Рис.1 Межопорный ротор
Рис.2 Консольный ротор
Рис.3 Двухконсольный ротор
Для того, чтобы ротор был уравновешен, необходимо и достаточно, чтобы ось вращения ротора проходила через его центр масс (ecт
= 0). (статическая уравновешенность) и чтобы ось вращения ротора совпадала с одной из его главных осей инерции, т. е. чтобы были равны нулю его центробежные моменты инерции (моментная уравновешенность). Статическая уравновешенность + моментная уравновешенность= динамическая уравновешенность.
Неуравновешенность—
это состояние ротора, характеризующееся таким распределением масс, которое во время вращения вызывает переменные нагрузки на опорах ротора и его изгиб. Мерой неуравновешенности считают
дисбаланс D.
Для сопоставления роторов различных масс вводят
удельный дисбаланс,
численно равный
ecт= D / mp
.
где D — дисбаланс, mp — масса ротора.
Таким образом дисбаланс D измеряют в г*мм (неуравновешенная масса х радиус), а удельный дисбаланс измеряют в микронах — г*мм/кг= мм/1000= мкм.
Рис.4 Главный вектор и главный момент дисбаланса ротора.
Единицей дисбаланса являются грамм-миллиметр (г·мм) и градус (…°), служащие для измерения соответственно значения дисбаланса и угла дисбаланса. Отношение модуля главного вектора дисбалансов к массе ротора характеризует удельный дисбаланс [(г · мм)/кг = мкм]. Все дисбалансы ротора приводятся к двум векторам — главному вектору Dст и главному моменту Мd дисбалансов независимо от причин, вызвавших смещение центра масс с оси вращения: погрешностей получения заготовки, погрешностей механосборочного производства или изменения условий эксплуатации. Главный вектор дисбалансов Dст проходит через центр масс и равен произведению массы неуравновешенного ротора на ее эксцентриситет е. Главный момент дисбалансов Мd равен геометрической сумме моментов всех дисбалансов ротора относительно его центра масс. Главный момент дисбалансов перпендикулярен главной центральной оси инерции и оси ротора и вращается вместе с ротором. Главный вектор дисбалансов в плоскостях опор может быть заменен его составляющими (симметричными дисбалансами). Главный момент дисбалансов в тех же плоскостях опор может быть заменен парой сил (кососимметричными дисбалансами).
Дисбаланс является векторной величиной и полностью определяется на роторе в выбранной плоскости углом дисбаланса, а также числовым значением дисбаланса Di = miei т. е. произведением неуравновешенной массы mi на модуль ее эксцентриситета еi относительно оси вращения. Эта плоскость может служить для задания дисбаланса (плоскость приведения дисбаланса), корректировки масс ротора (плоскость коррекции), измерения дисбаланса (плоскость измерения дисбаланса). Дисбалансы в различных двух плоскостях вдоль оси данного ротора различны, и их углы и значения могут быть найдены расчетом, а также с помощью балансировочного оборудования.
Структура технологического процесса балансировки определяется назначением балансировки, типом производства, размером детали или сборочной единицы, точностью балансировки, технологическим оборудованием и оснасткой и т. п.
Балансировка заключается в определении значений и углов дисбалансов ротора и их уменьшения путем корректировки массы ротора.
Действие дисбалансов на ротор можно снижать или устранять путем добавления, уменьшения или перемещения одной или более корректирующей массы, создающей дисбаланс такого же значения, что и у неуравновешенного ротора, но с углом дисбаланса 180° относительно дисбаланса ротора.
Способы устранения дисбалансов ротора.
Для уменьшения дисбалансов ротора используются так называемые корректирующие массы, которые могут удаляться из тела ротора или добавляться к нему. Корректирующую массу в противофазу дисбаланса ротора добавляют приваркой, клепкой, пайкой, привертыванием специальных элементов определенной массы и на определенном радиусе.
