Модели.
При литье в землю формовка производится по постоянным моделям.
По конструкции модели могут быть цельными, разъемными. С отъемными частями и со знаками )для пустотелых отливок).
Для изготовления художественных отливок сравнительно простой формы, без высоких сложных выступов, больших углублений (пепельницы, настенные барельефы, детали архитектурного литья и т.п.) используют цельные модели.
Модели более сложных изделий, боковые стенки которых имеют уклоны не в одном направлении, изготавливают разъемными. Линия разъема модели должна лежать в плоскости разъеме опок. Части разъемных моделей соединяются между собой шипами. При изготовлении формы одна часть модели извлекается из верхней опоки, а другая — из нижней.
Если изделие имеет выступы, которые не позволяют извлечь модель из формы, модель изготавливают с отъемными частями, которые крепятся к основной модели шпильками. После завершения формовки сначала удаляют модель из формы, оставляя в ней отъемные части, которые удаляют отдельно.
Модели пустотелых отливок имеют знаки (специальные полости). В местах расположения знаков крепятся стержни, которые формируют внутреннюю полость отливок. Когда полость отливки имеет выходы с двух сторон (колонки, трубы, втулки), знаки на модели также делаются с двух сторон. Если внутренняя полость имеет выход только в одну сторону (как в бюстах и статуэтках), необходимо обеспечить надежное крепление знака стержня в форме.
Модели изготавливают из различных материалов: дерева, гипса, металла.
Чаще всего используют дерево, как наиболее дешевый и легкообрабатываемый материал.
Для изготовления модели крупного архитектурно-художественного литья с простым рельефом (колонки, тумбы, решетки, постаменты) обычно применяют сосну. Сосна слабо впитывает влагу и мало подвержена колебанию. Для наибольших моделей со сложной поверхностью сосна непригодна: она имеет крупные волокна, легко колется вдоль них, выкрашивается в тонких сечениях и задирается при обработке на токарнях станках.
Модели, которые необходимо обрабатывать на токарных станках, чаще всего делают из березы.
Наиболее сложные модели, поверхность которых декорирована тонкой резьбой, вытачивают из прочных и вязких пород дерева: яблони, груши, красного или черного дерева. Эти модели значительно дороже сосновых и березовых, но хорошее качество и продолжительный срок службы вполне окупают затраты на материалы.
В отличие от деревянных, металлические модели имеют целый ряд преимуществ. Они не коробятся, хорошо сохраняют свою форму, имеют прочную чистую поверхность и значительный срок службы.
Для изготовления модели широко используют чугун, как дешевый и достаточно прочный материал. Из чугуна чаще изготавливают крупные простые модели, не имеющие острых и мелких выступов (модели решеток, колони, постаментов, поручней и т.п.).
Однако чугун плохо поддается ручной обработке, обладает низкой коррозионной стойкостью, плохо паяется, кроме того, это хрупкий материал, из-за чего выкрашивается поверхность модели.
Латунь является одним из лучших материалов для изготовления моделей мелких и сложных художественных отливок. Латунные модели не ржавеют, хорошо воспринимают и сохраняют чеканку и гравировку, имеют чистую гладкую и плоскую поверхность, они хорошо паяются. Из латуни обычно делают модели небольших ажурных кабинетных украшений, а также модели, которые необходимо сохранить на продолжительный срок.
Преимуществом алюминиевых моделей по сравнению с другими металлическими моделями является их незначительная масса. К недостаткам этих моделей относят меньшую поверхностную прочность по сравнению с моделями из чугуна и латуни. Поверхность алюминиевых моделей быстро изнашиваются, на ней остаются следы от наколов при формовке, подрезке кусков формовке. Ремонт моделей затруднен, поскольку алюминий плохо поддается пайке.
Гипсовые модели очень удобны для сохранения художественного оригинала, как правило выполненного скульптором из пластика, глины или воска. Гипсовые модели изготавливают путем заливки раствора гипса в приготовленную по пластилиновому, восковому или глиняному оригиналу гипсовую же форму.
