Состав цементно-песчаной смеси и технология вибропрессования тротуарной плитки
Технология вибропрессования тротуарной плитки — это мелкоштучное производство бетонных компонентов покрытий для тротуаров и площадок из полусухой смеси методом формовки (виброусадка состава с дальнейшим уплотнением под специальным прессом). Схематически вибропрессование — это последовательный цикл работ:
- подача полусухого бетона в матрицу (пресс-форму), установленную на вибростоле;
- уплотнение смеси в матрице пуансоном (подвижно-прессующая деталь матрицы);
- параллельная вибрация стола, выдавливающая пузырьки воздуха из бетона;
- извлечение прессованного изделия на поддон для полной просушки.
Технология допускает автоматизацию большинства технологических процессов. Следует также отметить, что существенную роль в производственном цикле играют и промежуточные рабочие процессы — подготовка сырья и изготовление смеси в растворо-бетонном узле, чистка и подготовка форм, точный расчет давления пуансона, а также распалубка, сушка и влажностная обработка готовых изделий.
Каждая партия проходит отбор проб (контроль качества), после чего транспортный пакет формируется, обвязывается, маркируется и складируется до отправки готовой продукции на строительные объекты заказчиков.
Преимущества вибропрессования
Очевидные «плюсы» производства вибропрессованной тротуарной плитки общеизвестны:
- автоматизация и высокая скорость производственных процессов;
- массовый выпуск продукции с единым качеством и техническими характеристиками;
- повышенная прочность и износостойкость продукции;
- возможность выпускать плитку с цветным лицевым слоем и усиленным покрытием из гранитной и мраморной крошки.
Изделия получают устойчивую строгую форму и четкую геометрию. Поверхность плитки не растрескивается, хорошо поддается шлифовке, полировке, бучардированию, а цветовое покрытие максимально устойчиво и сохраняет свою яркость и насыщенность до 25 лет эксплуатации плитки.
Вибропрессованная плитка дешевле вибролитой, имеет шершавую поверхность, выдерживает намного большие нагрузки и более эффективна при мощении тротуаров, технических площадок, городских территорий, складов грузовых терминалов, остановок транспорта.
Особенности процесса вибропрессования тротуарной плитки
При создании цементно-песчаной смеси для вибропрессования тротуарной плитки на 1 куб смеси используется:
- качественный портландцемент по ГОСТ 31108-2003 (I 42.5H) – до 590 кг;
- песок Мкр — до 1640 кг;
- воды — 180±5 литров.
Бетонная смесь имеет минимальное содержание воды (7-11%) и считается тяжелой (от 2000 кг/м3), остается достаточно сухой и пластичной. Это позволяет существенно экономить на расходе цемента и получать продукцию высокой плотности, которая выдерживает нагрузки до 30-50 МПа (слабо истирается) и не менее 200 циклов замораживания/размораживания (минимальное водопоглощение+Б200).
- Объем засыпки готовой смеси в формы регулируется датчиками уровня в зависимости от качаний ящичного питателя и длительности цикла вибрации (в среднем в бункере — 0.1-0.43 м3).
- Уплотнение в зависимости от состава смеси регулируют дисбалансные валы (частота колебаний — до 3000 оборотов).
- Давление прессования сырца пуансонами — не менее 0.2 МПа. Этого достаточно для перемещения и штабелирования отформованных плиток.
Готовая плитка выгружается на поддоны и проходит двухуровневую тепловлажную (паровую) обработку в напольных камерах ТВО: 5-8 часов при +20°С, затем 8-9 часов при +50+55°С. Предварительно требуется 1 час на начальную выдержку, а по достижении пикового нагрева производится постепенное понижение температуры.
Далее готовая плитка пакетируется и обвязывается на поддонах, проходит технический контроль и вывозится на склад.
Источник
Достоинства и недостатки
Преимущества вибропрессованной тротуарной плитки:
- высокие показатели прочности;
- морозостойкость;
- возможность создания различных конфигураций;
- простота ремонта, укладки;
- не пористая, глянцевая поверхность.
