде, чем говорить о сварке фланцев, важно изучить их конструкционные особенности. Размеры, форма регламентируются ГОСТом или техническими условиями. Они различаются по геометрии, размерам, делают их из высокоуглеродистых или легированных нержавеющих сталей или сортов чугуна, поддающегося ковке.
По функциональности выделяют две группы фланцев:
- арматурные;
- предназначенные для сосудов и аппаратов.
Конструкционно фланцы делятся на несколько видов:
- Воротниковый — применяется на системах высокого давления. Горловина по конусу сужается, она выполнена в форме конического центратора, распределяющего давление потока. По американской классификации он называется «Lap Joint» (привариваемый внахлест). Крепится сплошным валиком или швом в форме буквы «V».
- Раструбный — применяется на технологических магистралях небольшого сечения, рассчитан на высокое давление транспортируемой среды, маркируется «Socket-welding» (с впадиной для шва). Его приварка производится только с внешней стороны, необходимо оставлять люфт до 1,6 мм на случай расширения трубы при нагреве горячим носителем. Угловой шов делается встык.
- Накидной или сквозной — крепится на расстоянии 3 мм от края трубы, международное обозначение «Slip-on» (со сквозным отверстием). Фиксируется с обеих сторон угловым швом – приварка к наружной и внутренней стенке.
- Глухой — выполняет функцию заглушки, образует разборное соединение с трубой, может иметь надпись «Blind flanges». Приваркой не крепится, держится на болтовом соединении.
- Плоский — состоит из кольца и пластины, рассчитан на невысокое давление до 2,5 МПа, приваркой к внешнему краю трубы крепится только кольцо, пластина остается подвижной.
- Резьбовой — используются на врезаемой арматуре, где есть нарезка или накатка резьбы, маркируется «Threaded flanges». Насаживается на конец трубы механически, редко дополнительно фиксируются приваркой.
Тонкости процесса
Технологические особенности процесса сварки зависят от вида фланцев. Плоские фланцы монтируются только на прямых участках трубы – их, в отличие от воротниковых моделей, нельзя приваривать к отводам. Различия в способах сварки плоских и воротниковых фланцев объясняются разными видами шовных соединений (стыковое или угловое) и характером образуемой конструкции. Плоскофланцевые соединения делаются с угловым швом, образуя жесткую конструкцию, которая при подаче высокотемпературных веществ может разрушиться из-за разности коэффициентов теплового расширения. Воротниковые фланцы привариваются стыковым швом, выдерживающим значительные температурные колебания.
В «ПК «Феррум Ханд» работают квалифицированные сварщики, мастера, инженеры и технологи. Они имеют аттестацию НАКС (государственного органа по контролю сварки), подтвержденную выданными удостоверениями. Работы производятся на прошедшем аттестацию сварочном оборудовании. Если заказчику нужно приварить фланец по всем правилам – мы сделаем это профессионально, быстро, по доступным ценам.
Продажа металлопроката в Санкт-Петербурге и Ленинградской области
Источник
Способы приварки фланцев
От правильности соединения элементов трубопровода зависит герметичность системы. Приварку диска осуществляют по двум методикам:
- Приварка встык подразумевает образование шва по всей окружности проката в одном месте.
- Приварка надетого диска по двум стенкам: наружной и внутренней.
Работа с фланцами требует опыта, такую сварку новичкам не доверяют. Любой перекос плоскостей под приварку приводит к разгерметизации стыкового узла, увеличивает риск прорыва магистрального трубопровода высокого давления.
Приварка фланца к трубе
До сварочных работ проводится подготовка кромок. Места швов зачищают до блеска. При самостоятельной сборке узлов учета или врезке запорной арматуры важно учитывать толщину уплотняющей прокладки, диск устанавливают с учетом толщины резины. Головки болтов на фланцах располагаются только с одной стороны. Концы выступают минимум на 3 витка резьбы. Зеркало диска всегда располагается выше шва и кромки, край проката не должен выходить за плоскость диска. Приваривать фланец к трубе ровно помогают прихватки соединения, когда диск обездвижен, можно приступать к швам.
При давлении до 10 МПа производится приварка без скоса, при высоком, до 25 МПа – со скосами.