Различают дисбалансы начальный — до корректировки масс, остаточный — после корректировки масс, допустимый — приемлемый по условиям эксплуатации машин, удельный — отношение модуля главного вектора к массе ротора. Различают балансировку статическую (силовую), моментную и динамическую (моментно-силовую). При статической балансировке определяют и уменьшают главный вектор дисбалансов, т. е. центр масс ротора приводится на ось вращения размещением соответствующей корректирующей массы (масс). При моментной балансировке определяют и уменьшают главный момент дисбалансов путем образования пары сил размещением корректирующих масс в двух плоскостях коррекции. При этом главная центральная ось инерции ротора в результате поворота совмещается с осью вращения. При динамической балансировке определяют и уменьшают главный момент и главный вектор. Это достигается размещением корректирующих масс в двух (жесткие роторы) плоскостях коррекции или более (гибкие роторы). При этом главная центральная ось инерции смещается, поворачивается в пространстве и совмещается с осью вращения ротора. Ротор может быть уравновешен за одну или несколько операций, состоящих из типовых шагов; выявление и определение значения и угла дисбалансов (измерительный), и корректировка (устранение) дисбалансов до заданных значений.
Балансировочные станки.
Балансировочный станок представляет собой механическое устройство предназначенное для определения и устранения дисбаланса отдельно взятых роторов. Он обычно состоит из опор, в которые помещается балансируемый ротор, привода для его вращения и измерительного устройства с показывающими приборами. В отличие от балансировки ротора на штатном месте установки, ротор устанавливается на опоры, являющиеся частью конструкции балансировочного станка, и для приведения ротора во вращение используется привод балансировочного станка. Возникающие при вращении несбалансированного ротора силы вызывают колебания механической системы ротор-опоры, которые измеряются встроенной измерительной системой станка.
По характеру режима работы и конструктивному исполнению наиболее широко распространены балансировочные станки дорезонансного
и
зарезонансного
типа.
У дорезонансного балансировочного станка частота вращения ниже собственной частоты колебаний системы, состоящей из балансируемого ротора и части массы станка, участвующей в колебаниях.
Рис.5 Балансировочный станок дорезонансного типа ТБ-500 позволяет балансировать роторы весом до 500 кг и максимальным расстоянием между шейками до 2000 мм.
В зарезонансном балансировочном станке частота вращения ротора при балансировке значительно выше наибольшей собственной частоты колебаний роторной системы.
В зависимости от типа станка они комплектуются податливыми
или
жесткими
опорами.
Классификация балансировочных станков.
Балансировочный станок по существу является измерителем колебаний механической системы, связанной с ротором, по характеристикам которых судят о неуравновешенности ротора. Некоторые станки могут иметь встроенные приспособления для корректировки масс ротора.
При серийном и массовом производстве операции определения и уменьшения дисбалансов могут совмещаться, т.е. измерения дисбалансов ротора и корректировка его масс проводятся одновременно.
По характеру режима работы и конструктивному исполнению различают балансировочные станки дорезонансного, резонансного и зарезонансного типа.
У дорезонансного балансировочного станка частота вращения при балансировке ниже наименьшей собственной частоты колебаний системы, состоящей из балансируемого ротора и паразитной массы, которая включает в себя часть массы станка, участвующей в колебаниях при возбуждении их неуравновешенными силами ротора.
У резонансного балансировочного станка частота вращения при установившемся режиме балансировки равна собственной частоте колебаний системы,состоящей из ротора и уравновешивающей массы. Сюда же относят и станки с балансировкой при проходе через резонансный режим. Станки с проходом через резонанс наиболее просты, имеют простой привод и допускают замер амплитуд колебаний простыми приборами, но имеют неопределенные характеристики при проходе через резонансный режим, что снижает точность балансировки.
Станки с работой на резонансном режиме более чувствительны, но требуют применения сложного привода, чтобы строго поддерживать этот режим.
