Diameters of steel water and gas pipes, according to GOST 3262-75
This group of pipe products is classified according to Dу - nominal bore. The outer diameter of water and gas pipes having the same nominal diameter remains unchanged, but the wall thickness changes.
The true internal diameter is exactly equal to the Dy value in rare cases. Its value is rounded in accordance with the table. Let's give an example.
For pipes with DN 10, the outer diameter is 17 mm, and the true inner diameter is: for light pipes - 13 mm, ordinary - 12.6 mm, reinforced - 11.2.
Table of sizes of water and gas pipes (WGP) according to GOST 3262-75
| Conditional diameter, Dу | Outer diameter, mm | Lungs | Regular | Reinforced | |||
| Wall thickness, mm | Weight, kg | Wall thickness, mm | Weight, kg | Wall thickness, mm | Weight, kg | ||
| 6 | 10,2 | 1,8 | 0,37 | 2,0 | 0,4 | 2,5 | 0,47 |
| 8 | 13,5 | 2,0 | 0,57 | 2,2 | 0,61 | 2,8 | 0,74 |
| 10 | 17,0 | 2,0 | 0,74 | 2,2 | 0,8 | 2,8 | 0,98 |
| 15 | 21,3 | 2,5 | 1,16 | 2,8 | 1,28 | 3,2 | 1,43 |
| 20 | 26,8 | 2,5 | 1,5 | 2,8 | 1,66 | 3,2 | 1,86 |
| 25 | 33,5 | 2,8 | 2,12 | 3,2 | 2,39 | 4,0 | 2,91 |
| 32 | 42,3 | 2,8 | 2,73 | 3,2 | 3,09 | 4,0 | 3,78 |
| 40 | 48,0 | 3,0 | 3,33 | 3,5 | 3,84 | 4,0 | 4,34 |
| 50 | 60,0 | 3,0 | 4,22 | 3,5 | 4,88 | 4,5 | 6,16 |
| 65 | 75,5 | 3,2 | 5,71 | 4,0 | 7,05 | 4,5 | 7,88 |
| 80 | 88,5 | 3,5 | 7,34 | 4,0 | 8,34 | 4,5 | 9,32 |
| 100 | 114,0 | 4,0 | 10,85 | 4,5 | 12,15 | 5,0 | 13,44 |
Pipes are sold in lengths of 4-12 m.
Types and sizes of steel water and gas pipes in accordance with GOST 3262-75
The range is presented in a wide range, allowing you to choose the best option for a specific task.
- Light (thin-walled) pipes are acceptable for use in low-pressure gas transportation systems. This is due to the absence of aggressive environments that provoke corrosive destruction of the internal walls.
- Pipes with medium wall thickness are an excellent option for cold water supply. It is preferable to purchase galvanized products, which provide longer service life and better water quality.
- Reinforced - designed for conditions involving strong exposure to aggressive environments. These are pipes for transferring hot water and liquids in the heating system.
The products are produced “black” (without a protective zinc layer) and galvanized, with or without threads (rolled or cut).
For galvanized pipes, the optimal connection is using threaded fittings, since welding is accompanied by burnout of the zinc layer, which is harmful to human health and weakens the pipes. “Black” pipes are most often welded, which allows for a durable, airtight joint.
But when carrying out installation work independently or laying a pipeline in corners, close to the wall, they prefer to use threaded connections.
At the request of the consumer, the manufacturer of water and gas pipes can provide the following services:
- on pipes with a diameter of at least 5 mm intended for welding, chamfer at an angle of 35-40° to the end;
- on ordinary and reinforced pipes with a diameter of at least 10, cut threads on both sides;
- complete with couplings (one per pipe).
Source: https://TreydMetall.ru/info/vodogazoprovodnyie-trubyi-stalnyie
What experts advise to pay attention to when choosing VGP
For all of us, who, in reality, are the end consumers of natural household gas and water (hot, cold), the quality and choice of VGP certainly represent and acquire a specific meaning. In particular, knowledge of the basic characteristics and dimensions, the ability to choose the right material of this kind can be useful in private construction, as well as when arranging gas removal and water supply on a separate site or dacha. Steel and galvanized VGP pipes are needed here to solve specific problems set by the project. And without understanding what a VGP pipe is, it is impossible to make the choice properly.
Of course, such a responsible job is most likely best left to specialists. But in order to correctly select and install, use wire material and use it for its intended purpose, it is important for everyone to know the classification of these products. These general criteria are specified in GOSTs, which are given above in the article. But what should first of all be paid attention to by someone who is planning to build or supply gas (water) to the site? An important and primary criterion for the range of VGP pipes will be: the material of manufacture and methods of processing this material. You already know that, depending on these characteristics, there are:
- A pipe made of metal, where the surface is not protected by anything;
- A pipe whose surface has undergone a galvanizing process.