Для приварки фланцев к стальным трубопроводам применяют вращатели. Они придают узлу мобильность, улучшают доступ к рабочей зоне, облегчают процесс сварки. В процессе сварки электрод остается неподвижным, узел постепенно проворачивается вокруг оси. На вращателе производят финишную зачистку швов, грунтовку и покраску фланцевого узла.
Важные моменты сборки фланцевого соединения:
- необходимо крепить диск перпендикулярно к трубопроводу, для проверки используется контрольный треугольник и щуп, допустимое отклонение 2% от наружного диаметра;
- оси болтовых отверстий на двух дисках должны совпадать, соосность проверяется уровнем и отвесом. Допустимые отклонения: а) 1 мм для отверстий диаметром от 18 до 25 мм; б) 2 мм для диаметров до 41 мм.
Техника «лодочка» применяется для соединений без люфта, кромки провариваются на большую глубину. Если зазор в пределах 1,5 мм, приварка производится поперечными колебательными движениями, электрод держат под углом 30° к поверхности трубы. Люфт 4–5 мм оформляется угловым швом большими стежками (катетами). При большом зазоре допускается две проходки.
Ширину и высоту валика определяют по размеру проката. На внешней стороне трубы делают толстый наплавочный валик, на внутренней – минимальный, чтобы он не изменял сечение потока.
Сварка деталей трубопроводов
#1 grindush
- Имя: Скрементов Константин Сергеевич
- Сфера деятельности: Ремонтное обслуживание
Собственно, суть проблемы: на участке технологического нефтепродуктопровода в пределах перекачивающей станции имеются участки с ненормативными элементами трубопровода, подлежащие замене. На узком отрезке трубопровода имеется последовательный переход с большего диаметра на меньший два раза подряд. Профиль трубопровода в этом месте исключает возможность вставки катушки из трубы между двумя переходами диаметров. А, насколько мне не изменяет память, сварка деталей трубопровода и запорной арматуры различной толщины и диаметра возможна путем вварки переходного кольца из трубы того же диаметра и свойств.
С другой сторны, «Исходя из недопустимости перекрытия зон термического воздействия сварных швов — они должны располагаться не ближе 100 мм друг от друга (по минимуму) а по норме = зависит от толщины металла. » (взято тут: https://www.proekt-gaz.ru/forum/2-766-1). И еще: ПБ 03-585-03
ПРАВИЛА УСТРОЙСТВА И БЕЗОПАСНОЙ ЭКСПЛУАТАЦИИ ТЕХНОЛОГИЧЕСКИХ ТРУБОПРОВОДОВ
6.2.6. Расстояние от поперечного сварного соединения до края опоры или подвески должно обеспечить (при необходимости) возможность его термообработки и контроля. Расстояние от штуцера или другого элемента с угловым (тавровым) швом до начала гнутого участка или поперечного сварного шва трубопровода должно быть не менее наружного диаметра трубы, но не менее 50 мм для труб с наружным диаметром до 100 мм. Для труб с наружным диаметром 100 мм и более это расстояние должно быть не менее 100 мм. Длина прямого участка между сварными швами двух соседних гибов должна составлять не менее 100 мм при условном диаметре менее 150 мм и 200 мм при условном диаметре от 150 мм и выше. При применении крутоизогнутых отводов допускается расположение сварных соединений в начале изогнутого участка и сварка между собой отводов без прямых участков. 6.2.7. Расстояние между соседними сварными соединениями и длина кольцевых вставок при вварке их в трубопровод должна быть не менее 100 мм.
Возникает вопрос: Есть ли прямая ссылка на пункт нормативного документа, строго запрещающий варить две детали трубопровода между собой, или наоборот, разрешающий творить такие вещи? Вопрос из области трубопроводного траснпорта нефти и нефтепродуктов, но приветствуются любые дельные мысли из других отраслей.
источник
Контроль качества сварных швов
Для проверки герметичности крепления фланца используют ультразвуковой метод. Шов проверяют:
- на трещины;
- присутствие шлаковых включений, наплывов, надрезов;
- недопустимы прожоги, кратеры, пористость.
Дефектоскопия проводится также металлографией. На ответственных соединениях качество сварки фланцев к трубе проверяют радиографическим методом неразрушающего контроля.
Зная тонкости закрепления фланцев, в случае необходимости можно самостоятельно провести приварку диска к участку водопроводной системы.