Недостатки:
- сложность подбора точных пропорций для раствора;
- дороговизна оборудования для крупномасштабного производства;
- скользкая поверхность.
Вибропрессованная тротуарная плитка популярность завоевала из-за небольших затрат на мелкосерийное изготовление. Подходит для укладки садовых дорожек, создания индивидуального дизайна.
Составы бетонов для изготовления блоков методом полусухого вибропрессования:
Тяжелые бетоны:
Легкие бетоны:
В производстве стеновых блоков используются три главных компонента: вяжущее, заполнитель и вода. В качестве вяжущего могут использоваться цемент и медленнотвердеющий гипс, а в качестве заполнителя — пески, отсевы щебеночного производства, керамзит, шлаки, золы, опилки, или любые аналогичные местные материалы, способные после смешивания с вяжущим и его схватывания создавать прочную композицию. Для изготовления строительных изделий могут применятся все типы цементов с маркой прочности от 200 до 600 кг/см.
При использовании смеси на основе цемента готовые изделия подвергаются вылеживанию от одних (при температуре +15. +45 градусов С) до двух (при температуре +5. +10 градусов С) суток, после чего они приобретают прочность, достаточную для складирования и транспортировки. 100% прочности изделия приобретают через 28 суток при температуре вылеживания 20 градусов С. При наличии у потребителя пропарочной камеры изделия могут подвергаться тепловой обработке в течении 6. 8 часов при температуре не менее + 50. 75 градусов C. В этом случае после остывания и высыхания они приобретают 60. 80% марочной прочности.
Подбор приведенных ниже составов осуществлен на портландцементе марки 400 (ПЦ М400). Данные на 1 кубический метр смеси. При использовании цемента марки 300 расход цемента следует увеличить на 15%. При необходимости повысить прочность изделий на 10 кг/см (например с марки 30 до марки 40) расход цемента в бетоне следует увеличить на 10..15%.
Рецепты смеси для вибропрессования
Евросамоделки — только самые лучшие самоделки рунета! Как сделать самому, мастер-классы, фото, чертежи, инструкции, книги, видео.
Составы для изготовления изделий методом вибропрессования
Варианты приготовления раствора для прессования на 1 м3 смеси:
— В графе «Количество компонентов» перед скобками указан объем заполнителя в м3 , а в скобках — его вес в кг . В зависимости от конкретных местных условий (месторождения, способа получения и т.п.) плотность заполнителей может отличаться от использованных в составах средних значений плотности. В этом случае состав необходимо скорректировать опытным путем.
— В графе «Плотность бетона» указана его плотность в кг/куб. м. В графе «Марка бетона и полнотелого изделия» указана марка (прочность) бетона или марка любых полнотелых изделий из этого бетона (камней «под кирпич», цокольных, бордюрных и т.п.) в кг/см 2 .
— В графе «Марка пустотелого камня» указана марка в кг/см 2 пустотелых стеновых камней размером 390х190х188 мм и пустотелых перегородочных камней. Прочность этих изделий ниже прочности бетона из-за наличия пустот.
— В составах опилкобетонов допускается использовать любые, нетронутые гнилью опилки, однако опилки хвойных пород предпочтительнее лиственных т.к. меньше разбухают. Для улучшения консервации опилок в бетоне в составы целесообразно вводить ускоритель Простон Д-18 в количестве до 2% от массы цемента.
— Из указанных составов лучшие теплоизоляционные свойства имеет бетон минимальной плотности: наиболее «теплый» — бетон с плотностью 880 кг/куб. м , наиболее «холодный» — с плотностью 2300 кг/куб. м.
Составы на основе цемента:
ТЯЖЕЛЫЕ БЕТОНЫ
Плотность бетона кг /м3
Марка бетона и полноте-лого блока кг/cм2
Марка пусто-телого блока кг/cм2
Бетоны на песке и щебне.
Цемент, кг Песок кварц м3 (кг) Вода, л.
