Тяжелая промышленность в настоящее время набирает всё больше оборотов, ведь производство деталей, начиная простой гайкой и заканчивая составляющими космического корабля, требует использования уже новых технологий для изготовления самого деревообрабатывающего и металлорежущего оборудования. И, конечно, в данном случае не последнее место принадлежит токарному станку. Чтобы удерживать при высокой скорости передвижения шпинделя деталь, применяют токарные патроны, разновидности которых зависят от назначения обрабатываемой поверхности, формы заготовки и вида резания.
Общая конструкция и устройство токарного патрона для станка по металлу
Вместе с патроном поставляются комплекты:
- прямых кулачков;
- обратных кулачков;
- вне комплекта поставляться кулачковые рейки.
Наиболее распространен трехкулачковый патрон, состоящий из:
- монолитного или составного корпуса с тремя радиальными пазами для кулачков;
- кулачки (прямые и обратные) выполнены из качественной твердой, закаленной стали высокой прочности, связаны с торцевой резьбой спирального диска;
- спирального диска, с большим зубчатым колесом на его обратной стороне. Связан с зубчатой передачей конической шестерни;
- конических шестерен, вращением ключа, вставленного в квадратное отверстие этой шестерни, спиральному диску сообщается вращательное движение.
Простота технологических приёмов базирования деталей стало причиной популярности и распространения трехкулачкового патрона на станках, применяемых в производстве
Ключ
Металлический стержень, на одном конце которого перпендикулярно его оси просверлено отверстие с установленным в нем металлическим рычагом. Превышение длины рычага на 35–40 % относительно высоты ключа, является оптимальной.
На нижнем конце стержня выполнен четырехгранный наконечник, соразмерный с отверстием внутри конической шестерни. Служит ручным приводом кулачков посредством вращения спирального диска во время закрепления заготовки в рабочей зоне станка.
Пружина
Устанавливается на наконечник ключа. По завершении операции, нагрузка от усилий руки на ключ снимается и пружина, распрямляясь, удаляет ключ из гнезда патрона. Если станочник по невнимательности сам не извлекает ключ, то за него это делает пружина.
Втулка
Полый цилиндр, в верхней части которого прорезаны пазы для сухарей-полуколец. Обеспечивает фиксирование конической шестерни в рабочем теле патрона. Во внутренний диаметр втулки устанавливается верхняя часть конической шестерни с канавкой для сухарей-полуколец.
Стопор
Винтовые стопоры фиксируют конические шестерни в корпусе токарного патрона.
Шестерня
Коническая (или малая) шестерня вставлена в малое отверстие корпуса патрона. Её верхняя часть сопряжена с пазами втулки посредством сухарей-полуколец.
Малая шестерня постоянно зацеплена с зубьями большой шестерни и предназначено для передачи вращательного движения спиральному диску патрона.
Фланец
Переходной фланец, планшайба. Предназначен для прочного и точного соединения патрона с рабочим концом шпинделя станка. К примеру, на шпинделе ТВ-4 нарезана резьба, на неё устанавливается переходной фланец (планшайба для токарного патрона), на который крепится токарный патрон.
Спиральный диск
Спираль Архимеда, улитка, планетарка. Металлический диск, на одной стороне исполнены зубья большой шестерни, постоянно зацепленные с зубчатой передачей конической шестерни.
На другой стороне данного диска вырезан профиль спирали, которая в постоянно контактирует с пазами (рейками или гребёнками) кулачков. Последние, синхронно перемещаясь, работают на зажим, центрирование и фиксацию детали в зоне обработки станка.
Извлечение зажатой кулачками детали происходит обратным вращением ключа патрона.
Обратный кулачок
Применяется для зажима деталей больших диаметров. У каждого кулачка имеются две ступени для крепления деталей на разжим и по одной призме, работающие на сжим.
Ступени кулачков используются для устранения торцевого биения детали. Кроме этого, станочники самостоятельно создают на обратных кулачках дополнительную крепящую базу, работающую на разжим.
Прямой кулачок
Для зажима деталей меньшего диаметра используются прямые кулачки
Корпус
В зависимости от конструкции и способов крепления к шпинделю условно можно разделить на монолитный (корпус – одна базовая деталь) и составной, в котором корпус разделён на две базовые детали:
- Монолитный с цилиндрическим пояском. Крепится на шпиндель через промежуточный фланец по специальным ГОСТ. Выполняется из качественной стали и реже из чугуна.
- Составной корпус. Базовая деталь разделена на две составные части:
- передняя часть или корпус (иногда – передний полукорпус), в нем размещен спиральный диск и прорезаны пазы для кулачков;
- задняя часть или фланец (часто – задний полукорпус), в нем размещены конические шестерни.
