Современное литейное производство — сложный технологический метод, при нем заготовки металлических деталей получают с помощью заливания расплавленного металлического сплава в специально подготовленную литейную форму; внутри нее находится полость необходимой конфигурации. После затвердения полученную заготовку извлекают и обрабатывают до нужного состояния. Современная литейная промышленность ставит перед специалистами задачу, при которой получаются максимально соответствующие форме заготовки, требующие минимальных затрат для их доработки.
Далее приведено описание самых известных видов литья в современной промышленности.
Сущность и основы
На литейных предприятиях продукция получается в результате плавления исходного материала, последующей его заливки в форму, а затем затвердевания. Литейные цеха производят изделия широкого ассортимента: от компонентов двигателей до разнообразной тары пищевой промышленности. Литьём получают всю продукцию из чугуна, до половины алюминиевых деталей, до 20 % стальных изделий и т.д.
В основе всех литейных технологий лежит понятие жидкотекучести, когда материал, нагретый до температуры, превышающей температуру его плавления, превращается в высоковязкую жидкость. При этом должен соблюдаться эффект неразрывности её течения в необходимом направлении. Это даёт возможность формовать, в процессе затвердевания расплава, нужные заготовки.
Все литейные металлы обладают сложной структурой, поэтому на жидкотекучесть, оказывают влияние:
- Вязкость.
- Поверхностное натяжение.
- Характер поверхностной оксидной пленки.
- Наличие, содержание и состав включений.
- Способ затвердевания.
- Химический состав основного материала.
- Физико-механические характеристики, прежде всего, удельный вес и температура плавления.
Жидкотекучесть устанавливается по результатам химических анализов и технологических проб применительно к конкретному материалу отливки.
Если ранее процесс течения жидкого металла был плохо управляемым, что приводило к различным дефектам литья – неравномерности структуры конечной продукции и пористости, то теперь ситуация изменилась. Чтобы производить отливки с оптимальным качеством и минимизировать издержки производства, освоены процессы компьютерного моделирования, в результате которых можно прогнозировать скорость потока и наличие различных охлаждающих эффектов. Именно они становятся причиной пористости литого продукта.
3-D моделирование позволяет регулировать:
- Вязкость расплава;
- Интенсивность охлаждения;
- Степень пористости.
Разрабатываемая технологом с учётом перечисленных факторов пространственная модель отливки позволяет ещё на стадии проектирования технологии оптимизировать дизайн детали (обеспечивая её оптимальную конфигурацию), конструировать литейную оснастку, а также создавать наилучшую последовательность выполняемых операций.
Применение оболочковых форм
Расплавленный металл свободно заливается в оболочковые формы на основе из термореактивных смесей.
Разновидность способа литья с разовыми песчаными формами. В итоге появляются поверхности с высоким качеством изготовления. В основе смеси – кварцевый песок и смола синтетического происхождения. При 70 градусах фенолформальдегидные смолы начинают растворяться, их температура плавления достигает 120 градусов. Спустя несколько секунд материал переходит к отвердению. При 450 градусах у смолы идёт выгорание. Способы получения оболочковых форм основаны на способностях смол переходит из жидкого состояния к твёрдому необратимому. После заливки модель легко разрушается, освобождая необходимое место.
Технология литейного производства чёрных и цветных металлов
Литейные свойства материалов учитывают не только жидкотекучесть, но и уменьшение объёма, которое происходит в процессе охлаждения отливки. Такое явление называют усадкой; она составляет 1…3 % от первоначальных размеров. Поскольку все металлы анизотропны, то различают линейную и объёмную усадку, которые определяют итоговый баланс металла. Первый параметр важен для отливок с увеличенным соотношением длины к ширине, а второй – для отливок сложной формы.