240 1,15 (1950) 90…130
Цемент, кг Песок кварц. М3 (кг) Щебень доломитовый или известняковый, м3 (кг) Вода, л
200 0,54 (920) 0,65 (980)
Цемент, кг Отсев доломитовый или известняковый, м3 (кг) Щебень доломитовый или известняковый, м3 (кг) Вода, л
200 0,3 (450) 0,8 (1200) 90…130
Цемент, кг Отсев доломитовый или известняковый, м3 (кг) Вода, л
Цемент, кг Песок кварц., м3 (кг) Щебень гранитный, м3 (кг) Вода, л
200 0,54 (920) 0,65 (1100) 90…130
Бетон на отходах кирпича
Цемент, кг Бой глин. Или силик . Кирпича фракц . 2…15 мм, м3 (кг) Песок кварц., м (кг) Вода , л
230 0,9 (990) 0,32 (540) 90…130
ЛЕГКИЕ БЕТОНЫ
Керамзитобетон
Цемент, кг Керамзит, м3 (кг) Вода, л
250 1,2 (720) 100. 150
Цемент, кг Керамзит фракц . 0. 5 мм, м3 (кг) Керамзит фракц . 5. 15 мм, м3 (кг) Вода, л
220 0,65 (390) 0,6 (330) 90. 130
Золобетон
Цемент, кг Зола угольн . или сланц , м3 (кг) Вода, л
200 1,2 (960) 90. 130
Цемент, кг Зола угольн .и ли сланц . м3(кг) Песок кварц., м3 (кг) Вода, л
220 0,9 (720) 0,32 (540) 90. 130
Цемент, кг Щебень доломитовый или известняковый, м3 (кг) Зола угольн . или сланц ., м3 (кг) Вода, л ¦ 9О. 13О
200 0,5 (750) 0,53 (420) 90. 130
Керамзитозолобетон
Цемент, кг Керамзит фракц . О. 5 мм, м3 (кг) Керамзит фракц . 5. 15 мм, м3 (кг) Зола угольн . или сланц . м3 (кг) Вода, л
200 0,65 (390) 0,55 (300) 0,44 (350) 90. 130
Шлакобетон
Цемент, кг Шлак гранулиров ., м3 (кг) Вода, л
200 1,3 (720) 90. 130
Цемент, кг Шлак гранулиров ., м3 (кг) Песок кварц., м3 (кг) Вода, л
200 0,9 (500) 0,32 (540) 90. 130
Цемент, кг Шлак котельный, м3 (кг) Вода, л
200 1,2 (1080) 90. 130
Шлакобетон
Цемент, кг Шлак котельный, м3 (кг) Песок кварц., м3 (кг) Вода, л
200 0,8 (720) 0,32 (540) 90. 130
Золошлакобетон
Цемент, кг Шлак котельный, м3 (кг) Зола угольн . или сланц ., м3 (кг) Вода, л
200 0,8 (720) 0,4 (720) 90. 130
Опилкобетон
Цемент, кг Опилки, м3 (кг) Песок кварц., м3 (кг) Вода, л
260 0,6 (150) 0,65 (1100) 100. 150
Цемент, кг Опилки, м3 (кг) Песок кварц., м3 (кг) Вода, л
280 0,4 (100) 0,8 (1350) 100. 150
Цемент, кг Опилки, м3 (кг) Песок кварц., м3 (кг) Известковое тесто, м3 (кг) Вода, л
230 0,9 (220) 0,3 (500) 0,04 (50) 100. 150
Керамзитоопилкобетон
Цемент, кг Крамзит , м3 (кг) Опилки, м3 (кг) Вода, л
280 0,7 (420) 0,6 (150) 100. 150
Как сделать бетонный раствор
Чтобы раствор не запачкал покрытие на участке (асфальт, бетон, другую плитку), нужно использовать полиэтилен, большую емкость или другие подручные приспособления. Смешивать компоненты можно по-разному. Варианты, доступные для самостоятельного изготовления бетона:
- соединяют сухие компоненты в одной таре, заливают водой (малыми порциями) до получения раствора нужно консистенции;
- готовят цементное молочко: наливают воду, насыпают цемент, затем полученный раствор соединяют с песком и щебнем;
- сначала смешивают сухие твердофракционные компоненты (щебень, песок), отдельно готовят цементный раствор, после чего объединяют смеси в одной емкости.