Накладные кулачки
Крепятся на кулачковые рейки токарного патрона. Исполняются из незакаленных сортов стали, называются «сырыми кулачками». Предназначены для крепления деталей большого диаметра.
Изготовление токарного патрона по дереву своими руками
Для изготовления кулачковых патронов требуется высокоточное промышленно оборудование и в условиях домашней мастерской сделать их вряд ли возможно. Однако существуют более простые конструкции, соорудить которые своими руками не составит труда.
Самодельная планшайба для точения по дереву с регулируемыми зажимами
Понадобится ровный лист стали толщиной не менее 10 мм, стальной уголок 50×50 мм, восемь болтов М8×30 с гайками и шайбами. Следует заранее продумать, каким образом устройство будет крепиться на станок и, при необходимости, изготовить или приобрести соответствующую резьбовую втулку. После этого можно приступать:
- Разметить на имеющейся пластине окружность требуемого диаметра и две оси, проходящие через центр и пересекающиеся под прямым углом.
- Выпилить заготовку планшайбы лобзиком по разметке и тщательно отшлифовать.
- По полученным осям пропилить сквозные пазы, отступив от центра несколько сантиметров и не доходя 2 – 3 см до краёв. Сделать это проще, предварительно просверлив отверстия немного большего диаметра, чем запасённые болты.
- От уголка отпилить четыре одинаковых отрезка и просверлить одну из полок каждого тем же сверлом.
- Во второй полке уголков нарезать резьбу М8 и вкрутить болты.
- Приварить или припаять резьбовую втулку для крепления на вал.
- Прикрутить уголки к планшайбе болтами через шайбы.
- Закрепить полученный патрон по дереву на токарном станке.
Для фиксации таким самодельным патроном уголки перемещаются в нужное положение и закрепляются закручиванием гаек, окончательно деталь поджимается болтами, вкрученными в полки с резьбой.
Основные варианты конструкции
Есть несколько вариантов конструкции патрона для токарного станка, ниже мы коротенько их рассмотрим.
Рычажный
До недавнего времени были популярными типами креплений в токарных станках. Действия основаны на смещении кулачков посредством двуплечего рычага.
Основная характеристика этого типа патронов определяется количеством фиксирующих кулачков и степенью их смещения на рабочем диске. Положение заготовки в рабочей зоне настраивается сложно, особенно при нестандартной обработке.
Клиновой
Внутри патрона вместо спирального диска установлено клинореечное устройство, посредством которого происходит смещение кулачков и крепление обрабатываемой детали.
Исполняется из особо прочных сталей, способных обеспечить неизменность фиксирующих параметров патрона, его бесперебойную и безопасную работу при высоких оборотах тел вращения.
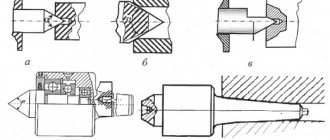
Мембранный
Мембранный патрон. Шток пневмо- или гидропривода давит на мембрану патрона и прогибает её. Прогиб мембраны разжимает губки патрона на доли миллиметра, и заготовка устанавливается до упора в штифты. При отключении привода мембрана возвращается в исходное положение и губки сжимаются, закрепляя заготовку.
Во время обработки заготовка удерживается упругостью мембраны, а большое число кулачков центрируют заготовку с точностью до сотых долей миллиметра. Применяется при чистовой обработке на низких оборотах с мелким сечением снимаемой стружки.
Рычажные патроны
Рычажные патроны могут быть использованы в мелкосерийном производстве, потому что процедура их переналадки проста и способна обеспечивать крепление заготовок в широчайшем диапазоне диаметров. На центрирующей поверхности в корпусе патрона размещен диск, на стороне которого присутствует резьба по архимедовой спирали, конический зубчатый венец нарезан на другой стороне.
Крепление заготовки в рычажном токарном патроне происходит от гидропривода, который перемещает тягу с муфтой. Стержни с сухарями, что образуют двуплечий рычаг, способны поворачиваться вокруг центра цилиндрического участка сухаря, перемещать ползуны с кулачками к центру и зажимать заготовку. Переналадка рычажного патрона проста и сводится к одновременному передвижению всех кулачков в необходимое радиальное положение при помощи ключа.
На данную операцию затрачивают не больше времени, чем на процедуру крепления заготовки в трехкулачковом патроне, который имеет немеханизированный привод. Из-за подвижных элементов, которые предусмотрены в чертежах токарных патронов и соединяют ползуны с основными кулачками, погрешности центрирования заготовки существенные, поэтому рычажные патроны используются преимущественно на черновых операциях.
Классификации
Условно делятся на две группы:
- Кулачковые. Подвижные сегменты (кулачки), производят фиксацию детали. Отличаются друг от друга конструкцией и назначением.