В зарезонансном балансировочном станке при балансировке обеспечивается частота вращения ротора выше наибольшей собственной частоты колебаний роторной системы вместе с уравновешивающей массой.
Станки этого типа, как и дорезонансные, не имеют проблем в поддержании устойчивого движения и имеют простые приводы. Однако малые значения амплитуд колебаний в зарезонансном режиме требуют применения высокочувствительных приборов для измерения амплитуд.
Механические системы балансировочных станков классифицируют по числу степеней свободы ротора, а также по числу степеней свободы оси ротора вместе с подвижной частью станка.
В классификации по числу степеней свободы ротора механические системы распределены по семи классам (рис ).
Номер класса (римская цифра) соответствует числу степеней свободы жесткого ротора. Кроме того, введен дополнительный признак разделения механических систем на две группы: буквой А обозначены станки, имеющие раму, на которой размещены опоры ротора, а буквой В — станки с отдельными опорами, установленными на неподвижном основании. Это подразделение характеризует не только конструктивные особенности системы, но и особенности балансировочного процесса, так как в станках группы А выбор точек для измерения колебаний менее ограничен, чем в группе В.
Рис. — Классификация механических систем балансировочных станков по числу степеней свободы ротора
Системы классов IVB, VA, VIA и VIB промышленного применения не получили.
Системы ША, ШВ и IVA применяются в некоторых станках, выпускаемых фирмами Hofmann-Kunze, General Motors Corp. и General Electrik Co.
Широко применяются системы классов:
IA — в станках для статической балансировки; IB — в балансировочных станках типа МДУ, ДБН, МДУС отечественного производства и в станках типа UA, ИА, ИАГ фирмы Losenhausenwerk; IIA — в отечественных станках М-40, М-48, МДБГ-1, УУГ-3 и станках фирм Tinius-Olsen и Giesler типа G2; ПВ — в станках конструкции МИИТ и фирм Bear, Bentrath и Losenhausenwerk; VB — в отечественных станках типа ДИСБАЛАНС, МС, МДБ, 9703, 9710, 9739 разных модификаций и станках фирм Reitlinger, K.Schenk, Hofmann (серий R, AM, VGW, E фирм Gisholt (типа HS) и Dynagraph (типа М), фирмы Eriksson (типа URB>, Jackson Bradwell Ltd, Dawe Instrum. Ltd и EMJ и серии ВНЕ; VIIA — в станках конструкции МВТУ, а также в станках фирм Sperry Strobodyn) и Hermann.
В классификации по числу степеней свободы оси ротора станки делят на четыре группы (рис.).
Группа 1 с неподвижной осью ротора (см. рис.) соответствует классам IA и 1Б (одна степень свободы). Станки этой группы (ДБН-50, МДУ-3) имеют жесткую связь оси ротора массы т через неподвижные подшипники с неизмеримо большей массой фундамента тф. Дисбалансы ротора определяют по измерениям реакций опор, распределение которых обусловлено только положением центра масс относительно опор или плоскостей измерения. Отсутствие подвижных частей позволяет упростить конструкцию опор и применять осевой привод ротора. В качестве массы тф при средних и тяжелых роторах используют неподвижное основание (пол помещения или фундамент), колебания которого вызывают в измерительном элементе широкий спектр помех и для их подавления нужна более эффективная фильтрация, чем в системах с упругими связями с внешней средой. Виброизоляция с помощью мягкой подвески станка нарушает неподвижность подшипников, лишая систему возможности настройки без применения тарировочного ротора. Виброизоляция фундамента без нарушения соотношения сил возможна только для малых роторов, когда установленная на пружинах плита основания массой в несколько килограммов значительно превышает массу ротора.
Работа станка возможна только на частоте вращения, значительно меньшей собственной частоты системы (в дорезонансном режиме), когда угол сдвига фаз практически равен нулю, что снижает ошибки измерения дисбаланса. Вызванные дисбалансом силы пропорциональны, поэтому целесообразно применять в этих станках высокие скорости. Высокий уровень собственных частот системы и ее частей делает ее чувствительной к ударным помехам, демпфирование которых затруднительно.