В процессе охлаждения металла в его структуре наблюдается ликвация – неоднородность зёрен, что обуславливается различными свойствами составляющих. Формируются также примеси и неметаллические включения. Ликвация негативно влияет на свойства конечной продукции, поэтому неоднородность структуры стараются уменьшать всеми приемлемыми способами. В частности, действующий ГОСТ 26645-85 «Отливки из металлов и сплавов» ограничивает содержание фосфора, серы (а также их соединений – сульфидов и фосфидов), ряд газов – водород, кислород, а также количество шлаков, не выведенных из металла.
В зависимости от литейных свойств металлов принимается решение о выборе целесообразной технологии получения отливок. Различают свободное литьё в формы (песчаные или металлические), литьё под давлением, литьё выжиманием, центробежное литьё, а также комбинированные способы, например, жидкую штамповку.
Литьё под давлением
Литье под давлением используется для производства отливок ответственного назначения. Процесс требует использования специального оборудования, где металл плавится, а затем поступает в форму, где охлаждается и затвердевает.
Литье под давлением используется для изготовления тонкостенных деталей с большим количеством рёбер и поднутрений. Такие отливки применяют в бытовой технике, электроинструментах, деталях автомобилей и пр. Формы для литья под давлением не ограничиваются по сечению.
Преимущества способа:
- Возможность получения деталей со сложными формами и небольших размеров.
- Высокое качество поверхности.
- Повышенная (в сравнении с обычными литейными технологиями) точность.
- Стабильность характеристик металла отливки.
- Высокая производительность.
Ограничения:
- Высокая стоимость оборудования и оснастки.
- Сравнительно небольшая стойкость инструмента.
- Повышенный уровень первоначальных финансовых затрат.
Литьё под давлением оправдывает себя при значительных программах выпуска продукции, либо при повышенных требованиях к качеству готовых отливок (в частности, для исключения последующей механической доработки).
Технологический цикл для литья под давлением очень короткий, обычно от 2 секунд до 2 минут, он состоит из следующих четырех этапов:
- Зажима частей пресс-формы, при этом одна половина закрепляется на оборудовании, а вторая получает возможность скольжения по направляющим;
- Подачи расплава в закрытый объём пресс-формы. Объём впрыска определяется объёмом металла (с учётом его усадки), давлением и мощностью подачи;
- Охлаждения расплава в процессе контакта металла со стенками пресс-формы. В некоторых случаях усадку учитывают поджатием подвижной половины пресс-формы к поверхности затвердевающей детали;
- Удаление сформированной отливки из оснастки, время которого рассчитывается, исходя из термодинамических свойств материала и максимальной толщины стенки детали.
После цикла литья под давлением обычно требуется некоторая пост-обработка. Так, при охлаждении часть материала, находящегося в каналах формы, затвердевает. Этот избыточный металл должен быть обрезан с помощью резаков. При необходимости его можно добавлять в расплав, используя для литья следующей партии продукции.
Литьё на основе выплавляемых моделей
Такой способ использовался для литья скульптур ещё много лет назад. В 40-ых годах двадцатого века нашёл применение в сфере машиностроения.
Отличается трудоёмкостью процесса и высокими ценами. Но во многих ситуациях оправдано и применение такой технологии, например:
- При отсутствии последующей обработки механического характера.
- Если механическая обработка сама слишком сложная и трудоёмкая.
- Используются труднообрабатываемые сплавы.
Изготовление отливок по выплавляемым моделям существует большое количество, как и рецептур по модельным и формовочным смесям.
Широкое распространение получила смесь, в которой по 50% стеарина и парафина. Под небольшим давлением в пресс-форму из печи размещают легкоплавкий сплав в расплавленном состоянии. Результат – легкоплавкие модели, сохраняющие точные размеры.
Легкоплавкую модель достают из формы, когда изделие полностью затвердеет. Потом всё собирается в блоки с литниковой системой. Следующий этап – погружение в огнеупорную суспензию, состав которой включает 70% кварцевой муки и 30% гидролизованного раствора этилсиликата с повышенной клейкостью. Блок с моделями посыпают кварцевым песком, потом подвергают сушке. Эти операции повторяют по несколько раз, чтобы в итоге получить конструкцию с толщиной 5-8 миллиметров.