Galvanized water and gas pipes will last longer
At the same time, the product, on the surface of which a zinc layer is applied, will be visually distinguishable from ordinary ferrous metal ones (make sure of this by comparing photographs of both wire materials). This surface treatment of VGP is done in order to reliably protect the material from aggressive environmental influences and possible mechanical damage. The VGP pipe coated with a thin zinc layer, thanks to the properties of this metal, perfectly resists rust and moisture, can be used most efficiently and successfully even in the most difficult natural environmental conditions, for a long time - a long period of time without repairs or replacements.
VGP from ferrous metals
Also, the most important parameter of VGP, regardless of whether they have been galvanized or not, is the geometric data: 1) nominal diameter - it is usually designated as the abbreviation DU, 2) pipe wall thickness.
Table of pipe assortments available
Water and gas pipe GOST 3262-75: characteristics, application and price
There are many varieties of shaped products with a round profile. Plastic products (including composite ones) have seriously competed with traditional metal pipes.
But, despite the universality of the use of polymer samples, in conditions of laying routes outside buildings, when used in a number of pressure systems, there is still no alternative to “iron”.
This article is about the features and characteristics of water and gas pipes (WGP).
Specifications for VGP are defined in GOST No. 3262 of 1975. For anyone who wants to understand the issue more thoroughly, this will not be difficult to do. But since both the terminology and most of the parameters are incomprehensible to the average consumer (and therefore uninteresting), and some are not so significant, we will limit ourselves to only the main characteristics that are of practical importance during the installation and operation of a water supply or gas supply system.
Features of water and gas pipes
The material is high quality steel. Pipes can be without a protective coating or galvanized. The latter are used for the installation of structures (circuits), the operation of which will take place in conditions of excess humidity. All workpieces are welded, which increases their strength.
The main advantages of water and gas pipes:
- Mechanical strength.
- Long service life.
- Allowed presence:
- Small dents that do not reduce Dу or wall thickness.
- Risky.
- Traces of spot cleaning.
- Scale.
Signs of marriage
- Blisters on the pipe.
- Cracks.
- Chips, scuffs on the end parts.
- Peeling of the coating on galvanized steel.
Characteristics of VGP
The main linear parameters are in “mm”.
By agreement with the customer, a batch of water and gas pipes may contain oversized items of no more than 5% of the total quantity (length within 1.5 - 4 m).
- Wall thickness (limit): for light pipes (L) 1.8 – 4; ordinary (O) 2 – 4.5; reinforced (U) 2.5 – 5.5.
- Maximum hydraulic pressure (MPa): categories L and O – 25, reinforced pipes – 32.
At customer's request - up to 50.
- Weight 1 l.m. (kg): 0.37 – 15.88 (pipes L); 0.4 – 17.81 (O); 0.47 – 21.43 (U).
The weight of galvanized pipes is 3% higher than the value of the same parameter for samples without a protective coating.
Decoding of VGP labeling
Positions
- Pipe type: M – with coupling, P – with thread, C – with zinc coating, P – high precision, D – long thread, N – knurled.
- Du
- Wall thickness.
- Length (measured only).
- GOST number.
Example 32 x 4 GOST 3262-75 - non-galvanized, unmeasured length, normal accuracy, Dу = 32, wall = 4. Ts-R-32 x 4 GOST-6000 3262-75 - the same product with thread, galvanized, measured length 6 m.
Source: https://ismith.ru/material/truba-vodogazoprovodnaya-gost-3262-75/
Variety
VGP pipes are divided into three main types according to size and weight:
- Light (two values for DN 15 and 20);
- Ordinary;
- Reinforced.
According to their anti-corrosion properties, VGP pipes are divided into two types:
- Uncoated;
- Galvanized.
According to the design of the VGP pipe, there are the following types:
- Without thread;
- With short thread;
- With long thread.
At the request of the consumer, pipes are equipped with couplings manufactured in accordance with GOST 8944, GOST 8954, GOST 8965 and GOST 8966, at the rate of one coupling for each pipe.
GOST 3262-75 requirements for steel water and gas pipes
GOST 3262-75 is a regulatory document in accordance with which steel water and gas pipes are produced.
With the help of such pipes, which, unlike plastic products, can be successfully used in open areas, pipelines are installed for transporting liquid and gaseous media.
Such steel pipes are practically irreplaceable in the field of capital and private construction, housing and communal services, and agriculture.
You can familiarize yourself with the GOST requirements for steel water and gas pipes by downloading the document in pdf format from the link below. GOST 3262-75 Steel water and gas pipes. Specifications Download
General information about VGP steel pipes
Water and gas steel pipes, the parameters of which are determined by GOST 3262-75, belong to products for special purposes, as their name suggests. The differences between their types lie primarily in the method of production. However, no matter what type the steel pipes of the category under consideration belong to, all their parameters are specified by the provisions of a document such as GOST 3262 (75, 80, 85, 91).
