Понижающий трансформатор является основой простейшего сварочного аппарата. Более сложным является сварочный аппарат, у которого на выходе имеется выпрямитель, который переменное напряжение преобразует в постоянное. Такие сварочные аппараты называют выпрямителями.
Трансформаторы бывают трех видов: тороидальный, стержневой и броневой, различия между ними можно увидеть на рисунке выше.
Самым сложным является сварочный аппарат, преобразующий входную частоту сети питания 50 Гц сначала в постоянное напряжение, как у выпрямителей, с последующим преобразованием его в переменное, частота которого измеряется уже килогерцами. Это инвертор.
Сделать своими руками инвертор по силам только тому, кто хорошо разбирается в радиоэлектронике и в используемой там элементной базе. Для этого специалиста не нужно объяснять, для чего нужен дроссель и где его место в схеме. А неподготовленному человеку целесообразно объяснить, что такое трансформатор и выпрямитель к нему.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.
Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Как сделать дроссель для сварочного аппарата постоянного тока
Сварка постоянным электрическим током получила широкое применение не только в масштабах крупных производств, но и в домашних мастерских. Современный рынок предлагает десятки (если не сотни) аппаратов для сварки с помощью электрической дуги, начиная от компактных маломощных сварочников, заканчивая промышленными высокопроизводительными агрегатами. Вне зависимости от типа оборудования, применяемого для электросварки, всех их объединяет одна проблема — неконтролируемое падение напряжение, из-за чего розжиг дуги и формирование шва становится затруднительным.
Для решения этой проблемы умельцы придумали дросель, внедряемый в цепь со сварочным оборудованием. У начинающих сварщиков сразу возникнет много вопросов: «Что это за деталь и как она функционирует? Как сделать дроссель самому на свой аппарат? Как рассчитать дроссель правильно?». В этой статье мы постараемся ответить на эти, и многие другие вопросы.
Общая информация
Для чего нужен дроссель? Эта небольшая деталь, подключенная в цепь, обеспечивает плавный розжиг дуги и поддерживает ее стабильность даже при перепадах напряжения, к тому же металл практически не разбрызгивается, шов получается более качественным, можно точно настроить аппарат и без проблем варить тонкий металл.
Принцип работы прост: дроссель пропускает через себя ток, накапливая его от сварочного аппарата. Накопленный ток как раз и используется для компенсации потерянного напряжения. Также дроссель с подмагничиванием обеспечивает нужное сопротивление тока, если напряжение слишком велико.
Совсем не обязательно покупать дроссель в магазине, тем более это далеко не дешевая покупка. Этот агрегат вполне можно смастерить самостоятельно. Его конструкция состоит из сердечника и двух обмоток с сечением, рассчитанным на работу с определенным значением постоянного тока. Именно поэтому не получится изготовить универсальный дроссель, ведь маленькая деталь не справится с мощным сварочником, и наоборот. Так что важно правильно рассчитать, сколько обмотки понадобится для работы с тем или иным напряжением.
Регулировка тока
Регулировка сварочного тока крайне важна для правильной работы и формировании качественного шва. Она может осуществляться несколькими способами:
- Регулировка тока путем изменения расстояния между элементами сварочного аппарата. Самый популярный способ. Чтобы уменьшить силу тока раздвиньте разрезанный сердечник трансформатора. Индукция несколько рассеется, и сила тока станет меньше. Чем больше сварочный агрегат, тем больше возможность регулировать ток, потому что интервал регулировки напрямую зависит от доступного размера в корпусе аппарата.
- Регулировка тока на обмотке трансформатора. Таким способом можно отсечь часть катушки, тем самым увеличив значение напряжения, пуская ток по более короткому пути. Чтобы ослабить ток путь нужно наоборот увеличить.
- Регулировка тока с помощью стальной пружины с креплением клемм через заданный интервал. Это неплохой способ регулировки, он позволяет плавно настраивать ток, но есть один существенный недостаток — пружина сильно нагревается и при этом постоянно находится под ногами у мастера, а это грубейшее нарушение техники безопасности.
Предназначение
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Расчет сечения проводов первичной обмотки трансформатора
Схема устройства сварочного трансформатора.