Плавление идёт с помощью горячего воздуха, температура которого составит 120-150 градусов, допустимо применение и холодной воды. В металлический жакет помещают облицованную и просушенную форму, когда речь идёт о крупных разновидностях отливок. Потом всё засыпают песком и уплотняют, либо засыпают металлическими смесями.
Потом идёт прокаливание готовой формы, пока не наберётся температура в 850-900 градусов. При таких условиях выгорают все остатки легкоплавкого металла. Сама форма становится прочной керамической оболочкой.
Расплавленный сплав помещают в форму. Используют центробежные силы, когда возникает необходимость.
Блоки отливок выбивают из опок после того, как металл затвердел. Отдельно отбивают корку из керамики. Для этого отливки выщелачивают в ванне с раствором при 120 градусах. Потом остаётся всё промыть в горячей воде. Многие заводы автоматизируют и механизируют процессы обработки.
Для получения точных отливок в промышленности начали применять следующие технологии:
- По газифицирующим моделям.
- По выжигаемым моделям.
- По размораживаемым.
- На основе растворяемых.
- Газофицируемые модели или использование пеномоделей – один из самых перспективных методов.
В этом случае предполагается применение неразъёмных форм. Из них модель не извлекают. Теплота расплавляемого металла и обеспечивает газификацию. Масса итоговых отливок – от 0,2 килограмм до нескольких тонн.
Малой плотностью отличается сам пенополистирол, который применяют в изготовлении деталей. Его разложение происходит при 300-350 градусах. В результате выделяются только пары стирола, обработка идёт даже обычной проволокой и ножами.
Для единичного производства берут пенопластовые модели, проходящие ручную обработку. Пилы, рубанки и станки становятся незаменимыми помощниками в этом процессе. Модели можно изготавливать по частям, чтобы потом соединять их в единое целое.
Вспенивание внутри форм из пластмасса или металла – метод, который применяют в случае с крупносерийным производством. Полистироловые гранулы загружают внутрь формы с полостью, которая напоминает модель по конфигурациям и размерам. Гранулы начинают вспениваться и расширяться при нагревании, спекаются друг с другом. Полость формы заполняется полностью. Модель извлекают из формы после окончания охлаждения.
Для формовки пенопластовых моделях в опоках используют обычные методы. Встряхивающие и вибрационные станки применяют для формовочных смесей.
Форму заливают сплавом, когда производство почти закончено. Модель проходит газификацию. Газы удаляются в выпоры. Отливка образуется на том месте, где раньше была модель.
Изготовление отливок на пенопластовой основе предполагает и другие методы. На завершающих этапах удаление модели предполагает применение таких технологий:
- Растворение.
- Прокаливание формы.
- Электроплавка.
- Продувка формы.
Пенопластовые модели легко заменят выплавляемые аналоги.
Литьё выжиманием
Технология используется в случае, когда требуется постоянная компенсация усадки материала, и применяется для литья крупных отливок с тонкими стенками. Для этого подвижная полуформа получает принудительное перемещение по направлению к поверхности расплава – вращением, винтовым или плоско-параллельным движением. Последовательность переходов такова. Металл заливают в нижнюю часть формы, далее перемещают подвижную её часть до контакта с расплавом, при этом излишек сливается в приёмный ковш установки. Поскольку между ним и основным металлом поддерживается постоянный тепловой контакт, то потери тепла минимальны, и физико-механические параметры материала равномерны во всех сечениях. Возрастает и коэффициент заполнения формы. После затвердевания подвижная полуформа перемещается в исходное положение, а готовая отливка выталкивается из полости.
Преимущества процесса:
- Повышенная структурная однородность отливки.
- Высокая равномерность физико-механических характеристик материала.
- Высокая производительность процесса.
В основном литьё выжиманием используется для получения продукции из алюминиевых литейных сплавов.