ИНТЕРЕСНО: Пайка (сварка) полипропиленовых труб: что нужно знать и как не допустить ошибок
Бетономешалка используется, если необходимо сразу изготовить большое количество тротуарной плитки. Инструкция по изготовлению бетона в данном случае:
- Включается бетономешалка.
- Пока барабан вращается, наливают воду.
- Насыпают цемент в сухом виде.
- При появлении цементного молочка добавляют остальные компоненты.
Состав бетона для тротуарной плитки — основные компоненты и тонкости изготовления
Проблема мощения дорог стояла перед людьми всех эпох. Смена сезонов, дожди и отрицательные температуры быстро приводили в негодность любое покрытие. Наиболее стойким к перемене погоды остается натуральный камень, но его использование требует существенных вложений и не гарантирует идеальной поверхности дороги.
Искусственный камень позволяет получить не только долговечное, но и весьма привлекательное покрытие, именно поэтому весьма востребованы бетонные элементы мощения. Состав бетона для тротуарной плитки определяет не только эксплуатационные особенности изделий, но и эстетику будущего покрытия. Тротуар из бетона востребован как при оформлении городских улиц, так и на частных участках.
Вибропрессованная или вибролитая тротуарная плитка — какую выбрать?
При выборе тротуарной плитки потребитель в первую очередь обращает внимание на эксплуатационные характеристики, внешний вид брусчатки, конечную стоимость квадратного метра дорожного полотна.
Оказалось, что вибропрессованная плитка опережает вибролитую по всем показателям, кроме себестоимости.
- Технические характеристики (морозостойкость, прочность, общая продолжительность эксплуатации) у вибропрессованной плитки значительно выше, чем у аналогичной модели, изготовленной ручным способом.
- Эксплуатационные характеристики (износостойкость, долговечность, сопротивление истираемости) у прессованной плитки значительно превышает показатели литой, что позволяет использовать вибропрессованную брусчатку даже для оформления дорог для легкового автотранспорта.
- Шероховатость наружной поверхности — весомое преимущество вибропрессованной плитки с точки зрения безопасности для пешеходов в дождь и зимой.
Статистика ремонтов дорожного полотна показывает, что дороге из вибропрессованной плитки 1-й ремонт потребуется не менее, чем 25 лет, тогда как для литой межремонтный период составляет 5-10 лет. При этом только 20-30 % прессованных элементов дороги потребуют замены, тогда как у литых изделий этот показатель достигает 70-80%.
Если рассматривать стоимость дорожного полотна как главный критерий выбора типа плитки, то вибролитая плитка выходит значительно дешевле, поскольку в стоимость единицы продукции входят накладные расходы на закупку и эксплуатацию автоматики.
Основные свойства и способы производства
Бетонная тротуарная плитка, как и любой другой элемент мощения, должна соответствовать требованиям ГОСТ 17608-91. По нормативу все виды изделий должны:
- изготавливаться из тяжелого или мелкозернистого бетона;
- обладать классом по прочности от В22,5;
- отличаться прочностью на растяжение при изгибе не менее 3,2 МПа;
- обладать морозостойкостью не менее F100 и водопоглощением не более 6%.
Кроме того, при производстве тротуарной плитки применяются технологии, позволяющие выпускать изделия в один или два слоя, с использованием пигмента или без него.
Требования к составу
Цемент не должен содержать минеральные добавки свыше 5%, а также трехкальциевый алюминат свыше 8%. Водоцементное отношение не может превышать 0,4, а количество воздуха в смеси должно находиться в пределах 4 – 5%. Для обеспечения высоких показателей по морозостойкости в бетонную смесь вводятся специальные добавки с воздухововлекающим эффектом.
Подобные требования накладывают существенный отпечаток на состав искусственного камня. Рецепт бетона для тротуарной плитки во многом зависит от технологии производства и применяемых материалов. Так, основными способами изготовления элементов мощения считаются вибропрессование и вибролитье.