Неисправности агрегата
Как откалибровать балансировочный станок? Как уменьшить погрешность? Эти и другие вопросы будут неизбежно возникать после длительной эксплуатации станка, так как с течением времени его отдельные детали приходят в негодность. Условно все поломки таких агрегатов делятся на две группы — механическое расстройство и поломка электрических узлов.
В последнем случае чаще всего проблема связана с выходом из строя одного из любых датчиков. Что касается механических поломок, то они обычно возникают из-за ударов, падений или любых других внешний воздействий на оборудование. Обычно начинать искать в станке следует после появления таких признаков:
- для получения правильно сбалансированного колеса требуется несколько циклов проверки вместо одного;
- параметры тестируемых дисков определяются неверно.
Калибровка станка, о которой упоминалось ранее, необходима для того, чтобы определить тип поломки. После нахождения причины неисправная деталь обычно просто заменяется новой. Это связано с тем, что отремонтировать сломанную деталь гораздо сложнее, чем купить новую, что делает ремонт станка нецелесообразным. Кроме того, даже если отремонтировать какой-либо элемент, то, скорее всего, именно он снова выйдет из строя в ближайшее время.
Предназначение оборудования
Балансировочные станки предназначены для балансировки колес разных транспортных средств:
- легковых машин;
- грузового транспорта;
- мотоциклов.
Балансировка колес очень важна, поскольку если вращающееся колесо не сбалансировано (центр его массы и геометрический центр не соответствуют друг другу), то это вызывает сильные центробежные силы, которые увеличивают вибрацию, вследствие чего шины изнашиваются, а ходовая часть и подвески быстро выходят из строя.
Без балансировочных станков сейчас не работает ни один автосервис. Ведь нужно не только правильно разобрать и собрать колеса, оно также должно быть сбалансировано правильным образом. Современное оборудование может работать с дисками разных конфигураций, оно имеет несколько рабочих режимов.
Подробное описание параметров
Начать стоит с ручного ввода параметров. Это очень важно, так как увеличивает время на подготовку, а также требует специальной подготовки оператора. У автоматических устройств такого недостатка нет. Что касается диаметра диска, то здесь не имеется в виду диаметр колеса в общем. Диапазон 10-24 позволяет проводить балансировку дисков легковых автомобилей, внедорожников и небольших грузовиков.
Далее стоит отметить максимальный вес. Эта характеристика часто остается незамеченной, и многие считают, что вес не регламентирован. Однако установка объекта с весом, превышающим максимум, обычно приводит к быстрому снижению ресурса агрегата, что приведет к его скорому выходу из строя. Что касается времени измерения, то, как и говорилось, параметр не слишком важен. Но на него все же стоит обратить внимание, к примеру в том случае, если наблюдается большая загруженность. То есть для масштабных мастерских это важная характеристика.
Классификация
В связи с тем, что скорость движения на отечественных дорогах постоянно растет, автомобили оснащены рулевыми реечными механизмами, масса дисков сокращается, в автосервисах применяются профессиональные станки для шиномонтажа и балансировки. Услуги оказываются клиентам максимально качественно.
Балансировочные станки нужны для того, чтобы определить место и степень неуравновешенности (статического или динамического типа) вращающихся частей машины:
Балансируемое изделие ставят на опоры, которые выступают в роли основы станка. А также он укомплектован приводами для движения изделия, а еще измерительным оборудованием на основе визуальных приборов.
В конструктивном отношении балансировочные станки подразделяются на две категории:
- с податливыми опорами, где приборы фиксируют фазу и амплитуду колебаний этих опор, что вызывается движением изделия;
- с жесткими опорами, где фиксируется фаза и сила давления ротора.