So, according to this standard (3262-75, latest edition 91st year), water and gas pipes made by welding can belong to one of the following types:
- non-galvanized;
- galvanized;
- originally made with threads at the ends, which can be obtained by cutting or rolling;
- without thread.
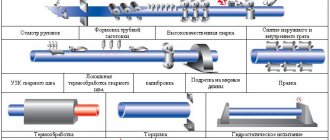
Each type of steel pipe is produced using a specific technology
Areas of application and individual parameters
The main areas of application of water and gas pipes, the geometric parameters and technical characteristics of which comply with standard 3262-75, are construction and repair.
Pipes of this category are used for arranging gas and water communications and heating systems in cottages and multi-apartment buildings, administrative buildings, educational institutions, agricultural, industrial and any other facilities.
So, this type of rolled metal is used in:
- communications of cold and hot water supply;
- heating systems;
- gas pipeline networks.
Recommendations for use
It is recommended to use VGP pipes:
- For transportation of various substances: liquid, gaseous;
- Construction of buildings and structures;
- In the production of metal products for various purposes;
- As casings to protect communications: electrical wiring, pipelines, etc.;
- For drilling wells in the extraction of natural resources;
- For the construction of wells, adits, drainage of springs, galleries.
Most often, VGP pipes are used for:
- Construction of water pipelines;
- Construction of gas pipelines;
- Production of parts for water supply and gas pipeline structures.
GOST 3262-75
Steel water and gas pipes according to GOST 3262-75 (assortment)
According to the length of the pipe, the following must be supplied:
a) unmeasured length from 4 to 12 m. Up to 5% of pipes with a length of 1.5 to 4 m are allowed in a batch. With the consent of the consumer, the number of shortened pipes can be increased; p>b) measured or multiple measured length from 4 to 8 m (by customer order) and from 8 to 12 m (by agreement between the manufacturer and the consumer) with an allowance for each cut of 5 mm and a maximum deviation for the entire length plus 10 mm.
Metrological parameters of pipes according to GOST 3262-75
| nominal size | conditional pass | outside diameter | Pipe wall thickness in mm | Theoretical weight of 1 m of pipes without coupling, kg | ||||
| lungs | ordinary | reinforced | ||||||
| inch | d/u | mm | mm | mm | mm | lungs | ordinary | reinforced |
| 1/8 | 6 | 10,2 | 1,8 | 2 | 2,5 | 0,37 | 0,4 | 0,47 |
| 1/4 | 8 | 13,5 | 2 | 2,2 | 2,8 | 0,57 | 0,61 | 0,74 |
| 3/8 | 10 | 17 | 2 | 2,2 | 2,8 | 0,74 | 0,8 | 0,98 |
| 1/2 | 15 | 21,3 | 2,5 | 2,8 | 3,2 | 1,16 | 1,28 | 1,43 |
| 3/4 | 20 | 26,8 | 2,5 | 2,8 | 3,2 | 1,5 | 1,66 | 1,86 |
| 1 | 25 | 33,5 | 2,8 | 3,2 | 4 | 2,12 | 2,39 | 2,91 |
| 1 1/4 | 32 | 42,3 | 2,8 | 3,2 | 4 | 2,73 | 3,09 | 3,78 |
| 1 1/2 | 40 | 48 | 3 | 3,5 | 4 | 3,33 | 3,84 | 4,34 |
| 2 | 50 | 60 | 3 | 3,5 | 4,5 | 4,22 | 4,38 | 6,16 |
| 2,5 | 65 | 75,5 | 3,2 | 4 | 4,5 | 5,71 | 7,05 | 7,88 |
| 3 | 80 | 88,5 | 3,5 | 4 | 4,5 | 7,34 | 8,34 | 9,32 |
| 3,5 | 90 | 101,3 | 3,5 | 4 | 4,5 | 8,44 | 9,6 | 10,74 |
| 4 | 100 | 114 | 4 | 4,5 | 5 | 10,85 | 12,15 | 13,44 |
| 5 | 125 | 140 | 4 | 4,5 | 5,5 | 13,42 | 15,04 | 18,24 |
| 6 | 150 | 165 | 4 | 4,5 | 5,5 | 15,88 | 17,81 | 21,63 |
Limit deviations for pipes according to GOST 3262-75
| Pipe sizes | Limit deviations for manufacturing precision pipes | |
| ordinary | increased | |
| Outer diameter with nominal bore: up to 40mm inclusive | +0.4mm; -0.5mm; | +0.4mm; -0.4mm |
| over 40mm | +0,8%; -0,1% | +0,8% -0,8% |
| wall thickness | -15% | -10% |
- Pipes are made of steel in accordance with GOST 380-94 and 1050-87.
- Minor defects are allowed on the surface of the pipes if they do not bring the wall thickness and outer diameter beyond the maximum deviations.
