Сварочный инвертор из компьютерного блока питания своими руками становится все более популярным как среди профессионалов, так и среди сварщиков-любителей. Преимущества таких аппаратов в том, что они удобные и легкие.
Устройство сварочного инвертора.
Применение инверторного источника питания позволяет качественно улучшить характеристики сварочной дуги, уменьшить размер силового трансформатора и тем самым облегчить вес прибора, дает возможность сделать более плавными регулировки и уменьшить разбрызгивание при сварке. Минусом сварочного аппарата инверторного типа является существенно большая цена, чем у трансформаторного аналога.
Чтобы не переплачивать в магазинах большие суммы денег за сварку, можно изготовить сварочный инвертор своими руками. Для этого необходим рабочий компьютерный блок питания, несколько электроизмерительных приборов, инструменты, базовые знания и практические навыки в электротехнических работах. Также нелишним будет обзавестись соответствующей литературой.
Если нет уверенности в своих силах, то стоит обратиться за готовым сварочным аппаратом в магазин, иначе при малейшей ошибке в процессе сборки есть риск получить электроудар или спалить всю электропроводку. Но если есть опыт собирать схемы, перематывать трансформаторы и создавать электроприборы своими руками, можно смело приступать к выполнению сборки.
Принцип работы инверторной сварки
Принципиальная схема инвертора.
Сварочный инвертор состоит из понижающего напряжение сети силового трансформатора, дросселей-стабилизаторов, уменьшающих пульсацию тока, и блока электросхем. Для схем можно применять транзисторы MOSFET или IGBT.
Принцип действия инвертора заключается в следующем: переменный ток от сети направляется на выпрямитель, после чего в силовом модуле происходит преобразование постоянного тока в переменный с повышением частоты. Далее ток поступает на высокочастотный трансформатор, а на выходе из него получается ток сварочной дуги.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.
Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов. Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы.
- Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди. Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Если транзисторные преобразователи блока управления полностью исправны, нужно обследовать плату управления ключами. Для проведения такой диагностики следует подготовить осциллограф.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Инструменты, необходимые для изготовления инвертора
Чтобы собрать сварочный инвертор из блока питания своими руками, понадобятся следующие инструменты:
Схема обратной связи по напряжению TL494 в компьютерном блоке питания.
- паяльник;
- отвертки с разными наконечниками;
- плоскогубцы;
- кусачки;
- дрель или шуруповерт;
- крокодилы;
- провода необходимого сечения;
- тестер;
- мультиметр;
- расходные материалы (провода, припой для пайки, изолента, шурупы и другие).
Чтобы создать сварочный аппарат из компьютерного блока питания, необходимы материалы для создания печатной платы, гетинакс, запасные элементы. Чтобы уменьшить количество работы, стоит обратиться в магазин за готовыми держателями для электродов. Однако можно сделать их и самостоятельно, припаяв крокодилы к проводам необходимого диаметра. При этой работе важно соблюдать полярность.
Ремонт силового блока инвертора
Электрическая схема сварочного инвертора.
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.
Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Если после замены транзистора работоспособность прибора не восстановилась, то имеет смысл перейти к следующему шагу, а именно диагностике и замене элементов из диодного моста.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.
Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Порядок сборки сварочного аппарата
В первую очередь, чтобы создать сварочный аппарат из компьютерного блока питания, необходимо достать источник питания из корпуса компьютера и выполнить его разборку. Основные элементы, которые можно из него использовать, это несколько запчастей, вентилятор и стандартные пластины корпуса. Тут важно учесть режим работы охлаждения. От этого зависит, какие элементы для обеспечения необходимой вентиляции нужно добавить.
Схема трансформатора с первичной и вторичной обмоткой.
Работу стандартного вентилятора, который будет охлаждать будущий сварочный аппарат из компьютерного блока, необходимо протестировать в нескольких режимах. Такая проверка позволит убедиться в работоспособности элемента. Чтобы сварочный аппарат в ходе работы не перегревался, можно поставить дополнительный, более мощный источник охлаждения.
Для контроля необходимой температуры следует установить термопару. Оптимальная температура для работы сварочного аппарата не должна превышать 72-75°С.
Но в первую очередь следует установить на сварочный аппарат из компьютерного блока питания необходимого размера ручку для переноски и удобства работы. Ручка устанавливается на верхней панели блока при помощи шурупов.
Важно выбрать шурупы оптимальные по длине, иначе слишком большие могут задеть внутреннюю схему, что недопустимо. На этом этапе работы следует побеспокоиться о хорошей вентиляции аппарата. Размещение элементов внутри блока питания весьма плотное, потому в нем следует заранее устроить большое число сквозных отверстий. Выполняются они дрелью или шуруповертом.
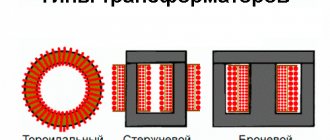
Далее, чтобы создать схему инвертора, можно использовать несколько трансформаторов. Обычно выбирают 3 трансформатора типа ETD59, E20 и Kх20х10х5. Найти их можно практически в любом магазине радиоэлектроники. А если есть уже опыт создания трансформаторов самим, то проще выполнить их своими руками, ориентируясь на количество витков и рабочие характеристики трансформаторов. Найти подобную информацию в интернете не составит никакого труда. Может понадобиться трансформатор тока K17х6х5.
Способы подключения сварочного инвертора.
Выполнять самодельные трансформаторы лучше всего из гетинаксовых катушек, обмоткой послужит эмаль-провод, сечением 1.5 или 2 мм. Можно использовать медную жесть 0.3х40 мм, предварительно обернув ее прочной бумагой. Подойдет термобумага от кассового аппарата (0.05 мм), она прочна и не так рвется. Обжимку следует делать из деревянных колодок, после чего всю конструкцию нужно залить «эпоксидкой» или покрыть лаком.
Создавая сварочный аппарат из компьютерного блока, можно использовать трансформатор из микроволновой печи или старых мониторов, не забывая изменять количество витков обмотки. При этой работе нелишним будет пользоваться электротехнической литературой.
В качестве радиатора можно использовать PIV, предварительно распиленный на 3 части, или другие радиаторы от старых компьютеров. Приобрести их можно в специализированных магазинах, занимающихся разборкой и модернизацией компьютеров. Такие варианты позволят приятно сэкономить время и силы на поисках подходящего охлаждения.
Чтобы создать аппарат из компьютерного блока питания, обязательно следует использовать однотактный прямоходовой квазимистый мост, или «косой мост». Этот элемент является одним из основных в работе сварочного аппарата, поэтому на нем лучше не экономить, а приобрести новый в магазине.
Печатные платы можно скачать в интернете. Это значительно облегчит воссоздание схемы. В процессе создания платы понадобятся конденсаторы, 12-14 штук, 0.15 мк, 630 вольт. Они необходимы для блокировки резонансных выбросов тока от трансформатора. Также, чтобы изготовить такой аппарат из компьютерного блока питания, понадобятся конденсаторы С15 или С16 с маркой К78-2 или СВВ-81. Транзисторы и выходные диоды следует устанавливать на радиаторы, не используя дополнительные прокладки.
В процессе работы необходимо постоянно использовать тестер и мультиметр во избежание ошибок и для более быстрой сборки схемы.
Электрическая схема сварочного полуавтомата.
После изготовления всех необходимых частей следует разместить их в корпусе с последующей их разводкой. Температуру на термопаре стоит выставить в 70°С: это защитит всю конструкцию от перегрева. После сборки сварочный аппарат из компьютерного блока необходимо предварительно протестировать. Иначе при допущенной в ходе сборки ошибке можно сжечь все основные элементы, а то и получить удар током.
На лицевой стороне следует установить два контактодержателя и несколько регуляторов силы тока. Выключателем аппарата в такой конструкции будет стандартный тумблер компьютерного блока. Корпус готового аппарата после сборки требуется дополнительно укрепить.
Сварочный инвертор своими руками
Вашему вниманию представлена схема сварочного инвертора, который вы можете собрать своими руками. Максимальный потребляемый ток — 32 ампера, 220 вольт. Ток сварки — около 250 ампер, что позволяет без проблем варить электродом 5-кой, длина дуги 1 см, переходящим больше 1 см в низкотемпературную плазму. КПД источника на уровне магазинных, а может и лучше (имеется в виду инверторные).
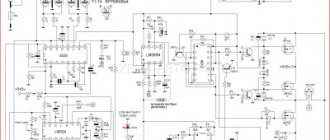
На рисунке 1 приведена схема блока питания для сварочного.
Рис.1 Принципиальная схема блока питания
Трансформатор намотан на феррите Ш7х7 или 8х8 Первичка имеет 100 витков провода ПЭВ 0.3мм Вторичка 2 имеет 15 витков провода ПЭВ 1мм Вторичка 3 имеет 15 витков ПЭВ 0.2мм Вторичка 4 и 5 по 20 витков провода ПЭВ 0.35мм Все обмотки необходимо мотать во всю ширину каркаса, это дает ощутимо более стабильное напряжение.
Рис.2 Принципиальная схема сварочного инвертора
На рисунке 2 — схема сварочника. Частота — 41 кГц, но можно попробовать и 55 кГц. Трансформатор на 55кгц тогда 9 витков на 3 витка, для увеличения ПВ трансформатора.
Трансформатор на 41кгц — два комплекта Ш20х28 2000нм, зазор 0.05мм, газета прокладка, 12вит х 4вит, 10кв мм х 30 кв мм, медной лентой (жесть) в бумаге. Обмотки трансформатора сделаны из медной жести толщиной 0.25 мм шириной 40мм обернутые для изоляции в бумагу от кассового аппарата. Вторичка делается из трех слоев жести (бутерброд) разделенных между собой фторопластовой лентой, для изоляции между собой, для лучшей проводимости высоко- частотных токов, контактные концы вторички на выходе трансформатора спаяны вместе.
Дроссель L2 намотан на сердечнике Ш20х28, феррит 2000нм, 5 витков, 25 кв.мм, зазор 0.15 — 0.5мм (два слоя бумаги от принтера). Токовый трансформатор – датчик тока два кольца К30х18х7 первичка продетый провод через кольцо, вторичка 85 витков провод толщиной 0.5мм.
Сборка сварочного
Намотка трансформатора
Намотку трансформатора нужно делать с помощью медной жести толщиной 0.3мм и шириной 40мм, ее нужно обернуть термобумагой от кассового аппарата толщиной 0.05мм, эта бумага прочная и не так рвется как обычная при намотке трансформатора.
Вы скажите, а почему не намотать обычным толстым проводом, а нельзя потому что этот трансформатор работает на высокочастотных токах и эти токи вытесняются на поверхность проводника и середину толстого провода не задействует, что приводит к нагреву, называется это явление Скин эффект!
И с ним надо бороться, просто надо делать проводник с большой поверхностью, вот тонкая медная жесть этим и обладает она имеет большую поверхность по которой идет ток, а вторичная обмотка должна состоять из бутерброда трех медных лент разделенных фторопластовой пленкой, она тоньше и обернуты все эти слои в термобумагу. Эта бумага обладает свойством темнеть при нагреве, нам это не надо и плохо, от этого не будет пускай так и останется главное, что не рвется.
Можно намотать обмотки проводом ПЭВ сечением 0.5…0.7мм состоящих из нескольких десятков жил, но это хуже, так как провода круглые и состыкуются между собой с воздушными зазорами, которые замедляют теплообмен и имеют меньшую общую площадь сечения проводов вместе взятых в сравнении с жестью на 30%, которая может влезть окна ферритового сердечника.
У трансформатора греется не феррит, а обмотка поэтому нужно следовать этим рекомендациям.
Трансформатор и вся конструкция должны обдуваться внутри корпуса вентилятором на 220 вольт 0.13 ампера или больше.
Конструкция
Для охлаждения всех мощных компонентов хорошо использовать радиаторы с вентиляторами от старых компьютеров Pentium 4 и Athlon 64. Мне эти радиаторы достались из компьютерного магазина делающего модернизацию, всего по 3…4$ за штуку.
Силовой косой мост нужно делать на двух таких радиаторах, верхняя часть моста на одном, нижняя часть на другом. Прикрутить на эти радиаторы диоды моста HFA30 и HFA25 через слюдяную прокладку. IRG4PC50W нужно прикручивать без слюды через теплопроводящую пасту КТП8.
Выводы диодов и транзисторов нужно прикрутить на встречу друг другу на обоих радиаторах, а между выводами и двумя радиаторами вставить плату, соединяющею цепи питания 300вольт с деталями моста.