Сравнение эксплуатационных качеств
Многих покупателей интересует, какая тротуарная плитка лучше. Ответ зависит от того, в какой сфере будут использоваться плиты. Если на покрытие будет оказываться большая нагрузка, нужно выбирать прочные изделия с длительным сроком эксплуатации.
Эксплуатационные характеристики брусчатки зависят от того, какая технология производства была использована. Все плиты изготавливают из одинакового сырья, но пропорции бетона разные. Отличается время, которое требуется для формирования изделий. От выбранной технологии зависит качество окрашивания.
Вибролитая плитка
Такие плиты имеют гладкую поверхность. Она скользкая, поэтому компании-производители наносят на поверхность изделий насечки или делают фигурный орнамент. Материал легко резать диском по камню, его можно откалывать киркой. Срок службы плит составляет 5-8 лет, но многое зависит от условий эксплуатации.
Покрытие выцветает быстро. Плитка трескается при ударах, часто ломается при чистке тротуаров в зимний период. Качество продукции зависит от того, насколько строго производитель соблюдал технологию. Поэтому лучше покупать продукцию крупных компаний.
Вибропрессованная
Такие плиты стоят дороже вибролитых, но их эксплуатационные качества выше. Брусчатка имеет стабильные размеры, поэтому с ней проще работать. Но изделия прочные, поэтому их сложнее обрабатывать, откалывать и отрезать.
Плитка, изготовленная методом вибропрессования, имеет шершавую лицевую сторону. Пешеходам удобнее двигаться по ней.
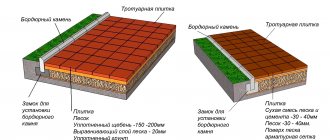
Брусчатку укладывают на ровное утрамбованное основание. Для заполнения швов используют кварцевый или речной песок.
Гиперпрессованная
Гиперпрессованная плитка стоит дороже других изделий, но она долго служит даже в сложных условиях. Плиты отличаются привлекательным дизайном, они прочные, хотя и более тонкие. Пешеходам удобно ходить по такой брусчатке, обувь не скользит даже зимой.
Единственным недостатком можно назвать то, что такие плиты сложно положить на радиусных участках и на извилистой поверхности. Заявленные высокие характеристики будут только у тех изделий, которые выпускали предприятия, строго соблюдающие технологию.
Специфика прессования с одновременной вибрацией
Наиболее распространенным методом при промышленном производстве тротуарной плитки можно назвать именно вибропрессование. Такая технология позволяет получать значительный объем продукции за рабочую смену, но требует большого опыта работников и оператора, отвечающего за производство бетонной смеси.
Особенности рецептуры
Рецепт искусственного камня для вибропрессования отличается отсутствием инертных заполнителей крупностью более 5 мм. Технология предполагает уплотнение при прессовании смеси с одновременной вибрацией, что сказывается на требованиях по содержанию воды.
Композит для вибропрессования должен быть однородным, но жестким для предотвращения расслоения при уплотнении.
Для создания такой системы крупный заполнитель противопоказан, так как требует большего количества подвижной растворной части для однородного распределения.
Именно поэтому пропорции цемента, песка или отсева, воды, пигментов и добавок существенно отличаются от классических для тяжелого искусственного камня. Такой материал называется мелкозернистым бетоном.
Основные пропорции
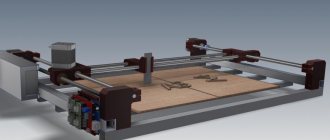
Специфика уплотнения смеси не позволяет выпускать подобную плитку в домашних условиях, ведь обеспечить должную нагрузку своими руками очень сложно. Чаще всего пропорции цемента и мелкого заполнителя принимаются 1:3 или 1:4 соответственно, а количество воды не превышает 30% от массы цемента. Для окрашивания изделий применяются минеральные и органические пигменты с дозировкой в пределах 1 – 3% от веса цемента.
Вибропрессование — современный метод производства брусчатки
Из того же самого исходного сырья (цемент, песок, гравий, модификаторы и вода) на современных производствах выпускают тротуарную плитку методом вибропрессования. Метод очень похож, но применение автоматики позволяет поставить выпуск продукции на поток:
- Автоматика точно дозирует состав бетонной смеси.