Станки для динамической или статической балансировки в зависимости от размещения осей вращения бывают двух типов;
- с горизонтальной осью вращения;
- с вертикальной.
Балансировочное оборудование имеет моторизованный привод, который, по сравнению с ручным вращением, выполняет максимально точные замеры.
По способу ввода данных оборудование делится тоже на две категории. Способ ввода может быть ручным или автоматическим.
Если ввод ручной, то оператор должен измерить параметры колеса с помощью механических линеек, а затем вручную вводит их в станок для балансировки.
А вот в конструкциях с автоматическим вводом есть один или два электронных калибра. В первом случае нужно ввести диаметр и расстояние до диска, а во втором дополнительно и ширину.
Виды устройств
На сегодняшний день существует три основных типа балансировочных станков.
- Станки для работы с колесами легковых авто.
- Станки для работы с колесами грузовых авто.
- Станки универсальные. Могут применяться для оценки колес и легковых, и грузовых авто.
Основная разница между этими типами устройств заключается в двух основных характеристиках балансировочного станка — грузоподъемность и диаметр. Также стоит отметить, что грузоподъемность напрямую зависит от диаметра шины.
Классификация агрегатов осуществляется еще и по способу управления. В данном случае речь идет об автоматических или ручных приборах. В случае автоматических станков все данные о колесе он будет считывать самостоятельно. Настройка балансировочного станка ручного типа заключается в том, что все исходные данные должны быть загружены оператором вручную. Естественно, что разница во времени обслуживания на автоматическом и ручном станке сильно отличается и автомат работает гораздо быстрее. Это обусловлено тем, что система будет сама считывать геометрию и другие параметры покрышки. Что касается технологий, используемых станком для измерения параметров, то здесь применяются самые разные методы, включая лазерные технологии.
Выбор балансировочных станков
Выбирать такое оборудование следует очень внимательно, поскольку от него зависит успех работы сервиса. Процесс балансировки должен быть правильным и точным, это лишь прибавит вам максимум клиентов.
Ценовой диапазон такого оборудования очень широкий, оно отличается друг от друга по качеству работы, функциональным особенностям и другим факторам. Необходимо убедится, что прибор имеет сертификат качества и обладает тем или иным гарантийным сроком.
Выбирать то или иное оборудование нужно грамотно. Обязательно учитывайте, окупится ли дорогостоящее оборудование от европейских производителей. Отечественные или китайские модели имеют более приемлемую стоимость, возможно, для конкретного бизнеса, их будет вполне достаточно. Учитывайте уровень загрузки сервиса, а также то, насколько часто у вас обслуживаются клиенты на том или ином типе транспортного средства.
Китайские модели
Естественно, далеко не каждый владелец автосервиса или шиномонтажа готов масштабно вкладываться в бизнес. Главная задача у многих — это получить максимальную прибыль при минимуме вложений.
Китайское оборудование в этом отношении — самый подходящий вариант, поскольку стоит недорого. Но оно имеет свои технические особенности. Такие станки очень просты в конструктивном плане, большинство из них являются копиями старых моделей от известных производителей, ждать чего-то сверхъестественного от оборудования не стоит. В них задействованы технологии примерно 10-летней давности. Но они все равно будут исправно работать, благодаря чему вы «отобьете» вложения примерно за 1−2 сезона работы.
Итальянское оборудование
Сейчас на рынке присутствует много моделей итальянского производства, которое значительно превосходит китайские станки. Они гарантируют высокое качество работы и надежность.
Одним из наиболее известных производителей шиномонтажного оборудования является Sicam, о котором отзываются автовладельцы и владельцы шиномонтажных мастерских. А также это оборудование уже много лет присутствует на рынке, если остановить свой выбор именно на нем, то точно не прогадаете.