Приварка фланцев к стальным трубопроводам диаметром: 100 мм
ЛОКАЛЬНАЯ РЕСУРСНАЯ ВЕДОМОСТЬ ГЭСН 22-03-014-03
| Наименование | Единица измерения |
| Приварка фланцев к стальным трубопроводам диаметром: 100 мм | 1 фланец |
| Состав работ | |
| 01. Насадка фланцев на концы труб. 02. Приварка фланцев. |
Расценка учитывает ПЗ работы на 2000 год
(Московские цены), рассчитаны по ГЭСН образца
2009 года
. К стоимости нужно применять индексацию перевода в текущие цены.
Вы можете перейти на страницу расценки, которая рассчитана на основе нормативов редакции 2014 года с дополнениями 1 Для определения состава и расхода материалов, машин и трудозатрат применялись ГЭСН-2001
| № | Наименование | Ед. Изм. | Трудозатраты |
| 1 | Затраты труда рабочих-строителей Разряд 5 | чел.-ч | 0,7 |
| 2 | Затраты труда машинистов (справочно, входит в стоимость ЭМ) | чел.-ч | 0,39 |
| Итого по трудозатратам рабочих | чел.-ч | 0,7 | |
| Оплата труда рабочих = 0,7 x 11,08 | Руб. | 7,76 | |
| Оплата труда машинистов = 5,26 (для начисления накладных и прибыли) | Руб. | 5,26 |
ЭКСПЛУАТАЦИЯ МАШИН И МЕХАНИЗМОВ
| № | Шифр | Наименование | Ед. Изм. | Расход | Ст-сть ед. Руб. | Всего Руб. |
| 1 | 150202 | Агрегаты сварочные двухпостовые для ручной сварки на тракторе 79 кВт (108 л.с.) | маш.-ч | 0,39 | 133,97 | 52,25 |
| Итого | Руб. | 52,25 |
| № | Шифр | Наименование | Ед. Изм. | Расход | Ст-сть ед. Руб. | Всего Руб. |
| 1 | 101-1513 | Электроды диаметром 4 мм Э42 | т | 0,00029 | 10315 | 2,99 |
| 2 | 507-9508 | Фланцы стальные плоские | шт. | 1 | 0,00 | |
| Итого | Руб. | 2,99 |
ИТОГО ПО РЕСУРСАМ: 55,24 Руб.
ВСЕГО ПО РАСЦЕНКЕ: 63,00 Руб.
Посмотрите стоимость этого норматива в текущих ценах открыть страницу
Сравните значение расценки со значением ФЕР 22-03-014-03
Для составления сметы, расценка требует индексации перехода в текущие цены. Расценка составлена по нормативам ГЭСН-2001 редакции 2009 года
в ценах
2000 года
. Для определения промежуточных и итоговых значений расценки использовалась программа
DefSmeta
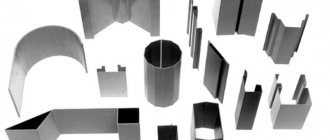
Классификация изделий
Общее строение детали представляет собой кольцои пластину с отверстиями по краю. Чтобы обеспечить герметичность между элементами, устанавливают еще и прокладку изрезины в соответствии с назначением трубопровода – кислотостойкой, термостойкой. Соединяют кольцо и пластину с помощью крепежа – болтов с гайками или шпилек.
По ГОСТ выделяют несколько разных видов фланцев. По чертежам отличия их хорошо заметны.
Соответственно, и приварка деталей к трубопроводу производится несколько по-разному.
- Воротниковый – характерным признаком является приварная горловина в виде конического концентратора. Такая форма позволяет более равномерно распределять давление. Воротниковая модель предназначена для коммуникаций с высоким давлением и высокой температурой носителя. Приваривается сплошным или V-швом.
- Раструбной – используется на трубах с малым диаметром, работающих под большим давлением. Минус изделия – некоторая нестойкость к коррозии. Приварка раструбной детали производится с внешней стороны угловым швом. Нужно сохранять люфт в 1,6 м, чтобы нейтрализовать эффект теплового расширения.
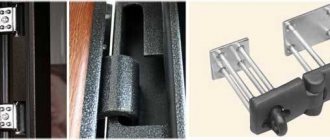
- Сквозной – или свободно вращающийся. Приварка сквозной трубы к фланцу по ГОСТ не производится, так как сквозной вариант применяется специально для того, чтобы деталь можно было заменить по мере необходимости. На фото – сквозное фланцевое соединение.