- Burr is allowed on the inner surface of the pipe seam.
At the customer's request, for pipes with a nominal bore of 20 mm or more, the burr must be cut off or flattened. In these cases, the permissible height of the burr or its traces should not exceed 0.5 mm.
On pipes made by furnace welding, a gentle thickening of no more than 0.5 mm is allowed in the seam zone.
The ends of the pipes must be cut at right angles. The amount of bevel angle allowed. The bevel of the end is allowed to be no more than 2 degrees. Burrs should not exceed 0.5 mm. Rounding of edges is allowed.
Labeling, packaging, transportation and storage - in accordance with GOST 10692-73.
Pipes must be bundled. The weight of the package should not exceed 10 tons.
According to the consumer's order, the weight of the package should be no more than 5 tons. p> When bundling, it is allowed not to mark each pipe with a diameter of 60 and 80 mm.
Each package must have a label indicating the following information:
- a) the name of the organization in whose system the manufacturer is included;
- b) trademark or name of the manufacturer;
- c) symbol of the pipe;
- d) steel grade;
- e) package number;
- e) mass of the package.
Mechanical properties
| steel grade | Tensile strength, N/mm2 (min) | Yield strength, N/mm2 (min) | Elongation, % (min) |
| outer diameter from 12 to 19 mm incl. | |||
| 08ps, 08kp | 372 | 176 | for Art. up to 0.06 from n.d. - 6; over 0.06 from n.d. - 15 |
| St1ps, St1kp | 372 | 176 | — // — |
| 08, St1sp | 372 | 186 | — // — |
| 10kp, St2kp | 372 | 176 | — // — |
| 10ps, St2ps | 372 | 186 | — // — |
| 10, St2sp | 372 | 196 | — // — |
| 15kp | 441 | 186 | for Art. up to 0.06 from n.d. - 5; over 0.06 from n.d. - 14 |
| 15ps, 20kp | 441 | 196 | — // — |
| 15, 20ps | 441 | 206 | — // — |
| 20 | 441 | 216 | — // — |
| St3kp | 441 | 196 | for Art. up to 0.06 from n.d. - 5; over 0.06 from n.d. - 13 |
| St3ps | 441 | 206 | — // — |
| St3sp | 441 | 216 | — // — |
| outer diameter from 19 to 60 mm incl. | |||
| 08ps, 08kp | 314 | 176 | for Art. up to 0.06 from n.d. - 6; over 0.06 from n.d. - 15 |
| St1ps, St1kp | 314 | 176 | — // — |
| 08, St1sp | 314 | 186 | — // — |
| 10kp, St2kp | 333 | 176 | — // — |
| 10ps, St2ps | 333 | 186 | — // — |
| 10, St2sp | 333 | 196 | — // — |
| 15kp | 372 | 186 | for Art. up to 0.06 from n.d. - 5; over 0.06 from n.d. - 14 |
| 15ps, 20kp | 372 | 196 | — // — |
| 15, 20ps | 372 | 206 | — // — |
| 20 | 372 | 216 | — // — |
| St3kp | 392 | 196 | for Art. up to 0.06 from n.d. - 5; over 0.06 from n.d. - 13 |
| St3ps | 392 | 206 | — // — |
| St3sp | 392 | 216 | — // — |
| outer diameter over 60 mm | |||
| 08ps, 08kp | 264 | 176 | 23 |
| St1ps, St1kp | 294 | 176 | 23 |
| 08, St1sp | 294 | 186 | 23 |
| 10kp, St2kp | 314 | 176 | 23 |
| 10ps, St2ps | 314 | 186 | 23 |
| 10, St2sp | 314 | 196 | 23 |
| 15kp | 353 | 186 | 21 |
| 15ps, 20kp | 353 | 196 | 21 |
| 15, 20ps | 353 | 206 | 21 |
| 20 | 353 | 216 | 21 |
| St3kp | 372 | 196 | 20 |
| St3ps | 372 | 206 | 20 |
| St3sp | 372 | 216 | 20 |
Chemical composition (%, maximum)
| steel grade | C | Si | Mn | Cr | Ni | Mo | S | P | Cu | N |
| 08ps | 0,05-0,11 | 0,05-0,17 | 0,35-0,65 | 0,10 | — | 0,04 | 0,035 | — | — | 0,006 |
| 08kp | 0,05-0,12 | 0,03 | 0,25-0,50 | 0,10 | — | 0,04 | 0,035 | — | — | 0,006 |
| 10 | 0,07-0,14 | 0,17-0,37 | 0,35-0,65 | 0,15 | 0,3 | — | — | — | — | — |
| 15 | 0,12-0,19 | 0,17-0,37 | 0,35-0,65 | 0,25 | — | — | 0,04 | 0,035 | — | — |
| 15ps | 0,12-0,19 | 0,05-0,17 | 0,35-0,65 | 0,25 | — | — | 0,04 | 0,035 | — | 0,006 |