На схеме не указано нужно на эту плату в питание 300V припаять 12…14 штук конденсаторов по 0.15мк 630 вольт. Это нужно, чтобы выбросы трансформатора уходили в цепь питания, ликвидируя резонансные выбросы тока силовых ключей от трансформатора.
Остальная часть моста соединяется между собой навесным монтажом проводниками не большой длины.
Ещё на схеме показаны снабберы, в них есть конденсаторы С15 С16 они должны быть марки К78-2 или СВВ-81. Всякий мусор туда ставить нельзя, так как снабберы выполняют важную роль: первая — они глушат резонансные выбросы трансформатора вторая — они значительно уменьшают потери IGBT при выключении так как IGBT открываются быстро, а вот закрываются гораздо медленнее и во время закрытия емкость С15 и С16 заряжается через диод VD32 VD31 дольше чем время закрытия IGBT, то есть этот снаббер перехватывает всю мощь на себя не давая выделяться теплу на ключе IGBT в три раза чем было бы без него. Когда IGBT быстро открываются, то через резисторы R24 R25 снабберы плавно разряжаются и основная мощь выделяется на этих резисторах.
Настройка
Подать питание на ШИМ 15вольт и хотя бы на один вентилятор для разряда емкости С6 контролирующую время срабатывания реле.
Реле К1 нужно для замыкания резистора R11, после того, когда зарядятся конденсаторы С9…12 через резистор R11 который уменьшает всплеск тока при включении сварочного в сеть 220вольт.
Без резистора R11 на прямую, при включении получился бы большой БАХ во время зарядки емкости 3000мк 400V, для этого эта мера и нужна.
Проверить срабатывание реле замыкающие резистор R11 через 2…10 секунд после подачи питания на плату ШИМ.
Проверить плату ШИМ на присутствие прямоугольных импульсов идущих к оптронам HCPL3120 после срабатывания обоих реле К1 и К2.
Ширина импульсов должна быть шириной относительно нулевой паузе 44% нулевая 66%
Проверить драйвера на оптронах и усилителях ведущих прямоугольный сигнал амплитудой 15вольт убедится в том, что напряжение на IGBT затворах не превышает 16вольт.
Подать питание 15 Вольт на мост для проверки его работы на правильность изготовления моста.
Ток потребления при этом не должен превышать 100мА на холостом ходу.
Убедится в правильной фразировке обмоток силового трансформатора и трансформатора тока с помощью двух лучевого осциллографа .
Один луч осциллографа на первичке, второй на вторичке, чтобы фазы импульсов были одинаковые, разница только в напряжении обмоток.
Подать на мост питание от силовых конденсаторов С9…С12 через лампочку 220вольт 150..200ватт предварительно установив частоту ШИМ 55кГц подключить осциллограф на коллектор эмиттер нижнего IGBT транзистора посмотреть на форму сигнала, чтобы не было всплесков напряжения выше 330 вольт как обычно.
Начать понижать тактовую частоту ШИМ до появления на нижнем ключе IGBT маленького загиба говорящем о перенасыщении трансформатора, записать эту частоту на которой произошел загиб поделить ее на 2 и результат прибавить к частоте перенасыщения, например перенасыщение 30кГц делим на 2 = 15 и 30+15=45, 45 это и есть рабочая частота трансформатора и ШИМа.
Ток потребления моста должен быть около 150ма и лампочка должна еле светиться, если она светится очень ярко, это говорит о пробое обмоток трансформатора или не правильно собранном мосте.
Подключить к выходу сварочного провода длиной не мене 2 метров для создания добавочной индуктивности выхода.
Подать питание на мост уже через чайник 2200ватт, а на лампочку установить силу тока на ШИМ минимум R3 ближе к резистору R5, замкнуть выход сварочного проконтролировать напряжение на нижнем ключе моста, чтобы было не более 360вольт по осциллографу, при этом не должно быть ни какого шума от трансформатора. Если он есть — убедиться в правильной фазировке трансформатора -датчика тока пропустить провод в обратную сторону через кольцо.
Если шум остался, то нужно расположить плату ШИМ и драйвера на оптронах подальше от источников помех в основном силовой трансформатор и дроссель L2 и силовые проводники.
Еще при сборке моста драйвера нужно устанавливать рядом с радиаторами моста над IGBT транзисторами и не ближе к резисторам R24 R25 на 3 сантиметра. Соединения выхода драйвера и затвора IGBT должны быть короткие. Проводники идущие от ШИМ к оптронам не должны проходить рядом с источниками помех и должны быть как можно короче.
Все сигнальные провода от токового трансформатора и идущие к оптронам от ШИМ должны быть скрученные, чтобы понизить уровень помех и должны быть как можно короче.
Дальше начинаем повышать ток сварочного с помощью резистора R3 ближе к резистору R4 выход сварочного замкнут на ключе нижнего IGBT, ширина импульса чуть увеличивается, что свидетельствует о работе ШИМ. Ток больше — ширина больше, ток меньше — ширина меньше.
Ни какого шума быть не должно иначе выйдут из строя IGBT.
Добавлять ток и слушать, смотреть осциллограф на превышение напряжения нижнего ключа, чтобы не выше 500вольт, максимум 550 вольт в выбросе, но обычно 340 вольт.
Дойти до тока, где ширина резко становиться максимальной говорящим, что чайник не может дать максимальный ток.
Все, теперь на прямую без чайника идем от минимума до максимума, смотреть осциллограф и слушать, чтобы было тихо. Дойти до максимального тока, ширина должна увеличиться, выбросы в норме, не более 340вольт обычно.
Начинать варить, в начале 10 секунд. Проверяем радиаторы, потом 20 секунд, тоже холодные и 1 минуту трансформатор теплый, спалить 2 длинных электрода 4мм трансформатор горечеватый
Радиаторы диодов 150ebu02 заметно нагрелись после трех электродов, варить уже тяжело, человек устает, хотя варится классно, трансформатор горяченький, да и так уже не кто не варит. Вентилятор, через 2 минуты трансформатор доводит до теплого состояния и можно варить снова до опупения.
Ниже вы можете скачать печатные платы в формате LAY и др. файлы
Евгений Родиков (evgen100777 [собака] rambler.ru). По всем возникшим вопросам при сборке сварочника пишите на E-Mail.
Список радиоэлементов
| Обозначение | Тип | Номинал | Количество | Примечание | Магазин | Мой блокнот |
| Блок питания | ||||||
| Линейный регулятор | LM78L15 | 2 | Поиск в магазине Отрон | В блокнот | ||
| AC/DC преобразователь | TOP224Y | 1 | Поиск в магазине Отрон | В блокнот | ||
| ИС источника опорного напряжения | TL431 | 1 | Поиск в магазине Отрон | В блокнот | ||
| Выпрямительный диод | BYV26C | 1 | Поиск в магазине Отрон | В блокнот | ||
| Выпрямительный диод | HER307 | 2 | Поиск в магазине Отрон | В блокнот | ||
| Выпрямительный диод | 1N4148 | 1 | Поиск в магазине Отрон | В блокнот | ||
| Диод Шоттки | MBR20100CT | 1 | Поиск в магазине Отрон | В блокнот | ||
| Защитный диод | P6KE200A | 1 | Поиск в магазине Отрон | В блокнот | ||
| Диодный мост | KBPC3510 | 1 | Поиск в магазине Отрон | В блокнот | ||
| Оптопара | PC817 | 1 | Поиск в магазине Отрон | В блокнот | ||
| C1, C2 | Электролитический конденсатор | 10мкФ 450В | 2 | Поиск в магазине Отрон | В блокнот | |
| Электролитический конденсатор | 100мкФ 100В | 2 | Поиск в магазине Отрон | В блокнот | ||
| Электролитический конденсатор | 470мкФ 400В | 6 | Поиск в магазине Отрон | В блокнот | ||
| Электролитический конденсатор | 50мкФ 25В | 1 | Поиск в магазине Отрон | В блокнот | ||
| C4, C6, C8 | Конденсатор | 0.1мкФ | 3 | Поиск в магазине Отрон | В блокнот | |
| C5 | Конденсатор | 1нФ 1000В | 1 | Поиск в магазине Отрон | В блокнот | |
| С7 | Электролитический конденсатор | 1000мкФ 25В | 1 | Поиск в магазине Отрон | В блокнот | |
| Конденсатор | 510 пФ | 2 | Поиск в магазине Отрон | В блокнот | ||
| C13, C14 | Электролитический конденсатор | 10 мкФ | 2 | Поиск в магазине Отрон | В блокнот | |
| VDS1 | Диодный мост | 600В 2А | 1 | Поиск в магазине Отрон | В блокнот | |
| NTC1 | Терморезистор | 10 Ом | 1 | Поиск в магазине Отрон | В блокнот | |
| R1 | Резистор | 47 кОм | 1 | Поиск в магазине Отрон | В блокнот | |
| R2 | Резистор | 510 Ом | 1 | Поиск в магазине Отрон | В блокнот | |
| R3 | Резистор | 200 Ом | 1 | Поиск в магазине Отрон | В блокнот | |
| R4 | Резистор | 10 кОм | 1 | Поиск в магазине Отрон | В блокнот | |
| Резистор | 6.2 Ом | 1 | Поиск в магазине Отрон | В блокнот | ||
| Резистор | 30Ом 5Вт | 2 | Поиск в магазине Отрон | В блокнот | ||
| Сварочный инвертор | ||||||
| ШИМ контроллер | UC3845 | 1 | Поиск в магазине Отрон | В блокнот | ||
| VT1 | MOSFET-транзистор | IRF120 | 1 | Поиск в магазине Отрон | В блокнот | |
| VD1 | Выпрямительный диод | 1N4148 | 1 | Поиск в магазине Отрон | В блокнот | |
| VD2, VD3 | Диод Шоттки | 1N5819 | 2 | Поиск в магазине Отрон | В блокнот | |
| VD4 | Стабилитрон | 1N4739A | 1 | 9В | Поиск в магазине Отрон | В блокнот |
| VD5-VD7 | Выпрямительный диод | 1N4007 | 3 | Для понижения напряжения | Поиск в магазине Отрон | В блокнот |
| VD8 | Диодный мост | KBPC3510 | 2 | Поиск в магазине Отрон | В блокнот | |
| C1 | Конденсатор | 22 нФ | 1 | Поиск в магазине Отрон | В блокнот | |
| C2, C4, C8 | Конденсатор | 0.1 мкФ | 3 | Поиск в магазине Отрон | В блокнот | |
| C3 | Конденсатор | 4.7 нФ | 1 | Поиск в магазине Отрон | В блокнот | |
| C5 | Конденсатор | 2.2 нФ | 1 | Поиск в магазине Отрон | В блокнот | |
| C6 | Электролитический конденсатор | 22 мкФ | 1 | Поиск в магазине Отрон | В блокнот | |
| C7 | Электролитический конденсатор | 200 мкФ | 1 | Поиск в магазине Отрон | В блокнот | |
| C9-C12 | Электролитический конденсатор | 3000мкФ 400В | 4 | Поиск в магазине Отрон | В блокнот | |
| R1, R2 | Резистор | 33 кОм | 2 | Поиск в магазине Отрон | В блокнот | |
| R4 | Резистор | 510 Ом | 1 | Поиск в магазине Отрон | В блокнот | |
| R5 | Резистор | 1.3 кОм | 1 | Поиск в магазине Отрон | В блокнот | |
| R7 | Резистор | 150 Ом | 1 | Поиск в магазине Отрон | В блокнот | |
| R8 | Резистор | 1Ом 1Ватт | 1 | Поиск в магазине Отрон | В блокнот | |
| R9 | Резистор | 2 МОм | 1 | Поиск в магазине Отрон | В блокнот | |
| R10 | Резистор | 1.5 кОм | 1 | Поиск в магазине Отрон | В блокнот | |
| R11 | Резистор | 25Ом 40Ватт | 1 | Поиск в магазине Отрон | В блокнот | |
| R3 | Подстроечный резистор | 2.2 кОм | 1 | Поиск в магазине Отрон | В блокнот | |
| Подстроечный резистор | 10 кОм | 1 | Поиск в магазине Отрон | В блокнот | ||
| K1 | Реле | 12В 40А | 1 | Поиск в магазине Отрон | В блокнот | |
| K2 | Реле | РЭС-49 | 1 | Поиск в магазине Отрон | В блокнот | |
| Q6-Q11 | IGBT-транзистор | IRG4PC50W | 6 | Поиск в магазине Отрон | В блокнот | |
| MOSFET-транзистор | IRF5305 | 8 | Поиск в магазине Отрон | В блокнот | ||
| D2, D3 | Диод Шоттки | 1N5819 | 2 | Поиск в магазине Отрон | В блокнот | |
| VD17, VD18 | Выпрямительный диод | VS-HFA30PA60CPBF | 2 | Поиск в магазине Отрон | В блокнот | |
| VD19-VD22 | Выпрямительный диод | VS-150EBU02 | 4 | Поиск в магазине Отрон | В блокнот | |
| VD31, VD32 | Выпрямительный диод | VS-HFA25PB60PBF | 2 | Поиск в магазине Отрон | В блокнот | |
| VD36-VD41 | Стабилитрон | 1N4744A | 12 | Поиск в магазине Отрон | В блокнот | |
| Оптопара | HCPL-3120 | 2 | Поиск в магазине Отрон | В блокнот | ||
| C13, C21 | Электролитический конденсатор | 10 мкФ | 2 | Поиск в магазине Отрон | В блокнот | |
| C15-C18 | Конденсатор | 6.8 нФ | 4 | К78-2 или СВВ-81 | Поиск в магазине Отрон | В блокнот |
| C20, C22 | Электролитический конденсатор | 47мкФ 25В | 2 | Поиск в магазине Отрон | В блокнот | |
| L2 | Катушка индуктивности | 35 мкГн | 1 | Поиск в магазине Отрон | В блокнот | |
| R12, R13, R50, R54 | Резистор | 1 кОм | 4 | Поиск в магазине Отрон | В блокнот | |
| R14, R15 | Резистор | 1.5 кОм | 2 | Поиск в магазине Отрон | В блокнот | |
| R17, R51 | Резистор | 10 Ом | 2 | Поиск в магазине Отрон | В блокнот | |
| R24, R25 | Резистор | 30Ом 20Ватт | 2 | Поиск в магазине Отрон | В блокнот | |
| R26 | Резистор | 2.2 кОм | 1 | Поиск в магазине Отрон | В блокнот | |
| R27, R28 | Резистор | 5Ом 5Ватт | 2 | Поиск в магазине Отрон | В блокнот | |
| R36, R46-R48, R52, R42-R44 | Резистор | 5 Ом | 8 | Поиск в магазине Отрон | В блокнот | |
| R45, R53 | Резистор | 1.5 Ом | 2 | Поиск в магазине Отрон | В блокнот | |
| Добавить все | ||||||
Прикрепленные файлы:
- welding.rar (495 Кб)
Теги:
- Sprint-Layout
- Сварка
Преимущества сварочного аппарата из компьютерного блока питания
Сварочный аппарат, изготовленный своими руками, будет небольшим и легким. Он отлично подойдет для проведения домашней сварки, на нем удобно варить электродами двойкой или тройкой, не испытывая проблем с «мигающим светом» и не опасаясь при этом за электропроводку. Питанием для такого сварочного аппарата может быть любая домашняя розетка, а при работе такой прибор практически не будет искрить.