ЧУГУННОЕ ЛИТЬЁ И ОСНОВНЫЕ ТЕХНОЛОГИИ ПРОИЗВОДСТВА
Чугунное литьё в песчано-глинистые смеси
- Класс размерной точности при литье чугуна согласно ГОСТ Р 53464-2009 : 9-14
- Шероховатость поверхности чугунных отливок по ГОСТ 2789-73 Ra = 80-100 мкм
- Минимально получаемая толщина стенок при литьё чугуна – 3 мм
- Масса отливок от 0,5 кг до 40 тонн
Чугунное литьё в жидкостекольные смеси (ЖСС) и холодно-твердеющие смеси (ХТС)
- Класс размерной точности при литье чугуна согласно ГОСТ Р 53464-2009 : 8-13
- Шероховатость поверхности чугунных отливок по ГОСТ 2789-73 Ra = 40-100 мкм
- Минимально получаемая толщина стенок при литьё чугуна – 3 мм
- Масса отливок от 0,5 кг до 40 тонн
Характеристики нашего производства чугунного литья
- Площадь основного литейного цеха: 18 000 м кв;
- Производственные мощности цеха по чугунному литью: 24 000 т/год;
- Ручной плац: 2000 м кв;
Печи, которые используются для термообработки:
- 2 печи с загрузкой в 25 тонн имеет рабочий размер: B=2500 мм, H=1850 мм, L=5500 мм
- 2 печи с загрузкой в 100 тонн, с рабочими размерами: B=7000 мм, H=7000 мм, L= 14000 мм
Сроки изготовления, уровень сложности, гарантия на чугунное литьё
- Модельную оснастку изготовим от 3-х дней;
- Срок изготовления готовых отливок от 5 дней;
- Можем производить тонкостенные корпусные детали, 6-й группы сложности;
- Проводим лабораторные исследования (контролируемые параметры: химический состав, предел текучести, предел прочности, ударная вязкость) , по желанию заказчика предоставляем результаты рентгеноскопии, ультразвуковой дефектоскопии, магнитоскопии.
Опоки.
Опока — это ящик без дна и крышки, предназначенный для изготовления литейной песчаной формы. Форму собирают из двух или нескольких опок, которые соединяются между собой штырями 1 через ушки 5, расположенные на боковых стенках. Для того чтобы формовочная смесь не выпадала, опока снабжена ребрами 3 и буртиками 4, которые расположены у плоскости разъема опок.
Применяют в основном металлические опоки — из чугуна, стали или алюминия. Деревянные опоки используют в тех редких случаях, когда необходимо срочно изготовить небольшое количество отливок.
Производство
В промышленной сфере, а именно в производстве машин и станков, комплексов водоотведения и снабжения водой, высок спрос на детали, которые изготовлены из чугуна, называемого «серым». Причина этого кроется в том, что такой материал прочен и износостоек. Эти свойства обеспечены тем, что в сплав добавляется графит.
Разные промышленные компании обращаются за такой услугой, как литьё изделий из чугуна на заказ. Несмотря на то что есть отличия в требованиях к технологическому процессу, которые объясняются особенностями деятельности отдельных заказчиков, существует общее требование. Оно состоит в том, что изготовление чугунного литья должно соответствовать характеристикам детали, которые указываются в чертежах и документах.
Стержни.
Стержни применяют главным образом для формирования в отливках внутренних полостей и отверстий.
При заливке формы стержни обычно со всех сторон окружены расплавом, поэтому они должны обладать высокой газопроницаемостью, прочностью, податливостью, выбиваемостью, что обеспечивается выбором соответствующей стержневой смеси и конструкции стержня.
Стержни изготавливают в стрежневых ящиках. Для увеличения прочности стержней в них заформовывают проволочный каркас.
При заливке металла в стержне образуются много газов, для отвода которых в нем подгатавливают вентиляционные каналы путем накладывания, укладки восковых фитилей (при сушке стержня воск выплавляется, а шнуры затем вынимаются), установки сетчатых трубок и соломенных жгутов, которые при з0аливке выгорают, укладки кокосовой гари (в крупных стержнях).
Сложные стержни склеивают из нескольких частей. Для увеличения газопроницаемости, прочности и уменьшения газотворной способности стержни сушат. Температура и продолжительность сушки зависят от массы стержня, связующего материала. Продолжительность сушки колеблется от нескольких минут до нескольких часов и устанавливается экспериментально
Стержни из смеси на основе глины сушат при 350-400 oС, на основе бетона — при 200oС. Если стержневая смесь содержит крахмал, сушку ведут при 165-190 oС, в случае связующего термореактивных смол — при 150-160 oС, в случае применения масляного связующего — при 150-200 oС.