- Глухой – плоский диск с отверстиями. Это приспособление необходимо для заглушки концов трубопровода. Элемент неразборной, однако он только закрепляется, а не сваривается.
- Плоский – кольцо и пластина одинакового размера. Приварка плоского фланца к трубе заключается в креплении кольца, в то время как пластина остается свободного вращающейся. Он выдерживает давление до 2,5 МПа.
- Накидной – для его использования кромки труб должны быть идеально ровными, так что он не настолько универсален, как воротниковые модели. Накидной приваривается угловыми швами с внешней и с внутренней стороны.
- Резьбовый – используется на трубопроводах небольшого диаметра, где возможно сделать резьбу. Сварка при его установке используется крайне редко.
Технические рекомендации
Плоский фланец приваривать к отводу без катушки не рекомендуется, потому как соединение выполняется угловым швом — получается жесткая конструкция, испытывающая сложную нагрузку. Герметичность шва при определенных условиях (например, при тепловом расширении в момент подачи горячей среды) может нарушиться.
Воротниковые («с юбкой») и свободные (с отбортовкой) фланцы привариваются более простым и надежным стыковым швом — получается устойчивое к нагрузкам растяжения и сжатия соединение.
Выполняя соединение фланца с отводом или переходом, следует предусмотреть возможность свободной вставки/съема болтов или шпилек при сборке/разборке фланца.
источник
Приварка фланца к трубе по ГОСТ
Технология сварки в принципе одинакова, за исключением крепления патрубков. Однако необходимо учитывать и сложность конструкции – рекомендуется уточнять чертежи, и соответствие требованиям по креплению.
В большинстве случаев необходимо сохранение зазора в стыке. Если люфт не нужен, допускается техника сварки в лодочку. Если люфт должен быть большим – более 4–5 мм, изделие приваривают угловыми швами. Все это, естественно, влияет на расценки.
Размеры шва зависят от трубопровода. Ширина внутреннего шва обычно равна толщине стенки, высота – от 0,5 до 1 см, что определяется сечением трубопровода. Внешний шов требует большего наплавления металла, поэтому он несколько несимметричен.
Приварка производится с 2 сторон: сначала с наружной, а затем, для уплотнения шва – с внутренней. Такой метод более всего подходит для плоских фланцевых деталей. Сварка с одной стороны осуществляется, если изделие приваривается встык, как в случае с воротниковым фланцем.
Приспособление для приварки фланцев к трубам подходит не всякое. Обычно рекомендуется аппарат Лисицына и Бондаренко. При сварке электрод здесь остается неподвижным, а проворачивается трубопровод.
На видео процесс сварки рассматривается более подробно.
Тонкости процесса
Технологические особенности процесса сварки зависят от вида фланцев. Плоские фланцы монтируются только на прямых участках трубы – их, в отличие от воротниковых моделей, нельзя приваривать к отводам. Различия в способах сварки плоских и воротниковых фланцев объясняются разными видами шовных соединений (стыковое или угловое) и характером образуемой конструкции. Плоскофланцевые соединения делаются с угловым швом, образуя жесткую конструкцию, которая при подаче высокотемпературных веществ может разрушиться из-за разности коэффициентов теплового расширения. Воротниковые фланцы привариваются стыковым швом, выдерживающим значительные температурные колебания.
В «ПК «Феррум Ханд» работают квалифицированные сварщики, мастера, инженеры и технологи. Они имеют аттестацию НАКС (государственного органа по контролю сварки), подтвержденную выданными удостоверениями. Работы производятся на прошедшем аттестацию сварочном оборудовании. Если заказчику нужно приварить фланец по всем правилам – мы сделаем это профессионально, быстро, по доступным ценам.
Продажа металлопроката в Санкт-Петербурге и Ленинградской области
Источник
Для чего предназначен фланец?
В основном фланцы предназначаются для формирования быстросъемных фланцевых соединений на трубах. В отличии от сварки такая конструкция обеспечивает возможность быстрого соединения или съема отдельных частей трубопровода, например, для проверки состоянии трубы на отдельных участках, установки кранов, датчиков, для возможности слива воды или для присоединения оборудования (тот же теплообменник). Фланцы навариваются на окончания труб и соединяют между собой болтами, шпильками в комплекте с ответным фланцем. Между ними обязательно ставятся прокладки из резины или других материалов.