Изготавливая сварочный инвертор своими руками, можно ощутимо сэкономить на приобретении нового аппарата, однако такой подход потребует значительных затрат как сил, так и времени. После сборки готового образца можно пробовать внести свои изменения в сварочный аппарат из компьютерного блока и его схему, сделать облегченные модели большей мощности. А изготавливая подобные устройства для знакомых под заказ, можно обеспечить себе неплохой дополнительный доход.
Читать также: Как затянуть ремень с двумя кольцами
Распространенные причины поломок
Ремонт сварочных инверторов своими руками возможен при таких неисправностях:
- Неустойчивая сварочная дуга. Подобная неисправность в большинстве случаев связана с неправильным выбором режима работы инвертора. Для выбора оптимальной силы тока можно придерживаться правила: на 1 миллиметр диаметра электрода должно подаваться от 20 до 40 ампер тока.
- Появление усилий при отрыве электрода от металла. Типичная неисправность, возникающая из-за низкого напряжения, приходящего на электроды. Наиболее простым способом решения данной проблемы является очистка контактов блока питания от окислов и нагара.
- Отсутствие сварочной струи. Если при повороте тумблера включения устройства нет никакого питания, то следует проверить напряжение в электрической сети.
- Отключение инвертора при длительной работе. Как правило, подобное поведение инвертора может быть связано с перегревом. Выход из положения прост: дать аппарату остыть и через 30 минут вновь приступить к работе.
Схема инверторного сварочного аппарата.
При диагностике сварочного аппарата могут выявиться неисправности:
- возникшие в результате неправильного выбора режима сварочных работ;
- возникшие вследствие выхода из строя электронных компонентов оборудования.
В любом из вышеназванных случает можно провести ремонт сварочного инвертора своими руками.
Большинство неисправностей данного узла сварочного аппарата связаны с выходом из строя электронных комплектующих.
Основные виды неисправностей электронной схемы представлены:
- Попаданием влаги внутрь корпуса инвертора. Окисление токопроводящих дорожек вследствие попадания влаги может служить причиной нарушения контакта между основными компонентами устройства.
- Образованием большого количества пыли на основных рабочих элементах. Обильное пылевое загрязнение элементов инвертора может нарушить естественную циркуляцию воздуха в корпусе и привести к перегреву электронных компонентов.
- Выбором неправильного режима работы инвертора, повлекший за собой перегрев электронных компонентов. Выход из строя инвертора по причине перегрева электронных комплектующих – это одна из наиболее типичных поломок.
Кроме этого, неработоспособность устройства может быть связана с выходом из строя одного из модулей.
В большинстве инверторов используются:
- входной выпрямитель;
- выходной выпрямитель;
- блок управления ключами;
- охлаждающая система.
Инверторная сварка своими руками — это очень просто
Инверторная сварка — это современное устройство, которое пользуется широкой популярностью благодаря небольшому весу аппарата и его габаритов. Инверторный механизм основывается на применении полевых транзисторов и силовых переключателей. Чтобы стать обладателем сварочного аппарата, можно посетить любой магазин инструментов и обзавестись такой полезной вещью. Но есть способ намного экономнее, который обусловлен созданием инверторной сварки своими руками. Именно второму способу и уделим внимание в данном материале и рассмотрим, как сделать сварку в домашних условиях, что для этого понадобится и как выглядят схемы.
Особенности функционирования инвертора
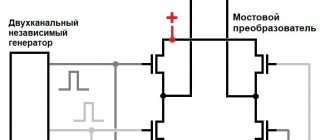
Сварочный аппарат инверторного типа — это не что иное, как блок питания, тот, который сейчас применяется в современных компьютерах. На чем же основывается работа инвертора? В инверторе наблюдается следующая картина преобразования электрической энергии:
1) Напряжение, потребляемое из сети, преобразуется в постоянное.
2) Ток с постоянной синусоидой преобразовывается в переменный с высокой частотой.
3) Происходит снижение значения напряжения.
4) Происходит выпрямление тока с сохранением необходимой частоты.
Перечень таковых преобразований электрической цепи необходим для того, чтобы иметь возможность снизить массу аппарата и его габаритные размеры. Ведь, как известно, старые сварочные аппараты, принцип которых основывается на снижении величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. В результате благодаря высокому значению силы тока наблюдается возможность дугового сваривания металлов. Для того чтобы сила тока увеличивалась, а напряжение снижалось, на вторичной обмотке уменьшается число витков, но при этом увеличивается сечение проводника. В результате можно заметить, что сварочный аппарат трансформаторного типа не только имеет значительные габариты, но и приличный вес.
Для решения проблемы был предложен вариант реализации сварочного аппарата посредством инверторной схемы. Принцип инвертора основывается на увеличении частоты тока до 60 или даже 80 кГц, тем самым осуществляя снижение массы и габаритов самого устройства. Все что потребовалось для реализации инверторного сварочного аппарата — это увеличить частоту в тысячи раз, что стало возможным благодаря применению полевых транзисторов.
Транзисторы обеспечивают сообщение между собой с частотой около 60-80 кГц. На схему питания транзисторов приходит постоянное значение тока, что обеспечивается благодаря применению выпрямителя. В качестве выпрямителя используется диодный мост, а выравнивание значения напряжения обеспечивают конденсаторы.
Переменный ток, который передается после прохождения через транзисторы на понижающий трансформатор. Но при этом в качестве трансформатора используется в сотни раз уменьшенная катушка. Почему используется катушка, потому как частота тока, которая подается на трансформатор, уже увеличена в 1000 раз благодаря полевым транзисторам. В результате получаем аналогичные данные, как и при работе трансформаторной сварки, только с большой разницей в весе и габаритах.
Что нужно для сборки инвертора
Чтобы собрать самостоятельно инверторную сварку, нужно знать, что схема рассчитывается, прежде всего, на потребляющее напряжение величиной 220 Вольт и током на 32 Ампера. Уже после преобразования энергии на выходе ток будет увеличен почти в 8 раз и будет достигать 250 Ампер. Такого тока достаточно для того, чтобы создать прочный шов электродом на расстоянии до 1 см. Для реализации блока питания инверторного типа потребуется воспользоваться следующими составляющими:
1) Трансформатор, состоящий из ферритного сердечника.
2) Обмотка первичного трансформатора со 100 витками провода диаметром 0,3 мм.
3) Три вторичных обмотки:
— внутренняя: 15 витков и диаметром провода 1 мм;
— средняя: 15 витков и диаметром 0,2 мм;
— наружная: 20 оборотов и диаметром 0,35 мм.
Кроме того, чтобы собрать трансформатор, потребуются следующие элементы:
Как выглядит схема инверторной сварки
Для того, чтобы понимать, что вообще собой представляет сварочный инверторный аппарат, необходимо рассмотреть схему, представленную ниже.
Электрическая схема инверторной сварки
Все эти компоненты необходимо объединить и тем самым получить сварочный аппарат, который будет незаменимым помощником при выполнении слесарных работ. Ниже представлена принципиальная схема инверторной сварки.
Схема блока питания инверторной сварки
Плата, на которой находится блок питания аппарата, монтируется отдельно от силовой части. Разделителем между силовой частью и блоком питания выступает металлический лист, подсоединенный к корпусу агрегата электрически.
Для управления затворками применяются проводники, припаивать которые нужно поблизости транзисторов. Эти проводники соединяются между собой парно, а сечение этих проводников не играет особой роли. Единственное, что важно учитывать — это длина проводников, которая не должна превышать 15 см.
Для человека, который не знаком с основами электроники, прочесть такого рода схему проблематично, не говоря уже о назначении каждого элемента. Поэтому если у вас нет навыков работы с электроникой, то лучше попросить знакомого мастера помочь разобраться. Вот, к примеру, ниже изображена схема силовой части инверторного сварочного аппарата.
Схема силовой части инверторной сварки
Как собрать инверторную сварку: поэтапное описание + (Видео)
Для сборки инверторного сварочного аппарата необходимо выполнить следующие этапы работы:
1) Корпус. В качестве корпуса для сварки рекомендуется воспользоваться старым системником от компьютера. Он подходит лучше всего, так как в нем имеется необходимое количество отверстий для вентиляции. Можно использовать старую 10-литровую канистру, в которой можно вырезать отверстия и разместить кулера. Для увеличения прочности конструкции из корпуса системника необходимо разместить металлические уголки, которые закрепляются с помощью болтовых соединений.
2) Сборка блока питания. Важным элементом блока питания является именно трансформатор. В качестве основы трансформатора рекомендуется воспользоваться ферритом 7х7 или 8х8. Для первичной обмотки трансформатора необходимо осуществить намотку проволоки по всей ширине сердечника. Такая немаловажная особенность влечет за собой улучшение работы устройства при появлении перепадов напряжения. В качестве проволоки обязательно нужно использовать медные провода марки ПЭВ-2, а в случае отсутствия шины, провода соединяются в один пучок. Стеклоткань используется для изоляции первичной обмотки. Сверху после слоя стеклоткани необходимо намотать витки экранирующих проводов.
Трансформатор с первичной и вторичной обмотками для создания инверторной сварки
3) Силовая часть. В качестве силового блока выступает понижающий трансформатор. В качестве сердечника для понижающего трансформатора применяются два вида сердечников: Ш20х208 2000 нм. Между обоими элементами важно обеспечить зазор, что решается путем расположения газетной бумаги. Для вторичной обмотки трансформатора характерно наматывание витков в несколько слоев. На вторичную обмотку трансформатора необходимо укладывать три слоя проводов, а между ними устанавливаются прокладки из фторопласта. Между обмотками важно расположить усиленный изоляционный слой, который позволит избежать пробоя напряжения на вторичную обмотку. Необходимо установить конденсатор напряжением не менее 1000 Вольт.