- Цанговые. В зависимости от принятия рабочего положения цанговый патрон для токарного станка, закрепляющей деталь в нужном положении, токарные патроны этого типа различают:
- с выдвижной цангой;
- неподвижной цангой;
- втягиваемой цангой.
Двухкулачковый
Самоцентрирующиеся двухкулачковые патроны. Все детали изделия производятся из стали, подвижные части подвергаются термообработке, что увеличивает их прочностные характеристики и износостойкость.
Обеспечивают самоцентрирование и фиксацию необработанных поверхностей заготовок. Размеры рабочего диаметра патрона стандартизированы и варьируются от 125 до 400 мм.
Применяется патрон для крепления:
- сложных фасонных деталей;
- нецилиндрических и несимметричных заготовок.
Трехкулачковый
Механизм фиксации 3-кулачкового патрона производится:
- с реечным механизмом;
- со спиральным диском.
Реечный
Точнее, патрона со спиральным диском, имеет более мощный зажим заготовки. Может применяться в мелкосерийном или штучном производстве.
Четырехкулачковый
Четырехкулачковый патрон применяется при обработке несимметричных заготовок. Позволяет проточить деталь вне центра или при расточке отверстий по разным осям.
Изделие крепится двумя парами независимых держателей во взаимоперпендикулярных плоскостях и обеспечивает полное совпадение оси шпинделя с обрабатываемой поверхностью.
Кулачок может быть цельным или сборным. Патрон со сборным кулачком имеет основание и насадной кулачок. Сборный кулачок размещен в пазе основного элемента и имеет свободное радиальное перемещение без потери устойчивости.
Этим обеспечивается двойное шпоночное крепление. Преимущество конструкции в жесткости фиксации и простоте применения.
Шестикулачковый
Усилие фиксации распределяется между шестью кулачками, что позволяет крепить тонкостенную деталь без опасений её разрушения или деформирования.
Кулачковые токарные патроны
Наиболее удобные и функциональные. Работают как на сжатие, так и на разжимание, поэтому могут захватывать заготовку как снаружи, так и изнутри. Различаются количеством кулачков и механизмом их привода. В отличие от металлообработки, для точения дерева двух и трёхкулачковый патрон практически не применяется. Также не пользуются популярностью варианты со спиральным приводом и несъемными кулачками. Наиболее распространённый тип токарных патронов для работы по дереву – самоцентрирующиеся четырёхкулачковые, с реечно-винтовым механизмом передачи и сменными кулачками. На российский рынок они поставляются брендами Axminster, Jet, Barracuda и другими, менее известными компаниями.
Кулачковый токарный патрон
4-кулачковый токарный патрон Ø150 мм
4-кулачковый токарный патрон Ø100 мм
Разновидности кулачков
По форме и назначению сменные кулачки для токарных патронов по дереву делятся на несколько типов, имеющих специальную маркировку:
- A, G, M – на сжатие, отличаются размером и глубиной захвата;
- D и F – действуют на разжимание;
- C и H – универсальные. Разная форма губок;
- для работы с мягким, чувствительным к сжатию деревом, используются кулачки с резиновыми креплениями.
Материалы изготовления
Корпус токарного патрона изготавливается из чугуна или из закаленной стали. Патрон со стальным корпусом позволяет работать на увеличенных оборотах.
Чугун
Из-за низкой устойчивости к резким механическим нагрузкам, по качественным показателям должен быть не ниже, чем у марки СЧ 30.
Сталь
Конкретное применение марок сталей ГОСТом не предусмотрено, производитель сам выбирает марку стали. Однако, наиболее распространённые стали должны иметь пределы прочности σB не менее 500 МПа и термической обработкой рабочих поверхностей до твердости не менее 43 HRC (с).
Цанговые патроны
Основной рабочий элемент цангового патрона – это втулка с несколькими осевыми прорезями, которые разделяют ее на лепестки, которых, зависимо от диаметра заготовок, бывает три, четыре или шесть. Подобные лепестки играют роль кулачков, которые обжимают деталь, что вставляется внутрь втулки. Цанги бывают подающими и зажимными. Подающая цанга представляет собой стальную закаленную втулку с тремя неполными разрезами, что формируют лепестки с поджатыми концами друг к другу. Зажимные цельные цанги изготавливают в виде втулки с лепестками пружинящегося типа.
Сцепление возрастает вследствие сужения прорезей при процедуре вдавливания цанги в патрон конической частью. Устройство токарного патрона с цангой с технической точки зрения имеет некоторые преимущества перед прочими зажимными устройствами – у детали, которая закреплена в цанге, радиальные биения изделия настолько незначительные, что ими спокойно можно пренебречь.