| 15kp | 0,12-0,19 | 0,07 | 0,25-0,50 | 0,25 | — | — | 0,04 | 0,035 | — | 0,006 |
| 20 | 0,17-0,24 | 0,17-0,37 | 0,35-0,65 | 0,25 | 0,25 | — | 0,03 | 0,025 | 0,3 | — |
| 20kp | 0,17-0,24 | 0,07 | 0,25-0,50 | 0,25 | — | — | 0,04 | 0,035 | — | — |
| 20ps | 0,17-0,24 | 0,05-0,17 | 0,35-0,65 | 0,25 | — | — | 0,04 | 0,035 | — | — |
| St3sp | 0,14-0,22 | 0,15-0,30 | 0,40-0,65 | 0,30 | — | — | 0,05 | 0,04 | — | 0,01 |
| St3ps | 0,14-0,22 | 0,05-0,15 | 0,40-0,65 | 0,30 | — | — | 0,05 | 0,04 | — | 0,01 |
| St3kp | 0,14-0,22 | 0,05 | 0,30-0,60 | 0,30 | — | — | 0,05 | 0,04 | — | 0,01 |
Source: https://www.trubnik.by/gosts/g3262-75.php
How to choose the right one
The wall thicknesses of the pipes used must be calculated by the design, as well as on the basis of RD 10-400-01. Based on RD 10-400-01 clause 4.3.1, the calculation of the pipe wall is carried out on the basis of RD 10-249-98 taking into account clause 4.3.2 of this RD (if the ratio of wall thickness and outer diameter is less than 0.015). Based on RD 10-249-98, the wall calculation is carried out in clause 3.3.1.1. The wall thickness depends on production and operational allowances (clause 1.5), design pressure, outer diameter, strength coefficient when weakened by welded joints, and rated voltage. The steel grade is selected in accordance with the project and other specifications, including SP 41-105-2002. Most often, the steel grade is selected based on the external design temperature.
Directory of rolled metal products - Steel water and gas pipes. GOST 3262-75
Steel water and gas pipes. GOST 3262-75
Technical specifications for steel water and gas pipes
regulated by
GOST 3262-75
.
This standard applies to non-galvanized and galvanized steel welded pipes with cut or rolled cylindrical threads and without threads, used for water and gas pipelines, heating systems, as well as for parts of water and gas pipeline structures.
Table. Steel water and gas pipes, assortment. Dimensions and weight
dy, mm dH, mm light ordinary reinforced
| S, mm | Weight 1 m, kg | Nt, m | S, mm | Weight 1 m, kg | Nt, m | S, mm | Weight 1 m, kg | Nt, m | ||
| 6 | 10,2 | 1,8 | 0,3729 | 2682 | 2 | 0,4044 | 2473 | 2,5 | 0,4747 | 2106 |
| 8 | 13,5 | 2 | 0,5672 | 1763 | 2,2 | 0,6131 | 1631 | 2,8 | 0,7389 | 1353 |
| 10 | 17 | 2 | 0,7398 | 1352 | 2,2 | 0,8030 | 1245 | 2,8 | 0,9805 | 1020 |
| 15 | 21,3 | 2,35 | 1,098 | 910,5 | — | — | — | — | — | — |
| 15 | 21,3 | 2,5 | 1,159 | 862,7 | 2,8 | 1,277 | 782 | 3,2 | 1,428 | 700,1 |
| 20 | 26,8 | 2,35 | 1,417 | 705,7 | — | — | — | — | — | — |
| 20 | 26,8 | 2,5 | 1,498 | 667,5 | 2,8 | 1,657 | 603,4 | 3,2 | 1,862 | 536,9 |
| 25 | 33,5 | 2,8 | 2,120 | 471,7 | 3,2 | 2,391 | 418,2 | 4,0 | 2,910 | 343,6 |
| 32 | 42,3 | 2,8 | 2,728 | 366,6 | 3,2 | 3,086 | 324,1 | 4,0 | 3,778 | 264,7 |
| 40 | 48 | 3 | 3,329 | 300,4 | 3,5 | 3,841 | 260,3 | 4,0 | 4,340 | 230,4 |
| 50 | 60 | 3 | 4,217 | 237,1 | 3,5 | 4,877 | 205,1 | 4,5 | 6,159 | 162,4 |
| 65 | 75,5 | 3,2 | 5,706 | 175,3 | 4 | 7,053 | -141,8 | 4,5 | 7,879 | 126,9 |
| 80 | 88,5 | 3,5 | 7,337 | 136,3 | 4 | 8,336 | 120,0 | 4,5 | 9,322 | 107,3 |
| 90 | 101,3 | 3,5 | 8,442 | 118,5 | 4 | 9,598 | 104,2 | 4,5 | 10,74 | 93,09 |
| 100 | 114 | 4 | 10,85 | 92,16 | 4,5 | 12,15 | 82,29 | 5,0 | 13,44 | 74,41) |
| 125 | 140 | 4 | 13,42 | 74,54 | 4,5 | 15,04 | 66,50 | 5,5 | 18,24 | 54.81 |
| 150 | 165 | 4 | 15,88 | 62,96 | 4,5 | 17,81 | 56,14 | 5,5 | 21,63 | 46.22 |
- Notes:
- The mass of 1 m of pipes is calculated based on the nominal dimensions at a material density of 7850 kg/m3 and is a reference value.