Трансформаторы для вторичной обмотки от старых телевизоров
Чтобы обеспечить циркуляцию воздуха между обмотками, необходимо оставить воздушный зазор. На ферритовом сердечнике собирается трансформатор тока, который включается в цепь к плюсовой линии. Сердечник необходимо обмотать термобумагой, поэтому в качестве этой бумаги лучше всего использовать кассовую ленту. Выпрямительные диоды крепятся к алюминиевой пластине радиатора. Выходы этих диодов следует соединить неизолированными проводами, сечение которых составляет 4 мм.
3) Инверторный блок. Главным предназначением инверторной системы — это преобразование постоянного тока в переменный с высокой частотой. Для обеспечения повышения частоты и применяют специальные полевые транзисторы. Ведь именно транзисторы работают на открытие и закрытие с высокой частотой.
Рекомендуется использовать не один мощный транзистор, а лучше всего реализовывать схему на основании 2 менее мощных. Это нужно для того, чтобы иметь возможность стабилизации частоты тока. В схеме не обойтись и без конденсаторов, которые соединяются последовательно и дают возможность решить такие проблемы:
Читать также: Граверный инструмент по металлу
Инвертор на алюминиевой пластине
4) Система охлаждения. На стенке корпуса следует установить вентиляторы охлаждения, а для этого можно использовать компьютерные кулера. Необходимы они для того, чтобы обеспечить охлаждение рабочих элементов. Чем больше вентиляторов будет использовано, тем лучше. В частности, обязательно требуется установить два вентилятора для обдува вторичного трансформатора. Один кулер будкт обдувать радиатор, тем самым не допуская перегрева рабочих элементов — выпрямительных диодов. Диоды монтируются на радиаторе следующим образом, как показано на фото ниже.
Выпрямительный мост на радиаторе охлаждения
Рекомендуется воспользоваться таким вспомогательным элементом, как термодатчик.
Его рекомендуется устанавливать на самом нагревающемся элементе. Этот датчик будет срабатывать при достижении критической температуры нагрева рабочего элемента. При его срабатывании будет отключаться питание инверторного устройства.
Мощный вентилятор для охлаждения инверторного устройства
При работе инверторная сварка очень быстро нагревается, поэтому наличие двух мощных кулеров является обязательным условием. Эти кулеры или вентиляторы располагаются на корпусе устройства, чтобы они работали на вытяжку воздуха.
Поступать свежий воздух в систему будет благодаря отверстиям в корпусе устройства. В системном блоке эти отверстия уже имеются, а если вы используете любой другой материал, то не забудьте обеспечить приток свежего воздуха.
5) Пайка платы является ключевым фактором, так как именно на плате основывается вся схема. На плате диоды и транзисторы важно устанавливать на встречном направлении друг к другу. Плата монтируется непосредственно между радиаторами охлаждения, с помощью чего соединяется вся цепь электроприборов. Питающая цепь рассчитывается на напряжение 300 В. Дополнительное расположение конденсаторов емкостью 0,15 мкФ дает возможность сброса избыточной мощности обратно в цепь. На выходе трансформатора располагаются конденсаторы и снабберы, с помощью которых осуществляется гашение перенапряжений на выходе вторичной обмотки.
6) Настройка и отладка работы. После того, как инверторная сварка будет собрана, потребуется провести еще несколько процедур, в частности, настроить функционирование агрегата. Для этого следует подключить к ШИМ (широтно-импульсный модулятор) напряжение в 15 Вольт и запитать кулер. Дополнительно включается в цепь реле через резистор R11. Реле включается в цепь для того, чтобы избежать скачков напряжения в сети 220 В. Обязательно важно провести контроль за включением реле, после чего подать питание на ШИМ. В результате должна наблюдаться картина, при которой должны исчезнуть прямоугольные участки на диаграмме ШИМ.
Устройство самодельного инвертора с описанием элементов
Судить о правильности соединения схемы можно в том случае, если во время настройки реле выдает 150 мА. В случае, когда же наблюдается слабый сигнал, то это говорит о неправильности соединения платы. Возможно, имеется пробой одной из обмоток, поэтому для устранения помех потребуется укоротить все питающие электропровода.
Инверторная сварка в корпусе системного блока от компьютера
Проверка работоспособности устройства
После проведения всех сборочных и отладочных работ остается только провести проверку работоспособности получившегося сварочного аппарата. Для этого запитывается прибор от электросети 220 В, затем задается высокие показатели силы тока и по осциллографу осуществляется сверка показаний. В нижней петле напряжение должно быть в переделах 500 В, но не более 550 В. Если все выполнено правильно со строгим подбором электроники, тогда показатель напряжения не превысит значения в 350 В.
Итак, теперь можно проверить сварку в действии, для чего используем необходимые электроды и осуществляем раскраивание шва до полного выгорания электрода. После этого важно проконтроллировать температуру трансформатора. Если трансформатор попросту закипает, тогда схема имеет свои недочеты и лучше далее не продолжать рабочий процесс.
После раскраивания 2-3 швов радиаторы нагреются до высокой температуры, поэтому после этого важно дать возможность им остыть. Для этого достаточно 2-3 минутной паузы, в результате чего температура понизится до оптимального значения.
Проверка сварочного аппарата
Представляю самый маленький, лёгкий и достаточно простой в повторении сварочный инвертор. Он позволяет проводить сварочные работы электродами диаметром до 3мм.
Характеристики инвертора
- Размеры (ДхШхВ) — 180х105х80;
- Вес — 1100 грамм;
- Ток — 80А, можно выжать до 100А;
- Ток холостого хода — 170-200мА;
- Напряжение холостго хода — 60 вольт.
Инвертор собран в корпусе компьютерного блока питания.
Из-за нехватки места в этом корпусе не удалось обеспечить хороший обдув радиаторов силовых компонентов, поэтому он не предназначен для долговременной работы, но спалить несколько электродов подряд с его помощью можно.
Делать инвертор с нуля достаточно дорого, хорошие оригинальные детали дорогие, нужен опыт работы с импульсными источниками питания и в силовой электронике в целом, лучше и выгоднее купить заводской инвертор, а если решили собрать — то делайте полноразмерный инвертор и не скупитесь на охлаждении.
Схема инвертора
Данный сварочный инвертор — это однотактный прямоходовый преобразователь построенный на ШИМ контроллере UC3844. Выход микросхемы через драйвер управляет IGBT транзистором. Схема снабжена плавным пуском, защитой по перегреву. Обратная связь по току реализована через токовый трансформатор.
Инвертор собран на трёх платах:
- все силовые компоненты, трансформатор, дроссель, выпрямители, силовой транзистор и входная цепь размещены на материнской плате;
- схема управления;
- дежурный источник питания.
Схема управления
Больше половины компонентов, которые есть на схеме находятся на этой компактной печатной плате
В авторской версии вся схема собрана на одной плате, в моем же случае чтобы аппарат был максимально компактным управление перенес на отдельную плату. Она получилась очень компактная, меньше сделать крайне трудно если использовать выводные компоненты, а не смд. Монтаж очень плотный, на плате всего одна перемычка.
После сборки плата была проверена. На вход стабилизатора или диода подается напряжение около 30 вольт. База и эмиттер транзистора VT1 замыкаем между собой имитируя замкнутый термовыключатель, иначе сработает защита по перегреву и реле замкнет регулятор тока и как следствие микросхема перестанет вырабатывать последовательность импульсов. К выходу драйвера подключаем щуп осцилографа и наблюдаем красивый меандр с частотой порядка 30 кГц и заполнением около 44-х процентов. Проверяем защиту, убрав ранее установленную перемычку. Должно сработать реле, засветиться красный светодиод и заблокироваться работа микросхемы ШИМ. Плата управления готова, в дополнительной наладке эта часть не нуждается, если все собрано правильно, компоненты исправны и нет соплей на плате.
Исходная схема работает на частоте в 30 кГц, изначально хотел поднять ее, а также изменением соотношения количества витков обмоток снять с сердечника большую мощность, но конечные расчеты показали, что с сердечника даже при 30-и килогерцах спокойно можно взять мощность около 2-2,2кВт, а это где-то 80-90 Ампер тока, если учитывать просадку напряжения при сварке, примерно до 24-х вольт.
С учетом этого аппарат без проблем справляется с электродами в 3мм, но в моем агрегате для страховки максимальный ток ограничен на уровне 80 Ампер.
Силовой трансформатор
Так как сварочный аппарат планировался на небольшой выходной ток в районе 80 ампер, трансформатор покажется маленьким, но его хватает, хотя и работает он почти на пределе своих возможностей.
Схема однотактная и между половинками сердечника нужен немагнитный зазор 0,1-0,2мм, такой зазор без проблем можно сделать если использовать сердечник из двух половинок, например Ш-образный. Но проблема заключалась в том, что у меня в наличии не было такого сердечника с необходимой габаритной мощностью, единственные более менее хорошие сердечники были колцевого типа размером 47х26,5х15,5мм. Такой сердечник отлично будет работать в двухтактной схеме, в однотактной же нужен зазор.
Сначала делаем разметки, затем пилим сердечник, не полностью, пол миллиметра сполна хватит.
Далее устанавливаем сердечник на деревянные бруски примерно так, как это показано, по центру на месте пропила ставим металлический прут и аккуратно, но сильно бьем по нему молотком. В итоге получаем две ровные половинки. Далее берем чек от банкомата, нарезаем две полоски и приклеиваем на одну из половинок с помощью суперклея, клея много не надо.
Стягиваем половинки сердечника например каптоновым скотчем. В целом данный сердечник имеет изоляцию в виде краски, но дополнительная изоляция не будет лишней.
После мотаем первичную обмотку, в моем случае для намотки использован провод 1,2мм, расчет производился по программе, естественно в случае иных сердечников получим иные намоточные данные, поэтому количество витков указывать не вижу смысла. В данной схеме очень важно солблюдать начало намотки, на схеме они указаны точками, поэтому после намотки каждой из обмоток начала намотки желательно промаркировать.
Витки равномерно растянуты по всему кольцу, после намотки ставим изоляцию и мотаем фиксирующую обмотку.
Количество витков тоже самое, что и в случае первичной обмотки, но провод естественно тоньше, я использовал провод 0,3мм.
Мотать нужно так, чтобы витки фиксирующей обмотки находились между витками первичной обмотки.
После намотки фиксирующей обмотки опять ставим изоляцию и мотаем вторичную обмотку из 80 параллельных жил проводом 0,22мм. Жгут дополнительно изолирован каптоновым скотчем.
Трансформатор тока намотан на небольшом кольцевом ферритовом магнитопроводе, проницаемость сердечника 2400.
Сначала сердечник был изолирован каптоновым скотчем, затем намотана вторичная обмотка. Количество витков около 80, для намотки был использован провод с диаметром 0,24мм. Обмотка равномерно растянута по всему кольцу. Вторичная обмотка один виток двойным проводом по 1,2мм.
Для выходного дросселя в качестве сердечника взят тор размером 38,8х21х11,4 мм из порошкового железа. Кольцо имеет зелено синий окрас, специально предназначено для работы в качестве выходного дросселя.
Для намотки был использован жгут из 80 жил изолированных друг от друга проводов с диаметром 0,22мм каждая жила, то есть точно тоже самое, что и в случае вторичной обмотки трансформатора.
Индуктивность дросселя получилась около 35 микрогенри и этого мало, желательно индуктивность сделать в районе от 80 до 120 мкГн.
Выводы обмотки дросселя были очищены от лака, залужены.
Несколько слов о комплектующих
Входной электролит 450 вольт с низким внутренним сопротивлением, от хорошего производителя, емкость 470мкФ.
Реле в схеме плавного пуска полноразмерное 30-и амперное, как у больших инверторов, хотя плату изначально разрабатывал для установки более компактного реле.
Силовой IGBT транзистор, диоды в высоковольтной цепи преобразователя те, что по схеме, никаких отклонений.
В выходном выпрямителе использованы быстродействующие диодные сборки STTH6003. В одной такой сборке 2 диода с током в 30 ампер, катод общий, аноды также включены параллельно, в итоге получаем аналог 60-и амперного диода, обратное напряжение сборки 300 вольт.
Сборки установлены на общий радиатор, подложки не изолированы, т.к. катоды общие, выходной плюс снимается с радиатора.
Входной выпрямитель — в виде готового диодного моста KBJ2510, с током в 25 ампер и обратным напряжением в 1000 вольт.
Резистор в цепи плавного пуска на 5-10 ватт, сопротивление 10-30 Ом.