- Фигурные формы заполняют полусухим составом — меньше воды, короче время твердения.
- В пределах партии все плитки получаются одинаковой толщины .
- Вибропресс уплотняет бетонную смесь совместным воздействием статической и динамической нагрузки, что снижает вероятность образования полостей и других дефектов формовки.
- Простая расформовка заготовок.
- Возможно изготовление одно- или двухслойных изделий с более высоким прочностными характеристиками.
- Поточное производство с минимальным присутствием ручного труда дает возможность выпускать большие партии товара.
Налицо явное преимущество брусчатки, полученной методом вибропрессования.
Технология вибролитья
Такой способ производства не отличается производительностью, но позволяет выпускать изделия сложной геометрии и рисунка. Благодаря использованию подвижной смеси и умеренному уплотнению, композит заполняет все изгибы формы, поэтому узор любой сложности проявляется четко и практически без изъянов.
Состав раствора
Состав смеси для тротуарной плитки, изготовленной вибролитьем, отличается большим количеством заполнителя, а также возможностью применения щебня с размером зерен 3 – 10 или 5 – 20 мм. В этой технологии важно добиться подвижности смеси, поэтому рецепт отличается присутствием эффективных пластификаторов и стабилизаторов.
Кроме того, при введении щебня из плотных горных пород, например, гранита, количество цемента можно уменьшить, ведь каменный каркас обеспечит получение плотной и прочной структуры бетона.
Фактически состав композита и основные пропорции сырьевых компонентов при производстве тротуарной плитки по технологии вибролитья очень близки к рецептам классического тяжелого бетона. При наличии специальных форм такие изделия несложно произвести в домашних условиях, а изготовление смеси легко осуществить своими руками при помощи гравитационного смесителя.
Подбор базового соотношения компонентов
При производстве тротуарной плитки собственными силами лучше всего отойти от классической схемы. Так, если увеличить подвижность смеси, то можно уменьшить интенсивность вибрации, что существенно упрощает изготовление изделий в домашних условиях. Состав бетона при таком подходе следует немного видоизменить.
Основные пропорции бетона, применяемого для заливки тротуарной плитки можно представить в виде следующей схемы:
- 1 массовая часть цемента;
- 1,5 – 1,7 массовые части песка;
- 2,5 – 3 массовые части щебня;
- 0,35 – 0,4 массовые части воды;
- пластификатор + пигмент.
При увеличении класса бетона пропорционально возрастает расход цемента, и уменьшаются пропорции заполнителей. В результате состав композита меняется, но искусственный камень сохраняет плотную структуру и весь набор свойств.
Как проверить готовую плитку на качество
Визуально определить, качественная перед вами плитка или нет, практически невозможно. Но есть некоторые хитрости, которые помогут выбрать более или менее качественный материал:
- Постучите по нему. Если звук звонкий, значит, плотность плитки высокая. Соответственно, и прочность на должном уровне, изделие хорошо просушено.
- Яркий цвет – это признак большого количества внесённых пигментов. А они понижают качественные характеристики материала.
- Если на срезе цвет располагается только в верхней части изделия, то велика вероятность, что цвет со временем исчезнет или поблёкнет. Пигмент должен быть равномерно распределён по всему телу плитки.
- Отсутствие пузырей и трещин – тоже признак качества.
- Наличие сертификата говорит о том, что производство налажено по стандартам или техническим условиям, которые зарегистрированы в государственных органах.
Вот, что вас ожидает, если выбрать некачественный материал
Итак, нами была разобрана тема производства и укладки тротуарной плитки.
Комментарии для сайта
Cackle
Выбор материалов
Для создания тротуарной плитки с высокой прочностью, морозостойкостью и водонепроницаемостью важно подобрать материалы соответствующего качества.