Незаменимый атрибут для сферы услуг
Ранее подобные нюансы решались посредством статического метода. Подразумевается, что колесо надевалось на специальный стержень, после чего его раскручивали. Места остановки отмечались. Для определения участка дисбаланса подобные манипуляции неоднократно повторялись. Для обслуживания одного автотранспортного средства мог уйти весь день. К тому же следует отметить высокий уровень погрешности, который удалось преодолеть спустя годы. Как часто необходимо прибегать к подобным услугам?
По мнению обывателей, если машина регулярно ездит по городским дорогам, то в автосервис необходимо обращаться не реже раза в полугодие. Подобные поездки совпадают с сезонной заменой резины, что позволяет сэкономить. Однако в случае, если автотранспортное средство зачастую ездит по бездорожью или в пригороде, то заезд на станок рекомендуется делать раз в несколько месяц. Балансировка благоприятно сказывается не только на работе «колес», но и:
- Коленчатого вала.
- Карданного вала.
- Компрессоров.
- Шкивов.
- Муфт.
- Роторов.
Речь идет о том, что отладка может быть направлена на функционирование отдельных элементов машины. Как понять, что подобные манипуляции необходимы? Для тех, кто только недавно за рулем, этот вопрос более чем актуален. Чтобы не совершить распространенных ошибок, необходимо обратить внимание на то, как машина идет на скорости, и присутствует ли вибрация в районе руля. Эти звоночки – первые, на что стоит обратить внимание автомобилисту, и в ближайшее время посетить шиномонтажку.
Специалисты советуют делать балансировку после каждого попадания колеса в большую яму. Если удар действительно сильный, и произошла видимая деформация диска, то без стендов попросту не обойтись. Помимо выравнивания поврежденной поверхности, следует прибегнуть к услугам специалистов.
Своевременное обращение к специалистам поможет избежать многих проблем, среди которых:
- Ухудшение состояния подвески.
- Ускоренный износ подшипников ступицы.
- Истирание протекторов шин.
- Усиленные нагрузки на рулевое управление.
Главная задача работника шиномонтажа – выявление дисбаланса и устранение его. В этом случае устраняется компенсирующие нагрузки на определенные участки диска. Помимо личного опыта работника, немаловажным критерием является наличие качественного оборудования от лучших мировых производителей. Средняя стоимость работ будет зависеть от диаметра колеса. Сумма в 200 рублей не кажется такой уж большой, в особенности, если речь идет о безопасности себя и окружающих. Какими бывают установки?
Особенности выбора станков для грузового транспорта
Если ваш шиномонтаж специализируется преимущественно на обслуживании грузового транспорта или спецтехники, то балансировочные станки нужно выбирать в соответствии с этим тоже.
Наиболее подходящие варианты — это специализированные грузовые балансировки, а также итальянские грузовые станки Sicam TCS26 и 52.
Эти модели надежны в применении. Они отлично проявили себя при обслуживании камеонов, дорогостоящих шин на комбайнах и тракторах, а также скреперов.
Есть и китайское оборудование, стоимость его вполне приемлема, его работа судя по отзывам, происходит вполне уверено.
Для грузовых шин также многие применяют специальный шиномонтажный комплект марки Gaither (США и Голландия). Он удобен в применении и стоит относительно дорого. С его помощью можно осуществлять шиномонтаж крупных видов транспорта в разных условиях.
Для чего предназначается
Балансировочный стенд применяется в процессе монтажа балансировочного груза на колесные диски. В этом процессе пружинные противовесы. Они рассчитаны для стальных дисков, клеевые используются при работе с легкосплавными для балансировки колес.
С помощью данного инструмента можно точно определить вес, а также место, где будут крепиться противовесы. Основными критериями оптимального рабочего процесса, являются величина допустимой ошибки в процессе монтажных работ, а также точность.
Для удачного выбора, нужно учитывать доступность автосервиса для клиентов, а также какие модели будете обслуживать. Можно приобрести грузовой балансировочный станок, оборудование для легковых автомобилей. Также есть балансировочный станок для мотоциклов.