- Legend in the table:
- dy
is the nominal diameter of the pipe; s—wall thickness; - dH
is the outer diameter of the pipe; Nt is the number of meters in a ton.
Transportation
Transportation of VGP pipes must comply with the requirements of GOST 10692. Transportation of pipes must be carried out by rail (on open rolling stock), road or water transport in accordance with the Rules for the transportation of goods and the technical conditions for loading and securing goods in force for this type of transport. The maximum length of pipes transported by rail should not exceed a multiple of the length of the car, but not more than 24 m. During transportation, stacks of pipes or packages are separated by spacers. Pads must be laid on the floor of the carriage or car body or pipe packages must have transport clamps. When transporting pipes on platforms, it is necessary to install vertical wooden posts on the sides, tied over the pipes with wire.
Pipes must be firmly tied in bags or tightly packed in wooden boxes or grates, and securely secured inside the container to prevent free movement during transportation. Packages of pipes weighing from 3 to 5 tons must be tied in at least three places, and packages weighing over 5 to 10 tons - in at least four places. It is allowed to tie packages weighing up to 10 tons in at least three places when tying them in the transverse direction with at least 5 turns. Packages weighing up to 5 tons are tied in the transverse direction in at least two turns, and packages weighing up to 10 tons are tied in at least three turns. Packages 4 m long are tied in 2-3 places. It is allowed to tie pipe packages with a length of up to 6 m inclusive and a weight not exceeding 3 tons in two places. In this case, the tie must be at least three turns. The tie points should be located evenly along the length of the package. The packages must be tied with wire with a diameter of at least 5 mm in accordance with GOST 3282 or with steel tape with a cross-section of (1.2-1.8) x 30 mm in accordance with GOST 3560 or other current normative and technical documentation. It is allowed to use hot-rolled tape measuring 1.5x30 mm for tying pipe packages in accordance with GOST 6009. When using wire with a diameter of 6 mm for tying packages in accordance with GOST 3282, it is allowed to tie packages weighing up to 10 tons in at least four places with two turns in the transverse direction and packages pipes with a length of 6 to 8 m in at least three places with three turns. To tie packages of thin-walled pipes with a diameter of 10.2-48 mm and a mass not exceeding 3.0 tons, it is allowed to use metal tape measuring at least 0.9x20 mm in accordance with GOST 3560, GOST 503 or other NTD. To prevent the appearance of traces of corrosion due to contact of pipes with the binding material, at the consumer’s request, other types of materials are used for binding in accordance with the current normative and technical documentation or the packages are tied using non-metallic materials as gaskets for the binding.
Black VGP pipe GOST 3262-75
Price list for black VGP pipes
Water and gas pipe
, also called
black VGP pipe
, is an advanced raw material used both in construction in the housing and communal services sector and in heavy industrial areas.
The process of connecting communication systems to residential complexes of a metropolis and laying heating mains to cottage villages today cannot be done without the use of black VGP pipes
.
Water and gas distribution and heating for various types of premises, the automotive industry and mechanical engineering in general, aircraft manufacturing and agricultural areas, complement the wide range of applications of VGP pipes
.
In practice, special components are used for drainage together with water and gas pipes
: plugs, bends, adapters, tees, etc.
Another distinctive feature of both the VGP GOST 3262-75 pipe and simple electric-welded pipes is corrosion resistance, which significantly increases the service life.
Length of water and gas pipe GOST 3262-75
varies from 4 to 12 m: – VGP pipes of unmeasured length; – VGP pipes of measured length; – VGP pipes of multiple measured lengths.
The weight of one meter of pipe is calculated based on the steel density of 7.85 g/cm. An important factor influencing the mechanical characteristics of pipes is the galvanizing process. Galvanized pipes have a specific gravity that exceeds the weight of a conventional water and gas pipe
by 3%, but thereby acquire effective anti-corrosion resistance.
All products undergo high-quality ultrasonic testing, which ensures strict compliance with standards. At the ends of the pipes, delamination is not allowed, but rippling, individual dents, and traces of stripping are allowed, if they do not take the thickness of the pipe beyond the minimum dimensions. The edges of the pipes must be cut at right angles, with a permissible deviation of 2 degrees.