Цемент
Основным элементом любого бетона является цемент. Для изготовления элементов мощения следует выбирать среднеалюминатные цементы с содержанием минеральных добавок не более 5%, а также с классом по прочности 42,5. На упаковке подобного вяжущего указана марка ЦЕМ I 42,5 Н или Б. К среднеалюминатным цементам относятся вяжущие с содержанием С3А от 5 до 8%. Узнать содержание алюминатов можно у продавца, спросив паспорт на цемент.
Мелкий заполнитель
В качестве мелкого заполнителя лучше всего применять мытый карьерный песок с модулем крупности 2 – 2,5.
Такой материал относится к пескам строительным первого класса, при его использовании состав бетона отличается меньшим расходом вяжущего и низкой себестоимостью при более высоких показателях качества.
Крупный заполнитель
При использовании крупного заполнителя лучше всего приобрести гранитный щебень с размером зерен 3 – 10 мм. Такой материал обеспечит повышение прочности и долговечности при высокой подвижности смеси. Но его стоимость высока, поэтому можно приобрести стандартную смесь зерен диаметром 5 – 20 мм и скорректировать рецепт, сократив содержание крупного заполнителя.
Такой подход обеспечит высокую подвижность и однородность при формировании каменного каркаса в теле композита.
Самостоятельное изготовление
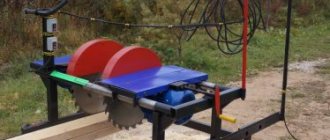
Производство элементов тротуара своими руками необходимо начать с подготовки места для формовки и хранения изделий. Даже при высокой подвижности полученной смеси после заливки форм их необходимо уплотнить. Подойдут погружные или самодельные вибраторы.
Уплотнение следует вести не более 5 – 10 с, иначе произойдет расслоение смеси и ухудшение внешнего вида элементов тротуара.
Стандартная рецептура
При изготовлении композита с классом по прочности В25 можно использовать следующий состав на 1 м3:
- цемент = 390 – 420 кг;
- песок = 700 – 750 кг;
- щебень = 1000 – 1050 кг;
- вода = 155 – 165 кг;
- пластификатор + пигмент (при желании окрасить изделия).
Технология смешивания
При смешении компонентов сначала загружается песок, затем вода с добавками и цемент, и в последнюю очередь щебень. Перемешивание осуществляется не менее 2 – 3 минут до получения однородного материала.
Тротуарная плитка из бетона такого состава будет обладать интенсивной кинетикой твердения, поэтому очень важно предотвратить потерю влаги с ее поверхности.
Вибролитье как метод производства тротуарной плитки
Краткое описание всего технологического производства брусчатки вибролитьевым способом можно свести к следующему:
- В закрытом миксере готовят бетонную смесь из песка, щебня, цемента, пластификаторов, воды и пигмента при необходимости.
- На специальном вибростоле размещают эластичные литьевые формы, внутреннюю поверхность их смазывают машинным маслом.
- Готовую смесь вручную разливают в формы и включают вибростол на 5-10 минут для утрамбовки отливки и освобождения материала от пузырьков.
- Заготовки снимают с вибростола и помещают в закрытое от прямых лучей теплое помещение на 1 сутки для твердения состава.
- Готовую продукцию извлекают из форм — их уже можно хранить на поддонах в обычных складских условиях и даже на открытом воздухе.
Таким несложным способом получают тротуарную плитку различной конфигурации, оттенков, размеров и толщины.
Плюсы и минусы плитки, полученной методом вибролитья
Главное преимущество технологического процесса — его простота и экономическая целесообразность производства продукта. Сама же тротуарная плитка полученная способом вибролитья в ряду подобных товаров на рынке материалов для дорожного покрытия имеет ряд преимуществ:
- Ассортимент определяется наличием разнообразных форм и добавками пигментов различных оттенков.
- Высокие прочностные характеристики и морозостойкость отливки за счет применения специальных добавок.
- Гладкая глянцевая поверхность отливки без шероховатостей и пор — такую плитку легко поддерживать в чистоте.
- Самая низкая себестоимость вибролитой плитки среди всех типов брусчатки.
- Несложная технология укладки и высокие показатели ремонтопригодности — в случае необходимости участок тротуара можно разобрать и затем уложить обратно.