Оборудование и формы
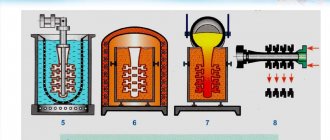
В качестве плавильного оборудования в литейных производствах предусматриваются дуговые или индукционные электропечи. Вид оборудования определяется металлами, с которыми работает литейный цех/участок: электродуговые печи идеально подходят для работы со сталью или чугуном, в то время как литейный цех, специализирующийся на меди, с большей вероятностью использует индукционную печь. Печи могут варьироваться в размерах: от небольшого настольного оборудования до тех, что весят несколько тонн.
Современные литейные производства механизированы. Механизации подвергаются практически все операции цикла: от производства стержней до собственно литья. Формовочные машины применяют при серийном производстве отливок. Ручная формовка распространена лишь в малых ремонтных производствах.
В состав основного оборудования включают:
- Плавильные печи;
- Заливочные ковши;
- Загрузочно-транспортное оборудование — погрузчики, краны, конвейеры и пр.
- Средства управления и автоматики.
Электродуговая печь работает по принципу периодического плавления. Металл расплавляется путем подачи электрической энергии внутрь печи через графитовые электроды. Дополнительная химическая энергия подается кислородно-топливными горелками. Кислород вводят для удаления примесей и другого растворённого газа. Когда металл расплавляется, шлак образуется и плавает к верхней части расплава; шлак, который часто содержит нежелательные примеси, удаляется перед выводом.
Индукционная печь передает электрическую энергию методом индукции, когда высоковольтный электрический источник индуцирует низкое напряжение при большом токе во вторичной катушке. Индукционные печи способны работать при минимальной потере сырья, однако больше используются при производстве отливок из цветных металлов и сплавов.
Все литейное оборудование специально разрабатывается для надежной работы при повышенных температурах. Доминирующими тенденциями при производстве данной техники являются масштабность, автоматизация, оперативная отделка отливок, повышенные безопасность и эффективность.
Какие смазочные материалы применяются? Выбор зависит от марки материала и метода литья. Исходный концентрат в жидком виде должен быть водорастворимым, а в твёрдом виде используются термостойкие пасты.
Какие виды металла можно использовать для работы
С помощью литейного оборудования можно производить детали и заготовки из следующих видов металла:
- чугуна;
- стали;
- меди;
- алюминия;
- бронзы;
- латуни.
Машина для литья отливок из медных сплавов
Сталь – наиболее распространенный металл для изготовления различных деталей. На производственном оборудовании можно обрабатывать метал следующих марок:
- низколегированная;
- высоколегированная;
- углеродистая;
- легированная сталь.
Этот материал широко используется в машиностроении и станкостроении благодаря своим высоким показателям прочности и пластичности. Не менее популярны и изделия из чугуна. Наибольший спрос предоставляют мебельные компании, которые изготавливают чугунные элементы мебели и декора.
Отливки из стали 110Г13Л
Алюминий – один из самых распространенных видов металла, он характеризуется податливостью к обработке, легкостью, а добавление в состав магния или меди обеспечивает высокую прочность изделию. Технологии современного оборудования позволяют отливать алюминиевые детали и заготовки любой сложности, конфигурации (массой от 100 грамм и до нескольких тонн).
Основной инструмент в литейном производстве
Литейная оснастка – это модели (шаблоны), опоки и формы. Что такое опока? Это полость, куда заливается расплавленный металл. Шаблон представляет собой реплику объекта, подлежащего литью, и используется для формирования отливки. Модели могут быть изготовлены из древесины, металла или пластмассы. Основными этапами получения оснастки являются:
- Получение полости;
- Размерная обработка элементов;
- Разработка и установка механизмов зажима.
Формы разрабатывают с учётом усадки металла, для чего предусматривают компенсаторы. Стенки форм имеют конические участки для облегчения выталкивания из них готового изделия. Полые отливки создаются с использованием стержня — дополнительного объёма песка или металла, который образует внутренние отверстия и проходы в отливке. Каждый стержень помещают в форму до заливки. Для облегчения выемки застывшей отливки из формы используют противопригарные покрытия.