Фланцы используются в разных отраслях промышленности и коммунального хозяйства для герметичного подключения определенного участка трубопровода к различным технологическим аппаратам и устройствам с целью подвода и отвода сред, а также для стыковки между собой отдельных участков трубы.
Классификация. Типы фланцев
Фланцы в разных странах изготавливаются по стандартам, соответствующим конкретным нормам, принятым в этих странах. Это может быть ГОСТ (для Украины ДСТУ ISO 7005-2:2005 (ІSO 7005-2:1988, ІDT). Металеві фланці.)), DIN или ТУ. По форме выделяются круглые, квадратные. Можно выявить два существенных группы фланцев:
- для арматуры
- для сосудов и аппаратов.
Выделяются следующие наиболее часто применяемые виды фланцев:
Приварной фланец воротниковый, накидной, раструбный, свободно вращающийся, резьбовой, глухой фланец. Пройдемся кратко по каждому из них.
Воротниковый фланец
Имеют характерную приварную горловину в виде конического концентратора, плавно переходящего к трубной стенке. Она обеспечивает распределение давления подаваемых веществ через конусную ступицу. Используется для трубопроводов с высоким давлением или высокими/низкими температурами. Воротниковый фланец необходимо приваривать V-образным или сплошным швом.
Фланцевый патрубок Чаще всего применяется для второстепенных задач как подложка фланца для недорогой отбортовки.
Раструбный фланец
Предназначены для малогабаритных труб с большим давлением. Их срок службы в два больше чем у проваренных накидных фланцев. К недостаткам относится возможность разрывов, подверженность коррозии.
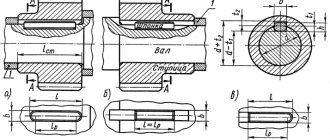
Сварка раструбных фланцев производится только с внешней стороны угловым швом встык, при этом необходимо чтобы остался небольшой люфт примерно в 1,6 мм чтобы компенсировать эффект теплового расширения (на картинке обозначено «Х»).
Накидной фланец
Требуют ровных краев трубы при соединении. Их срок службы в два-три раза меньше чем у воротниковых фланцев. из-за Сварка накидных фланцев производится с внешней и внутренней стороны угловыми сварными швами. Чтобы не повредить во время сварки поверхность фланца необходимо чтобы был зазор в 3 мм между концом трубы и внутренней кромкой фланца.
Вращающийся фланец
Свободно вращается на трубе, не привариваются. Вращающийся фланец при необходимости можно легко снять и заменить. Могут крепиться противоположными болтовыми соединениями.
Нормативные документы
Для всех вышеперечисленных случаев применимы пункты 3.2.14, 3.2.15 и 3.2.16 Правил устройства и безопасной эксплуатации технологических трубопроводов (ПБ 03-108-96). В них говорится следующее:
Проектирование и работы должны вестись так, чтобы в дальнейшем располагать возможностью контролировать сварной шов и, при необходимости, выполнять его термическую обработку. Если для проекта используются трубы с толщиной металла менее 8 мм, то от одного сварного шва до другого следует отступать, как минимум, 50 мм, если более 8 мм — 100 мм. Во всех остальных случаях между сварными швами должно быть расстояние, троекратное номинальному значению толщины материала.
Если в проекте есть опоры, то в случае толщины стенок труб до 50 мм от них следует отступить 50 мм, более 50 мм — 200 мм.
Чтобы выполнить сварной шов, от начала гиба отвода следует отступить 50 мм — это для трубопроводов с наружным диаметром труб до 100 мм и, как минимум, 100 мм — для наружных трубных диаметров более 100 мм.
Каждый конкретный случай рассматривается в индивидуальном порядке, если невозможно соблюсти расстояния, указанные в первых двух пунктах. Вопрос решается проектировщиком или специализированной научно-исследовательской организацией с учетом технологических параметров.
А еще есть ПБ 10-573-03 (для трубопроводов пара и горячей воды). Здесь нас интересуют пункты 2.3.8 и 2.3. В них разрешается выполнять сварные соединения крутоизогнутых отводов в начале закругления. Допускается их сварка напрямую, без дополнительных прямолинейных участков.
Подытоживая вышеизложенное, получается, что при выполнении определенных условий, приваривать фланец к отводу без катушки можно. При этом стоит учесть некоторые технические моменты.