Проверка оборудования
Перед тем как приобрести тот или иной балансировочный станок, его потребуется обязательно проверить. Чтобы это сделать потребуется сбалансировать колесо, и набить около 30 грамм в любом его месте для создания дисбаланса. На следующем цикле балансировка должна показывать не более 30 грамм. В случае если показатель отличается, то станок нужно откалибровать.
Калибруют такое оборудование примерно раз в полгода, поскольку вал балансировки в течение сезона вследствие трения об колеса теряет немного в весе.
Работа со станком
Инструкция по эксплуатации балансировочного станка прилагается к каждой модели в отдельности. Однако в общем виде ее можно представить следующим образом.
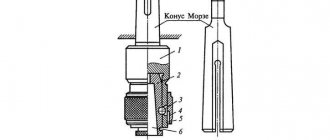
Для того чтобы начать работать с таким агрегатом, следует зафиксировать диск. Обычно это осуществляется за счет одной гайки и конуса. После этого следует обязательно проверить надежность крепления, так как скорость во время проверки может быть достаточно большой и объект может сорваться. После этого устройство можно включать в работу, диск или покрышка будут раскручиваться, а показатели будут измеряться и записываться для дальнейшего вывода на дисплей. После того как этот этап завершится, можно приступать к сравнению полученных данных с эталонными. Разница между ними может составлять не более 2 и 1,5 градуса. В данном случае погрешность первого показателя считается горизонтальной, второго — радиальной.
После проведения первичных измерений следует снять все грузики и провести еще один измерительный этап. Важно отметить, что диск всегда будет останавливаться наиболее тяжелой точкой книзу. При проведении измерений эту информацию нужно обязательно учитывать. После остановки диск прокручивается на 90 градусов и на эту противоположную сторону устанавливается грузик.
Стоит сказать, что в случае если колесо повернулось на 45 градусов и дальше не крутится, то калибровка станка была проведена успешно.
Типы балансировочных станков
Одним из признаков технологической классификации балансировочных станков служат степень их универсальности, т.е. то разнообразие роторов, для которых они могут быть использованы. Чем больше это разнообразие, тем шире технологические возможности станка. Балансировочные станки разделяют на четыре типа: универсальные, определенного назначения, специальные и балансировочные комплекты.
Универсальные балансировочные станки используют в серийном производстве для определения дисбалансов роторов различных конструкций. К этому типу относятся зарезонансные и до-резонансные станки с осевым или ленточным приводом, обладающие высокой точностью и быстрой переналадкой на новый тип роторов. На них можно балансировать роторы, отличающиеся по массе, длине и диаметру в 10..40 раз. Универсальные балансировочные станки характеризуются допустимой массой и диаметром ротора, расстоянием между опорами станка, диапазоном частот вращения ротора, мощностью привода и точностью станка.
Минимально допустимая масса ротора — масса балансируемого ротора, при которой обеспечивается заданная точность станка. Максимально допустимая масса ограничена прочностью подвески опор. В нее входит масса ротора, его подшипников и корпуса, оснастки, т.е. вся масса, устанавливаемая на опоры станка.
Допустимый диаметр ротора зависит от расстояния от центров опор до станины (пола) станка. Максимальное расстояние между опорами станка ограничено длиной направляющих станины, а минимальное — толщиной стоек.
У станков, опоры которых имеют гнездо для установки подшипника, указывают его диаметр или наибольший диаметр цапф ротора.
Диапазон частот вращения ротора при балансировке соответствует частотному диапазону измерительного устройства, частоте вращения и мощности приводного устройства.
Универсальные балансировочные станки изготавливают нормальной и повышенной точности.
Для балансировки роторов массой от нескольких граммов до десятков килограммов применяют зарезонансные станки с ленточным приводным соединением. Измерительные устройства этих станков обычно имеют избирательный усилитель, стробоскоп и потенциометрическую цепь разделения плоскостей коррекции. Настройку станка на данный тип ротора проводят с помощью тарировочного ротора.