Точная установка стержня достигается с помощью знаков — специальных фиксирующих полостей в форме.
Размеры знаков выбирают с учетом массы стержня и давления расплава. Их конфигурация должна исключать возможность каких-либо смещений стержня.
Иногда крепление стержня в знаках оказывается недостаточно надежным, например при использовании длинных стержней, которые могут прогибаться при заливке. В этом случае используют другие способы. Так, стержни можно крепить специальными стойками — жеребейками. Форма и размеры жеребеек зависят от массы и конфигурации опорных поверхностей стержня и формы.
При изготовлении сравнительно небольших художественных отливок стержни удобнее крепить с помощью концов и каркасов. При окончательной отделке отливок концы каркасов обрубают, поверхность зачеканивают.
В некоторых случаях стержни крепят подвешиванием в верхней опоке. Таким образом изготавливают различные постаменты к статуэткам.
Материалы
Ассортимент материалов для литья под давлением огромен! Существует огромный ассортимент стандартных материалов, а также такие вещи, как антистатический пластик, термопластичный каучук, химически стойкие пластики, инфракрасный, биокомпостный материал … и с помощью цветовой компоновки или маточной смеси у вас также есть бесконечный выбор цветов.
Для вакуумной формовки используется более ограниченный ассортимент материалов, но легко доступных: листы из ABS, огнестойкого ABS, HDPE, HIPS, проводящего HDPE, проводящего HIPS, PP, PVC, прозрачного HIPS, ультрафиолетового стабильного HIPS & PETG. Также доступны различные цвета и листы со спецэффектами.
Технология изготовления сырых песчанно-глинястых форм.
Одним из распространенных способов изготовления художественных отливок является ручная формовка сырых песчано-глинистых форм. Рассмотрение этого способа позволяет ознакомиться с основными принципами изготовления литейных форм.
Формовщик при изготовлении художественных отливок пользуется довольно большим арсеналом инструментов, который включает лопату для заполнения опоки формовочной смесью, сито для просеивания смеси с целью отделить комки, ручные трамбовки для уплотнения в опоке, гладилки для ланцеты и крючки для отделки полости формы, стальные иглы-душники для газоотводящих каналов.
Литьё алюминия в песчано-глинистые формы.
Доброго времени суток, пикабушники и пикабушницы. В этом посте мне хотелось бы рассказать о одном из способов изготовления отливок из металла. А конкретно, адресных табличек. Вот таких.
Печь и тигель для плавления металла. Так как используем мы легкоплавкий алюминий, то температура нам нужна не меньше 660 градусов. Делали мы это всё в расчищенном складском помещении на самодельной печи и “на глаз”. Так что, конкретного температурного режима не было.
Кусковая формовка.
Модели художественных отливок часто имеют чрезвычайно сложную поверхность с разного рода впадинами и выступами, препятствующими извлечению модели из формы. Для изготовления форм по таким моделям применяется кусковая формовка.
Впадины на модели заполняют формовочной смесью повышенной прочности, получая так называемые куски. Наружную поверхность кусков подрезают в виде болванов с пологими стенками так, чтобы с них было удобно снять набитую на модель опоку. Кроме того, на поверхности кусков вырезают знаки, чтобы куски можно было закрепить в форме. Форму набивают по модели с закрепленными на ней кусками. После того как форму снимают с модели, на форму устанавливают куски. В форме получается отпечаток поверхности модели вместе с кусками.
Рассмотрим, например, процесс изготовления формы для корпуса пепельницы «дровни». Он состоит из следующих операций .
1. Модель корпуса без отъемной головки укладывают на подмодельную плиту. Около задней стенки модели плотно набивают кусок. Поверхность куска заглаживают и посыпают разделительным песком.
2. Модель с набитым куском заформовывают обычным способом в верхней опоке с боковым литником. Опоку переворачивают вместе с подмодельной плитой и подрезают поверхность формы по контуру краев модели.
3. На модель корпуса устанавливают головку. Поверхность разъема посыпают разделительным песком. На набитый кусок накладывают плотную бумагу и набивают болван облицовочной смесью. Затем устанавливают нижнюю опоку и набивают ее так же, как и верхнюю.
4. Обе опоки переворачивают. Удалив модель литника, снимают верхнюю опоку. Модель с прилегающим к ней куском остается в нижней опоке. В верхней опоке прорезают литники.