Water and gas pipe GOST 3262-75
accepted in batches, where the final product must have one length, one size and one grade of steel.
Depending on the manufacturer, the water and gas pipe is produced in the specified length: 5.9 m; 6m; 7.9m; 10m; 10.4m. Basically, the rolling of VGP pipes
is carried out from the following steel grades: 1ps, 2ps, 3ps, etc.
Common sizes and designations of water and gas pipes: – VGP 15 pipe
–
VGP 20 pipe
–
VGP 32
–
VGP 40
–
VGP 50 pipe
Price list for black VGP pipes
Galvanized pipes VGP are manufactured: - galvanized water and gas pipes from 4 to 11 m - of unmeasured length; - galvanized water and gas pipes of 6 m, 5.9 m, 10 m, 10.4 m - of measured length.
Galvanized pipes VGP
effectively used in the construction of communication water supply systems; in construction in the private sector they have found their application as a reliable structural element.
Galvanized pipe GOST 3262-75
are actively used in the housing and communal services sector, in environments subject to aggressive corrosive conditions. They often differ from simple black VGP pipes only in their galvanized coating.
Cold resistance, excellent weldability of the seam, reliability of the zinc coating of both the entire pipe and the seam, increased service life, all this is a galvanized water and gas pipe
.
The coating and chemical and physical properties acquired during the surface treatment of pipes with zinc significantly reduce the corrosion rate, thereby making galvanized pipes VGP
more attractive to target client audiences.
Galvanized pipe GOST 3262-75
, the size of which is determined by the nominal diameter of
the control valve . The most common sizes of galvanized water and gas pipes
are: DN 15, DN 20, DN 25, DN 32, DN 40, DN 50. In addition, galvanized steel pipes VGP differ in the presence of threads. Threads come in threaded and rolled cylindrical types.
offers you a wide range of products: galvanized water pipe and electric-welded galvanized pipe. Our managers are guaranteed to organize delivery of products to the final facility in a short time.
Sales department
Source: https://kpmtrade.ru/truba_vgp_chernaya.html
Storage
Storage of VGP pipes must comply with the requirements of GOST 10692. When storing and storing pipes, they must be sorted in batches by size and steel grade, preventing the possibility of confusion. Pipes must be stored on racks or open storage areas, and they must have a conservation coating for categories of transportation and storage conditions S, F, OZH in accordance with GOST 9.014. The maximum period of conservation protection is 6 months. Thin-walled VGP pipes should be stored indoors. It is allowed to store pipes under a canopy, provided they are protected from precipitation. When manually slinging pipes using crane lifting devices, the height of pipe stacks is 4 m. In this case, side supports are installed to prevent pipes from rolling out. Preservation of connecting parts must satisfy transportation and storage categories C, F, OZH according to GOST 9.014-78.
TEST METHODS
4.1. For quality control, one sample is cut from each selected pipe for each type of test.
The tensile test is carried out in accordance with GOST 10006. Instead of the tensile test, it is allowed to control the mechanical properties by non-destructive methods.
(Changed edition, Amendment No. 3, 6).
4.2. The surface of the pipes is inspected visually.
4.3. Hydraulic testing is carried out in accordance with GOST 3845 with exposure to test pressure for at least 5 s.
4.4. The bend test is carried out according to GOST 3728. Galvanized pipes are tested before coating.
(Changed edition, Amendment No. 3).
4.4a. The expansion test is carried out according to GOST 8694 on a conical mandrel with a cone angle of 6°.
Testing on a mandrel with a taper angle of 30° is allowed.
(Changed edition, Amendment No. 3, 4).
4.4b. The flattening test is carried out according to GOST 8695.
(Changed edition, Amendment No. 3).
4.4v. Weld inspection is carried out using non-destructive methods according to regulatory and technical documentation.
(Introduced
additionally, Amendment No. 3 ).
4.5. The thickness of the zinc coating on the outer surface and in accessible places on the inner surface is controlled according to GOST 9.301 and GOST 9.302, as well as with devices of the MT-41NTs, MTZON or Impulse type according to the normative and technical documentation.
4.6. The thread is checked using thread ring gauges in accordance with GOST 2533 (third accuracy class).
In this case, the screw-in of the no-go ring gauge onto the thread should be no more than three turns.
(Changed edition, Amendment No. 3, 4).
4.7. The curvature of the pipes is controlled using a straight edge in accordance with GOST 8026 and a set of probes in accordance with NTD.
(Changed edition, Amendment No. 3, 5).
4.8. The right angle of the pipe ends is controlled with a 90° square measuring 160´100 mm, class 3 GOST 3749, plate probes set 4 according to NTD or an inclinometer GOST 5378. The bevel angle of the chamfer is controlled with an inclinometer according to GOST 5378.
(Changed edition, Amendment No. 3, 6).