Существует два различных типа литейных форм: одно- и многоразовые.
Изготовление модельной оснастки многоразового применения обычно производится из металла, одноразового – из песка. Для облегчения складирования и применения всегда выполняется маркировка кокилей.
После того, как подготовка формовочных песков завершена, песок размещается вокруг модели. Затем образец удаляют, стержни устанавливают на место, после чего производят заливку расплава. Конструктивные особенности инструментов для литья оптимизируются для различных металлов и уровней сложности полости.
Стоимость некоторых видов литейного оборудования и оснастки представлена в таблице:
| Наименование | Назначение | Ориентировочная цена, тыс. руб. |
| Кокили | Для литья чугунных отливок массой до 15000 кг | 2 |
| Линия непрерывного литья | Для получения отливок из цветных металлов и сплавов | 7200 |
| Индукционная печь | Универсального применения | 800 |
| Машина для литья под давлением | То же | 4500 |
| Индукционный плавильный комплекс | То же | 1500 |
| Вихревые смесители непрерывного действия | Для приготовления песчаных смесей | 13 |
| Машина для центробежного литья | Универсального применения | 25 |
| Изложница | Для литья чугуна | 1,5 |
| Выбивная решётка | Для удаления остатков песчаных форм | 16 |
В землю
Литье в землю или в формы из смеси песка и глины — самый старый способ получения заготовок из расплавленного металла. Свыше 80% всего литья приходится на него. Отличается простотой и доступностью используемых материалов.
Из древесины изготавливаются модельный и литниковый комплект. После того как модель готова, замешивается формовочная смесь. В состав самой простой входят песок, кварц и глина.
Технология литья в землю
Формовка производится и вручную и на машинах. Ручное изготовление форм применяется при изготовлении разовых или нескольких отливок и считается непродуктивной. Формовка на машинах используется на автоматизированных литейных линиях. Литейные формы состоят из двух половин и являются одноразовыми. После заливки и охлаждения, формы разрушаются. Больше половины отработавшего материала возвращается на формовочную операцию после очищения и восстановления.
Дефекты литейных сплавов
Перед тем, как производственный цикл выпуска отливок заканчивается, физические свойства и структурная целостность конечного продукта подлежат проверке. Методы испытаний могут быть разрушающими и неразрушающими. Выбор метода обнаружения дефектов зависит от технологического назначения детали. Для некоторых чисто эстетических продуктов требуется только краткий визуальный осмотр для определения точности размеров, наличия трещин и оценки качества отделки. Для литья, имеющего индустриальное применение, в ходе испытаний устанавливаются все физико-механические свойства металла (пластичность, прочность на растяжение, относительное удлинение, ударная вязкость, твердость и т.д.).
Наиболее распространёнными дефектами литья являются:
- Усадочные дефекты. Когда металл затвердевает после заливки в формы или отливки, он должен сжиматься. Когда металла недостаточно, усадка из чугуна приведет к образованию отверстий или пустот в отливке. В зависимости от его причины существует много типов усадки. При осевой усадке материал по центру получает больше времени для затвердевания по сравнению с металлом по периферии, что приводит к образованию полости. Это может быть вызвано температурой, при которой заливается расплавленный металл, скоростью заливки, качеством исходного сырья.
- Дисперсная усадка. Размерное изменение элементов сплава может привести к такому типу усадки, где полости образуются перпендикулярно литейной поверхности. К этому типу дефектов может привести высокое содержание азота или низкое содержание углерода.
- Иногда все литейные изделия могут иметь одинаковый тип дефектов по размерам. Причина – разная скорость отвердевания различных частей отливки.
- Швы или шрамы. Это металлургический дефект, который характеризуется наличием углублений на поверхности отливки. Дефект вероятен, когда в процессе плавки графит перемещается в усадочные полости.