Теория трансформаторов сложна тем, что она основана на законах электромагнитной индукции и других явлений магнетизма. Однако, не используя сложный математический аппарат, можно пояснить, как работает трансформатор и можно ли его собрать самостоятельно.
Вручную трансформатор можно намотать на металлическом сердечнике, собранном из пластин трансформаторной стали. Проще выполнить намотку на стержневой или броневой сердечник, чем на тороидальный. Сразу же следует обратить внимание, что на изображении хорошо видна разница в толщине проводов: тонкий провод расположен непосредственно на сердечнике, и в нем явно видно большее количество витков. Это первичная обмотка. Более толстый провод и с меньшим количеством витков — это вторичная обмотка.
Не учитывая потери мощности внутри трансформатора, рассчитаем, каким должен быть ток I1 в его первичной обмотке. Идеальное напряжение сети равно U=220 В. Зная потребляемую мощность, например, P=5 кВт, имеем:
I1 = Р:U= 5000:220=22,7 А.
По току в первичной обмотке трансформатора определяем диаметр провода. Плотность тока для бытового сварочного трансформатора должна быть не более 5 А/мм2 сечения провода. Следовательно, для первичной обмотки потребуется провод сечением S1=22,7:5=4,54 мм2.
По сечению провода определяем квадрат, его диаметр d без учета изоляции:
d2=4S/π=4×4,54/3,14=5,78.
Извлекая корень квадратный, получаем d=2,4 мм. Эти расчеты выполнены для медных жил провода. При намотке проводов с алюминиевым сердечником полученный результат необходимо увеличить в 1,6-1,7 раза.
Для первичной обмотки применяют медный провод, изоляция которого должна хорошо выдерживать высокие температуры. Это стеклотканевая или хлопчатобумажная изоляция. Подойдет резиновая и резинотканевая изоляция. Провода, имеющие ПВХ изоляцию, применять не следует.
Как самостоятельно и красиво создать дизайн гостиной?
Материалы для изготовления
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Какие подручные средства можно использовать
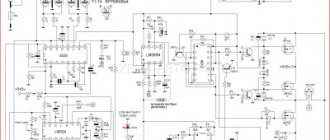
Схема источника питания инверторного сварочного аппарата.
Чтобы соорудить дроссель для сварки своими руками, первым делом нужно подготовить материал. В данном случае можно применить практически любые неиспользуемые электротехнические приспособления. Конструкция являет собой обыкновенный сердечник с намотанным проводом. Для данной цели можно использовать трансформаторную конструкцию, которая ранее была смонтирована в старом телевизоре. Всю обмотку понадобится демонтировать. Сердечник можно будет использовать для намотки провода, длина которого рассчитывается заранее.
Если есть возможность, можно применить детали, которые были установлены в лампочках фонарей. Старые обмотки следует демонтировать, так как они часто неисправны. В процессе намотки провода их понадобится установить на прежнее место.
Для намотки дросселя можно применить любой сердечник сечением приблизительно 12-15 см. Между его элементами понадобится сделать немагнитную часть. Для этого следует закрепить прокладку для изоляции толщиной примерно 0,6-1 мм.
Плавной регулировки тока можно достичь благодаря монтажу подвижных обмоток трансформаторной конструкции. Путем смены расстояния между обмотками можно изменять величину магнитного потока и сопротивление в повторной обмотке.
Преобразование тока в сварочном инверторе.
Для сварки на непрерывном токе к обмотке на выходе трансформаторной конструкции нужно подключить элемент для преобразования временного тока в непрерывный. Такое приспособление называется выпрямителем. Ток может быть не непрерывным, а пульсирующим. Уменьшить пульсацию возможно исключительно путем увеличения емкости конденсаторного устройства.
Чтобы была возможность выполнять регулировку тока дуги с помощью дросселя, между выходом трансформаторной конструкции и точкой нужно включить 3 выпрямителя.
Элементы, которые будут нужны для сооружения дросселя:
- электротехническая конструкция;
- провода;
- трансформатор;
- лампа фонаря;
- картон для изоляции.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Пошаговая инструкция по сборке дросселя своими руками
Для изготовления сварочного дросселя не требуется никаких схем или чертежей. Все достаточно понятно и очевидно, нужно только знать, сколько витков и каким проводом предстоит намотать. В качестве сердечника можно использовать любой набор трансформаторного железа, вплоть до пакета прямоугольных пластин. Однако наилучшим вариантом будет использование сердечника типа ПЛ, т. к. он собирается из двух монолитных С-образных половинок и зазоры между ними можно использовать для регулировки индуктивности будущего дросселя.