Дежурный блок питания
Это готовый источник питания универсального типа, который куплен на али и предназначен для работы в индукционных плитах в качестве дежурки, мощностью около 7 ватт.
Он выдает три напряжения: 5 вольт, 12 вольт и 18 вольт. Выходные напряжения задаются стабилитроном на 18 вольт. Этот стабилитрон я заменил на 24-х вольтовый, выкинул цепь 5 вольт, заменил некоторые конденсаторы на выходе на более высоковольтные и в итоге дежурка стала выдавать два напряжения: 15 вольт и 24 вольта.
Первое напряжение нужно для питания вентилятора, он у меня на 12 вольт, второе напряжение питает управление и реле. Такая дежурка имеет плавный пуск, защиту от коротких замыканий, построена всего на одной микросхеме.
Радиаторы охлаждения взяты от компьютерных блоков питания, с учетом наличия активного охлаждения и максимального тока сварки их хватает.
После сборки аппарат заработал сразу, без каких-либо отклонений. Первый запуск делался через страховочную лампу на 100 ватт, на осциллографе форма импульсов на всех обмотках правильная, напряжение холостого хода около 60Вольт.
Проверяем работу системы ограничения тока. Для начала ставим регулятор тока на минимум, цепляемся осциллографом на затвор силового транзистора и делаем короткое замыкание на выходе, видим, что длительность управляющих импульсов резко уменьшается, ток ограничивается, если этого не происходит, меняем местами начало и конец вторичной обмотки токового трансформатора.
Силовые дорожки на печатной плате дополнительно армированы медными лентами.
Выходные клеммы от мощного преобразователя 12-220 Вольт.
Для надёжности трансформаторы, дроссель и пара вертикальных плат были дополнительно приклеены к материнской плате с помощью эпоксидной смолы.
На балласте инвертор выдал честные 80 ампер, минимальный ток сделал в районе 20 ампер, при этом имеем уверенный розжиг дуги. Благодаря малому значению минимального тока можно сваривать даже тонкую жесть.
Печатная плата
С уважением — АКА КАСЬЯН
Как пользоваться самодельным аппаратом
После включения в цепь самодельного аппарата, контроллер в автоматическом режиме задаст определенную силу тока. При напряжении провода менее 100 Вольт, то это говорит о неисправности устройства. Придется разобрать аппарат и снова повторно провести проверку правильности сборки.
С помощью такого вида сварочных аппаратов можно осуществлять спайку не только черных, но и цветных металлов. Для того чтобы собрать сварочный аппарат, потребуется не только владение основами электротехники, но и свободное время для реализации задумки.
Инверторная сварка — незаменимая вещь в гараже у любого хозяина, поэтому если вы еще не обзавелись таким инструментом, то вы можете сделать его самостоятельно.
Характеристики большинства бюджетных инверторов нельзя назвать выдающимися, в то же время мало кто откажется от удовольствия использовать оборудование со значительным запасом надёжности. Между тем существует немало способов усовершенствовать недорогой сварочный инвертор.
Типовая схема и принцип работы инвертора
Чем дороже сварочный инвертор, тем больше в его схеме вспомогательных узлов, задействованных в реализации специальных функций. А вот сама схема силового преобразователя остаётся практически неизменной даже у дорогостоящего оборудования. Этапы превращения сетевого электрического тока в сварочный достаточно легко проследить — на каждом из основных узлов схемы происходит определённая часть общего процесса.
С сетевого кабеля через защитный выключатель напряжение подаётся на выпрямительный диодный мост, сопряжённый с фильтрами высокой ёмкости. На схеме этот участок легко заметить, здесь расположены внушительные по размеру «банки» электролитических конденсаторов. У выпрямителя задача одна — «развернуть» отрицательную часть синусоиды симметрично вверх, конденсаторы же сглаживают пульсации, приводя направление тока практически к чистой «постоянке».
Схема работы сварочного инвертора
Далее по схеме находится непосредственно инвертор. Эта часть также легко поддаётся идентификации, здесь располагается крупнейший алюминиевый радиатор. Инвертор строится на нескольких высокочастотных полевых транзисторах или IGBT-транзисторах. Довольно часто несколько силовых элементов объединены в общем корпусе. Инвертор снова преобразует постоянный ток в переменный, но при этом частота его существенно выше — порядка 50 кГц. Такая цепочка преобразований позволяет использовать высокочастотный трансформатор, который в разы меньше и легче обычного.
С понижающего трансформатора напряжение снимает выходной выпрямитель, ведь мы хотим сварку именно на постоянном токе. Благодаря выходному фильтру природа тока меняется с высокочастотного пульсирующего до практически прямой линии. Естественно, в рассмотренной цепи преобразований есть множество промежуточных звеньев: датчиков, управляющих и контрольных цепей, но их рассмотрение выходит далеко за рамки любительской радиоэлектроники.
Конструкция сварочного инвертора: 1 — конденсаторы фильтра; 2 — выпрямитель (диодная сборка); 3 — IGBT-транзисторы; 4 — вентилятор; 5 — понижающий трансформатор; 6 — плата управления; 7 — радиаторы; 8 — дроссель
Тонкости проектирования силовой платы инвертора
Всем привет! Скромными шагами продолжаю цикл статей про разработку железа электробайка. Начнем с самого интересного — инвертора, который управляет мотором. Хочу подробнее рассказать о тонкостях построения силовой платы и о температурном режиме транзисторов.
Модель варп ядра электробайка
Основной проблемой при проектировании платы для больших токов высокой частоты является индуктивность проводников, емкостей, корпусов транзисторов, а точнее возникающих выбросов вследствие ее и необходимости закладывать запас параметров по ключам, что ведет к удорожанию конструкции и увеличению потерь на переключение.
В процессе работы на индуктивную нагрузку, при разрыве тока происходят выбросы напряжений на ключе, которые равны ∆V=-L(dI/dt), где ∆V — величина изменения напряжения, L — индуктивность, dI/dt — скорость изменения тока (нарастания или уменьшения).
Возьмем частный случай ШИМ двух фаз, где ток изначально протекает через замкнутый ключ Q2, а потом происходит нарастание тока в цепи мотора через верхний ключ Q1. Ключ Q6 для упрощения постоянно включен. Красным направлением обозначен путь начального протекания тока. В момент переключения происходит размыкание ключа Q2, но при этом напряжение на данном ключе уходит в минус на величину падения на паразитном диоде МОП транзистора. Происходит это вследствие того, что индуктивность мотора, в которой запасена энергия, старается «сохранить» свой ток, и создает отрицательное напряжение. Далее начинает включаться ключ Q1, ток постепенно нарастает на индуктивностях L_DC+, L_Q1D, L_Q1S, L_DC. Где L_QnD — индуктивность стока корпуса транзистора, а L_QnS — индуктивность истока, а L_DC — это индуктивность платы. В процессе перехода тока из одной части схемы в другую, транзистор Q2 может внезапно обнаружить на себе напряжение большее, чем подводится по шине питания и установилось на входной емкости.
Пример коммутации при токе 100А
Величина этого напряжения будет пропорционально больше скорости переключения. Мы ведь не хотим выделять много тепла на ключах в процессе переключения, поэтому идеальным вариантом считается, когда ключ переключается мгновенно, но такое не достижимо в реальности. Упрощенно говоря, чем быстрее произойдет этот переход, тем меньше активных потерь будет в ключе, но в то же время чем быстрее происходит переход, тем больше будут выбросы напряжений, возникающих на L_DC, L_Q1D, L_Q1S. Еще одним редко упоминаемым, но, пожалуй, наиболее паразитным явлением в данном процессе является заряд диода Q2. Так как между выключением Q2 и включением Q1 имеется задержка, dead time, на диоде Q2 накапливается заряд обратного восстановления, в документации на транзистор указан как Qrr, измеряется в нанокулонах. В процессе включения Q1 возникает сквозной ток, который восстанавливает паразитный диод Q2. Величина этого тока будет тем выше, чем быстрее требуется провести включение Q1 и чем больший ток проходит через транзистор. Отсюда дополнительно возникают выброс напряжения на L_Q2D, L_Q2S. Такое переключение называется «жестким» от англ. hard commutation.
Если транзистор был выбран без запаса по напряжению, подобный выброс может привести появлению лавинного тока (avalanche), что сильно снизит ресурс жизни транзистора, а при длительном воздействии может и вовсе вывести его из строя.
В процессе такого переключения могут возникать ВЧ колебания («звон», порядка пары МГц), в их возникновении участвуют индуктивности L_Q(1,2)S и паразитные емкости между затворами транзисторов Q1/2 и их стоком. Так как в обычном корпусе TO220 3pin управляющий сигнал фактически подается через силовую ножку, которая вносит свои помехи. Для решения этой проблемы в силовых сборках-модулях выведен отдельный пин истока для управляющего сигнала, на котором нет силовой наводки. В момент открытия транзистора Q1 ток, начинающий протекать через исток создает падение напряжения на индуктивности исток-ножки транзистора, которе замедляет открытие. Дополнительно этому процессу мешает резкий перепад напряжения, который тоже демпфирует управляющий сигнал на затворе через паразитную емкость. С другой стороны на транзисторе Q2 возникает резкий взлёт напряжения Vds, который тянет за собой затвор на открытие через паразитную емкость между стоком и затвором. Сочетание всех этих факторов приводит к возникновению ВЧ колебаний, борьба с ними производится обычно уменьшением крутизны dI/dt и dVds/dt, но есть свой оптимум между скоростью открытия, потерями на открытие, и потерями на звон транзистора.
Пример «мягкого» выключения Q1 с видом со стороны Q2.
Отрицательное напряжение на Vds(1) — индуктивности ножек Q2. На затворе(3) видно только половину от этого выброса, т.к. в данном случае в цепи подключения осциллографа ток меняется только на ножке истока.
Техники борьбы с паразитной индуктивностью
Рассмотрим вариант двух проводников одинаковой ширины, но с разным расположением на плате.
Допустим у нас ширина дорожки 10мм, длина 100мм, и расстояние между ними 0,5мм. Для варианта а
взаимная индуктивность получится ~6,3нГн. Для варианта
b
индуктивность будет равна ~132нГн. Что это значит? Возьмем скорость изменения тока 1.25А/нС, как на скриншоте выше, следуя формуле ∆V=-L(dI/dt), получим изменение напряжение для варианта
а
∆V=-6,3нГн*1.25А/нс = 7,8В. Для варианта
b
это значение будет равно 132нГн*1.25А/нс=165В. Это намного выше нашего напряжения питания! В действительности произойдет пробой, и напряжение упрется в предел напряжения транзистора, а ток потечет через него, несмотря на то, что он закрыт. Поэтому толку от ваших хороших конденсаторов не будет, если они висят на длинных «индуктивностях» 
Что здесь могло пойти так
?
Что касается паразитных составляющих корпуса транзистора, с ними особо бороться не получится, максимально короткие ножки до платы, никаких длинных проводов. Высокочастотный звон хорошо шунтируют керамические конденсаторы, их следует располагать непосредственно рядом с ключами по шине питания, но полностью избавится от звона можно, исключив работу паразитного диода транзистора, используя SiC транзисторы или адаптивное управление, но это уже другой ценовой диапазон. Еще одним вариантом уменьшения индуктивности корпуса являются SMD транзисторы, т.н. DirectFet, PowerQFN и подобные. Но у них тоже есть свои недостатки, к ним можно отнести более плохой теплоотвод, сложности компоновки при SMD монтаже и, конечно, цену.
О теплоотводе
Так или иначе инвертор в работе будет выделять тепло. Больше тока — больше тепла. Т.к. в моторе ток коротковременно может в разы превышать среднее значение в моменты разгона и торможения, для транзисторов требуется обеспечить нормальный тепловой режим для таких пиков нагрузки. Стандартно для кристалла кремния указывается максимальная температура Tj = 175°С.