4.9. The outer diameter is checked using smooth micrometers in accordance with GOST 6507, clamp gauges in accordance with GOST 2216 or GOST 18360.
The wall thickness, the height of the internal burr and the height of the burrs are measured with a micrometer according to GOST 6507 or a wall gauge according to GOST 11358 at both ends of the pipe.
The length of the pipes is measured with a tape measure in accordance with GOST 7502. The threads are controlled with gauges in accordance with GOST 2533.
The mass of a batch of pipes is controlled on scales of no more than 10 tons with a division value of no more than 20 kg.
(Changed edition, Amendment No. 3, 4, 5, 6).
4.10. Weld inspection is carried out using non-destructive methods according to technical documentation.
(Introduced
additionally, Amendment No. 4 ).
Quality control, warranty and service life
Pipes are accepted in batches. The batch must consist of pipes of the same size, the same grade of steel and be accompanied by one quality document in accordance with GOST 10692 with an addition for pipes intended for the manufacture of parts for water supply and gas structures, made of steel in accordance with GOST 1050; chemical composition and mechanical properties of steel - in accordance with the document on the quality of the manufacturer of the workpiece. The mass of the batch is no more than 60 tons. Each pipe in the batch is subjected to inspection of the surface, dimensions and curvature. It is allowed to use statistical control methods in accordance with GOST 18242 with a normal level. The outer diameter of the pipes is checked at a distance of at least 15 mm from the end of the pipe. To control the parameters of the thread, to test for expansion, flattening, bending, the height of the internal burr, the remains of burrs, the right angle and the chamfer angle (for pipes with beveled edges), mechanical properties, no more than 1%, but not less than two pipes from the batch are selected, and for pipes manufactured by continuous furnace welding - two pipes per batch. All pipes are subject to weight control. Each pipe is subjected to hydraulic pressure testing. With 100% quality control of the weld using non-destructive methods, hydraulic pressure testing may not be carried out. At the same time, the ability of the pipes to withstand the test hydraulic pressure is guaranteed. To check the thickness of the zinc coating on the outer surface and in accessible places on the inner surface, two pipes from the batch are selected.
Regulatory documents for basic tests are given below:
- Tension – GOST 10006;
- Hydraulic tests - GOST 3845 with a test pressure of at least 5 s;
- Bent - according to GOST 3728;
- To distribution - according to GOST 8694;
- Flattening – according to GOST 8695;
- To measure the thickness of zinc coating - according to GOST 9.301 and GOST 9.302;
- Thread measurements - GOST 2533.
The warranty period and service life are regulated by manufacturers and are specified in the quality documents for the supplied products.
Installation
Most often, VGP pipes are used when laying underground water and gas pipelines. Below is one of the options for installing VGP pipes.
Underground pipelines are laid in through channels (tunnels), semi-through and non-through channels, in trays and without channels (in trenches filled with soil). The process of installing pipelines during underground installation consists of laying out the route and marking the installation sites for supports, installing supports, laying finished sections and blocks, assembling and welding them together, installing fittings and testing finished pipelines.
Installation of sections and assembly of pipelines is carried out sequentially in the direction opposite to the slope of the pipeline. Sections and blocks are lifted and lowered into channels and trays using pipelayers or cranes. Long sections are mounted using two or more mechanisms. Upon completion of all work on laying, testing and delivery of pipelines to the customer, the channels are closed.
In cases where open installation is not possible, pipelines are installed in closed channels in separate pipes or sections, which are pulled into place on roller supports by winches and outlet blocks through open end openings. Assembly joints are welded by extending pipes or sections. The closing sections are welded in places where wells and chambers are installed. Sections of pipelines laid in non-passing channels are carefully inspected by external inspection, tested and then supported and insulated before closing.
Installation work on welding steel pipes is carried out in several stages:
The preparatory stage for installation, during which a check is carried out for damage and manufacturing defects, followed by marking, cutting (usually oxygen or gas cutting is used) and thorough cleaning of the ends of the pipes prepared for connection (files, a steel brush or an emery wheel are used). Cleaning is carried out at a distance of at least 2.5 cm from the welding site. Then the parts that have undergone deformation during the cutting process are corrected and straightened (carried out on hard, flat surfaces using a drive press or sledgehammer), as well as the ends of the pipes are given a geometric shape to ensure the highest quality of the connection during the welding process:
- For arc welding, the bevel angle should vary within 30 - 35 degrees (for pipe thicknesses from 0.3 cm). Blunting of edges is permissible in the range from 0.1 to 0.3 cm.
- During gas welding, the bevel angle should vary within 40 - 45 degrees (for pipe thicknesses from 0.4 cm). Blunting of edges is permissible in the range from 0.05 to 0.1 cm. The permissible maximum displacement of edges when joining pipes is 0.3 cm.
Welding of electric welded pipes must take place in accordance with GOST 16037-80.
At the end, finishing work takes place (painting of pipes).