- Шлаковые включения. Они представляют собой мелкие пятна, обнаруженные на поверхности литейных изделий. Такие включения вызываются загрязнениями исходного металла карбидами, кальцитами, оксидами и сульфидами.
- Незаполнение отдельных участков. Вызывается наличием газа в отдельных частях пресс-формы, пониженной текучестью материала. Потребуется увеличить температуру его нагрева и/или вести плавку в вакууме.
Литье металла в ХТС
Ускорение процесса литья привело к разработке холоднотвердеющих смесей (ХТС), получивших широкое распространение. У них есть определенные недостатки. Например, некоторые самовысыхающие масла создают форму, которая требует длительных периодов сушки, особенно когда доступ воздуха к ней предотвращен. Синтетические смолы на основе мочевины, которые также разработаны для использования в качестве ХТС, обладают очень низкими температурами разрушения, что, в свою очередь, ограничивает универсальность получаемой формы. Песочные смеси, содержащие смолы кислотного отверждения на основе фурана (еще одно, но относительно новое связующее, отверждающееся на холоде), также обладают определенными ограничивающими характеристиками. Например, они имеют тенденцию вызывать прилипание формы к отливке, и выделение газов, которое обычно сопровождает заливку расплавленного металла в формы, становится очень выраженным и турбулентным.
Современные составы ХТС образуются с использованием связующих, содержащих по крайней мере одну этоксилиновую смолу дифенилметана или производных дифенола, к которой в качестве отвердителя добавляется хотя бы одно органическое соединение, содержащее множество реакционноспособных аминогрупп.
Очень хорошие результаты получаются, когда этоксилиновые смолы синтезируются из пара-замещенных производных дифенилметана, особенно из бисфенола. При этом их эпоксидный эквивалент превышает 170.
Среди органических соединений, которые могут быть использованы в качестве отвердителей, перспективны составы, имеющие множество реакционноспособных аминогрупп и особенно полимеры (линейные или кольцевые), которые включают от двух до пяти = NCH CH групп.
Подбор специалистов
Эта профессия предполагает производство чугунных, стальных или цветных металлических деталей различными процессами литья, а также периодическое проведение испытаний материалов с целью обеспечения качества. Специалист современного литейного цеха – обрубщик, плавильщик, формовщик — должен знать различные типы пресс-форм и материалов, обработку литейных инструментов, химические процессы, происходящие во время литья.
Профессиональная подготовка включает в себя:
- Теоретическое профессиональное обучение;
- Практику в компании непосредственно на рабочих местах;
- Стажировку или прохождение курсов переподготовки.
Последний этап предназначается для специалистов литейного производства, желающих повысить свою квалификацию. Среди них могут быть операторы производства, инженеры, менеджеры, металлурги, персонал подразделений, обеспечивающих качество, специалисты по охране труда.
В обязательную программу подготовки или переподготовки входят:
- Основы металлургических процессов (материалы, термодинамика).
- Виды оборудования.
- Вторичные металлургические процессы (заливка, перемешивание металла, охлаждение).
- Пресс-формы, их проектирование и обслуживание.
- Дефекты литья.
- Моделирование литейных процессов.
Откуда идут поставки сырья и оборудования
В качестве основных химических компонентов применяются ферросплавы, соли щелочных металлов, борная кислота, бентонит и др. Основные поставщики и условия поставки представлены в таблице:
| Поставщик | Наименование сырья | Ориентировочная цена |
| МПИ (Челябинск) | Ферросплавы | 45…80 руб/кг |
| DOMINIK GEORG LUH TECHNOGRAFIT GMBH (Германия), Екатеринбург | Графитовые электроды | 400…600 руб/т |
| BW KUNSTSTOFFE E.K. (Германия), Бийск, белгород | Литейные электропечи | По запросу |
| SMO Crl (Италия) | Пресс-формы | 20000…30000 |
| SBM InfiSPA (Италия) | Механическое и загрузочное оборудование | 80000…120000 |
Используется отечественное сырьё, а также поставляемое из Китая, Швеции, Украины.