Преимущественная сфера использования таких патронов – зажатие цилиндров, коротких прутков или втулок для обработки. Они также применяются для фиксации фрез, сверл, наконечников гайковертов и метчиков. Цанговые патроны пользуются популярностью при вторичном зажиме заготовки с обработанной поверхностью. При несоответствии профиля обрабатываемого изделия форме цангового отверстия принято применять сменные вкладыши.
Основные размеры и обозначения
Размеры трехкулачковых патронов. Нормируется по ГОСТ 2675-47:
- номинальный диаметр: от 80 (мм) до 630 (мм);
- внутренний диаметр: от 16 (мм) до 190 (мм);
- ширина: от 50 (мм) до 125 (мм);
- ширина кулачков: от 12 (мм) до 60 (мм).
Размеры четырехкулачковых патронов:
- диаметр патрона: от 80 (мм) до 1000 (мм);
- наружный диаметр присоединительного конуса: от 82.563 (мм) до 285.775 (мм);
- размер шпинделя станка: от 5 (мм) до 15 (мм);
- диаметр проходного отверстия: от 40 (мм) до 200 (мм).
Обозначения патронов иностранного производства читаются в соответствии с их принятых норм и доступны в печати для расшифровки. Например:
Таблица токарных патронов производства ОАО «БелТАПАЗ»
Патрон токарный 3–200.33.14 П
- [3] — количество кулачков;
- [200] — наружный диаметр патрона, мм;
- [33] — характеристика, определяемая типом, исполнением, наружным диаметром патрона;
- [14] — Модификация;
- [П] — класс точности.
Трехкулачковые патроны
Патроны, которые имеют три радиальные радиальные пазы, имеют такую характерную особенность – центрирование, которое происходит одновременно с закреплением заготовки. Кулачки двигаются по спирали синхронно под действием усилия, которое прилагается в одной точке при помощи торцевого рычага или ключа, зависимо от механизма передачи, который используется в конструкции патрона.
В конструкции патрона токарного трехкулачкового используются кулачки разных видов. Прямые устанавливают в паз наружу ступенями, и деталь зажимается сверху внутренними поверхностями или наружной поверхностью ступеней по внутренней поверхности изделия. Обратные кулачки располагаются ступенями к центру и применяются для зажима заготовок с большим диаметром. Кулачки маркируются порядковым номером, которому нужно следовать при монтаже в патрон.
Как выбрать
Чтобы правильно выбрать токарный патрон необходимо учесть несколько важных моментов:
- рабочие параметры и точные размеры шпинделя станка;
- способ или вариант крепления патрона к шпинделю;
- для хоббийных станков немаловажную роль играет мощность привода, слабый двигатель может не справиться с задачей по крутящему моменту;
- какие и в каком количестве детали входят в комплект токарного патрона.
Не обладая четкого представления об изложенной выше информации, нельзя считать себя готовым к приобретению токарного патрона, как важного узла станка.
Нужно понимать, что качество и производительность токарного станка влияют на качество и производительность труда и материальное состояние.
Клиновые патроны
Клиновые патроны демонстрируют высокую точность центрирования заготовки, нежели патроны рычажные. Закрепление заготовки происходит при помощи пневматического или гидравлического привода, который размещен сзади на конце пологого шпинделя. Три основных кулачка и кулачки, что с ними связаны, при осевом движении клина передвигаются в радиальном направлении и зажимают изделие.
Для станков с ЧПУ, где совершается обработка большой партии деталей, важной является возможность совершения быстрой сборки токарного патрона и переналадки патрона на прочий диаметр закрепляемой заготовки, что длится не более 2 минут. Для станков с ГПС и ЧПУ разрабатывают конструкции патронов с автоматическим переналаживанием на определенный диаметр заготовки. Использование для изготовления основных деталей высококачественной стали с термообработкой повышает надежность, долговечность и точность патрона.
Как собрать по чертежам самостоятельно
Для работы по металлу новичку собрать самопальный патрон можно, но весь процесс станет головной болью из-за поисков, нестыковок, ошибок и т. д. Сделать токарный патрон для обработки дерева гораздо доступнее, хотя и не проще, как может показаться.
Прежде всего – чтобы работа шла, необходимо создать подробный сборочный чертёж с чертежами деталировки. За чертежами, потянутся мероприятия. Без чертежей и плана действий чего-либо путного достичь вряд ли удастся, ибо всякий, кто действует без плана, действует долго и плохо.
Затем начинается процесс сбора комплектующих и материалов. Процесс воплощения идей самый трепетный и несёт в себе мощную струю самообновления. А удачное завершение становится очередным благоприятным этапом в творческой жизни.