В моменты переключений транзисторов возникают резкие большие выбросы тепла — активные потери. Пассивные потери — это потери на сопротивлении канала сток-исток в открытом состоянии, являются более постоянными по времени и их проще рассчитывать. Для кратковременных тепловых всплесков неплохим буфером тепла выступает сама медная подложка транзистора, еще один минус SMD компонентов — она у них заметно меньше. Тепловое сопротивление от кристалла до корпуса у выбранного мной транзистора 0.57°C/W, это значит, что выделяя он 50 ватт тепла постоянно, образуется градиент температур в 29°С. Для тепловых выбросов также требуется оставить некоторый запас и учесть некоторую задержку на термопару, поэтому итоговым оптимальным значением корпуса транзистора было выбрано 100°С. Возникает вопрос — как долго можно давать максимальны ток до перегрева? Были протестированы разные термоинтерфейсы, даже платы с алюминиевым основанием. По качеству передачи тепла от основания транзистора к радиатору я бы расставил материалы в таком порядке, по убыванию теплопроводности:
Непосредственный контакт через термопасту Подложки из нитрида алюминия + термопаста (2сл) Плата с алюминиевым основанием Подложки из оксида алюминия + термопаста (2сл) Гибкие подложки из кремнийорганики + термопаста Гибкие подложки из кремнийорганики без термопасты
Непосредственный контакт не наш вариант, так как он не обеспечивает электро изоляции корпуса транзистора от радиатора. С небольшим отрывом от алюминиевой платы шла подложка из оксида алюминия. Нитрид был заметно дороже и менее доступен. По тестам между кремнийорганической подложкой и керамической из оксида алюминия получилась разница почти в 2 раза, по продолжительности полной нагрузки, 1 минута и 30 секунд соответственно. Конечно, данный тест не претендует на высокую научную точность, но при копеечной разнице в цене в два раза дольше «вваливать» на байке? Итоговым выбором, конечно, стала керамика на основе оксида алюминия! Как оказалось, с ней монтаж выполнять даже несколько проще и еще один бонус — изгибание транзистора намного меньше при затяжке винта. Прижим, судя по следу термопасты, всегда был равномерным. Чего нельзя сказать про гибкие подложки. При стандартном монтаже на радиатор через ушко, используя винт, кремнийорганическая прокладка имеет свойство сжиматься, что может привести к неравномерному контакту поверхности. Поэтому самым последним пунктом стоит «подложка без термопасты», т.к. она, термопаста, в этом случае несколько компенсировала данный эффект. Конечно в таких случах рекомендуют использовать специальную пружину которая будет прижимать равномерно весь корпус транзистора, но у нас не было возможности разместить таковые чтобы вписаться в габарит.
Катаясь на китайском контроллере, я часто замечал, что у него была горячая только одна сторона, а вторая оставалась холодной. Поэтому итоговая компоновка силовых ключей была выполнена так, чтобы максимально одинаково прогреть весь корпус. Ключи были установлены с обеих сторон, через небольшой алюминиевый адаптер.
Эпилог
В данной статье я описал самые интересные на мой взгляд вещи. Конечно, за кадром остался выбор самого МОП транзистора по его характеристикам, расчет тепловых потерь на кристалле и нагрев электролитических конденсаторов под воздействием пульсирующего тока. В следующей статье затронем схемотехнику устройства, варианты оцифровки тока и реализации защиты по току.
Узлы, пригодные к модернизации
Важнейший параметр любого сварочного аппарата — вольт-амперная характеристика (ВАХ), за счёт неё и обеспечивается стабильное горение дуги при разной её длине. Правильная ВАХ создаётся микропроцессорным управлением: маленький «мозг» инвертора на ходу меняет режим работы силовых ключей и мгновенно подстраивает параметры сварочного тока. К сожалению, каким либо образом перепрограммировать бюджетный инвертор нельзя — управляющие микросхемы в нём аналоговые, а замена на цифровую электронику требует незаурядных знаний схемотехники.
Однако «умений» управляющей схемы вполне достаточно, чтобы нивелировать «криворукость» начинающего сварщика, ещё не научившегося стабильно удерживать дугу. Гораздо правильнее сосредоточиться на устранении некоторых «детских» болезней, первая из которых — сильный перегрев электронных компонентов, ведущий к деградации и разрушению силовых ключей.
Вторая проблема — использование радиоэлементов сомнительной надёжности. Устранение этого недостатка сильно снижает вероятность возникновения поломок через 2–3 года эксплуатации аппарата. Наконец, даже начинающему радиотехнику будет вполне по силам реализовать индикацию фактического сварочного тока для возможности работы со специальными марками электродов, а также провести ряд других мелких доработок.
Улучшение теплоотвода
Первый недостаток, которым грешит подавляющее большинство недорогих инверторных аппаратов — плохая схема отвода тепла с силовых ключей и выпрямительных диодов. Начинать доработку в этом направлении лучше с увеличения интенсивности принудительного обдува. Как правило, в сварочных аппаратах устанавливают корпусные вентиляторы с питанием от служебных цепей напряжением 12 В. В «компактных» моделях принудительное воздушное охлаждение может вовсе отсутствовать, что для электротехники такого класса, безусловно, нонсенс.
Читать также: Правильно заточить перовое сверло
Достаточно просто увеличить воздушный поток путём установки нескольких таких вентиляторов последовательно. Проблема в том, что «родной» кулер скорее всего придётся снять. Чтобы эффективно работать в последовательной сборке, вентиляторы должны иметь идентичную форму и число лопастей, а также скорость вращения. Собрать одинаковые кулеры в «стопку» крайне просто, достаточно стянуть их парой длинных болтов по диаметрально противоположным угловым отверстиям. Также не стоит беспокоиться о мощности источника служебного питания, как правило её достаточно для установки 3–4 вентиляторов.
Если внутри корпуса инвертора недостаточно места для установки вентиляторов, можно приладить снаружи один высоко. Его установка проще по той причине, что не требуется подключение к внутренним цепям, питание снимается с клемм кнопки включения. Вентилятор, разумеется, должен устанавливаться напротив вентиляционных жалюзеек, часть которых можно вырезать, чтобы снизить аэродинамическое сопротивление. Оптимальное направление потока воздуха — на вытяжку из корпуса.
Второй способ улучшить теплоотвод — замена штатных алюминиевых радиаторов на более производительные. Новый радиатор нужно выбирать с наибольшим количеством как можно более тонких рёбер, то есть с наибольшей площадью контакта с воздухом. Оптимально в этих целях использовать радиаторы охлаждения компьютерных ЦП. Процесс замены радиаторов довольно прост, достаточно соблюдать несколько простых правил:
- Если штатный радиатор изолирован от фланцев радиоэлементов слюдой или резиновыми прокладками, их нужно сохранить при замене.
- Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
- Если радиатор нужно подрезать, чтобы он поместился в корпус, обрезанные рёбра нужно тщательно обработать надфилем, чтобы снять все заусенцы, иначе на них будет обильно оседать пыль.
- Радиатор должен быть плотно прижат к микросхемам, поэтому предварительно на нём нужно разметить и просверлить крепёжные отверстия, возможно, потребуется нарезать резьбу в теле алюминиевой подошвы.
Дополнительно отметим, что нет смысла менять штучные радиаторы отдельно стоящих ключей, замене подвергаются только теплоотводы интегральных схем или нескольких высокомощных транзисторов, установленных в ряд.
Виды инверторных источников сварочного тока
Корпус с вентилятором системы охлаждения. Принципиальная схема аппаратов инверторного типа Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе.
Оно состоит из 2—4 конденсаторов и дросселя.
Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Причем использование последнего сейчас признается более разумным. Как работает сварочный инвертор Формирование тока большой силы, при помощи которого создается электрическая дуга для расплавления кромок соединяемых деталей и присадочного материала, — это то, для чего предназначен любой сварочный аппарат.
Этот элемент подает на силовую часть сварочного агрегата электроток. Давайте немного подробнее разберемся с описанной схемой.
В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности. Электрическая схема инвертора включает в себя следующие обязательные компоненты: Питающий блок.
Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. В устройство входит силовой трансформатор. Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту.
Если он попросту закипает, значит, в схеме есть недочеты и работу лучше не продолжать. Понижение высокочастотного напряжения; 4. Исключительная стабильность напряжения, подаваемого на сварочную дугу, обеспечивается за счет автоматических элементов электрической схемы инвертора. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими. Ремонт сварочного инвертора Ресанта 190А. Не включается .Repair welding inverter 190A Resanta
Индикация сварочного тока
Даже если на инверторе установлен цифровой индикатор установки тока, он показывает не реальное его значение, а некую служебную величину, масштабированную для наглядного отображения. Отклонение от фактической величины тока может составлять до 10%, что неприемлемо при использовании специальных марок электродов и работе с тонкими деталями. Получить реальное значение сварочного тока можно путём установки амперметра.
В пределах 1 тысячи рублей обойдётся цифровой амперметр типа SM3D, его даже можно аккуратно встроить в корпус инвертора. Основная проблема в том, что для измерения столь высоких токов требуется подключение через шунт. Его стоимость находится в пределах 500–700 рублей для токов в 200–300 А. Обратите внимание, что тип шунта должен соответствовать рекомендациям производителя амперметра, как правило, это вставки на 75 мВ с собственным сопротивлением порядка 250 мкОм для предела измерения в 300 А.
Установить шунт можно либо на плюсовую, либо на минусовую клемму изнутри корпуса. Обычно размеров соединительной шины достаточно для подключения вставки длиной около 12–14 см. Изгибать шунт нельзя, поэтому если длины соединительной шины недостаточно, её нужно заменить медной пластиной, косичкой из очищенного однопроволочного кабеля или отрезком сварочной жилы.
Амперметр подключается измерительными выходами к противоположным зажимам шунта. Также для работы цифрового прибора требуется подать напряжение питания в диапазоне 5–20 В. Его можно снять с проводов подключения вентиляторов или найти на плате точки с потенциалом для питания управляющих микросхем. Собственное потребление амперметра ничтожно.
Платы для сварочных аппаратов Сварог
Уважаемые покупатели, в нашем интернет-магазине вы можете купить платы для сварочных аппаратов Сварог, а именно: драйверные модули, платы переменного моста, силовые платы, платы управления, осцилляторные платы, суб модульные платы, платы индикации и другие. Мы разместили в этом материале только платы, также мы можем поставлять: диодные мосты, вентиляторы, ручки регулировок сварочного тока, резисторы, передние и задние панели, а также другие компоненты и запасные части к сварочным аппаратам Сварог. Мы отправляем платы во все города России. Работаем с физическими и юридическими лицами. Цены на платы и другие запасные части — по запросу. Цены на товары устанавливает ООО «ИНСВАРКОМ» — торговая марка Сварог.
По вопросам приобретения звоните + 7 (812) 635-635-0 или 8-800-555-26-38 (по России звонок бесплатный).
Электропочта: Этот e-mail адрес защищен от спам-ботов, для его просмотра у Вас должен быть включен Javascript
Платы для аппаратов Сварог ручной дуговой сварки РДС / MMA.