5. Прилегающий к задней стенке модели кусок отодвигают от модели на такое расстояние, чтобы можно было снять с болвана. Удалив модель с болвана, вынимают отъемную модель головки.
6. отъемный кусок размещают на старом месте, заглаживают шов, скрепляют опоки и устанавливают их под заливку.
Особенности работы
Литейная индустрия обеспечивает массовый выпуск форм небывалой точности с минимальным процентом брака. Создать отливки можно тремя способами:
• в одноразовых моделях;
• по растворяемым штампам;
• в заготовках постоянного типа, выполненных из огнеупорных компонентов.
На заводах часто задействуются комбинированные виды литья. Стоимость услуги по литью металлов на заказ зависит от сложности конфигурации отливки, используемого сплава и сроков работ.
Формовка по шаблону.
Формовку по шаблону применяют преимущественно для изготовления отливок, имеющих форму тел вращения, например колоколов.
Вначале в специальной яме на полу литейной мастерской устанавливают подпятник, в который позднее будет крепиться металлический шпиндель. Вокруг подпятника уплотняют формовочную смесь и затем в него вставляют шпиндель. Яму засыпают формовочной смесью и уплотняют смесь. На шпиндель надевают первый шаблон и вращают его вокруг оси, чтобы сформировать наружную поверхность будущей отливки.
Затем устанавливают верхнюю опоку, модели литниковой системы и набивают верхнюю опоку.
Верхнюю опоку снимают, надевают на шпиндель второй шаблон. Вращая шаблон, формируют внутреннюю поверхность будущей отливки.
Литейную форму отделывают, верхнюю устанавливают на прежнее место и заливают металл.
Основные процессы и технологии литья стали
Литье по выплавляемым моделям: технология, преимущества и недостатки
Литье из стали ведется по нескольким технологиям. Такой способ обработки металла включает в себя следующие процессы:
- Расплавление шихты.
- Кипение.
- Последующее раскисление неметаллических составляющих.
Плавка
Плавку стали можно проводить в домашних условиях. Для этого необходимо иметь графитовый тигель. В качестве основания выбирается огнеупорный кирпич.
Порядок изготовления печи следующий:
- На небольшом расстоянии друг от другом устанавливаются 2 медные шины, которые крепятся болтами к кирпичу. Предварительно под ними прокладывается металлическая пластинка, один конец которой загибается.
- К шинам подключается трансформатор.
- На металлическую пластинку ставится тигель, в котором будет плавиться металл.
- Загнутая часть пластины касается тигля.
Суть процесса заключается в том, что графит плохо проводит электроэнергию, поэтому при прохождении тока сильно разогревается. За счет этого и происходит плавление металла.
Плавка стали в домашних условиях
Дополнительные методы
Существуют следующие методы литья деталей:
- Кислородно-конвертерный. Основан на получении отливок из чугуна. Идет процесс окисление примесей за счет подачи кислорода. В камере обеспечивается температура 1600 градусов.
- Мартеновский. Отличается простотой и удобством.
В конце процесса ведется заливка расплавленного металла в формы. Для этого существует литниковая система, которая представляет собой каналы, ведущие к формам для отливки.
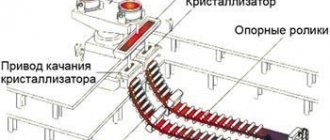
Стальные слитки получаются при непрерывном способе производства. Расплавленный металл поступает в кристаллизатор. Там он затвердевает, а затем вынимается и протягивается роликами. В целях быстрого остывания ведется его поливка водой. На последнем этапе он режется на мерные куски.
Методы
Литьё чугуна в холодно-твердеющие смеси — это одна из современных технологий. Это решение предполагает, что формы производятся из смеси, в состав которой включаются связующие элементы, например, смолы. Преимуществом формы, изготовленной из такой смеси, является повышенная герметичность. Благодаря этому исключена возможность того, что при производстве целостность структуры изделия будет нарушена.
Популярностью также пользуется литьё с использованием песчаной формы. В этой технологии применяется песок, который был утрамбован. Такой метод является подходящим для серийного выпуска крупных деталей, например, лопастей для турбин или больших частей других механизмов.
В настоящее время чугунное литье переживает активное развитие. В технологическую сферу с успехом внедряются новые производственные методики.