Такие сердечники массово использовались и применяются в блоках питания радиоаппаратуры еще с советских времен. Поэтому найти старый трансформатор (например, типа ТС) мощностью 200–300 Вт, наверное, не будет очень сложной задачей. Очень удобно для регулировки зазора еще и то, что такой сердечник стягивается специальным хомутом с винтовым соединением (см. рис. ниже).
Провод или шинку можно использовать любые (но лучше все-таки медные), главное, чтобы сечение соответствовало расчетному.
Намотка и установка дросселя
При разборке старого трансформатора необходимо очень аккуратно снять катушки, освободить их от проводов и зачистить до блеска место соединения половинок сердечника. Далее последовательность действий выглядит так:
- Надеть катушку на деревянный брусок, закрепить его тиски и намотать на катушку в один-два слоя киперную ленту, а поверх нее — лакоткань. Затем аккуратно, виток к витку, намотать первый слой проводов (получится около 8–12 витков в зависимости от толщины и зазоров). Действовать надо очень осторожно, т. к. провода жесткие, а катушка сделана из тонкого и хрупкого гетинакса.
- Поверх первой слоя витков намотать лакоткань, предварительно промазав ее лаком. Классический вариант – это бакелитовый лак, но можно взять и любой другой, например паркетный. Намотать второй слой витков, также укрыть его лаком и лакотканью. Аккуратно отогнуть выходной конец.
- Все то же самое сделать со второй катушкой, затем обе их тщательно просушить. Подготовить две пластинки гетинакса (или другого изолирующего пластика) толщиной 1–2 мм по размеру стыка половинок сердечника.
- Надеть на одну из половинок сердечника обе катушки, уложить изолирующие прокладки и вставить вторую половину. Тщательно стянуть сердечник хомутом.
- Соединить катушки последовательно скруткой с пайкой или винтом (предварительно залудив), а затем место соединения изолировать.
- Концы катушек, предназначенные для подключения, зафиксировать на хомуте, а затем припаять к ним клеммы.
При проверке дросселя с полуавтоматом необходимо попробовать его в разных режимах, и в зависимости от ситуации увеличить или уменьшить индуктивность, заменяя прокладки в зазоре сердечника.
В известной книге В. Я. Володина «Современные сварочные автоматы своими руками» приводится классический расчет количества витков в обмотке дросселя. Для домашнего мастера подошел бы более упрощенный вариант определения числа витков, пусть даже их число будет приблизительным. Если кто-то знает источники с такими методиками или сам может описать, как это сделать, поделитесь, пожалуйста, в комментариях к статье.
Большинство мастеров, занимающихся частным ремонтом техники, рано или поздно начинают задумываться над тем, как собрать . В наши дни для использования в условиях малых производств производители техники предлагают немалое количество таких аппаратов. Это может быть аппарат, работающий на переменном или постоянном токе, сварочный полуавтомат или устройство с использованием электродов. Однако любой хороший фирменный аппарат стоит больших денег, а его более дешевый аналог, как правило, ненадежен и быстро начинает отказывать в работе. Для сборки сварочного аппарата прежде всего нужно подобрать или изготовить необходимые детали, это касается и такого устройства, как дроссель.
При создании сварочного аппарата своими руками нужно обратить особое внимание на дроссели.
Включение и проверка
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Где применяют изобретение
Изготовленные из составляющих ламп приборы не обладают большими показателями мощностей. Максимальный порог — это до 20 Ватт. Используются импульсные источники питания. Основная сфера применения — это конструирование сетевого блока питания простейшего вида. Понижающий тип используется как согласующее звено между входом для усилителя и источником подачи сигнала. Есть варианты применения, когда трансформатор и дросселя помещается между двумя приборами и усилителями. Также встречаются ситуации, когда низкочастотные и понижающие модели выполняют роль согласующего элемента между нагрузкой тс и усилителем.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48 V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.