ARC125 (J6805)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 87680 | Плата B01079 | 10000189 | PM-34 |
| 87688 | Плата B02080-1 | 10000334 | PD-45 |
| 87696 | Плата B03088-1 | 10000445 | PZ-71 |
ARC 145 (J6904)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 86264 | Плата B01400 | 10000256 | PM-48 |
| 86265 | Плата B02086 | 10000337 | PD-47 |
| 89036 | Плата B03092 | 10000451 | PZ-73 |
ARC 160 (R03)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 80301 | Плата B01002 | 10000135 | PM-01 |
| 80302 | Плата B02008 | 10000287 | PD-06 |
| 80303 | Плата B03006 | 10000391 | PZ-04 |
| 88861 | Плата B04004 | 10000504 | PK-60 |
| 88130 | Плата B05216 | 10000781 | PK-169 |
ARC 165 (J6501)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89028 | Плата B01412 | 10000260 | PM-45 |
| 86202 | Плата B02091 | 10000341 | PD-49 |
| 86203 | Плата B03102 | 10000457 | PZ-73 |
ARC165 (Z119)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 88411 | Плата B01092 | 10000197 | PM-01 |
| 89467 | Плата B02008 | 10000287 | PD-06 |
| 80303 | Плата B03006 | 10000391 | PZ-04 |
| 88861 | Плата B04004 | 10000504 | PK-60 |
| 88130 | Плата B05216 | 10000781 | PK-169 |
ARC 200 (R04)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 86252 | Плата B01071 | 10000183 | PM-54 |
| 1237 | Плата B02010 | 10000289 | PD-06 |
| 1238 | Плата B03019 | 10000398 | PZ-10 |
| 88130 | Плата B05216 | 10000781 | PK-169 |
| 1490 | Плата B06054 | 10000828 | PH-29 |
| 1411 | Плата B06126 | 10000881 | PK-123 |
ARC200 B (R05)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 86206 | Плата B01072 | 10000184 | PM-16 |
| 80802 | Плата B02032 | 10000306 | PD-19 |
| 80803 | Плата B03021 | 10000400 | PZ-13 |
| 88860 | Плата B04014 | 10000699 | PK-29 |
ARC 205 (J96)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 86790 | Плата B01176 | 10000229 | PM-49 |
| 86791 | Плата B02098 | 10000347 | PD-54 |
| 86792 | Плата B03209 | 10000473 | PZ-88 |
ARC 205 (Z122)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 88413 | Плата B01205 | 10000235 | PM-22 |
| 89468 | Плата B02010 | 10000289 | PD-06 |
| 1238 | Плата B03019 | 10000398 | PZ-10 |
| 88861 | Плата B04004 | 10000504 | PK-60 |
| 88860 | Плата B05014 | 10000699 | PK-29 |
ARC 205 B (Z203)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 88172 | Плата B01411 | 10000259 | PM-53 |
| 87689 | Плата B02093 | 10000343 | PD-53 |
| 87697 | Плата B03207 | 10000472 | PZ-87 |
| 88859 | Плата B04214 | 10000621 | PK-140 |
| 89055 | Плата B05032 | 10000711 | PS-07 |
| 89086 | Плата B05210 | 10000779 | PK-119 |
ARC 205 B (Z203S)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 88409 | Плата B01305 | 10000245 | PM-50 |
| 87689 | Плата B02093 | 10000343 | PD-53 |
| 87697 | Плата B03207 | 10000472 | PZ-87 |
| 89055 | Плата B05032 | 10000711 | PS-07 |
| 89086 | Плата B05210 | 10000779 | PK-119 |
ARC 250 (R06)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 80901 | Плата B01008 | 10000145 | PM-02 |
| 80902 | Плата B02018 | 10000295 | PD-08 |
| 80903 | Плата B03001 | 10000386 | PZ-01 |
| 89081 | Плата B04299 | 10000682 | PK-143 |
ARC 250 (R112)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 87739 | Плата B01083 | 10000192 | PM-43 |
| 87738 | Плата B02090 | 10000340 | PD-08 |
| 87740 | Плата B03098 | 10000453 | PZ-79 |
ARC 250 (Z285)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89070 | Плата B02155 | 10000374 | PD-55 |
| 90050 | Плата B04224 | 10000627 | PK-149 |
| 89050 | Плата B04231 | 10000633 | PK-119 |
| 89104 | Плата B06131 | 10000884 | PS-14 |
| 89132 | Плата B16211 | 10001961 | PN-40 |
ARC 315 (R14)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89063 | Плата B01020 | 10000156 | PM-05 |
| 81003 | Плата B02022 | 10000298 | PВ-09 |
| 81002 | Плата B03016 | 10000396 | PZ-08 |
| 89080 | Плата B04251 | 10000647 | PK-143 |
| 89082 | Плата B05055 | 10000730 | PK-08 |
| 1289 | Плата B06039 | 10000819 | PH-91 |
ARC 400 (J45)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 87702 | Плата B04029 | 10000520 | PK-79 |
| 87708 | Плата B06033 | 10000815 | PH-55 |
| 90055 | Плата B06069 | 10000835 | PH-56 |
| 90054 | Плата B06085 | 10000849 | PH-73 |
| 87717 | Плата B16025 | 10001938 | PD-43 |
| 87615 | Плата B16026-1 | 10001940 | PN-25 |
ARC 500 (J15)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1309 | Плата B02059 | 10000324 | PD-29 |
| 1312 | Плата B04075 | 10000548 | PK-49 |
| 90056 | Плата B04065 | 10000541 | PS-01 |
| 87716 | Плата B16021 | 10001934 | PN-20 |
ARC 500 (R11)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89064 | Плата B01028 | 10000162 | PM-04 |
| 89030 | Плата B02023 | 10000299 | PD-10 |
| 89033 | Плата B03017 | 10000397 | PZ-09 |
| 90051 | Плата B04251 | 10000647 | PK-143 |
| 90052 | Плата B05055 | 10000730 | PK-08 |
ARC 630 (R13)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 87701 | Плата B04019 | 10028747 | PK-033 |
| 86947 | Плата B04108 | 10000571 | PK-77 |
| 90053 | Плата B05004 | 10000693 | PK-15 |
| 1525 | Плата B06021 | 10000808 | PH-16 |
| 1524 | Плата B06040 | 10000820 | PH-92 |
Платы для аппаратов Сварог аргонодуговой сварки TIG.
TIG 165 (J86)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 87684 | Плата B01101 | 10000204 | PM-51 |
| 87694 | Плата B02106 | 10000355 | PD-47 |
| 87699 | Плата B03302 | 10000492 | PZ-90 |
| 87713 | Плата B06154 | 10000901 | PH-122 |
TIG 205 (J87)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 87682 | Плата B01099 | 10000202 | PM-51 |
| 87692 | Плата B02105 | 10000354 | PD-57 |
| 87698 | Плата B03301 | 10000491 | PZ-90 |
| 89055 | Плата B05032 | 10000711 | PS-07 |
| 89086 | Плата B05210 | 10000779 | PK-119 |
| 88784 | Плата B06169 | 10000912 | PK-123 |
| 90207 | Плата B06154 | 10000901 | PH-122 |
TIG 205S (J88)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89065 | Плата B01100 | 10000203 | PM-51 |
| 1267 | Плата B02107 | 10000356 | PD-57 |
| 87698 | Плата B03301 | 10000491 | PZ-90 |
| 89055 | Плата B05032 | 10000711 | PS-07 |
| 89086 | Плата B05210 | 10000779 | PK-119 |
| 88784 | Плата B06169 | 10000912 | PK-123 |
| 90207 | Плата B06154 | 10000901 | PH-122 |
TIG 180A (R18)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1214 | Плата B01007 | 10000143 | PM-01 |
| 1283 | Плата B02012 | 10000291 | PD-07 |
| 1284 | Плата B03010 | 10000392 | PZ-23 |
TIG180P (R19)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1398 | Плата B01018 | 10000155 | PM-08 |
| 1283 | Плата B02012 | 10000291 | PD-07 |
| 1284 | Плата B03010 | 10000392 | PZ-23 |
TIG185A (R108)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89067 | Плата B01208 | 10000238 | PM-01 |
| 1283 | Плата B02012 | 10000291 | PD-07 |
| 1284 | Плата B03010 | 10000392 | PZ-23 |
TIG 185P (R101)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89019 | Плата B01064 | 10000181 | PM-08 |
| 1283 | Плата B02012 | 10000291 | PD-07 |
| 80102 | Плата B03045 | 10000413 | PZ-05 |
TIG 185P DSP (R123)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89027 | Плата B01178 | 10000230 | PM-41 |
| 1283 | Плата B02012 | 10000291 | PD-07 |
| 89037 | Плата B03113 | 10000459 | PZ-76 |
| 89043 | Плата B04166 | 10000594 | PK-110 |
TIG 200P (R21)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 88538 | Плата B01182 | 10000232 | PM-52 |
| 90209 | Плата B02012 | 10000291 | PD-07 |
| 87779 | Плата B03117 | 10000461 | PZ-91 |
| 1410 | Плата B04023 | 10000518 | PK-24 |
| 88103 | Плата B04014 | 10000514 | PK-11 |
| 1411 | Плата B06126 | 10000881 | PK-123 |
TIG 250 (R22)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89020 | Плата B01074 | 10000185 | PM-38 |
| 1414 | Плата B02017 | 10000294 | PD-08 |
| 1415 | Плата B03001 | 10000386 | PZ-01 |
| 88104 | Плата B04277 | 10000668 | PK-143 |
| 90211 | Плата B06197 | 10000928 | PH-107 |
| 88537 | Плата B06115 | 10000872 | PH-05 |
TIG 250 (R111)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89025 | Плата B01084 | 10000193 | PM-42 |
| 89069 | Плата B02088 | 10000338 | PD-48 |
| 89072 | Плата B03099 | 10000454 | PZ-77 |
TIG 300S (R23)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 90212 | Плата B01008 | 10000145 | PM-02 |
| 88101 | Плата B02021 | 10000297 | PD-08 |
| 90213 | Плата B03001 | 10000386 | PZ-01 |
| 88104 | Плата B04277 | 10000668 | PK-143 |
| 88105 | Плата B06010 | 10000801 | PH-62 |
| 1419 | Плата B06022 | 10000809 | PH-17 |
| 90214 | Плата B06197 | 10000928 | PH-107 |
TIG300S (R11101)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 88100 | Плата B01085 | 10000194 | PM-42 |
| 88140 | Плата B02089 | 10000339 | PD-48 |
| 88129 | Плата B03100 | 10000455 | PZ-77 |
TIG 400 (J98)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89053 | Плата B04257 | 10000651 | PK-146 |
| 89056 | Плата B05038 | 10000716 | PS-17 |
| 88795 | Плата B05115 | 10000748 | PS-16 |
| 1448 | Плата B06086 | 10030607 | PH-82 |
| 86891 | Плата B06103 | 10000863 | PH-102 |
| 88799 | Плата B06124 | 10000879 | PH-112 |
| 89111 | Плата B06311 | 10000962 | PH-128 |
| 89112 | Плата B06312 | 10000963 | PH-128 |
TIG 400P (J22)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1445 | Плата B02057 | 10000322 | PD-28 |
| 90222 | Плата B04102 | 10000566 | PK-56 |
| 90223 | Плата B05119 | 10000751 | PS-20 |
| 89095 | Плата B06086 | 10030850 | PH-82 |
| 86891 | Плата B06103 | 10000863 | PH-102 |
| 90224 | Плата B06104 | 10000864 | PH-104 |
| 90225 | Плата B06116 | 10000873 | PH-112 |
| 90226 | Плата B16035 | 10001944 | PN-36 |
TIG 500 (J17)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 90227 | Плата B02059 | 10000324 | PD-29 |
| 1517 | Плата B04103 | 10000567 | PK-43 |
| 90228 | Плата B05119 | 10000751 | PS-20 |
| 89095 | Плата B06086 | 10030850 | PH-82 |
| 90229 | Плата B06103 | 10000863 | PH-102 |
| 90225 | Плата B06116 | 10000873 | PH-112 |
| 87668 | Плата B06020 | 10001933 | PN-21 |
TIG 500 P (W302)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89491 | Плата B04173 | 10000599 | PK-176 |
| 89493 | Плата B04285 | 10000673 | PK-177 |
| 89062 | Плата B05162 | 10000764 | PK-153/154 |
| 89085 | Плата B05163 | 10030765 | PK-153/154 |
| 89739 | Плата B06150 | 10000897 | PH-118 |
| 89105 | Плата B06221 | 10000933 | PH-144 |
| 89107 | Плата B06225 | 10000935 | PH-145 |
| 89117 | Плата B06410 | 10000984 | PH-137 |
TIG 160 AC/DC (R57)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1300 | Плата B01044 | 10000175 | PM-21 |
| 1295 | Плата B02043 | 10000314 | PD-22 |
| 1296 | Плата B03051 | 10000416 | AC160/B2 |
| 1297 | Плата B04047 | 10030531 | PK-32 |
| 1298 | Плата B05003 | 10000692 | PK-09 |
| 87714 | Плата B06197 | 10000928 | PH-107 |
| 1299 | Плата B16006 | 10000923 | PN-02 |
| 1480 | Плата B16010 | 10000926 | PN-01 |
TIG 200P AC/DC (R60)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 85101 | Плата B01024 | 10000161 | PM-19 |
| 1335 | Плата B02044 | 10000315 | PD-35 |
| 1336 | Плата B03028 | 10000403 | PZ-25 |
| 1337 | Плата B04045 | 10030530 | PK-170 |
| 88294 | Плата B04290 | 10000675 | PK-171 |
| 85105 | Плата B05003 | 10000692 | PK-09 |
| 90205 | Плата B06197 | 10000928 | PH-107 |
| 85107 | Плата B16007 | 10001924 | PN-07 |
| 85106 | Плата B16008 | 10001925 | PN-08 |
TIG 250P AC/DC (R62)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89024 | Плата B01081 | 10000190 | PM-39 |
| 1422 | Плата B02031 | 10000304 | PD-18 |
| 1423 | Плата B03005 | 10000390 | PZ-03 |
| 1424 | Плата B04012 | 10030512 | PK-09 |
| 1425 | Плата B04045 | 10000530 | PK-170 |
| 87019 | Плата B04225 | 10000628 | PK-171 |
| 1428 | Плата B06041 | 10000822 | PH-63 |
| 1429 | Плата B06050 | 10000826 | PH-79 |
| 1430 | Плата B06051 | 10000827 | PH-20 |
| 90206 | Плата B06197 | 10000928 | PH-107 |
| 1431 | Плата B16002 | 10001919 | PN-05 |
| 1432 | Плата B16004 | 10001921 | PN-06 |
TIG 315 P AC/DC (R63)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89023 | Плата B01078 | 10000188 | PM-39 |
| 89031 | Плата B02113 | 10000358 | PD-13 |
| 1456 | Плата B03004 | 10000389 | PZ-03 |
| 1424 | Плата B04012 | 10030512 | PK-09 |
| 1425 | Плата B04045 | 10000530 | PK-170 |
| 87019 | Плата B04225 | 10000628 | PK-171 |
| 1428 | Плата B06042 | 10000822 | PH-63 |
| 1429 | Плата B06050 | 10000826 | PH-79 |
| 1430 | Плата B06051 | 10000827 | PH-20 |
| 90206 | Плата B06197 | 10000928 | PH-107 |
| 1467 | Плата B16001 | 10001918 | PN-06 |
| 1468 | Плата B16003 | 10001920 | PN-05 |
TIG 500 P DSP AC/DC (J1210)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 88787 | Плата B04178 | 10000603 | PK-185 |
| 88788 | Плата B05028 | 10000709 | PS-17 |
| 88792 | Плата B05046 | 10000724 | PK-162 |
| 88798 | Плата B05047 | 10000725 | PK-163 |
| 88785 | Плата B05361 | 10000790 | PK-187 |
| 1452 | Плата B06087 | 10000851 | PH-81 |
| 90231 | Плата B06103 | 10000863 | PH-102 |
| 87212 | Плата B06119 | 10000876 | PH-112 |
| 88796 | Плата B06421 | 10000990 | PH-128 |
| 88797 | Плата B06422 | 10000991 | PH-128 |
| 88786 | Плата B16041 | 10001950 | PK-186 |
Платы для полуавтоматов Сварог MIG.
MIG 160 (J35)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1261 | Плата B02039 | 10000310 | PD-25 |
| 1262 | Плата B03068 | 10000426 | PZ-63 |
| 1263 | Плата B04106 | 10000569 | PK-63 |
| 1264 | Плата B05107 | 10000742 | PK-64 |
| 89089 | Плата B06042 | 10000824 | PH-120 |
| 1348 | Плата B06069 | 10000835 | PH-56 |
| 1349 | Плата B06070 | 10000836 | PH-55 |
| 1266 | Плата B16028 | 10001941 | PN-12 |
MIG 200 Y (J03)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1360 | Плата B02056 | 10000320 | PD-26 |
| 1361 | Плата B03060 | 10000422 | PZ-37 |
| 1363 | Плата B04061 | 10000537 | PK-36 |
| 1364 | Плата B05011 | 10000695 | PK-35 |
| 1365 | Плата B06069 | 10000835 | PH-56 |
| 1366 | Плата B06070 | 10000836 | PH-55 |
| 1367 | Плата B16012 | 10001927 | PТ-13 |
MIG 250 Y (J04)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1369 | Плата B02056-1 | 10000321 | PD-26 |
| 1370 | Плата B03061 | 10000423 | PZ-33 |
| 1371 | Плата B04054 | 10000535 | PK-37 |
| 1372 | Плата B04062 | 10000538 | PK-36 |
| 1374 | Плата B06069 | 10000835 | PH-56 |
| 1375 | Плата B06071 | 10000838 | PH-55 |
| 87243 | Плата B06162 | 10000907 | PH-125 |
| 1376 | Плата B16013 | 10001929 | PN-16 |
MIG 250 (J46)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1369 | Плата B02056-1 | 10000321 | PD-26 |
| 89035 | Плата B03071 | 10000428 | PZ-64 |
| 87592 | Плата B04083 | 10000553 | PK-63 |
| 89079 | Плата B04201 | 10000614 | PK-37 |
| 90065 | Плата B04202 | 10000615 | PK-61 |
| 89083 | Плата B05108 | 10000743 | PK-64 |
| 1348 | Плата B06069 | 10000835 | PH-56 |
| 89090 | Плата B06070-1 | 10008837 | PH-55 |
| 89129 | Плата B16031 | 10001943 | PN-24 |
MIG 250 F (J33)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1378 | Плата B02058 | 10000323 | PD-30 |
| 89039 | Плата B04030 | 10000521 | PH-97 |
| 89057 | Плата B05106 | 10000741 | PS-03 |
| 1374 | Плата B06069 | 10000835 | PH-56 |
| 1375 | Плата B06071 | 10000839 | PH-55 |
| 90170 | Плата B06085 | 10000849 | PH-73 |
| 1376 | Плата B16013 | 10001921 | PN-16 |
MIG 350 (J1601)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 87687 | Плата B02079 | 10000332 | PD-43 |
| 90147 | Плата B04095 | 10000563 | PK-98 |
| 86929 | Плата B04135 | 10000583 | PK-118 |
| 86904 | Плата B06105 | 10000865 | PK-93 |
| 89108 | Плата B06298 | 10000952 | PH-55 |
| 86928 | Плата B16026 | 10001939 | PN-25 |
MIG 500 DSP (J06)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1388 | Плата B04069 | 10000545 | PK-40 |
| 1389 | Плата B06079 | 10000844 | PH-74 |
| 1390 | Плата B06080 | 10000845 | PH-68 |
| 1391 | Плата B06081 | 10000846 | PX-02 |
| 1392 | Плата B06082-M | 10000847 | PK-41 |
MIG 2000 (J66)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 89022 | Плата B01075 | 10000186 | PK-64 |
| 1360 | Плата B02056 | 10000320 | PD-26 |
| 89071 | Плата B03093 | 10000449 | PZ-72 |
| 89078 | Плата B04114 | 10000574 | PK-63 |
| 89103 | Плата B06130 | 10000883 | PH-55 |
| 1365 | Плата B06069 | 10000835 | PH-56 |
| 1367 | Плата B16012 | 10001927 | PN-13 |
| 1362 | Плата B04054 | 10000535 | PK-37 |
| 89046 | Плата B04202 | 10000615 | PK-61 |
MIG 2500 (J67)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1369 | Плата B02056-1 | 10000321 | PD-26 |
| 87591 | Плата B03091 | 10000447 | PZ-72 |
| 87592 | Плата B04083 | 10000553 | PK-63 |
| 89084 | Плата B05110 | 10000745 | PK-64 |
MIG 2500 (J73)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 9072 | Плата B02056-1 | 10000321 | PD-26 |
| 89073 | Плата B03115 | 10000460 | PZ-64 |
| 89077 | Плата B04026 | 10000519 | PK-94 |
| 89088 | Плата B06034 | 10000816 | PK-93 |
MIG 2500 (J92) 220 В.
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1369 | Плата B02056-1 | 10000321 | PD-26 |
| 87591 | Плата B03091 | 10000447 | PZ-72 |
| 87592 | Плата B04083 | 10000553 | PK-63 |
| 89084 | Плата B05110 | 10000745 | PK-64 |
| 89096 | Плата B06096 | 10000857 | PH-70 |
| 89097 | Плата B06112 | 10000870 | PH-55 |
| 87593 | Плата B16037 | 10001946 | PN-24 |
MIG 2500 (J92) 380 В.
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 1369 | Плата B02056-1 | 10000321 | PD-26 |
| 1370 | Плата B03061 | 10000423 | PZ-33 |
| 89042 | Плата B04160 | 10000591 | PK-128 |
| 1374 | Плата B06069 | 10000835 | PH-56 |
| 90202 | Плата B06079 | 10000844 | PH-74 |
| 89091 | Плата B06071-2 | 10000840 | PH-55 |
| 1376 | Плата B16013 | 10001931 | PN-16 |
| 87705 | Плата B04095 | 10000563 | PK-98 |
| 90065 | Плата B04202 | 10000615 | PK-61 |
MIG 3500 (J72)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 87687 | Плата B02079 | 10000332 | PD-43 |
| 87704 | Плата B04089 | 10000557 | PK-94 |
| 90077 | Плата B04095 | 10000563 | PK-98 |
| 87707 | Плата B05020 | 10000704 | PK-61 |
| 90076 | Плата B06069 | 10000835 | PH-56 |
| 90075 | Плата B06070 | 10000836 | PH-55 |
| 90074 | Плата B06079 | 10000844 | PH-74 |
| 89094 | Плата B06085 | 10000849 | PH073 |
| 86904 | Плата B06105 | 10000865 | PK-93 |
| 87615 | Плата B16026-1 | 10001940 | PN-25 |
MIG 3500 (J93)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 90203 | Плата B02079 | 10000332 | PD-43 |
| 89052 | Плата B04254 | 10000648 | PK-131 |
| 90074 | Плата B06079 | 10000844 | PH-74 |
| 89094 | Плата B06085 | 10000849 | PH-73 |
| 90204 | Плата B06141 | 10000891 | PH-119 |
| 89109 | Плата B06299 | 10000953 | PH-55 |
| 89131 | Плата B16210 | 10001960 | PN-38 |
| 88862 | Плата B04180 | 10000604 | PK-132 |
MIG 5000 (J91)
| Артикул для заказа | Наименование | Код производителя | Артикул производителя |
| 87691 | Плата B02096 | 10000345 | PD-51 |
| 87703 | Плата B04042 | 10000527 | PK-94 |
| 90130 | Плата B04095 | 10000563 | PK-98 |
| 87706 | Плата B04110 | 10000573 | PK-93 |
| 90136 | Плата B05020 | 10000704 | PK-61 |
| 87709 | Плата B06068 | 10000834 | PH-55 |
| 90131 | Плата B06079 | 10000844 | PH-74 |
| 90132 | Плата B06085 | 10000849 | PH-73 |
Повышение продолжительности включения
Продолжительность включения в контексте сварочных инверторов более разумно называть продолжительностью нагрузки. Это та часть десятиминутного интервала, в которой инвертор непосредственно выполняет работу, оставшееся время он должен пребывать на холостом ходу и охлаждаться.
Для большинства недорогих инверторов реальная ПН составляет 40–45% при 20 °С. Замена радиаторов и устройство интенсивного обдува позволяют увеличить этот показатель до 50–60%, но это далеко не потолок. Добиться ПН порядка 70–75% можно путём замены некоторых радиоэлементов:
- Конденсаторы обвязки ключей инвертора нужно поменять на элементы той же ёмкости и типа, но рассчитанные под более высокое напряжение (600–700 В);
- Диоды и резисторы из обвязки ключей следует заменить на элементы с большей рассеиваемой мощностью.
- Выпрямительные диоды (вентили), а также MOSFET или IGBT-транзисторы можно заменить на аналогичные, но более надёжные.
О замене самих силовых ключей стоит рассказать отдельно. Для начала следует переписать маркировку на корпусе элемента и найти подробный даташит на конкретный элемент. По паспортным данным выбрать элемент для замены достаточно просто, ключевыми параметрами служат пределы частотного диапазона, рабочее напряжение, наличие встроенного диода, тип корпуса и предельный ток при 100 °С. Последний лучше рассчитать собственноручно (для высоковольтной стороны с учётом потерь на трансформаторе) и приобрести радиоэлементы с запасом предельного тока около 20%. Из производителей такого рода электроники наиболее надёжными считаются International Rectifier (IR) или STMicroelectronics. Несмотря на довольно высокую цену, крайне рекомендуется приобретать детали именно этих брендов.
Намотка выходного дросселя
Одним из наиболее простых и в то же время самых полезных дополнений для сварочного инвертора будет намотка индуктивной катушки, сглаживающей пульсации постоянного тока, которые неизбежно остаются при работе импульсного трансформатора. Основная специфика такой затеи в том, что дроссель изготавливается индивидуально для каждого отдельного аппарата, а также может со временем корректироваться по мере деградации электронных компонентов или при изменении порога мощности.
Для изготовления дросселя понадобится всего ничего: изолированный медный проводник сечением до 20 мм 2 и сердечник, желательно из феррита. В качестве магнитопровода оптимально подойдёт либо ферритовое кольцо, либо сердечник броневого трансформатора. Если магнитопровод набран из листовой стали, его нужно просверлить в двух местах с отступом около 20–25 мм и стянуть заклёпками, чтобы иметь возможность беспроблемно прорезать зазор.
Дроссель начинает работать, начиная от одного полного витка, однако реальный результат виден, начиная с 4–5 витков. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Когда варить с отрывом станет затруднительно, нужно скинуть с катушки один виток и подключить параллельно дросселю лампу накаливания на 24 В.
Тонкая настройка дросселя выполняется с помощью сантехнического винтового хомута, которым можно уменьшить зазор в сердечнике, либо деревянного клина, которым этот зазор можно увеличить. Нужно добиваться, чтобы горение лампы при розжиге дуги было максимально ярким. Рекомендуется изготовить несколько дросселей для работы в диапазонах до 100 А, от 100 до 200 А и более 200 А.